Пристрій для обробки сферичних поверхонь деталей
Номер патенту: 82343
Опубліковано: 10.04.2008
Автори: Римчук Данило Васильович, Батиєв Анатолій Джангірович, Ломакін Віктор Дмитрович, Власенко Василь Миколайович, Вайсберг Григорій Львович

Формула / Реферат
Пристрій для обробки сферичних поверхонь деталей, що містить в собі шпиндель для кріплення оброблюваної деталі, привод обертання шпинделя, виконаний у вигляді корпусу, в якому закріплені підшипники, в яких без зазору встановлено шпиндель, механізм коливання шпинделя, виконаний у вигляді консольної плити, встановленої на планшайбі поворотного столу, і приводу коливання, привод обертання шпинделя розміщено на консольній плиті, механізм осьового переміщування шпинделя, виконаний у вигляді двох шпонок і гвинта, шпонки закріплені на корпусі приводу обертання шпинделя так, що їх загальна вісь паралельна осі шпинделя, у консольній плиті механізму коливання виконано паз, шпонки розміщені у пазу з можливістю їх переміщування по пазу, а гвинт закріплений на консольній плиті і кінематично зв'язаний з корпусом приводу обертання шпинделя, пристрій обладнано двома додатковими шпонками, які закріплені на консольній плиті так, що їх загальна вісь перпендикулярна осі паза, який виконано у консольній плиті, в планшайбі поворотного столу виконано паз, в якому розміщені додаткові шпонки, пристрій обладнано двома гвинтами поперечної корекції положення осі шпинделя, які закріплені на консольній плиті вздовж паза планшайби по обидві її сторони і кінематично зв'язані з планшайбою з утворенням механізму поперечної корекції осі шпинделя, який відрізняється тим, що пристрій споряджено вимірювальною базою, яка виконана у вигляді вала з вільним кінцем і розміщена співвісно з віссю коливання шпинделя, шпиндель виконано у вигляді зовнішньої затискної цанги.
Текст
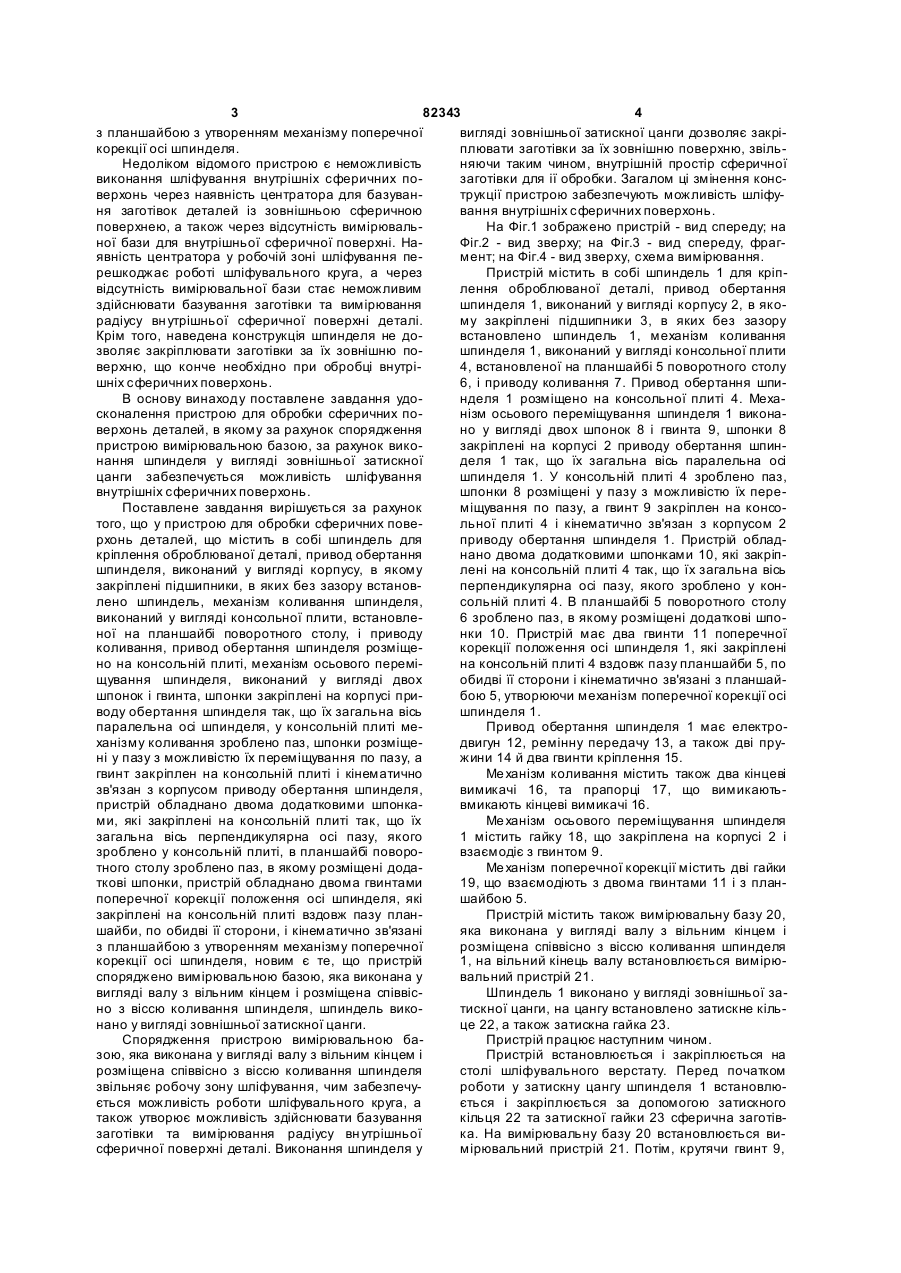
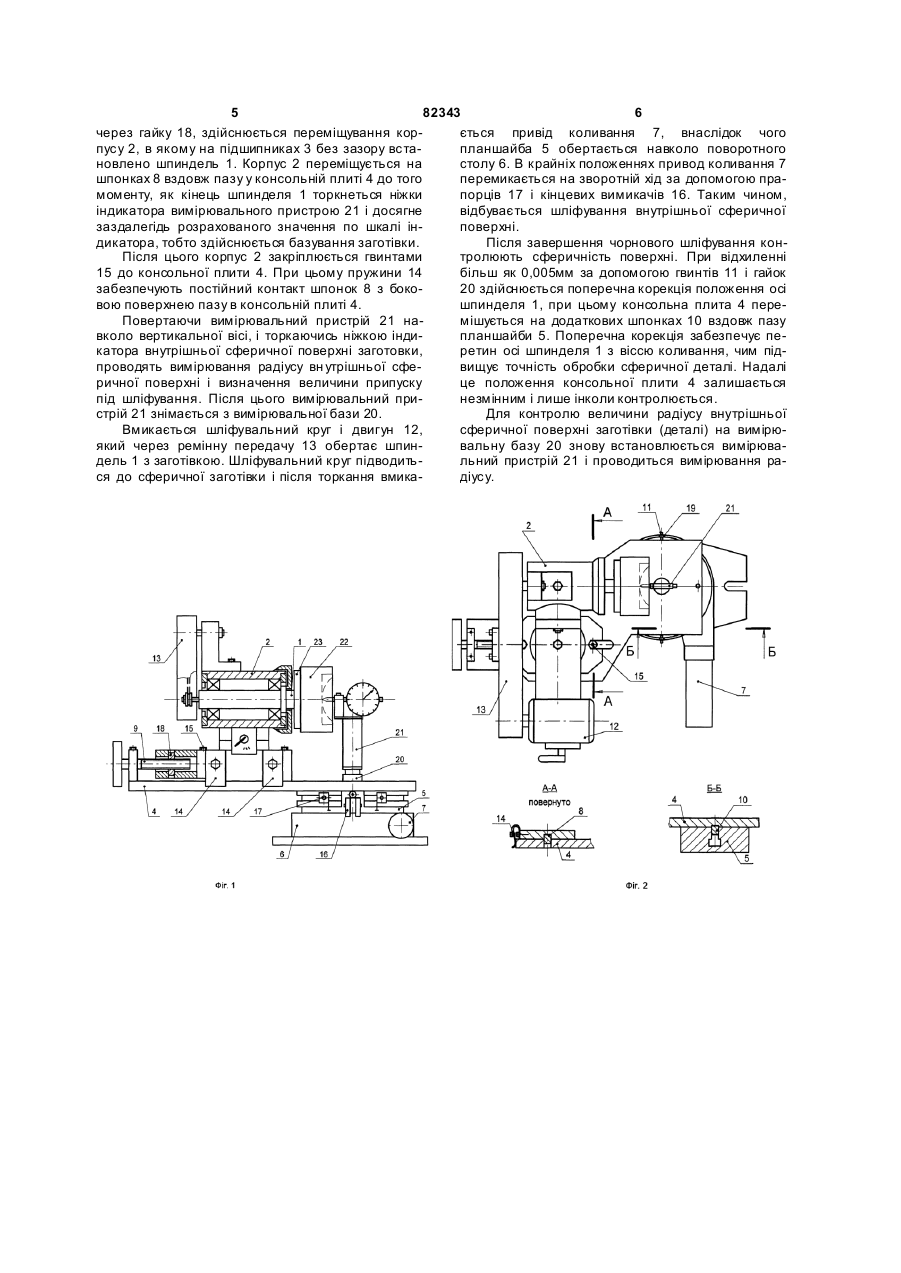
Пристрій для обробки сферичних поверхонь деталей, що містить в собі шпиндель для кріплення оброблюваної деталі, привод обертання шпинделя, виконаний у вигляді корпусу, в якому закріплені підшипники, в яких без зазору встановлено шпиндель, механізм коливання шпинделя, викона C2 2 82343 1 3 82343 4 з планшайбою з утворенням механізму поперечної вигляді зовнішньої затискної цанги дозволяє закрікорекції осі шпинделя. плювати заготівки за їх зовнішню поверхню, звільНедоліком відомого пристрою є неможливість няючи таким чином, внутрішній простір сферичної виконання шліфування внутрішніх сферичних позаготівки для ії обробки. Загалом ці змінення консверхонь через наявність центратора для базувантрукції пристрою забезпечують можливість шліфуня заготівок деталей із зовнішньою сферичною вання внутрішніх сферичних поверхонь. поверхнею, а також через відсутність вимірювальНа Фіг.1 зображено пристрій - вид спереду; на ної бази для внутрішньої сферичної поверхні. НаФіг.2 - вид зверху; на Фіг.3 - вид спереду, фрагявність центратора у робочій зоні шліфування пемент; на Фіг.4 - вид зверху, схема вимірювання. решкоджає роботі шліфувального круга, а через Пристрій містить в собі шпиндель 1 для кріпвідсутність вимірювальної бази стає неможливим лення оброблюваної деталі, привод обертання здійснювати базування заготівки та вимірювання шпинделя 1, виконаний у вигляді корпусу 2, в якорадіусу вн утрішньої сферичної поверхні деталі. му закріплені підшипники 3, в яких без зазору Крім того, наведена конструкція шпинделя не довстановлено шпиндель 1, механізм коливання зволяє закріплювати заготівки за їх зовнішню пошпинделя 1, виконаний у вигляді консольної плити верхню, що конче необхідно при обробці внутрі4, встановленої на планшайбі 5 поворотного столу шніх сферичних поверхонь. 6, і приводу коливання 7. Привод обертання шпиВ основу винаходу поставлене завдання удонделя 1 розміщено на консольної плиті 4. Мехасконалення пристрою для обробки сферичних понізм осьового переміщування шпинделя 1 виконаверхонь деталей, в якому за рахунок спорядження но у вигляді двох шпонок 8 і гвинта 9, шпонки 8 пристрою вимірювальною базою, за рахунок викозакріплені на корпусі 2 приводу обертання шпиннання шпинделя у вигляді зовнішньої затискної деля 1 так, що їх загальна вісь паралельна осі цанги забезпечується можливість шліфування шпинделя 1. У консольній плиті 4 зроблено паз, внутрішніх сферичних поверхонь. шпонки 8 розміщені у пазу з можливістю їх переПоставлене завдання вирішується за рахунок міщування по пазу, а гвинт 9 закріплен на консотого, що у пристрою для обробки сферичних повельної плиті 4 і кінематично зв'язан з корпусом 2 рхонь деталей, що містить в собі шпиндель для приводу обертання шпинделя 1. Пристрій обладкріплення оброблюваної деталі, привод обертання нано двома додатковими шпонками 10, які закріпшпинделя, виконаний у вигляді корпусу, в якому лені на консольній плиті 4 так, що їх загальна вісь закріплені підшипники, в яких без зазору встановперпендикулярна осі пазу, якого зроблено у конлено шпиндель, механізм коливання шпинделя, сольній плиті 4. В планшайбі 5 поворотного столу виконаний у вигляді консольної плити, встановле6 зроблено паз, в якому розміщені додаткові шпоної на планшайбі поворотного столу, і приводу нки 10. Пристрій має два гвинти 11 поперечної коливання, привод обертання шпинделя розміщекорекції положення осі шпинделя 1, які закріплені но на консольній плиті, механізм осьового переміна консольній плиті 4 вздовж пазу планшайби 5, по щування шпинделя, виконаний у вигляді двох обидві її сторони і кінематично зв'язані з планшайшпонок і гвинта, шпонки закріплені на корпусі прибою 5, утворюючи механізм поперечної корекції осі воду обертання шпинделя так, що їх загальна вісь шпинделя 1. паралельна осі шпинделя, у консольній плиті меПривод обертання шпинделя 1 має електроханізму коливання зроблено паз, шпонки розміщедвигун 12, ремінну передачу 13, а також дві пруні у пазу з можливістю їх переміщування по пазу, а жини 14 й два гвинти кріплення 15. гвинт закріплен на консольній плиті і кінематично Ме ханізм коливання містить також два кінцеві зв'язан з корпусом приводу обертання шпинделя, вимикачі 16, та прапорці 17, що вимикаютьпристрій обладнано двома додатковими шпонкавмикають кінцеві вимикачі 16. ми, які закріплені на консольній плиті так, що їх Ме ханізм осьового переміщування шпинделя загальна вісь перпендикулярна осі пазу, якого 1 містить гайку 18, що закріплена на корпусі 2 і зроблено у консольній плиті, в планшайбі поворовзаємодіє з гвинтом 9. тного столу зроблено паз, в якому розміщені додаМе ханізм поперечної корекції містить дві гайки ткові шпонки, пристрій обладнано двома гвинтами 19, що взаємодіють з двома гвинтами 11 і з планпоперечної корекції положення осі шпинделя, які шайбою 5. закріплені на консольній плиті вздовж пазу планПристрій містить також вимірювальну базу 20, шайби, по обидві її сторони, і кінематично зв'язані яка виконана у вигляді валу з вільним кінцем і з планшайбою з утворенням механізму поперечної розміщена співвісно з віссю коливання шпинделя корекції осі шпинделя, новим є те, що пристрій 1, на вільний кінець валу встановлюється вимірюспоряджено вимірювальною базою, яка виконана у вальний пристрій 21. вигляді валу з вільним кінцем і розміщена співвісШпиндель 1 виконано у вигляді зовнішньої зано з віссю коливання шпинделя, шпиндель викотискної цанги, на цангу встановлено затискне кільнано у вигляді зовнішньої затискної цанги. це 22, а також затискна гайка 23. Спорядження пристрою вимірювальною баПристрій працює наступним чином. зою, яка виконана у вигляді валу з вільним кінцем і Пристрій встановлюється і закріплюється на розміщена співвісно з віссю коливання шпинделя столі шліфувального верстату. Перед початком звільняє робочу зону шліфування, чим забезпечуроботи у затискну цангу шпинделя 1 встановлюється можливість роботи шліфувального круга, а ється і закріплюється за допомогою затискного також утворює можливість здійснювати базування кільця 22 та затискної гайки 23 сферична заготівзаготівки та вимірювання радіусу вн утрішньої ка. На вимірювальну базу 20 встановлюється висферичної поверхні деталі. Виконання шпинделя у мірювальний пристрій 21. Потім, крутячи гвинт 9, 5 82343 6 через гайку 18, здійснюється переміщування корється привід коливання 7, внаслідок чого пусу 2, в якому на підшипниках 3 без зазору встапланшайба 5 обертається навколо поворотного новлено шпиндель 1. Корпус 2 переміщується на столу 6. В крайніх положеннях привод коливання 7 шпонках 8 вздовж пазу у консольній плиті 4 до того перемикається на зворотній хід за допомогою прамоменту, як кінець шпинделя 1 торкнеться ніжки порців 17 і кінцевих вимикачів 16. Таким чином, індикатора вимірювального пристрою 21 і досягне відбувається шліфування внутрішньої сферичної заздалегідь розрахованого значення по шкалі інповерхні. дикатора, тобто здійснюється базування заготівки. Після завершення чорнового шліфування конПісля цього корпус 2 закріплюється гвинтами тролюють сферичність поверхні. При відхиленні 15 до консольної плити 4. При цьому пружини 14 більш як 0,005мм за допомогою гвинтів 11 і гайок забезпечують постійний контакт шпонок 8 з боко20 здійснюється поперечна корекція положення осі вою поверхнею пазу в консольній плиті 4. шпинделя 1, при цьому консольна плита 4 переПовертаючи вимірювальний пристрій 21 намішується на додаткових шпонках 10 вздовж пазу вколо вертикальної вісі, і торкаючись ніжкою індипланшайби 5. Поперечна корекція забезпечує пекатора внутрішньої сферичної поверхні заготовки, ретин осі шпинделя 1 з віссю коливання, чим підпроводять вимірювання радіусу вн утрішньої сфевищує точність обробки сферичної деталі. Надалі ричної поверхні і визначення величини припуску це положення консольної плити 4 залишається під шліфування. Після цього вимірювальний принезмінним і лише інколи контролюється. стрій 21 знімається з вимірювальної бази 20. Для контролю величини радіусу внутрішньої Вмикається шліфувальний круг і двигун 12, сферичної поверхні заготівки (деталі) на вимірюякий через ремінну передачу 13 обертає шпинвальну базу 20 знову встановлюється вимірювадель 1 з заготівкою. Шліфувальний круг підводитьльний пристрій 21 і проводиться вимірювання рася до сферичної заготівки і після торкання вмикадіусу. 7 Комп’ютерна в ерстка О. Гапоненко 82343 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for treatment of spherical surfaces of components
Автори англійськоюVaisberg Grygorii Lvovych, Rymchuk Danylo Vasyliovych, Vlasenko Vasyl Mykolaiovych, Batyiev Anatolii Dzhanhirovych, Lomakin Viktor Dmytrovych
Назва патенту російськоюУстройство для обработки сферических поверхностей деталей
Автори російськоюВайсберг Григорий Львович, Рымчук Данила Васильевич, Власенко Василий Николаевич, Батыев Анатолий Джангирович, Ломакин Виктор Дмитриевич
МПК / Мітки
МПК: B24B 11/00
Мітки: сферичних, поверхонь, деталей, обробки, пристрій
Код посилання
<a href="https://ua.patents.su/4-82343-pristrijj-dlya-obrobki-sferichnikh-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обробки сферичних поверхонь деталей</a>
Пристрій для обробки сферичних поверхонь деталей
Номер патенту: 73614
Опубліковано: 15.08.2005
Автори: Власенко Василь Миколайович, Ломакін Віктор Дмитрович, Батиєв Анатолій Джангірович, Римчук Данило Васильович, Вайсберг Григорій Львович
МПК: B24B 11/00, B23B 5/00
Мітки: деталей, пристрій, поверхонь, сферичних, обробки
Формула / Реферат:
Пристрій для обробки сферичних поверхонь деталей, що містить в собі шпиндель для кріплення оброблюваної деталі, привід обертання шпинделя, механізми осьового переміщення та коливання шпинделя, який відрізняється тим, що привід обертання шпинделя містить корпус, в якому закріплені підшипники, в яких без зазору встановлено шпиндель, механізм коливання шпинделя містить консольну плиту, встановлену на планшайбі поворотного столу, і привід...
Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру
Номер патенту: 874
Опубліковано: 16.07.2001
Автори: Рябець Микола Пантелеймонович, Распутько Олексій Степанович, Пирогов Олександр Дмитрович, Шевченко Микола Григорович, Галенко Василь Петрович
МПК: B23B 5/00
Мітки: зовнішніх, діаметру, сферичних, пристрій, великого, обробки, поверхонь
Формула / Реферат:
1. Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру, що має станину з горизонтально розташованим столом, тримач різального інструменту з можливістю обертання, встановлений на стійці і механізм фіксації заготовки, який відрізняється тим, що механізм має самостійний привід і його встановлено на столі, а вісь обертання різального інструменту перпендикулярна осі обертання заготовки і вони розташовані в одній площині.2....
Пристрій для обробки сферичних поверхонь
Номер патенту: 13191
Опубліковано: 15.03.2006
Автори: Розенберг Олег Олександрович, Пузирьов Олександр Леонідович, Сохань Сергій Васильович
МПК: B24B 11/00
Мітки: поверхонь, пристрій, сферичних, обробки
Формула / Реферат:
1. Пристрій для обробки сферичних поверхонь, що містить примусово обертану оправку для розміщення виробу і державку для обертового інструмента, яку розташовано так, що осі обертання інструмента і виробу перетинаються у центрі оброблюваної сферичної поверхні, причому державка з інструментом встановлена на шаровій опорі, яка пружно підтиснута до них у площині, що утворена осями інструмента і виробу, який відрізняється тим, що виріб має...
Пристрій для обробки сферичних поверхонь
Номер патенту: 13142
Опубліковано: 15.03.2006
Автори: Пузирьов Олександр Леонідович, Розенберг Олег Олександрович, Возний Вячеслав Вікторович, Сохань Сергій Васильович
МПК: B24B 11/00
Мітки: пристрій, сферичних, поверхонь, обробки
Формула / Реферат:
1. Пристрій для обробки сферичних поверхонь, який містить оправку для розміщення виробу таким чином, що центр його сферичної поверхні знаходиться на осі її обертання, і державку для обертового інструмента, яку розташовано так, що осі обертання інструмента і виробу перетинаються у центрі оброблюваної сферичної поверхні, причому державку з інструментом встановлено на кульовій опорі, яка пружно підтиснута до них у площині, що утворена осями...
Спосіб обробки сферичних поверхонь та пристрій для його реалізації
Номер патенту: 64233
Опубліковано: 16.02.2004
Автори: Розенберг Олег Олександрович, Сохань Сергій Васильович
МПК: B24B 11/00
Мітки: реалізації, спосіб, сферичних, обробки, поверхонь, пристрій
Формула / Реферат:
1. Спосіб обробки сферичних поверхонь, який передбачає розташування обертового інструмента під кутом до виробу з перетином їх осей у центрі оброблюваної сферичної поверхні, надання виробу примусового обертання навколо власної осі, введення торцевої частини інструмента у контакт зі сферичною поверхнею і надання йому подачі на врізання, який відрізняється тим, що інструмент встановлюють вільно на його осі, а подачу на врізання здійснюють з...
Попередній патент: Вдосконалений з’єднувальний елемент для перевернутих таврових балок
Наступний патент: Пристрій для приймання інформації
Випадковий патент: Протез для кукси стопи