Спосіб ущільнення тонкодисперсних матеріалів
Формула / Реферат
Спосіб ущільнення тонкодисперсних матеріалів, який включає змішування різних тонкодисперсних матеріалів між собою, змішування їх з флюсуючим і зв’язуючим матеріалом і зволоження суміші, який відрізняється тим, що як зв’язуючий матеріал використовують вапновмісний матеріал, суміш зволожують до рідкопластичного стану з наступною витримкою у часі, яка перевищує тривалість кристалізації гідроксиду кальцію.
Текст
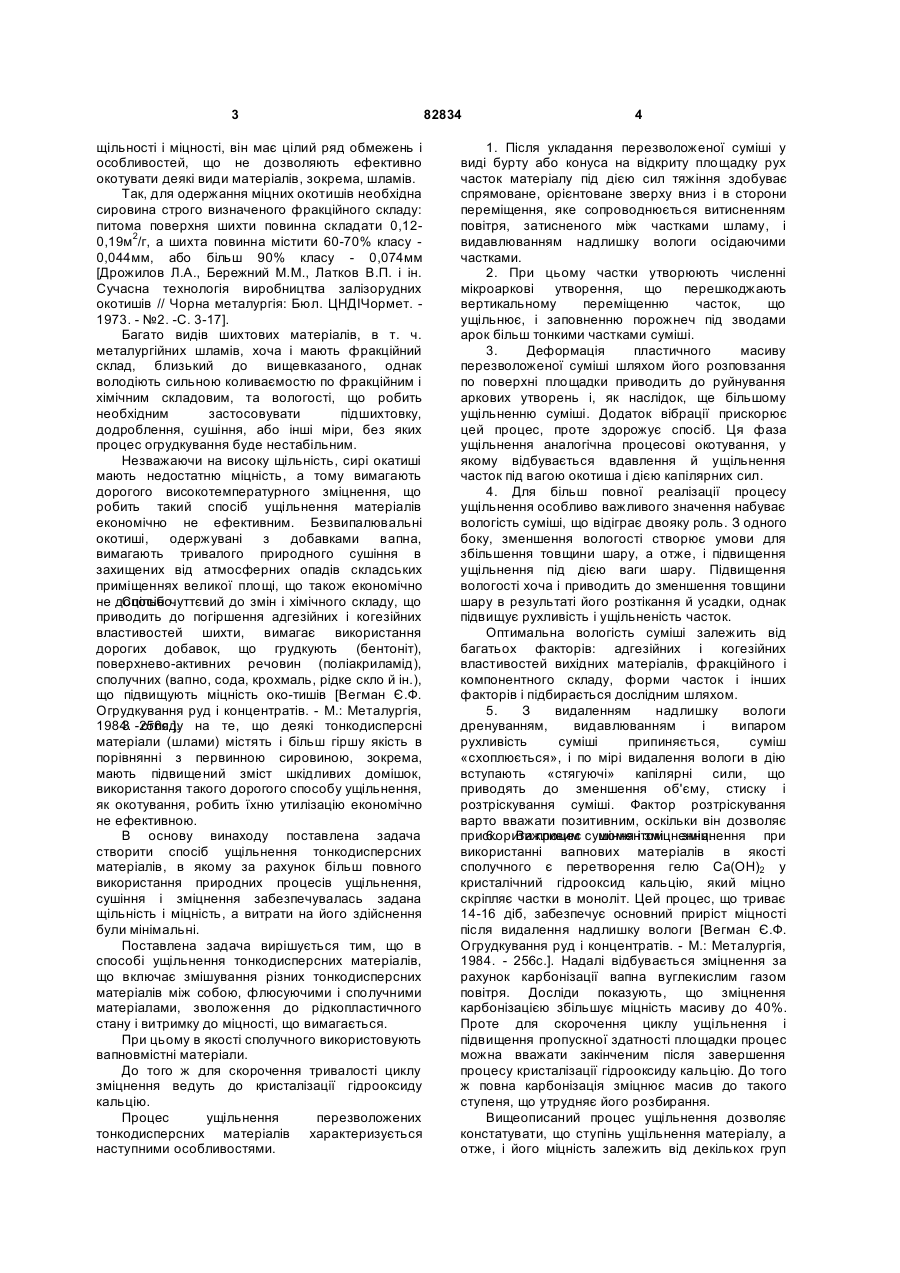
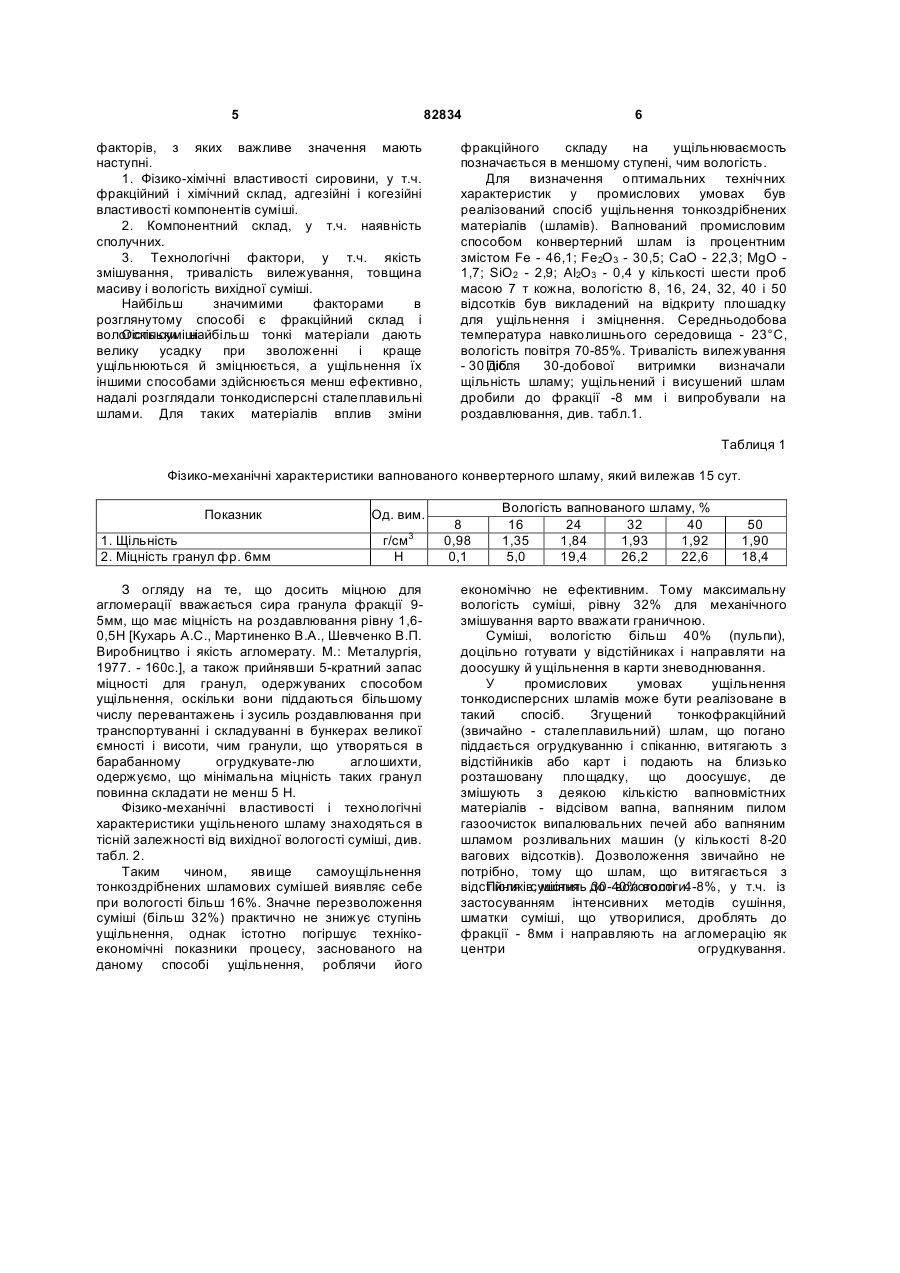
Спосіб ущільнення тонкодисперсних матеріалів, який включає змішування різних тонкодисперсних матеріалів між собою, змішування їх з флюсуючим і зв’язуючим матеріалом і зволоження суміші, який відрізняється тим, що як зв’язуючий матеріал використовують вапновмісний матеріал, суміш зволожують до рідкопластичного стану з наступною витримкою у часі, яка перевищує тривалість кристалізації гідроксиду кальцію. Винахід відноситься до металургії і може бути використаний при агломерації або брикетуванні тонкодисперсних матеріалів, у тому числі шламів. Відомий спосіб ущільнення тонкодисперсних матеріалів брикетуванням, заснований на зближенні часток під дією зовнішніх сил, що здавлюють [Равіч Б.М. Брикетування в кольоровій і чорній металургії. - М.: Металургія, 1975. - 232с.]. Спосіб легко дозволяє одержувати необхідну щільність і міцність матеріалу шляхом додатка відповідного зовнішнього тиску пресування. Одним з недоліків відомого способу є відносно високий рівень капітальних і поточних витрат, що у багатьох випадках не дозволяє ефективно використовувати ущільнений матеріал у металургійному виробництві. Відомий спосіб ущільнення дисперсних матеріалів сплавкою або спіканням (твердофазним або рідкофазним), заснований на використанні сил міжмолекулярного притягання, поверхневої й об'ємної дифузії атомів, а також змачуваємості [Липовський І.Є., Дорофєєв В.О. Основи петрургії. - М.: Металургія, 1972. - 320с.; Лібенсон Г.А. Основи порошкової металургії. - М.: Металургія, 1987. - 208с.]. Незважаючи на те, що відомий спосіб забезпечує максимально можливе ущільнення і зміцнення матеріалу, він досить доріг і приводить до істотної, часом небажаній зміні хімічних і металургійних властивостей матеріалу, що ущільнюється. Найбільш близьким рішенням по ефекті, що досягається, до пропонованого винаходу, його прототипом, є спосіб ущільнення тонкодисперсних матеріалів окотуванням, яке включає їх змішування, зволоження до 4-10%, ущільнення окотуванням і сушіння з послідовним зміцненням обпалюванням [Базилевич С.В., Астахов А.Г., Майзель Г.М. і ін. Виробництво агломерату й окотишів: Справ, вид. - М.: Металургія, 1984. 216с.]. Сутність даного способу ущільнення полягає у використанні капілярного тиску тонких плівок води для стягування часток. Стягуючі зусилля такі, що по силі зчеплення і щільності окотиші еквівалентні брикетам, отриманим при тиску пресування 50-100МПа [Вегман Є.Ф., Жеребін Б.М., Похвиснев A.M. і ін. Металургія чавуна. - М.: Металургія, 1989. - 512с.]. Незважаючи на те, що даний спосіб ущільнення також допускає одержання заданої (19) UA (11) 82834 (13) C2 (21) 20040605151 (22) 29.06.2004 (24) 26.05.2008 (46) 26.05.2008, Бюл.№ 10, 2008 р. (72) ОЖОГІН ВОЛОДИМИР ВОЛОДИМИРОВИЧ, UA, ВАСЬКЄВИЧ МИХАЙЛО ЯКОВЛЕВИЧ, UA, ТОМАШ ОЛЕКСАНДР АНАТОЛІЙОВИЧ, UA, ЧЄРНОВА СВІТЛАНА ГЕНАДІЄВНА, UA, ЛЕВЧЕНКО ВАЛЕРІЙ ІВАНОВИЧ, UA, НОСОЧЕНКО ОЛЕГ ВАСИЛЬОВИЧ, UA, ЛОЗОВИЙ ВАЛЕРІЙ ПАНТЕЛЕЙМОНОВИЧ, UA, ДЕРЕВСКИЙ ВОЛОДИМИР МИКОЛАЙОВИЧ, UA (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA (56) RU 2177044 C2, 20.12.2001 RU 2009222 C1, 15.03.1994 3 щільності і міцності, він має цілий ряд обмежень і особливостей, що не дозволяють ефективно окотувати деякі види матеріалів, зокрема, шламів. Так, для одержання міцних окотишів необхідна сировина строго визначеного фракційного складу: питома поверхня шихти повинна складати 0,120,19м2/г, а шихта повинна містити 60-70% класу 0,044мм, або більш 90% класу - 0,074мм [Дрожилов Л.А., Бережний М.М., Латков В.П. і ін. Сучасна технологія виробництва залізорудних окотишів // Чорна металургія: Бюл. ЦНДІЧормет. 1973. - №2. -С. 3-17]. Багато видів шихтових матеріалів, в т. ч. металургійних шламів, хоча і мають фракційний склад, близький до вищевказаного, однак володіють сильною коливаємостю по фракційним і хімічним складовим, та вологості, що робить необхідним застосовувати підшихтовку, додроблення, сушіння, або інші міри, без яких процес огрудкування буде нестабільним. Незважаючи на високу щільність, сирі окатиші мають недостатню міцність, а тому вимагають дорогого високотемпературного зміцнення, що робить такий спосіб ущільнення матеріалів економічно не ефективним. Безвипалювальні окотиші, одержувані з добавками вапна, вимагають тривалого природного сушіння в захищених від атмосферних опадів складських приміщеннях великої площі, що також економічно не доцільно. Спосіб чуттєвий до змін і хімічного складу, що приводить до погіршення адгезійних і когезійних властивостей шихти, вимагає використання дорогих добавок, що грудкують (бентоніт), поверхнево-активних речовин (поліакриламід), сполучних (вапно, сода, крохмаль, рідке скло й ін.), що підвищують міцність око-тишів [Вегман Є.Ф. Огрудкування руд і концентратів. - М.: Металургія, 1984. -256с.]. на те, що деякі тонкодисперсні З огляду матеріали (шлами) містять і більш гіршу якість в порівнянні з первинною сировиною, зокрема, мають підвищений зміст шкідливих домішок, використання такого дорогого способу ущільнення, як окотування, робить їхню утилізацію економічно не ефективною. В основу винаходу поставлена задача створити спосіб ущільнення тонкодисперсних матеріалів, в якому за рахунок більш повного використання природних процесів ущільнення, сушіння і зміцнення забезпечувалась задана щільність і міцність, а витрати на його здійснення були мінімальні. Поставлена задача вирішується тим, що в способі ущільнення тонкодисперсних матеріалів, що включає змішування різних тонкодисперсних матеріалів між собою, флюсуючими і сполучними матеріалами, зволоження до рідкопластичного стану і витримку до міцності, що вимагається. При цьому в якості сполучного використовують вапновмістні матеріали. До того ж для скорочення тривалості циклу зміцнення ведуть до кристалізації гідрооксиду кальцію. Процес ущільнення перезволожених тонкодисперсних матеріалів характеризується наступними особливостями. 82834 4 1. Після укладання перезволоженої суміші у виді бурту або конуса на відкриту площадку рух часток матеріалу під дією сил тяжіння здобуває спрямоване, орієнтоване зверху вниз і в сторони переміщення, яке сопроводнюється витисненням повітря, затисненого між частками шламу, і видавлюванням надлишку вологи осідаючими частками. 2. При цьому частки утворюють численні мікроаркові утворення, що перешкоджають вертикальному переміщенню часток, що ущільнює, і заповненню порожнеч під зводами арок більш тонкими частками суміші. 3. Деформація пластичного масиву перезволоженої суміші шляхом його розповзання по поверхні площадки приводить до руйнування аркових утворень і, як наслідок, ще більшому ущільненню суміші. Додаток вібрації прискорює цей процес, проте здорожує спосіб. Ця фаза ущільнення аналогічна процесові окотування, у якому відбувається вдавлення й ущільнення часток під вагою окотиша і дією капілярних сил. 4. Для більш повної реалізації процесу ущільнення особливо важливого значення набуває вологість суміші, що відіграє двояку роль. З одного боку, зменшення вологості створює умови для збільшення товщини шару, а отже, і підвищення ущільнення під дією ваги шару. Підвищення вологості хоча і приводить до зменшення товщини шару в результаті його розтікання й усадки, однак підвищує рухливість і ущільненість часток. Оптимальна вологість суміші залежить від багатьох факторів: адгезійних і когезійних властивостей вихідних матеріалів, фракційного і компонентного складу, форми часток і інших факторів і підбирається дослідним шляхом. 5. З видаленням надлишку вологи дренуванням, видавлюванням і випаром рухливість суміші припиняється, суміш «схоплюється», і по мірі видалення вологи в дію вступають «стягуючі» капілярні сили, що приводять до зменшення об'єму, стиску і розтріскування суміші. Фактор розтріскування варто вважати позитивним, оскільки він дозволяє прискорити процес сушіння і зміцнення. 6. Важливим моментом зміцнення при використанні вапнових матеріалів в якості сполучного є перетворення гелю Са(ОН)2 у кристалічний гідрооксид кальцію, який міцно скріпляє частки в моноліт. Цей процес, що триває 14-16 діб, забезпечує основний приріст міцності після видалення надлишку вологи [Вегман Є.Ф. Огрудкування руд і концентратів. - М.: Металургія, 1984. - 256с.]. Надалі відбувається зміцнення за рахунок карбонізації вапна вуглекислим газом повітря. Досліди показують, що зміцнення карбонізацією збільшує міцність масиву до 40%. Проте для скорочення циклу ущільнення і підвищення пропускної здатності площадки процес можна вважати закінченим після завершення процесу кристалізації гідрооксиду кальцію. До того ж повна карбонізація зміцнює масив до такого ступеня, що утрудняє його розбирання. Вищеописаний процес ущільнення дозволяє констатувати, що ступінь ущільнення матеріалу, а отже, і його міцність залежить від декількох груп 5 82834 факторів, з яких важливе значення мають наступні. 1. Фізико-хімічні властивості сировини, у т.ч. фракційний і хімічний склад, адгезійні і когезійні властивості компонентів суміші. 2. Компонентний склад, у т.ч. наявність сполучних. 3. Технологічні фактори, у т.ч. якість змішування, тривалість вилежування, товщина масиву і вологість вихідної суміші. Найбільш значимими факторами в розглянутому способі є фракційний склад і вологість суміші. Оскільки найбільш тонкі матеріали дають велику усадку при зволоженні і краще ущільнюються й зміцнюється, а ущільнення їх іншими способами здійснюється менш ефективно, надалі розглядали тонкодисперсні сталеплавильні шлами. Для таких матеріалів вплив зміни 6 фракційного складу на ущільнюваємость позначається в меншому ступені, чим вологість. Для визначення оптимальних технічних характеристик у промислових умовах був реалізований спосіб ущільнення тонкоздрібнених матеріалів (шламів). Вапнований промисловим способом конвертерний шлам із процентним змістом Fe - 46,1; Fе2O3 - 30,5; CaO - 22,3; MgO 1,7; SiO2 - 2,9; Аl2О3 - 0,4 у кількості шести проб масою 7 т кожна, вологістю 8, 16, 24, 32, 40 і 50 відсотків був викладений на відкриту плошадку для ущільнення і зміцнення. Середньодобова температура навколишнього середовища - 23°С, вологість повітря 70-85%. Тривалість вилежування - 30 Після діб. 30-добової витримки визначали щільність шламу; ущільнений і висушений шлам дробили до фракції -8 мм і випробували на роздавлювання, див. табл.1. Таблиця 1 Фізико-механічні характеристики вапнованого конвертерного шламу, який вилежав 15 сут. Показник 1. Щільність 2. Міцність гранул фр. 6мм Од. вим. г/см3 Н З огляду на те, що досить міцною для агломерації вважається сира гранула фракції 95мм, що має міцність на роздавлювання рівну 1,60,5Н [Кухарь А.С., Мартиненко В.А., Шевченко В.П. Виробництво і якість агломерату. М.: Металургія, 1977. - 160с.], а також прийнявши 5-кратний запас міцності для гранул, одержуваних способом ущільнення, оскільки вони піддаються більшому числу перевантажень і зусиль роздавлювання при транспортуванні і складуванні в бункерах великої ємності і висоти, чим гранули, що утворяться в барабанному огрудкувате-лю аглошихти, одержуємо, що мінімальна міцність таких гранул повинна складати не менш 5 Н. Фізико-механічні властивості і технологічні характеристики ущільненого шламу знаходяться в тісній залежності від вихідної вологості суміші, див. табл. 2. Таким чином, явище самоущільнення тонкоздрібнених шламових сумішей виявляє себе при вологості більш 16%. Значне перезволоження суміші (більш 32%) практично не знижує ступінь ущільнення, однак істотно погіршує технікоекономічні показники процесу, заснованого на даному способі ущільнення, роблячи його 8 0,98 0,1 Вологість вапнованого шламу, % 16 24 32 40 1,35 1,84 1,93 1,92 5,0 19,4 26,2 22,6 50 1,90 18,4 економічно не ефективним. Тому максимальну вологість суміші, рівну 32% для механічного змішування варто вважати граничною. Суміші, вологістю більш 40% (пульпи), доцільно готувати у відстійниках і направляти на доосушку й ущільнення в карти зневоднювання. У промислових умовах ущільнення тонкодисперсних шламів може бути реалізоване в такий спосіб. Згущений тонкофракційний (звичайно - сталеплавильний) шлам, що погано піддається огрудкуванню і спіканню, витягають з відстійників або карт і подають на близько розташовану площадку, що доосушує, де змішують з деякою кількістю вапновмістних матеріалів - відсівом вапна, вапняним пилом газоочисток випалювальних печей або вапняним шламом розливальних машин (у кількості 8-20 вагових відсотків). Дозволоження звичайно не потрібно, тому що шлам, що витягається з відстійників, містить до вологості 4-8%, у т.ч. із Після сушіння 30-40% вологи. застосуванням інтенсивних методів сушіння, шматки суміші, що утворилися, дроблять до фракції - 8мм і направляють на агломерацію як центри огрудкування. 7 82834 8 Таблиця 2 Вплив вологості вихідної шихти на щільність і міцність шламових гранул Менш 16 1.Компоненти суміші добре змішуються; суміш нормально транспортується і перевантажується. 2.Суміш при вилежуванні не ущільнюється, залишається пухкою; під час витягу розсипається в пил. Щільність суміші мінімальна - 0,921,34г/см3. 3. Міцність гранул менш 5Н - менше припустимого. 4. Продуктивність агломашин і якість агломерату при використанні такої суміші знижується. Вихідна вологість суміші, % 16-32 1. Змішування, транспортування і перевантаження задовільні. 2.Суміш добре ущільнюється. Висока щільність 1,35-1,93г/см3 забезпечує гарну дробимість масиву шламу. 3.Міцність гранул5,0-27,2Н перевищує припустиму. 4. Продуктивність агломашин і якість агломерату досить високе. Використання гранул, одержуваних по даному способі в порівнянні з брикетуванням і дробленням, передбаченим патентом України №55955 А [Патент №55955 А Україна, МКИ 7 С22В1/00. Спосіб агломерації руд і концентратів з використанням дрібнодисперсних шламів / В.О. Носков, Л.В. Биков, В.В. Ожогін і ін. // Промислова власність, 2003. -№4. - Кн.. 1. - С. 4.97.], дозволить одержати значну економію на капітальних (стає зайвим будівництво установки, що брикетує) і поточних витратах. Комп’ютерна верстка В. Клюкін Більш 32 1 .Компоненти шихти змішуються незадовільно, при перевантаженнях налипають на устаткування. 2.Суміш ущільнюється задовільно, однак тривалість сушіння надмірно збільшується, знижуючи продуктивність устаткування. 3.Має місто зниження щільності (1,921,90г/см3) і міцності гранул (22,6-18,4Н) із-за незадовільного усереднення. 4.Продуктивність агломашин і якість агломерату знижується. Зокрема, економія на виробництві 1 т кришива складає: Эуд = 48,0 - 12,0 : 0,89 = 34,5грн/т кришива де 48,0 - витрати на брикетування, дроблення й одержання кришива фракції -8мм, грн/т; 12,0 - витрати по зміцненню, сушінню і дробленню шламу, одержаного по пропонованої технології, грн/т; 0,89 - зменшення виходу необхідної фракції в порівнянні з базовим варіантом (брикетуванням), ч. од. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for compacting of fine materials
Автори англійськоюOzhohin Volodymyr Volodymyrovych, Vaskevych Mykhailo Yakovlevych, Tomash Oleksandr Anatoliiovych, Chernova Svitlana Hennadievna, Levchenko Valerii Ivanovych, Nosochenko Oleh Vasyliovych, Lozovyi Valerii Panteleimonovych, Derevskyi Volodymyr Mykolaiovych
Назва патенту російськоюСпособ уплотнения тонкодисперсных материалов
Автори російськоюОжогин Владимир Владимирович, Васькевич Михаил Яковлевич, Томаш Александр Анатольевич, Чернова Свитлана Геннадиевич, Левченко Валерий Иванович, Носоченко Олег Васильевич, Лозовой Валерий Пантелеймонович, Деревской Владимир Николаевич
МПК / Мітки
МПК: C22B 1/243, C22B 1/24, C22B 1/14
Мітки: спосіб, ущільнення, тонкодисперсних, матеріалів
Код посилання
<a href="https://ua.patents.su/4-82834-sposib-ushhilnennya-tonkodispersnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ущільнення тонкодисперсних матеріалів</a>
Лінія одержання тонкодисперсних пігментованих лакофарбових матеріалів
Номер патенту: 35852
Опубліковано: 16.04.2001
Автори: Халатов Артем Артемович, Борисов Ігор Іванович, Костенко Ніна Володимирівна
МПК: B02C 19/06, B01F 11/00
Мітки: тонкодисперсних, одержання, лакофарбових, матеріалів, лінія, пігментованих
Формула / Реферат:
Лінія одержання тонкодисперсних пігментованих лакофарбових матеріалів, яка містить ємкості, акустично-вихровий млин, змішувач і сепаратор, яка відрізняється тим, що як змішувач і сепаратор використано вихровий барботажний апарат, який з'єднаний з млином за допомогою пневмопроводу, і виконаний у вигляді вихрової камери з обичайкою і фланцями, на яких розміщено каскад зі ступеневим напрямним пристроєм з тангенціальними каналами, які розташовані...
Спосіб і лінія одержання тонкодисперсних матеріалів
Номер патенту: 72154
Опубліковано: 17.01.2005
Автор: Костенко Ніна Володимирівна
МПК: B02C 13/24, B02C 19/06, B01F 5/00
Мітки: матеріалів, тонкодисперсних, спосіб, лінія, одержання
Формула / Реферат:
1. Спосіб одержання тонкодисперсних матеріалів, що включає введення потоків енергоносія під кутом до радіуса зони диспергування з дозвуковою швидкістю і формування високошвидкісного вихору, подачу в нього матеріалу, створення умов багатократного відбиття збурень щільності і хвиль розрідження шляхом регулювання тиску енергоносія, підбором кривизни робочої поверхні камери, дією в процесі диспергування і/або активації матеріалу акустичним полем...
Спосіб одержання котунів з тонкодисперсних фракцій марганець-, мідь-, нікель- і кобальтвмісних конкрецій
Номер патенту: 81380
Опубліковано: 25.12.2007
Автори: Нефедов Юрій Андрійович, Анелок Людмила Іванівна, Крюков Євген Володимирович
МПК: C22B 1/14
Мітки: мідь, спосіб, котунів, конкрецій, марганець, кобальтвмісних, одержання, фракцій, тонкодисперсних, нікель
Формула / Реферат:
Спосіб одержання котунів з тонкодисперсних фракцій марганець-, мідь-, нікель- і кобальтвмісних конкрецій, що включає уведення в огрудковувач зазначених конкрецій і вологопоглинаючого матеріалу та їх огрудкування, який відрізняється тим, що як вологопоглинаючий матеріал використовують тонкодисперсні фракції повітряно-сухих марганець-, мідь-, нікель- і кобальтвмісних конкрецій у кількості 5-25 мас. %, які вводять в огрудковувач на попередньо...
Спосіб згрудкування тонкодисперсних марганцевих концентратів
Номер патенту: 9036
Опубліковано: 15.09.2005
Автори: Гедзь Микола Макарович, Васільєв Боріс Павловіч, Горлов Анатолий Олександрович
МПК: C22B 1/24, C22B 47/00
Мітки: тонкодисперсних, концентратів, марганцевих, згрудкування, спосіб
Формула / Реферат:
Спосіб згрудкування тонкодисперсних марганцевих концентратів, що включає одержання карбонату марганцю шляхом осадження з розчину сульфату марганцю вуглекислим амонієм, промивання і фільтрацію карбонату марганцю, наступне ущільнення зовнішнім вібратором, який відрізняється тим, що ущільнений карбонат марганцю обпалюють в електропечі з індукційним магнітним полем, частота індукції якого 50 Гц, температура випалу 850 градусів Цельсія, час випалу...
Пристрій для одержання тонкодисперсних систем
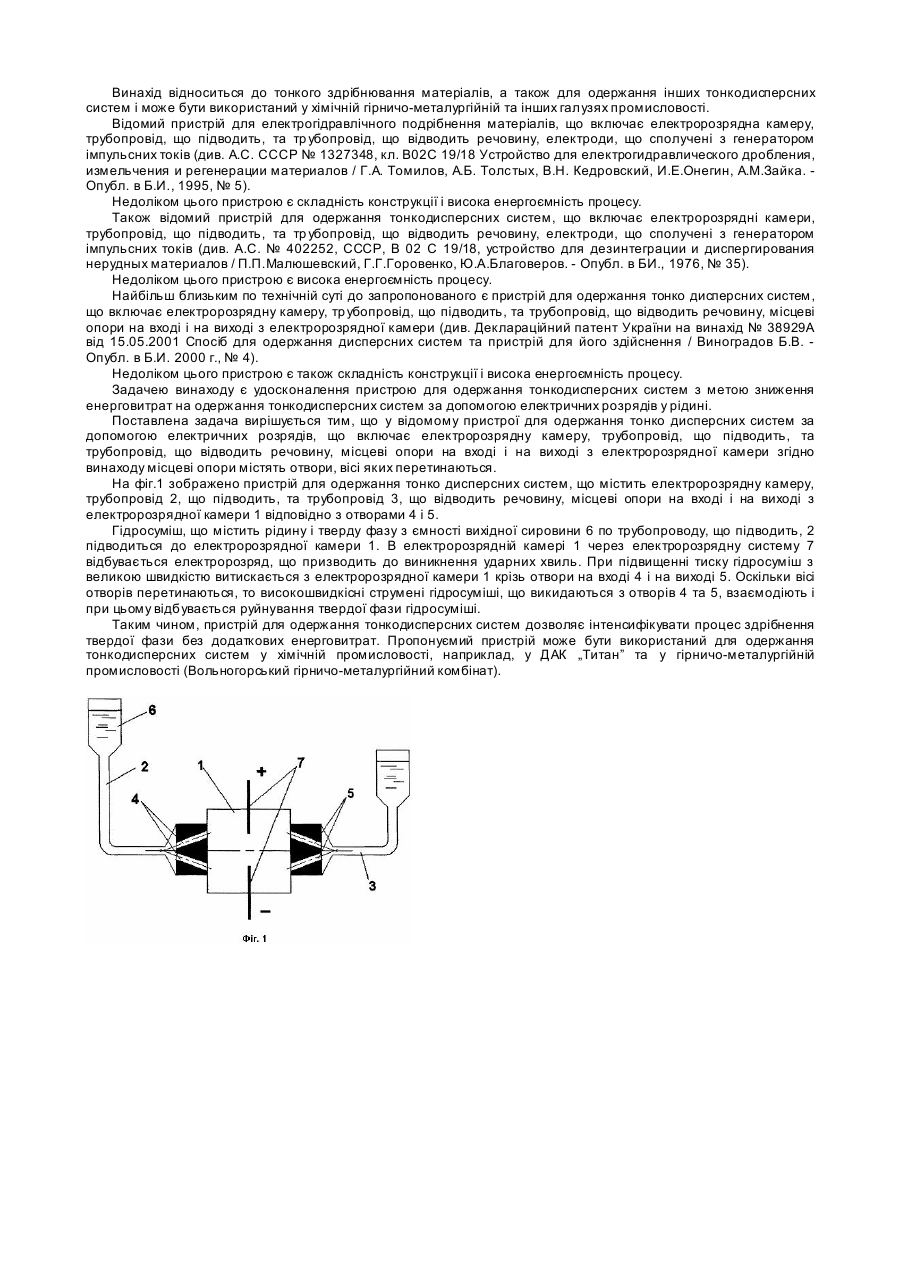
Номер патенту: 63167
Опубліковано: 15.01.2004
Автори: Ємельяненко Володимир Іванович, Виноградов Борис Володимирович, Федін Дмитро Олександрович
МПК: B02C 19/18
Мітки: пристрій, одержання, систем, тонкодисперсних
Формула / Реферат:
Пристрій для одержання тонкодисперсних систем, що містить електророзрядну камеру, трубопровід, що підводить, та трубопровід, що відводить речовину, місцеві опори на вході і на виході з електророзрядної камери, який відрізняється тим, що місцеві опори мають отвори, осі яких перетинаються.
Попередній патент: Кристалічна натрієва сіль телмісартану і її застосування як антагоніста ангіотензину
Наступний патент: Похідні b-арил-a
Випадковий патент: Об'ємна монолітна підпірна стіна