Екструзійна голівка для виробництва роздувної рукавної плівки
Номер патенту: 81589
Опубліковано: 10.01.2008
Автори: Гейнекер Михаель, Маглер Франц, Байер Крістіан, Либовські Йохим
Формула / Реферат
1. Екструзійна головка (1) для виробництва розсувної рукавної плівки, що виготовлена з термопластичного полімеру і містить живильник розплаву (13), щонайменше один канал для розплаву в вигляді кільцевої щілини, розташованої концентрично відносно центральної осі екструзійної головки (1), з спіральними розподільниками (6, 7, 8), розташованими на обмежуючих стінках каналів для розплаву, причому спіральний розподільник (8) внутрішнього каналу (9) для розплаву розташований, відносно центральної осі екструзійної головки, на внутрішній обмежуючій стінці, а спіральний розподільник (6) зовнішнього каналу (11) для розплаву розташований, відносно центральної осі екструзійної головки, на зовнішній обмежуючій стінці, крім того, містить щонайменше один первинний розподільник, який поділяє розплав, що виходить з живильника (13) розплаву, на щонайменше один окремий потік розплаву, який потім зливається в спіральних розподільниках (6, 7, 8) та має одну кільцеподібну фільєру (12), в якій зливаються канали (9, 10, 11) для розплаву.
2. Екструзійна головка (1) за п. 1, яка відрізняється тим, що канали для розплаву мають обмежуючу стінку зі спіральними розподільниками (6, 7, 8) і гладкою циліндричною обмежуючою поверхнею.
3. Екструзійна головка (1) за пп. 1, 2, яка відрізняється тим, що спіральні розподільники (6, 7, 8) мають щонайменше одну спіральну канавку.
4. Екструзійна головка (1) за пп. 1-3, яка відрізняється тим, що глибина спіралей спіральних розподільників (6, 7, 8) зменшена від впускного отвору для розплаву до кільцеподібної фільєри (12).
Текст
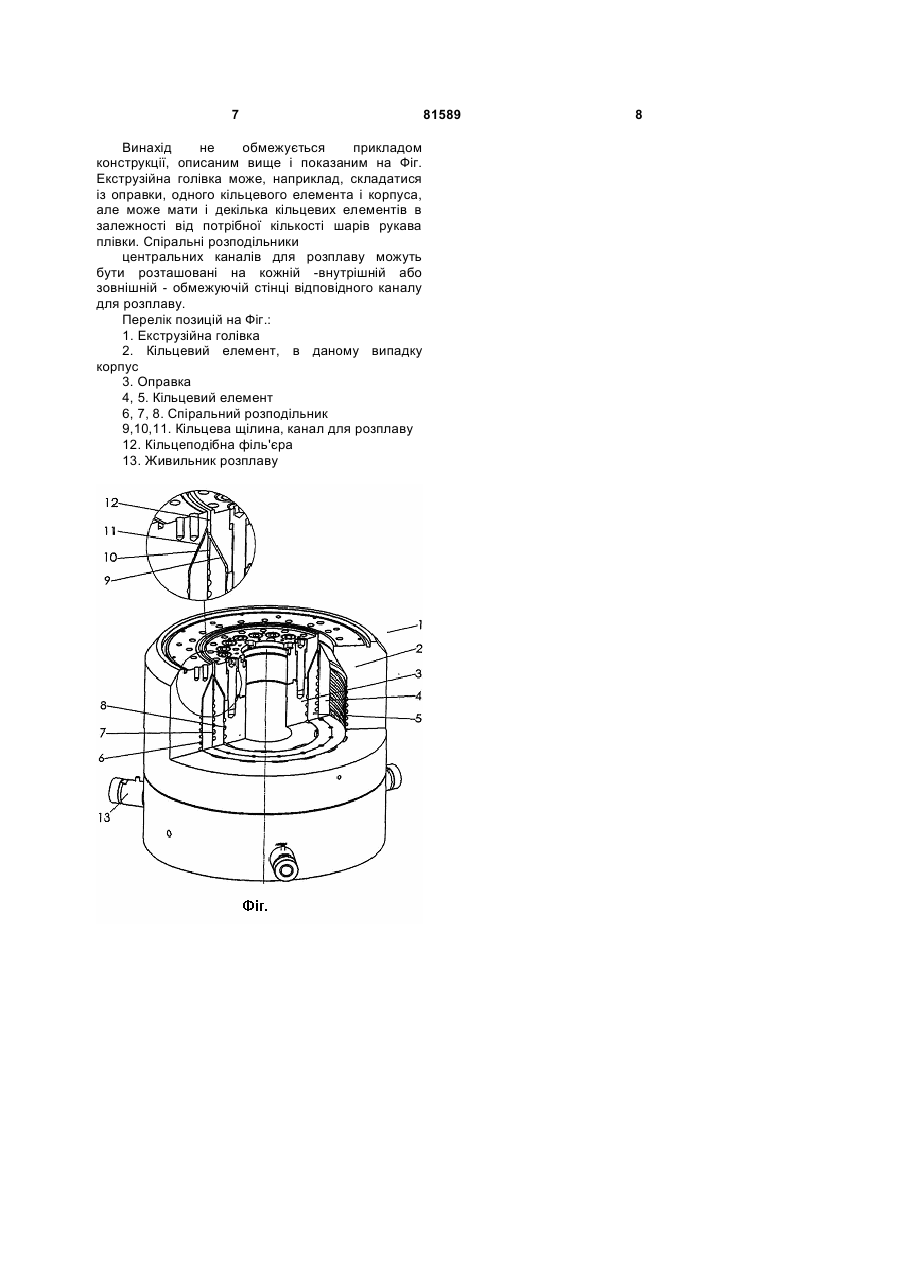
1. Екструзійна головка (1) для виробництва розсувної рукавної плівки, що виготовлена з термопластичного полімеру і містить живильник розплаву (13), щонайменше один канал для розплаву в вигляді кільцевої щілини, розташованої концентрично відносно центральної осі екструзійної головки (1), з спіральними розподільниками (6, 7, 8), розташованими на обмежуючих стінках каналів для розплаву, причому спіральний розподільник (8) внутрішнього каналу (9) для розплаву розташований, відносно C2 2 (19) 1 3 кільцевих елементів теж з'єднуються з одним або декількома живильниками розплаву для забезпечення подачі розплаву в них [див. документ DE 2320687 або DE 19521026]. Ще один приклад конструкції екструзійної голівки для виробництва багатошарової рукавної плівки [описаний в документі ЕР 1055504В1]. В цьому варіанті кільцеві елементи є конічними по формі і розташовані поверх один одного. В кожному разі два орієнтовані в протилежних напрямках спіральні канали, глибина яких зменшується в бік отвору, вирізані в внутрішній або зовнішній окружній поверхні конічних кільцевих елементів. Ще один варіант конструкції екструзійної голівки для виробництва плівки [описаний в документі DE 20307412U1]. В цьому разі спіральні розподільники вирізані в внутрішній обмежуючій стінці та зовнішній обмежуючій стінці, принаймні, одного каналу для розплаву. Це призначено для запобігання забруднення плівки, спричиненого сторонніми частками. Спіралі на внутрішній і зовнішній обмежуючих стінках каналів для розплаву можуть бути розташовані або конгруентно, або в шаховому порядку. Призначення спірального розподільника рівномірно розподіляти розплав у кільцеву щілину. Розплав розділяється за допомогою первинних розподільників на декілька окремих потоків, усі з яких протікають в канали спірального розподільника. Потік розплаву, що протікає в спіралях, безупинно розділяється на дотичну складову, яка йде по курсу спіралі, та аксіальну складову, яка протікає по розділовій поверхні між двома спіралями, в просвіт між двома кільцевими елементами до кільцеподібної філь'єри. Як результат, розплав, який починається з накладення аксіальних і дотичних потоків розплаву з усіх каналів розподільника, протікає в усіх точках по окружності кільцеподібної філь'єри. Ці дві складові швидкості спричиняють не тільки контакт потоків розплаву сусідніх спіральних каналів по їх краям, але й їх перекривання один одним на великій площі контакту. Завдяки цьому, а також завдяки тому, що в цій системі не виникають сполучні лінії, крім необхідної механічної однорідності можна домогтися високої термічної однорідності. На кінці спірального розподільника радіальний потік в каналах вже перетворюється винятково в аксіальний потік до кільцеподібної філь'єри. Для того щоб забезпечити встановлення аксіального спірального потоку, на рівні з початковою зоною спірального розподільника необхідно настроїти початковий просвіт. В цій точці частина розплаву різко виходить з початкової зони спіральної камери в кільцеву щілину. В цьому процесі розплав тече по обумовленому виробництвом початковому краю і, таким чином, піддається винятковій орієнтації і зсуву. Цей швидкий аксіальний потік розплаву витісняє зони розплаву каналу вище, що провокує утворення чітко окресленої граничної зони між потоками розплаву, так званих портлайнс. Це чинить негативний вплив на якість рукава плівки. Оскільки 81589 4 полімери мають функцію пам'яті, на ділянці плівки, яка перетерпіла негативний вплив, наприклад, високого напруження або температури, може виявитися матова смуга або хвиляста ділянка. Метою винаходу є розробка екструзійної головки, описаного у вступі типа, яка дозволить виготовити роздувну рукавну плівку без утворення чітко окреслених граничних зон між аксіальними потоками розплаву, наявних на плівці у вигляді мутних смуг або хвилястості. Поставлена задача досягається завдяки екструзійної голівки для виробництва розсувної рукавної плівки, що виготовлена з термопластичного полімеру, і містить: - живильник розплаву (13); - щонайменше один канал для розплаву в вигляді кільцевої щілини, розташованої концентрично відносно центральної осі екструзійної голівки (1), з спіральними розподільниками (6, 7, 8), розташованими на обмежуючих стінках каналів для розплаву, причому спіральний розподільник (8) внутрішнього каналу (9) для розплаву розташований, відносно центральної осі екструзійної голівки, на внутрішній обмежуючій стінці, а спіральний розподільник (6) зовнішнього каналу (11) для розплаву розташований, відносно центральної осі екструзійної голівки на зовнішній обмежуючій стінці; - щонайменше один первинний розподільник для поділу розплаву, що виходить з живильника (13) розплаву, на щонайменше один окремий потік розплаву, який потім зливається в спіральних розподільниках (6, 7, 8); і має одну кільцеподібну філь'єру (12), в якій зливаються канали для розплаву. Крім того, канали для розплаву мають обмежуючу стінку зі спіральними розподільниками (6,7, 8) і гладкою циліндричною обмежуючою поверхнею. Крім того, спіральні розподільники (6, 7, 8) мають, як найменш, одну спіральну канавку. Крім того, глибина спіралей спіральних розподільників (6, 7, 8) зменшується від впускного отвору для розплаву до кільцеподібної філь'єри (12). Встановлено, що у випадку екструзійних голівок для виготовлення багатошарової плівки, спіральний розподільник, який знаходиться на зовнішній окружній поверхні оправки і кільцевих елементів, матові смуги (портлайнс) або хвилястість присутні тільки на зовнішньому шарі рукава роздувної плівки. В випадку 3-шарової рукавної плівки, наприклад, окремі шари формуються аналогічно. В цьому разі екструзійна голівка має три концентричні кільцеві щілини. Розплав протікає з спірального розподільника, який знаходиться на внутрішній обмежуючій стінці відповідного каналу для розплаву, в кільцеву щілину. Різні потоки розплаву потім об'єднуються в кільцеподібній філь'єрі. Після злиття трьох окремих шарів будь-які ушкоджені ділянки внутрішнього і центрального шарів, які ушкоджені, повністю скрадаються в 5 розплаві. В цьому стані молекули полімерів перетерплюють різні процеси компенсації і релаксації. І тільки ушкоджений розплав зовнішнього шару плівки лишається в контакті з металевою поверхнею корпуса екструзійної голівки. Оскільки гомогенізація в цьому місці не відбувається, на плівці після її виходу з екструзійної голівки стає видимою історія потоку. Критичним сполученням екструзійної голівки є, таким чином, кільцева щілина між розділовою перемичкою зовнішнього кільцевого елементу і циліндричною протилежною поверхнею корпуса. Для того щоб привести в злиття з розплавом й зони зовнішнього спірального випуску, цей спіральний розподільник є більш менш дзеркальним. Спіральні канали спірального розподільника виконані вже не на зовнішній окружній поверхні зовнішнього кільцевого елементу, а на внутрішній окружній поверхні корпуса. Спіральний випуск тепер здійснюється всередину і в кінцевому результаті вступає в контакт з розплавом інших шарів. Як результат, ушкоджені зони розплаву внутрішнього, центрального і зовнішнього шарів після злиття окремих шарів стають цілком схованими в розплаві. Це дозволяє екструдувати плівку, яка не має мутних смуг (портлайнс) або хвилястості. Спіральний випуск без упровадження сполучення кільцевої щілини і обмежуючої стінки, тобто, при випуску тільки з протилежних спіральних і напівкруглих каналів шляхом зменшення глибини каналів, не дає позитивних результатів. Інноваційний дизайн екструзійної голівки має такі оптимальні конструктивні характеристики, як забезпечення високих показників якості плівки, самоочищення і т.д. Інші відмітні ознаки та гідності винаходу стисло викладаються з використанням подальшого опису пропонованої конструкції і фігури в якості прикладу. Фіг.1 Частковий розріз екструзійної голівки для виробництва плівки. На Фіг.1 представлений частковий розріз екструзійної голівки пропонованої конструкції. Екструзійна голівка, представлена на цій фігурі, призначена для виготовлення тришарової рукавної плівки. Екструзійна голівка 1 складається з внутрішньої циліндричної оправки 3, яка оточена концентрично першим кільцевим елементом 5, який в свою чергу оточений другим кільцевим елементом 4. Другий кільцевий елемент 4 оточений концентрично третім кільцевим елементом, в даному випадку, корпусом 2. В кожному випадку присутня кільцева щілина 9, 10, 11, тобто, канал для розплаву, розташована між оправкою 3 і внутрішнім кільцевим елементом 5, між внутрішнім кільцевим елементом 5 і другим кільцевим елементом 4, а також між другим кільцевим елементом 4 і корпусом 2, яка по мірі приближення до кільцеподібної філь'єри 12 розширюється. Перед кільцеподібною філь'єрою 12 кільцеві щілини 9, 10, 11 з'єднуються і утворюють один спільний прохід. 81589 6 Оправка 3 має на своїй зовнішній окружній поверхні спіральний розподільник 8. Глибина спіралей зменшується в бік кільцеподібної філь'єри 12. Спіральний розподільник 8 містить одну або кілька спіральних канавок, вирізаних у відповідному компоненті. Внутрішній кільцевий елемент 5 також має на своїй зовнішній окружній поверхні спіральний розподільник 7. Другий кільцевий елемент 4 спірального розподільника не має. Ще один спіральний розподільник 6 вирізаний на внутрішній окружній поверхні корпусу 2. Розплав через живильник 13 розплаву подається в екструзійну голівку 1 і з неї через декілька розподільників (на цій фігурі не показаних) передається до початку спіральних розподільників 6, 7, 8. З них розплав розподіляється, з одного боку, в дотичному напрямку в спіралях по окружності кільцевої щілини 9, 10, 11 і, з іншого боку, в аксіальному напрямку в кільцевої щілині 9, 10, 11 між спіральним розподільником і гладкою циліндричною обмежуючою стінкою сусіднього кільцевого елементу. Ближче до верхнього кінця кільцевої щілини дотична складова зменшується через зменшування глибині канавок спірального розподільника, а також через розширення кільцевої щілини по мірі приближення до кільцеподібної філь'єри, а аксіальна складова збільшується. Перед кільцеподібною філь'єрою окремі потоки розплаву зливаються і виходять з екструзійної голівки як одна плівка. Оскільки спіральний випуск зовнішніх шарів рукава плівки, тобто внутрішнього і зовнішнього шарів, відбувається до центру рукава плівки з подальшим контактом з розплавом інших шарів, забезпечується можливість виготовлення плівки, яка не буде мати мутних смуг і хвилястості. В разі необхідності виготовлення більш ніж 3шарової рукавної плівки, з використанням запропонованої екструзійної голівки, між зовнішнім і внутрішнім кільцевими елементами встановлюється відповідна кількість додаткових кільцевих елементів, при цьому спіральний розподільник внутрішнього каналу для розплаву розташований відносно центральної осі екструзійної голівки на її внутрішній обмежуючій стінці, а спіральний розподільник самого зовнішнього каналу для розплаву розташований відносно центральної осі екструзійної голівки на її зовнішній обмежуючій стінці. Якщо, з іншого боку, екструзійна голівка призначена для виготовлення одношарової рукавної плівки, екструзійна голівка складається з оправки зі спіральним розподільником на зовнішній поверхні, кільцевого елементу без спірального розподільника і корпуса зі спіральним розподільником на його внутрішній поверхні. Екструзійні голівки, призначені для виробництва рукавної плівки, в якому необхідно запобігти утворення мутних смуг або хвилястості, конструктивно реалізовуються таким чином, що зовнішні спіральні розподільники спрямовані до внутрішньої і зовнішньої поверхні рукава плівки, що виробляється. 7 Винахід не обмежується прикладом конструкції, описаним вище і показаним на Фіг. Екструзійна голівка може, наприклад, складатися із оправки, одного кільцевого елемента і корпуса, але може мати і декілька кільцевих елементів в залежності від потрібної кількості шарів рукава плівки. Спіральні розподільники центральних каналів для розплаву можуть бути розташовані на кожній -внутрішній або зовнішній - обмежуючій стінці відповідного каналу для розплаву. Перелік позицій на Фіг.: 1. Екструзійна голівка 2. Кільцевий елемент, в даному випадку корпус 3. Оправка 4, 5. Кільцевий елемент 6, 7, 8. Спіральний розподільник 9,10,11. Кільцева щілина, канал для розплаву 12. Кільцеподібна філь'єра 13. Живильник розплаву 81589 8
ДивитисяДодаткова інформація
Назва патенту англійськоюBlow head for producing blown tubular films
Автори англійськоюMahler Franz, Baier Christian, Heinecker Michael, Libowski Joachim
Назва патенту російськоюЭкструзионная головка для производства раздувающейся рукавной пленки
Автори російськоюМаглер Франц, Байер Кристиан, Гейнекер Михаэль, Либовськи Йохим
МПК / Мітки
МПК: B29C 47/20
Мітки: плівки, голівка, роздувної, рукавної, екструзійна, виробництва
Код посилання
<a href="https://ua.patents.su/4-81589-ekstruzijjna-golivka-dlya-virobnictva-rozduvno-rukavno-plivki.html" target="_blank" rel="follow" title="База патентів України">Екструзійна голівка для виробництва роздувної рукавної плівки</a>
Кільцева екструзійна головка

Номер патенту: 16817
Опубліковано: 15.08.2006
Автори: Сівецький Володимир Іванович, Погодаєв Костянтин Сергійович, Сокольський Олександр Леонідович
МПК: B29C 47/14
Мітки: головка, кільцева, екструзійна
Формула / Реферат:
1. Кільцева екструзійна головка, що містить корпус та дорн, встановлений на дорнотримачі, утворюючи канал для протікання розплаву з вихідною ділянкою, яка відрізняється тим, що між дорнотримачем та вихідною ділянкою каналу встановлені з можливістю колового руху тіла обертання.2. Кільцева екструзійна головка за п. 1, яка відрізняється тим, що тіла обертання об'єднані сепаратором, який зв'язаний з лопатями.3. Кільцева...
Екструзійна головка
Номер патенту: 25417
Опубліковано: 10.08.2007
Автори: Сівецький Володимир Іванович, Сокольський Олександр Леонідович, Півненко Сергій Васильович
МПК: B29C 47/14
Мітки: головка, екструзійна
Формула / Реферат:
Екструзійна головка, що містить корпус з внутрішніми поверхнями, які утворюють канал для протікання розплаву, яка відрізняється тим, що в корпусі додатково виконано принаймні один канал, що з'єднує його зовнішню поверхню з каналом для протікання розплаву.
Спосіб виготовлення рукавної плівки
Номер патенту: 11510
Опубліковано: 25.12.1996
Автори: Говтвян Михайло Кузьмич, Телюкін Валерій Володимирович, Сенатос Володимир Олексійович
МПК: B29C 47/92, B29L 23/00
Мітки: плівки, виготовлення, рукавної, спосіб
Формула / Реферат:
Способ изготовления рукавной пленки, включающий экструзию заготовки из термопластичного полимера через формующую головку, регулировку параметров процесса формования по температуре пленки в зоне между линией затвердевания полимера н формующей головкой изменением скорости потока охлаждающего воздуха, сравнение регулируемой температуры с заданной и подачу пленки в валки тянущего устройства, отличающийся тем, что, с целью повышения...
Пристрій для охолодження рукавної полімерної плівки
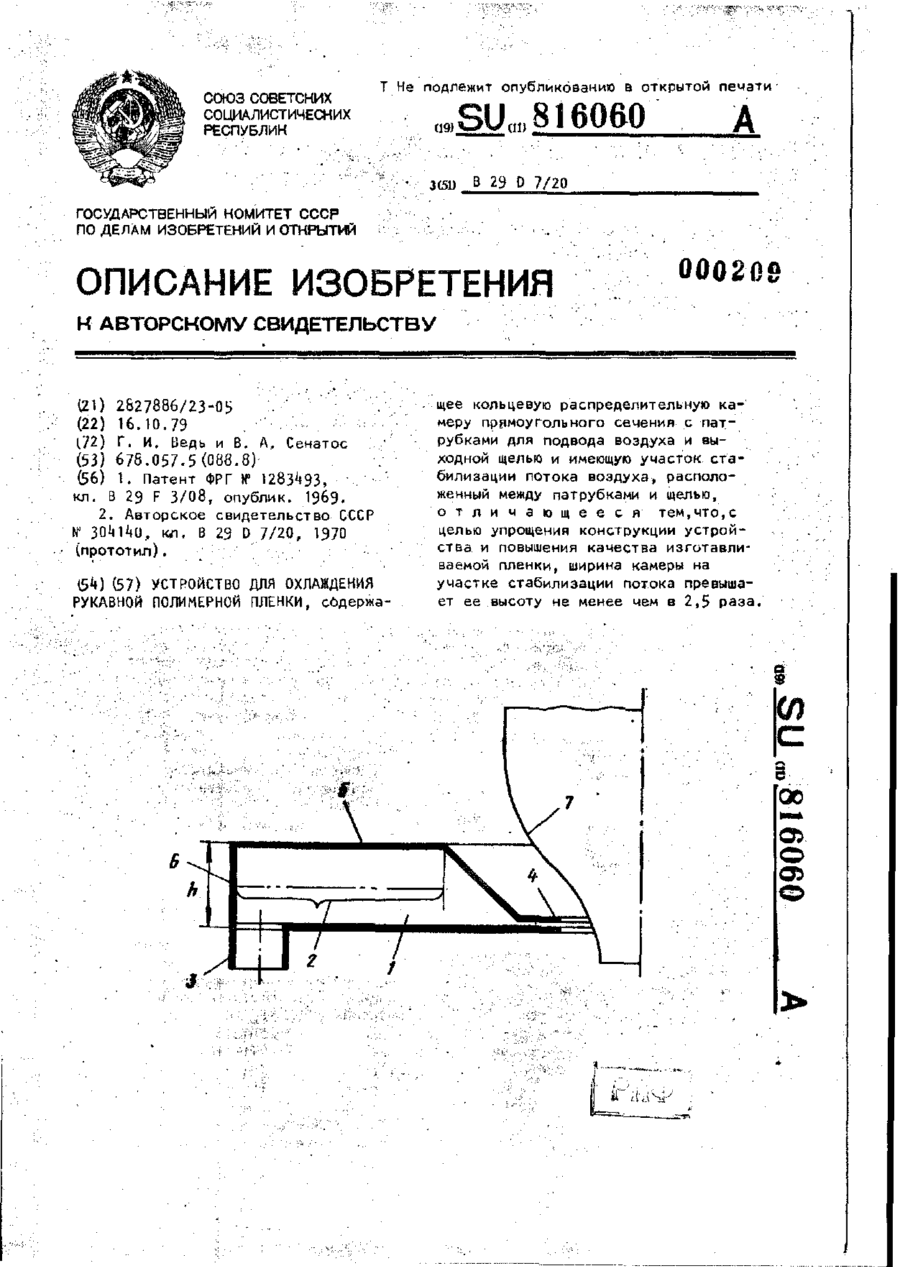
Номер патенту: 11507
Опубліковано: 25.12.1996
Автори: Ведь Григорій Іванович, Сенатос Володимир Олексійович
МПК: B29D 7/00
Мітки: рукавної, плівки, полімерної, охолодження, пристрій
Формула / Реферат:
Устройство для охлаждения рукавной полимерной пленки, содержащее кольцевую распределительную камеру прямоугольного сечения с патрубками для подвода воздуха и выходной щелью и имеющую участок стабилизации потока воздуха, расположенный между патрубками и щелью, отличающееся тем, что, с целью упрощения конструкции устройства и повышения качества изготавливаемой пленки, ширина камеры на участке стабилизации потока превышает ее высоту не менее...
Спосіб виготовлення рукавної полімерної плівки
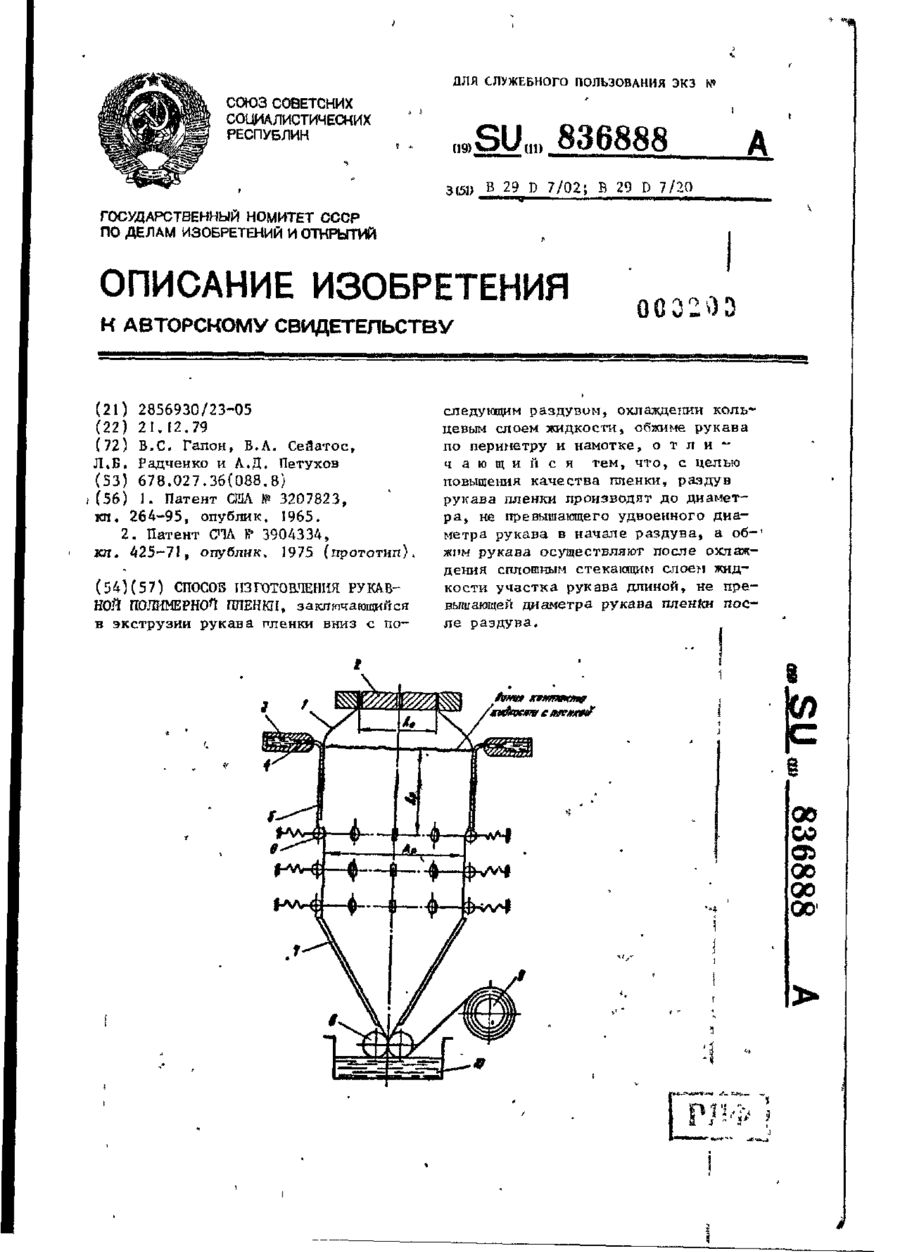
Номер патенту: 11506
Опубліковано: 25.12.1996
Автори: Пєтухов Аркадій Дем'янович, Сенатос Володимир Олексійович, Гапон Віктор Семенович, Радченко Леонід Борисович
МПК: B29L 23/00, B29C 47/00
Мітки: плівки, спосіб, виготовлення, полімерної, рукавної
Формула / Реферат:
Способ изготовления рукавной полимерной пленки, заключающийся в экструзии рукава пленки вниз с последующим раздувом, охлаждении кольцевым слоем жидкости, обжиме рукава по периметру и намотке, отличающийся тем, что, с целью повышения качества пленки, раздув рукава пленки производят до диаметра, на превышающего удвоенного диаметра рукава в начале раздува, а обжим рукава осуществляют после охлаждения сплошным стекающим слоем жидкости участка...
Попередній патент: Спосіб одержання нанокристалічних порошків дихалькогенідів молібдену
Наступний патент: Спосіб виготовлення брикетів для металургійного виробництва на основі промислових відходів, що містять окислений залізовмісний матеріал
Випадковий патент: Киснево-цинковий елемент