Система змащення підшипникової опори ковзання
Номер патенту: 81443
Опубліковано: 10.01.2008
Автори: Цвик Микола Іванович, Чернов Олександр Євгенович, Боярко Микола Микитович, Кацов Сергій Миколайович
Формула / Реферат
1. Система змащення підшипникової опори ковзання, що містить мастиломісткість, мастильне кільце та розташований над верхньою частиною його зовнішньої циліндричної поверхні скребковий пристрій із розміщеною в його корпусі приймальною пластиною для забору з мастильного кільця мастильної рідини і подачі її в робочий підшипниковий зазор, яка відрізняється тим, що приймальна пластина виконана з можливістю хитання шляхом розміщення її на осі зі зміщенням відносно центра ваги пластини у напрямку обертання мастильного кільця, а мастиломісткість має дві сполучені в нижній її частині порожнини, в одній з яких розміщена нижня частина мастильного кільця.
2. Система змащення підшипникової опори за п. 1, яка відрізняється тим, що приймальна пластина має спрямовані вгору буртики, розташовані на бічних, паралельних торцевим поверхням мастильного кільця, сторонах пластини, в яких розташована вісь хитання приймальної пластини.
3. Система змащення підшипникової опори за п. 1, яка відрізняється тим, що приймальна пластина має спрямовані вниз та вгору буртики, розташовані на бічних, паралельних торцевим поверхням мастильного кільця, сторонах пластини, при цьому вісь хитання приймальної пластини розташована в спрямованих униз буртиках.
Текст
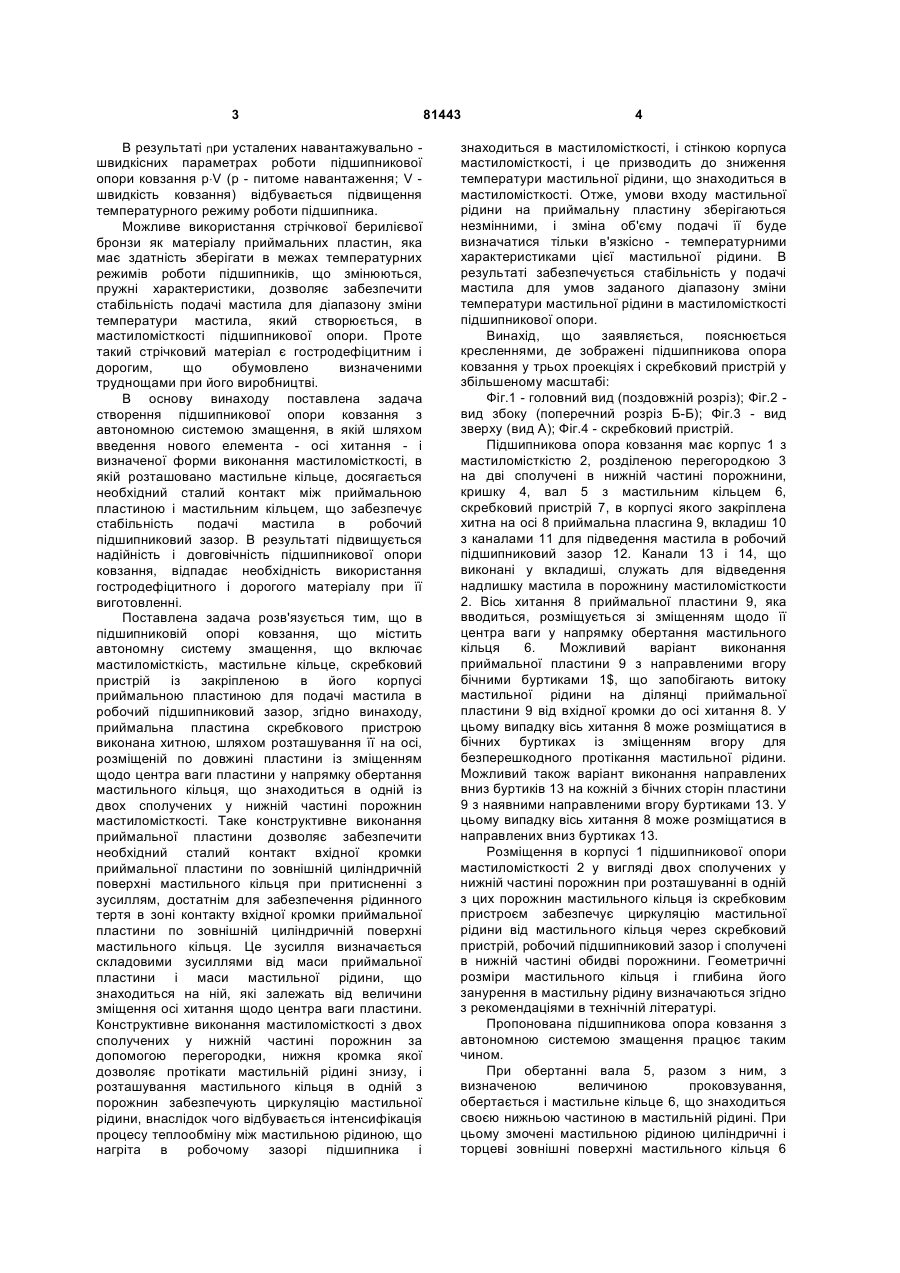
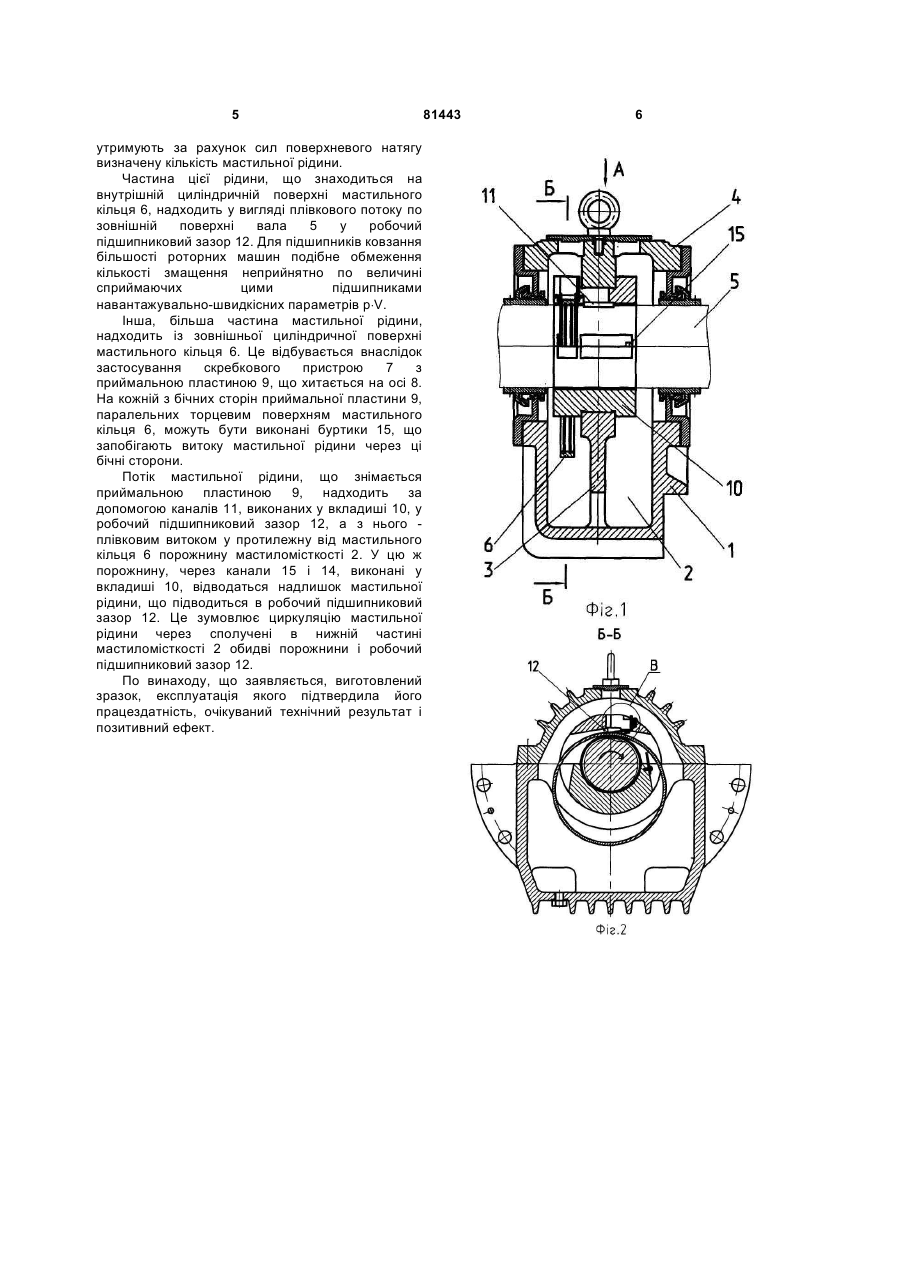
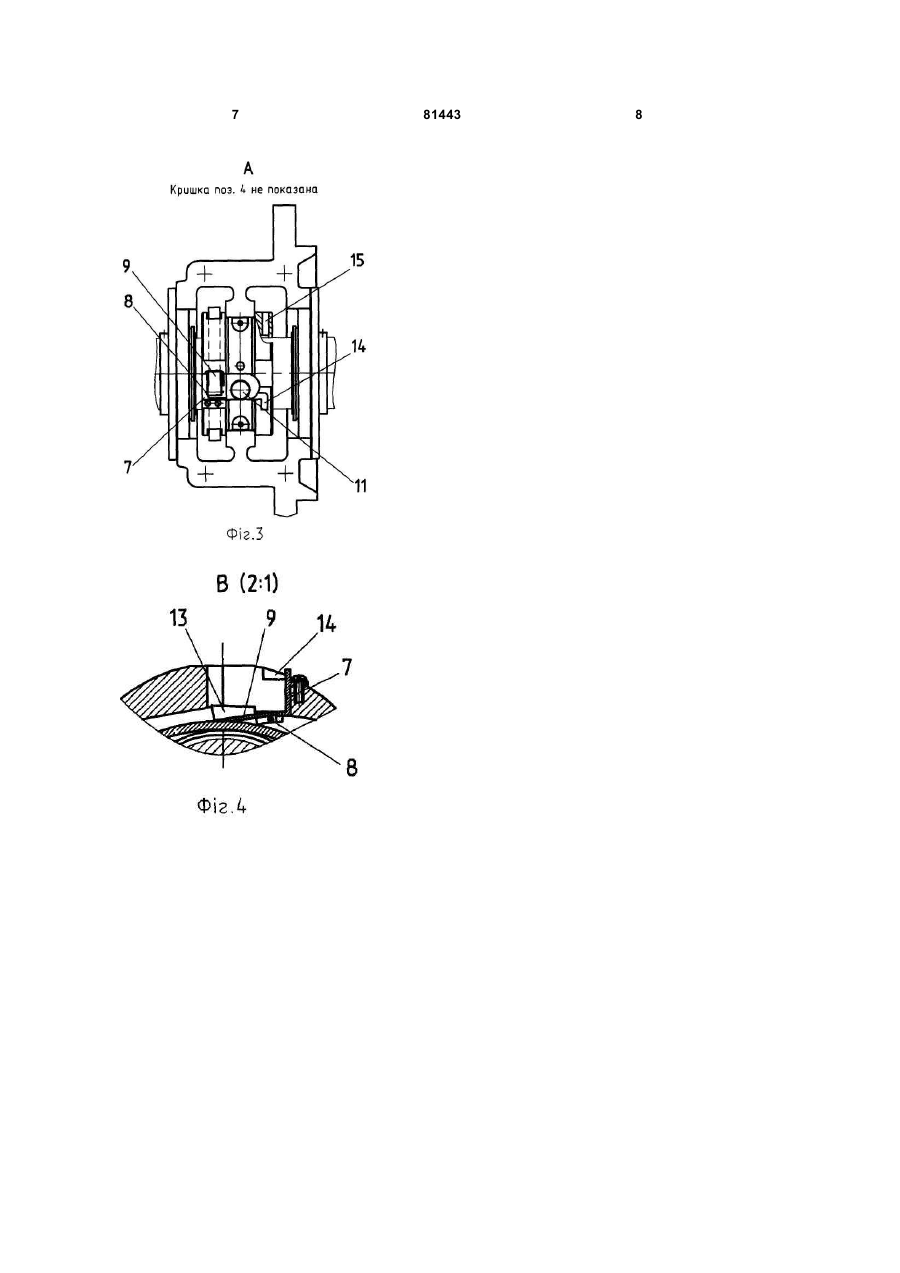
1. Система змащення підшипникової опори ковзання, що містить мастиломісткість, мастильне кільце та розташований над верхньою частиною його зовнішньої циліндричної поверхні скребковий пристрій із розміщеною в його корпусі приймальною пластиною для забору з мастильного кільця мастильної рідини і подачі її в C2 2 (19) 1 3 В результаті При усталених навантажувально швидкісних параметрах роботи підшипникової опори ковзання p×V (p - питоме навантаження; V швидкість ковзання) відбувається підвищення температурного режиму роботи підшипника. Можливе використання стрічкової берилієвої бронзи як матеріалу приймальних пластин, яка має здатність зберігати в межах температурних режимів роботи підшипників, що змінюються, пружні характеристики, дозволяє забезпечити стабільність подачі мастила для діапазону зміни температури мастила, який створюється, в мастиломісткості підшипникової опори. Проте такий стрічковий матеріал є гостродефіцитним і дорогим, що обумовлено визначеними труднощами при його виробництві. В основу винаходу поставлена задача створення підшипникової опори ковзання з автономною системою змащення, в якій шляхом введення нового елемента - осі хитання - і визначеної форми виконання мастиломісткості, в якій розташовано мастильне кільце, досягається необхідний сталий контакт між приймальною пластиною і мастильним кільцем, що забезпечує стабільність подачі мастила в робочий підшипниковий зазор. В результаті підвищується надійність і довговічність підшипникової опори ковзання, відпадає необхідність використання гостродефіцитного і дорогого матеріалу при її виготовленні. Поставлена задача розв'язується тим, що в підшипниковій опорі ковзання, що містить автономну систему змащення, що включає мастиломісткість, мастильне кільце, скребковий пристрій із закріпленою в його корпусі приймальною пластиною для подачі мастила в робочий підшипниковий зазор, згідно винаходу, приймальна пластина скребкового пристрою виконана хитною, шляхом розташування її на осі, розміщеній по довжині пластини із зміщенням щодо центра ваги пластини у напрямку обертання мастильного кільця, що знаходиться в одній із двох сполучених у нижній частині порожнин мастиломісткості. Таке конструктивне виконання приймальної пластини дозволяє забезпечити необхідний сталий контакт вхідної кромки приймальної пластини по зовнішній циліндричній поверхні мастильного кільця при притисненні з зусиллям, достатнім для забезпечення рідинного тертя в зоні контакту вхідної кромки приймальної пластини по зовнішній циліндричній поверхні мастильного кільця. Це зусилля визначається складовими зусиллями від маси приймальної пластини і маси мастильної рідини, що знаходиться на ній, які залежать від величини зміщення осі хитання щодо центра ваги пластини. Конструктивне виконання мастиломісткості з двох сполучених у нижній частині порожнин за допомогою перегородки, нижня кромка якої дозволяє протікати мастильній рідині знизу, і розташування мастильного кільця в одній з порожнин забезпечують циркуляцію мастильної рідини, внаслідок чого відбувається інтенсифікація процесу теплообміну між мастильною рідиною, що нагріта в робочому зазорі підшипника і 81443 4 знаходиться в мастиломісткості, і стінкою корпуса мастиломісткості, і це призводить до зниження температури мастильної рідини, що знаходиться в мастиломісткості. Отже, умови входу мастильної рідини на приймальну пластину зберігаються незмінними, і зміна об'єму подачі її буде визначатися тільки в'язкісно - температурними характеристиками цієї мастильної рідини. В результаті забезпечується стабільність у подачі мастила для умов заданого діапазону зміни температури мастильної рідини в мастиломісткості підшипникової опори. Винахід, що заявляється, пояснюється кресленнями, де зображені підшипникова опора ковзання у трьох проекціях і скребковий пристрій у збільшеному масштабі: Фіг.1 - головний вид (поздовжній розріз); Фіг.2 вид збоку (поперечний розріз Б-Б); Фіг.3 - вид зверху (вид А); Фіг.4 - скребковий пристрій. Підшипникова опора ковзання має корпус 1 з мастиломісткістю 2, розділеною перегородкою 3 на дві сполучені в нижній частині порожнини, кришку 4, вал 5 з мастильним кільцем 6, скребковий пристрій 7, в корпусі якого закріплена хитна на осі 8 приймальна пласгина 9, вкладиш 10 з каналами 11 для підведення мастила в робочий підшипниковий зазор 12. Канали 13 і 14, що виконані у вкладиші, служать для відведення надлишку мастила в порожнину мастиломісткости 2. Вісь хитання 8 приймальної пластини 9, яка вводиться, розміщується зі зміщенням щодо її центра ваги у напрямку обертання мастильного кільця 6. Можливий варіант виконання приймальної пластини 9 з направленими вгору бічними буртиками 1$, що запобігають витоку мастильної рідини на ділянці приймальної пластини 9 від вхідної кромки до осі хитання 8. У цьому випадку вісь хитання 8 може розміщатися в бічних буртиках із зміщенням вгору для безперешкодного протікання мастильної рідини. Можливий також варіант виконання направлених вниз буртиків 13 на кожній з бічних сторін пластини 9 з наявними направленими вгору буртиками 13. У цьому випадку вісь хитання 8 може розміщатися в направлених вниз буртиках 13. Розміщення в корпусі 1 підшипникової опори мастиломісткості 2 у вигляді двох сполучених у нижній частині порожнин при розташуванні в одній з цих порожнин мастильного кільця із скребковим пристроєм забезпечує циркуляцію мастильної рідини від мастильного кільця через скребковий пристрій, робочий підшипниковий зазор і сполучені в нижній частині обидві порожнини. Геометричні розміри мастильного кільця і глибина його занурення в мастильну рідину визначаються згідно з рекомендаціями в технічній літературі. Пропонована підшипникова опора ковзання з автономною системою змащення працює таким чином. При обертанні вала 5, разом з ним, з визначеною величиною проковзування, обертається і мастильне кільце 6, що знаходиться своєю нижньою частиною в мастильній рідині. При цьому змочені мастильною рідиною циліндричні і торцеві зовнішні поверхні мастильного кільця 6 5 утримують за рахунок сил поверхневого натягу визначену кількість мастильної рідини. Частина цієї рідини, що знаходиться на внутрішній циліндричній поверхні мастильного кільця 6, надходить у вигляді плівкового потоку по зовнішній поверхні вала 5 у робочий підшипниковий зазор 12. Для підшипників ковзання більшості роторних машин подібне обмеження кількості змащення неприйнятно по величині сприймаючих цими підшипниками навантажувально-швидкісних параметрів p×V. Інша, більша частина мастильної рідини, надходить із зовнішньої циліндричної поверхні мастильного кільця 6. Це відбувається внаслідок застосування скребкового пристрою 7 з приймальною пластиною 9, що хитається на осі 8. На кожній з бічних сторін приймальної пластини 9, паралельних торцевим поверхням мастильного кільця 6, можуть бути виконані буртики 15, що запобігають витоку мастильної рідини через ці бічні сторони. Потік мастильної рідини, що знімається приймальною пластиною 9, надходить за допомогою каналів 11, виконаних у вкладиші 10, у робочий підшипниковий зазор 12, а з нього плівковим витоком у протилежну від мастильного кільця 6 порожнину мастиломісткості 2. У цю ж порожнину, через канали 15 i 14, виконані у вкладиші 10, відводаться надлишок мастильної рідини, що підводиться в робочий підшипниковий зазор 12. Це зумовлює циркуляцію мастильної рідини через сполучені в нижній частині мастиломісткості 2 обидві порожнини і робочий підшипниковий зазор 12. По винаходу, що заявляється, виготовлений зразок, експлуатація якого підтвердила його працездатність, очікуваний технічний результат і позитивний ефект. 81443 6 7 81443 8
ДивитисяДодаткова інформація
Назва патенту англійськоюLubrication system of bearing slide support
Автори англійськоюBoiarko Mykola Mykytovych, Katsov Serhii Mykolaiovych, Tsvyk Mykola Ivanovych, Chernov Oleksandr Yevhenovych
Назва патенту російськоюСистема смазки подшипниковой опоры скольжения
Автори російськоюБоярко Николай Никитович, Кацов Сергей Николаевич, Цвик Николай Иванович, Чернов Александр Евгеньевич
МПК / Мітки
МПК: F16C 17/04, F16C 33/10
Мітки: змащення, система, підшипникової, опори, ковзання
Код посилання
<a href="https://ua.patents.su/4-81443-sistema-zmashhennya-pidshipnikovo-opori-kovzannya.html" target="_blank" rel="follow" title="База патентів України">Система змащення підшипникової опори ковзання</a>
Вузол обпирання підшипникової опори робочого диска грунтообробного агрегату
Номер патенту: 24451
Опубліковано: 25.06.2007
Автори: Паламарчук Леонід Володимирович, Хлистов Петро Васильович, Брижатий Юрій Миколайович
МПК: A01B 71/00, A01B 21/00
Мітки: вузол, обпирання, грунтообробного, опори, підшипникової, диска, робочого, агрегату
Формула / Реферат:
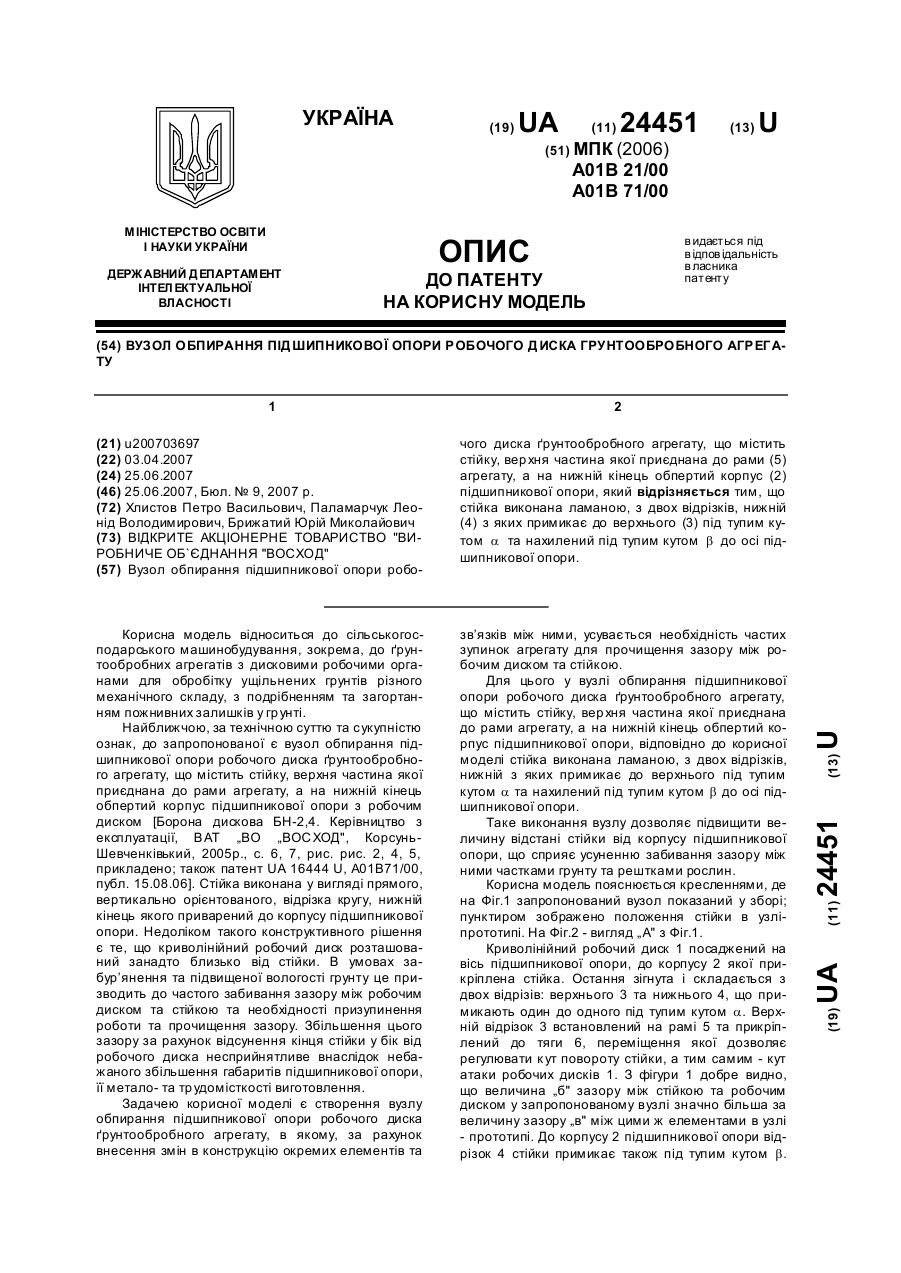
Вузол обпирання підшипникової опори робочого диска ґрунтообробного агрегату, що містить стійку, верхня частина якої приєднана до рами (5) агрегату, а на нижній кінець обпертий корпус (2) підшипникової опори, який відрізняється тим, що стійка виконана ламаною, з двох відрізків, нижній (4) з яких примикає до верхнього (3) під тупим кутом та нахилений під тупим кутом
Вузол обпирання підшипникової опори криволінійного робочого диска грунтообробного агрегату
Номер патенту: 24452
Опубліковано: 25.06.2007
Автори: Паламарчук Леонід Володимирович, Брижатий Юрій Миколайович, Хлистов Петро Васильович
МПК: A01B 71/00
Мітки: вузол, підшипникової, обпирання, агрегату, робочого, грунтообробного, опори, криволінійного, диска
Формула / Реферат:
1. Вузол обпирання підшипникової опори криволінійного робочого диска (1) ґрунтообробного агрегату, що містить стійку (3), верхня частина якої приєднана до рами агрегату, а на нижній кінець обпертий корпус (2) підшипникової опори, який відрізняється тим, що суміжні частини стійки та корпусу підшипникової опори приєднані одна до одної знімно, за допомогою зустрічно спрямованих виступу (8) та проміжку між щоками (4), які заходять один в одний та...
Ущільнювальний вузол підшипникової опори
Номер патенту: 16127
Опубліковано: 17.07.2006
Автор: Шибанов Іван Павлович
МПК: B65G 39/00
Мітки: вузол, ущільнювальний, підшипникової, опори
Формула / Реферат:
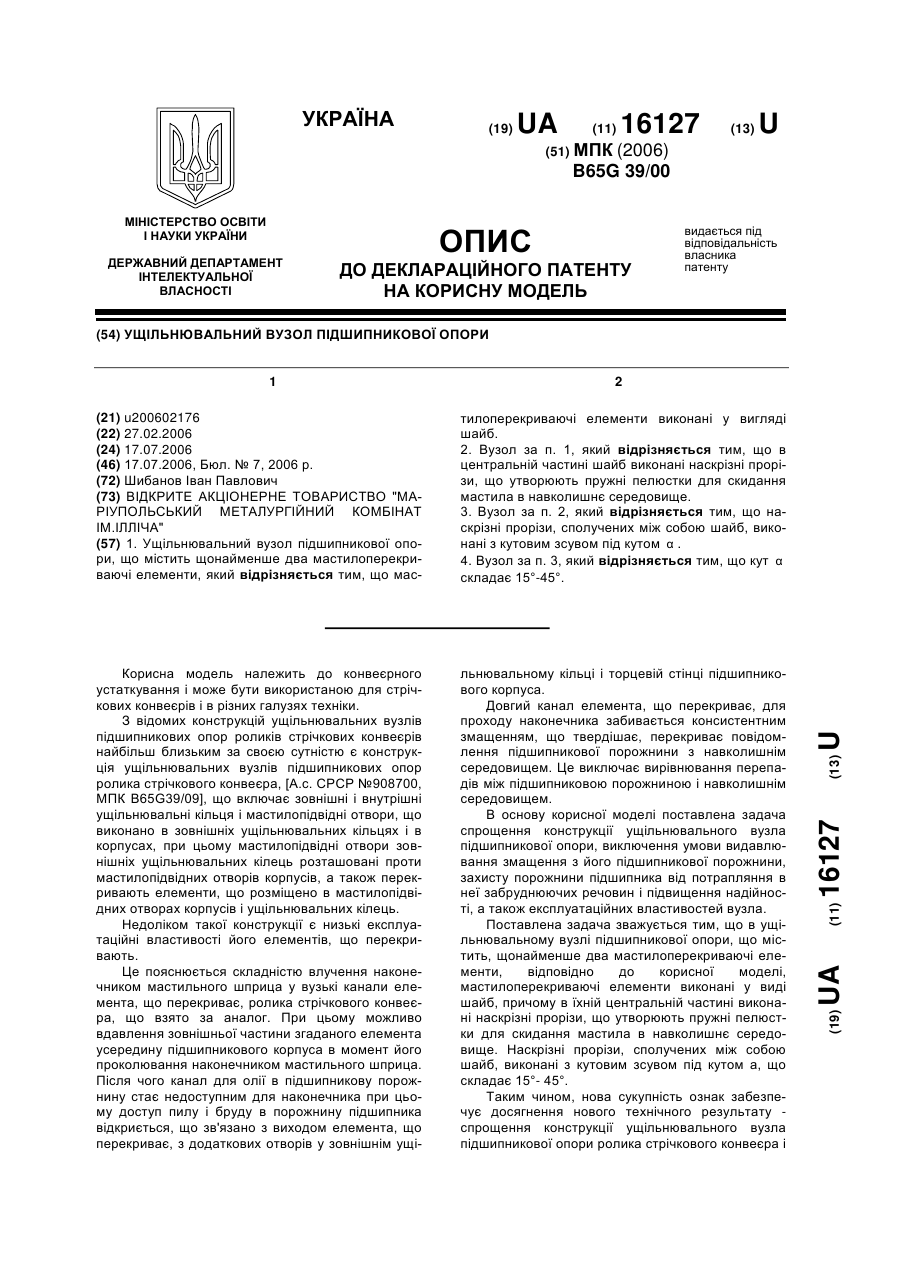
1. Ущільнювальний вузол підшипникової опори, що містить щонайменше два мастилоперекриваючі елементи, який відрізняється тим, що мастилоперекриваючі елементи виконані у вигляді шайб.2. Вузол за п. 1, який відрізняється тим, що в центральній частині шайб виконані наскрізні прорізи, що утворюють пружні пелюстки для скидання мастила в навколишнє середовище.3. Вузол за п. 2, який відрізняється тим, що наскрізні прорізи, сполучених...
Спосіб змащення підшипників ковзання рідинного тертя
Номер патенту: 4944
Опубліковано: 15.02.2005
Автори: Білоус Юрій Павлович, Булюк Микола Григорович
МПК: F16C 17/00
Мітки: рідинного, ковзання, спосіб, змащення, підшипників, тертя
Формула / Реферат:
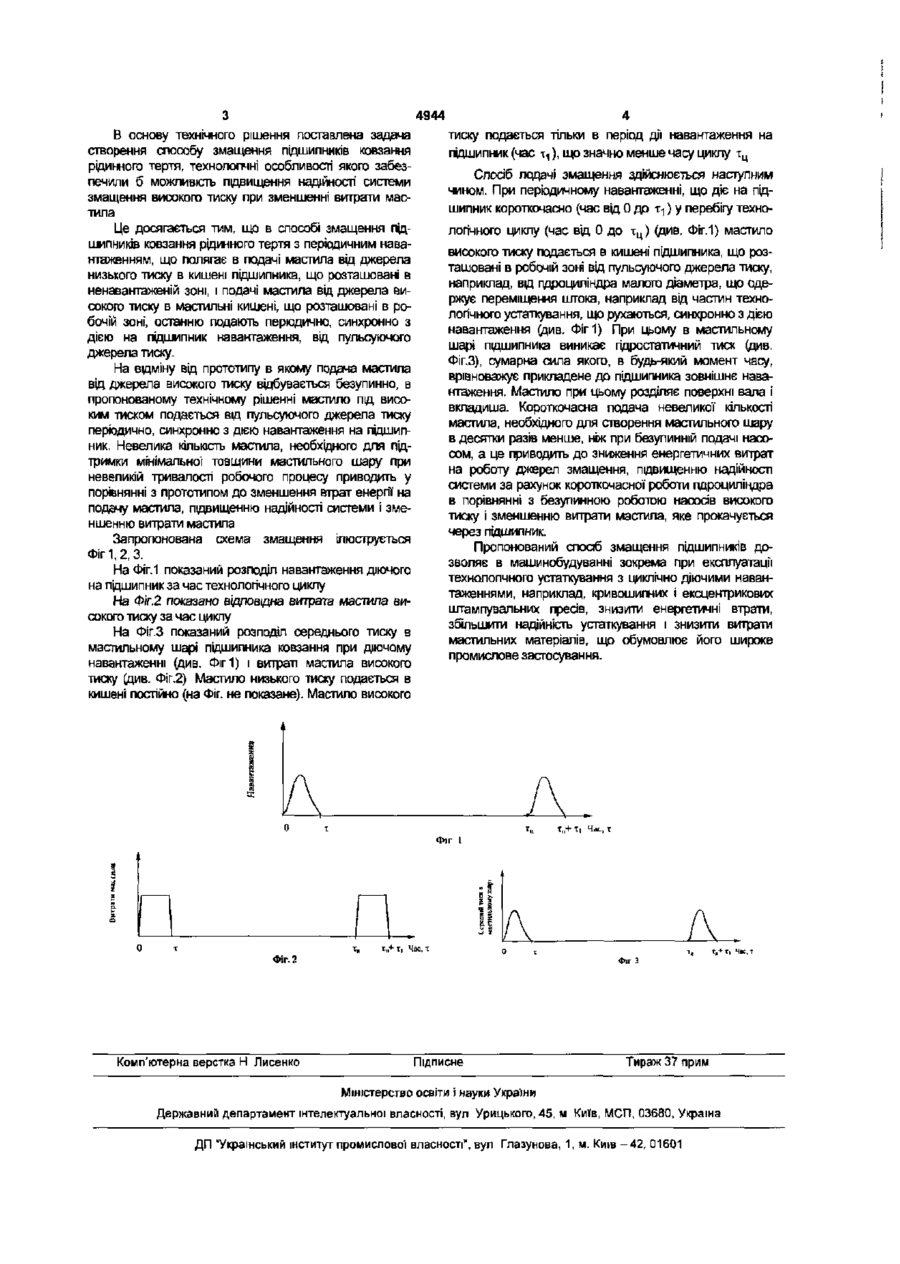
Спосіб змащення підшипників ковзання рідинного тертя, що включає подачу мастила від джерела низького тиску в кишені підшипника, що розташовані в ненавантаженій зоні, і подачу мастила від джерела високого тиску в мастильні кишені, що розташовані в робочій зоні, який відрізняється тим, що подачу мастила від джерела високого тиску виконують від пульсуючого джерела тиску періодично, синхронно з дією навантаження на підшипник.
Централізована автоматизована система змащення підшипникових вузлів валкових опор прокатної кліті мастилоповітряною плівкою і спосіб здійснення змащення
Номер патенту: 47950
Опубліковано: 15.07.2002
Автор: Юрченко Микола Олексійович
МПК: F16N 29/00, F16N 7/00
Мітки: підшипникових, плівкою, система, опор, валкових, кліті, мастилоповітряною, автоматизована, змащення, здійснення, централізована, спосіб, вузлів, прокатної
Формула / Реферат:
1. Централізована автоматизована система змащення підшипникових вузлів валкових опор прокатної кліті мастилоповітряною плівкою, що містить мастильну станцію із рідким мастильним матеріалом, блок підготовки повітря, мастилоповітряні живильники, пульт керування, пристрої контролю і сигналізуючі пристрої, трубопроводи мастильного матеріалу, стисненого повітря і мастилоповітряні подушки: верхню і нижню з каналами підводу мастильного матеріалу, з...
Попередній патент: Похідні тетрагідрохіноліну
Наступний патент: З’єднувальний пристрій для вала
Випадковий патент: Спосіб установлювання гвинтового анкера