Спосіб рівномірного контактного електронагріву зразків змінного перерізу
Номер патенту: 83151
Опубліковано: 27.08.2013
Автори: Грибовська Вікторія Іванівна, Чепіль Роман Володимирович, Осташ Орест Петрович
Формула / Реферат
1. Спосіб рівномірного контактного електронагріву зразків змінного перерізу при термообробці, який полягає у забезпеченні однакової температури у частинах зразка з різним перерізом (неробочих та робочої), який відрізняється тим, що нагрів цих частини до необхідної температури здійснюється одночасно.
2. Спосіб за п. 1, який відрізняється тим, що за рахунок подовження неробочих частин зразка збільшується їх опір, прискорюючи нагрівання.
3. Спосіб за п. 1, який відрізняється тим, що на межі перехідних зон зразка встановлюється П-подібна сталева пластина, що призводить до зменшення кількості струму, який проходить по робочій (з меншим перерізом) частині зразка, сповільнюючи швидкість нагрівання.
4. Спосіб за п. 1, який відрізняється тим, що регулюючи розміри П-подібної пластини досягається однакова швидкість нагріву частин зразка, різних за перерізом, і гомогенність їх мікроструктури після охолодження.
Текст
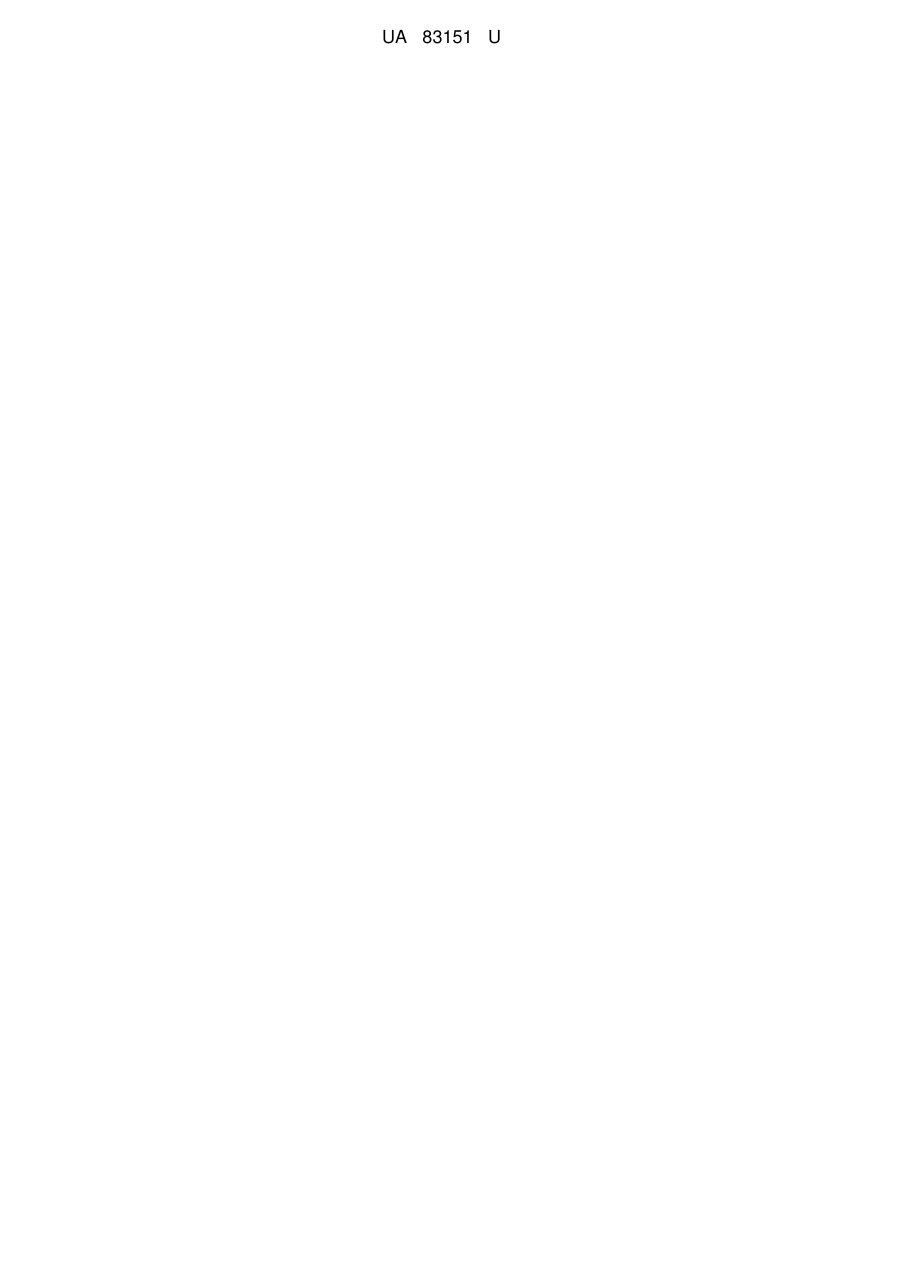
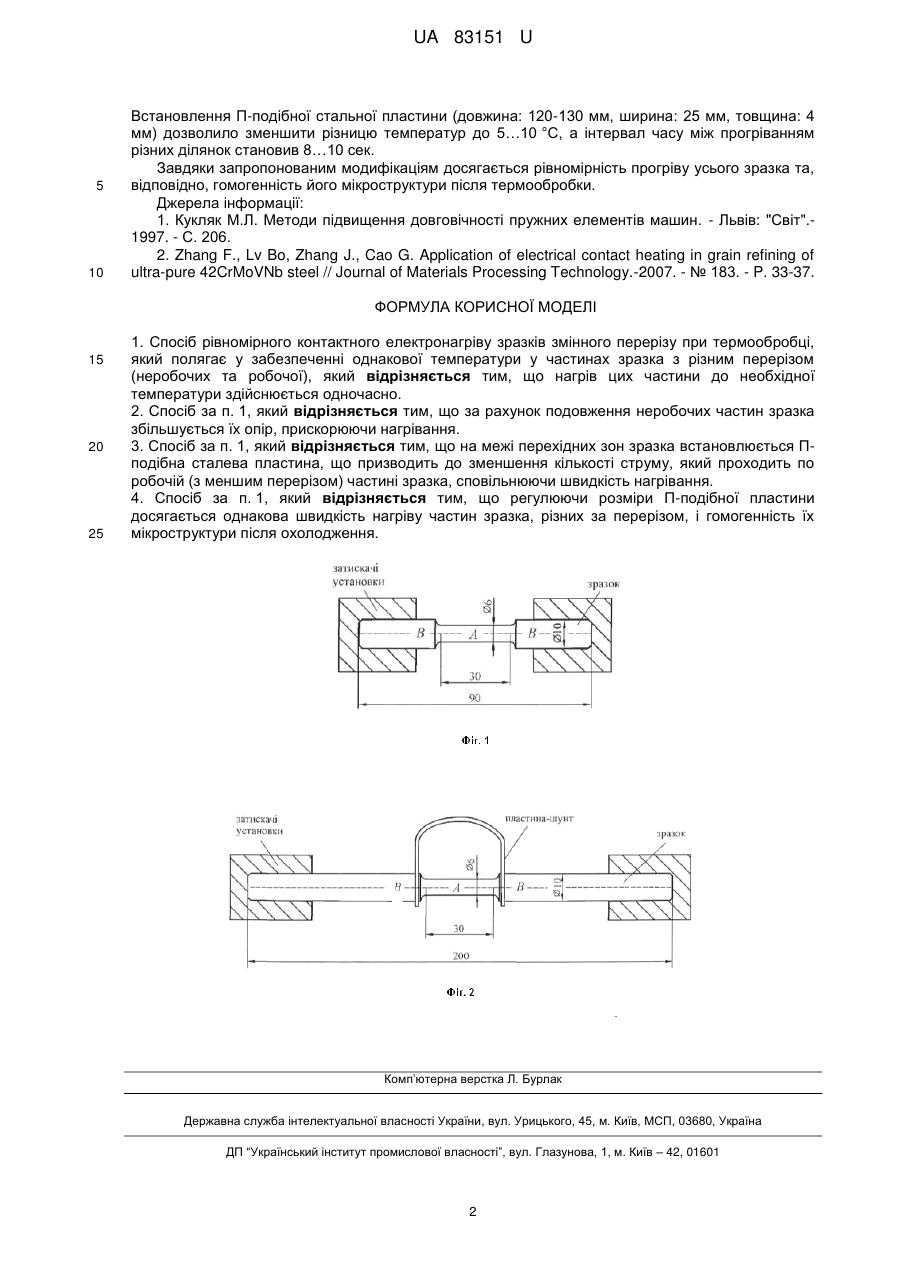
Реферат: UA 83151 U UA 83151 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується способів забезпечення рівномірного контактного електронагріву при термообробці стальних виробів змінного перерізу, зокрема, стандартних зразків для втомних випробувань. Відомий спосіб підготовки зразків для випробувань полягає у тому, що спочатку (попередньо) нагрівають та піддають термообробці заготовку сталого перерізу, з якої пізніше обточуванням виготовляють зразки необхідної форми [1]. Недоліком способу є те, що в процесі обточування знімається верхній шар металу, характеристики якого за рахунок зневуглецювання можуть відрізнятися від характеристик об'єму металу і наявність якого суттєво впливає на втомну міцність зразка. Близьким до запропонованого способу є електроконтактний нагрів безпосередньо стандартного п'ятикратного зразка з галтелями [2], суть якого полягає у почерговому нагріві окремих його частин. Для цього на ділянці з найменшим перерізом (робочій частині) зразка встановлюють дві мідні трубчасті накладки, які виконують роль шунта, тому за рахунок значно кращої електропровідності міді більша частина струму проходить через накладки. Внаслідок цього, у першу чергу прогріваються ділянки з більшим перерізом (неробочі частини). Коли їх температура досягає необхідного рівня, мідні накладки знімають, у колі проходження струму з'являється високоімпедансна робоча частина, яка швидко нагрівається до температури неробочих частин. Недоліком способу є те, що за рахунок різної тривалості нагріву частин зразка після охолодження (термообробки) виникає неоднорідність (гетерогенність) структури металу, що може зумовити руйнування зразка під час втомних випробувань не в робочій, а в неробочій частині (в галтельних переходах або під захватами випробувальної частини). Крім цього, внаслідок нещільного прилягання зразка і накладок часто відбувається їх точкове "приварювання". Задача запропонованого способу - забезпечення рівномірного прогріву зразків зі змінним перерізом за контактного електронагріву при термообробці зі збереженням поверхневого шару. Запропонована задача досягається тим, що, як і у випадку відомого способу, нагрівають безпосередньо зразок змінного перерізу. Однак, у запропонованому способі нагрів його частин, різних за перерізом (неробочої та робочої), здійснюється одночасно завдяки збільшенню опору неробочих частин зразка та зменшенню струму, що протікає у робочій частині. Нерівномірність прогрівання ділянок різного перерізу за електроконтактного нагріву пов'язана із тим, що кількість виділеного на них тепла залежить від їх електричного опору, який, у свою чергу, прямо пропорційний довжині і обернено пропорційний площі поперечного перерізу цих ділянок. Таким чином, робоча (тонша) частина зразка завжди нагрівається швидше і більше. Окрім цього, у неробочій частині зразка, значна частина тепла відбирається масивними мідними контактами (тримачами) електроустановки внаслідок більшої їхньої теплоємності та теплопровідності. Збільшення електроопору неробочих ділянок досягається їх подовженням (після термообробки зайвий метал відрізається), що також зменшує відвід тепла мідними контактами внаслідок їх віддалення від робочої частини. Зменшення струму, що пропускається через робочу частину досягається шляхом встановлення на межі перехідних зон П-подібної сталевої пластини, яка, відгалужуючи частину струму, що пропускається через зразок, зменшує швидкість та температуру нагріву його робочої частини, таким чином вирівнюючи швидкість та температуру нагріву робочої і неробочих частин. Величина подовження неробочої частини зразка визначається конструктивними обмеженнями установки нагріву та збільшенням довжини зразка під час нагрівання, а геометричні розміри сталевої пластини-шунта залежать від співвідношення розмірів частин зразка різного перерізу. На фіг. 1 представлено схему стандартного 5-кратного зразка для випробувань на втому в затискачах установки електроконтактного нагріву. На фіг. 2 представлено схему стандартного 5-кратного зразка для випробувань на втому в затискачах установки електроконтактного нагріву з подовженими неробочими частинами та Пподібною пластиною-шунтом. Розглянемо приклад реалізації запропонованого способу для нагріву під гартування стандартних 5-ти кратних зразків для випробування на витривалість зі сталі 60С2. її використовують для виготовлення пружних елементів, які працюють за циклічного згину, де важливу роль відіграють приповерхневі шари матеріалу. При нагріві стандартного зразка (фіг. 1) до температури гартування сталі 60С2 (870 °C) різниця температур між робочою (ділянка А) та неробочою (ділянка В) частинами становить 300…350 °C (T=ТА-ТВ=300…350 °C). При збільшенні довжини неробочих частин із 25 до 80 мм (фіг. 2) вдалося досягти зменшення різниці температур до 140…150 °C (T=ТА-ТВ=140…150 °C). 1 UA 83151 U 5 10 Встановлення П-подібної стальної пластини (довжина: 120-130 мм, ширина: 25 мм, товщина: 4 мм) дозволило зменшити різницю температур до 5…10 °C, а інтервал часу між прогріванням різних ділянок становив 8…10 сек. Завдяки запропонованим модифікаціям досягається рівномірність прогріву усього зразка та, відповідно, гомогенність його мікроструктури після термообробки. Джерела інформації: 1. Кукляк М.Л. Методи підвищення довговічності пружних елементів машин. - Львів: "Світ".1997. - С. 206. 2. Zhang F., Lv Bo, Zhang J., Cao G. Application of electrical contact heating in grain refining of ultra-pure 42CrMoVNb steel // Journal of Materials Processing Technology.-2007. - № 183. - P. 33-37. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 1. Спосіб рівномірного контактного електронагріву зразків змінного перерізу при термообробці, який полягає у забезпеченні однакової температури у частинах зразка з різним перерізом (неробочих та робочої), який відрізняється тим, що нагрів цих частини до необхідної температури здійснюється одночасно. 2. Спосіб за п. 1, який відрізняється тим, що за рахунок подовження неробочих частин зразка збільшується їх опір, прискорюючи нагрівання. 3. Спосіб за п. 1, який відрізняється тим, що на межі перехідних зон зразка встановлюється Пподібна сталева пластина, що призводить до зменшення кількості струму, який проходить по робочій (з меншим перерізом) частині зразка, сповільнюючи швидкість нагрівання. 4. Спосіб за п. 1, який відрізняється тим, що регулюючи розміри П-подібної пластини досягається однакова швидкість нагріву частин зразка, різних за перерізом, і гомогенність їх мікроструктури після охолодження. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for uniform direct resistance heating of samples with variable cross-section
Автори англійськоюChepil Roman Volodymyrovych, Hrybovska Viktoriia Ivanivna, Ostash Orest Petrovych
Назва патенту російськоюСпособ равномерного контактного электронагрева образцов переменного сечения
Автори російськоюЧепель Роман Владимирович, Грибовская Виктория Ивановна, Осташ Орест Петрович
МПК / Мітки
Мітки: зразків, змінного, перерізу, електронагріву, рівномірного, контактного, спосіб
Код посилання
<a href="https://ua.patents.su/4-83151-sposib-rivnomirnogo-kontaktnogo-elektronagrivu-zrazkiv-zminnogo-pererizu.html" target="_blank" rel="follow" title="База патентів України">Спосіб рівномірного контактного електронагріву зразків змінного перерізу</a>
Установка для рівномірного ущільнення зразків ґрунту для випробовувань
Номер патенту: 64396
Опубліковано: 10.11.2011
Автор: Жеребятьєв Олександр Васильович
МПК: E02D 1/00
Мітки: ґрунту, випробовувань, рівномірного, ущільнення, зразків, установка
Формула / Реферат:
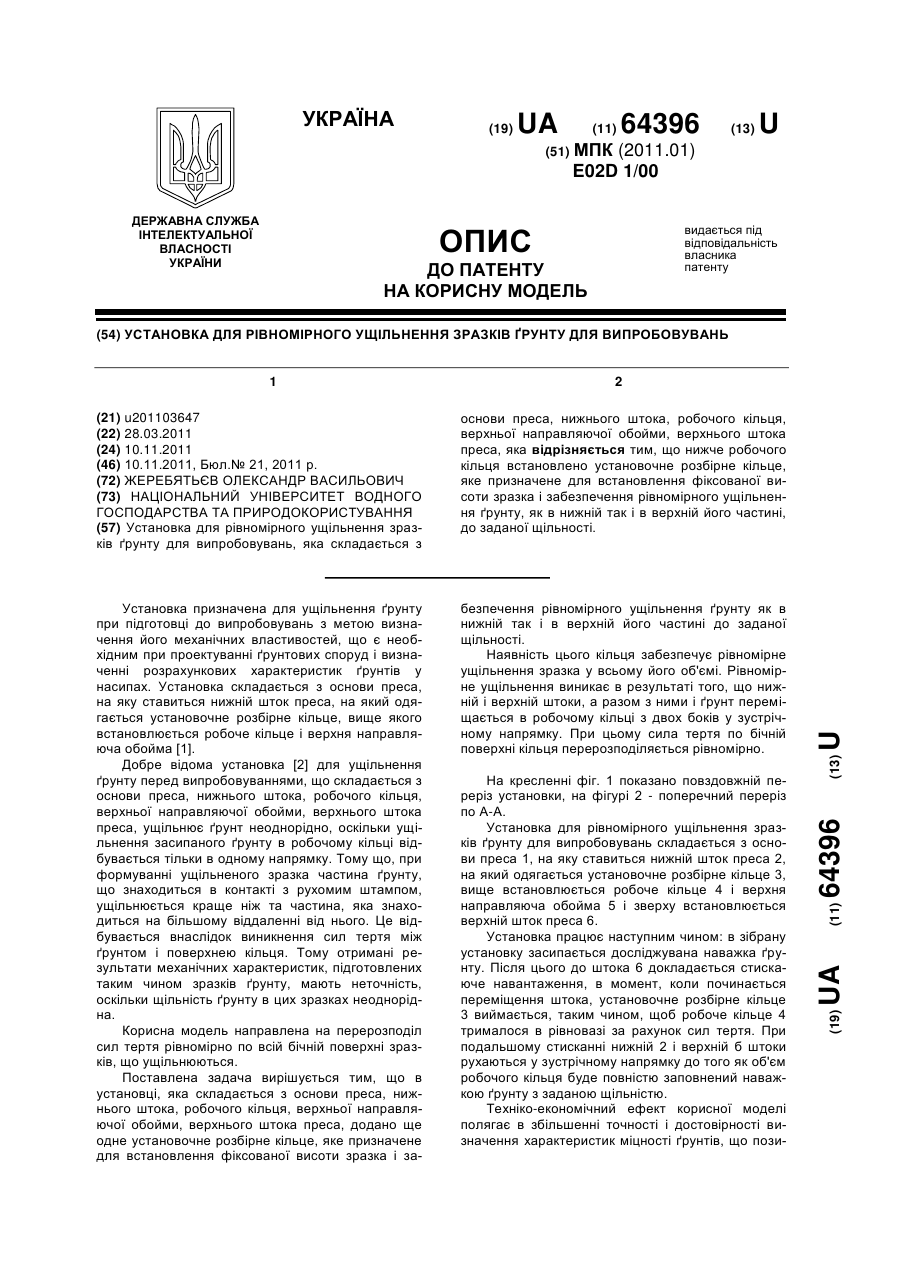
Установка для рівномірного ущільнення зразків ґрунту для випробовувань, яка складається з основи преса, нижнього штока, робочого кільця, верхньої направляючої обойми, верхнього штока преса, яка відрізняється тим, що нижче робочого кільця встановлено установочне розбірне кільце, яке призначене для встановлення фіксованої висоти зразка і забезпечення рівномірного ущільнення ґрунту, як в нижній так і в верхній його частині, до заданої...
Спосіб одержання заготовок деталей довільного змінного перерізу електрошлаковим переплавом
Номер патенту: 50731
Опубліковано: 25.06.2010
Автори: Білоник Ігор Методійович, Костенко Ірина Валер'янівна
МПК: C22B 9/18
Мітки: спосіб, довільного, перерізу, переплавом, заготовок, одержання, змінного, деталей, електрошлаковим
Формула / Реферат:
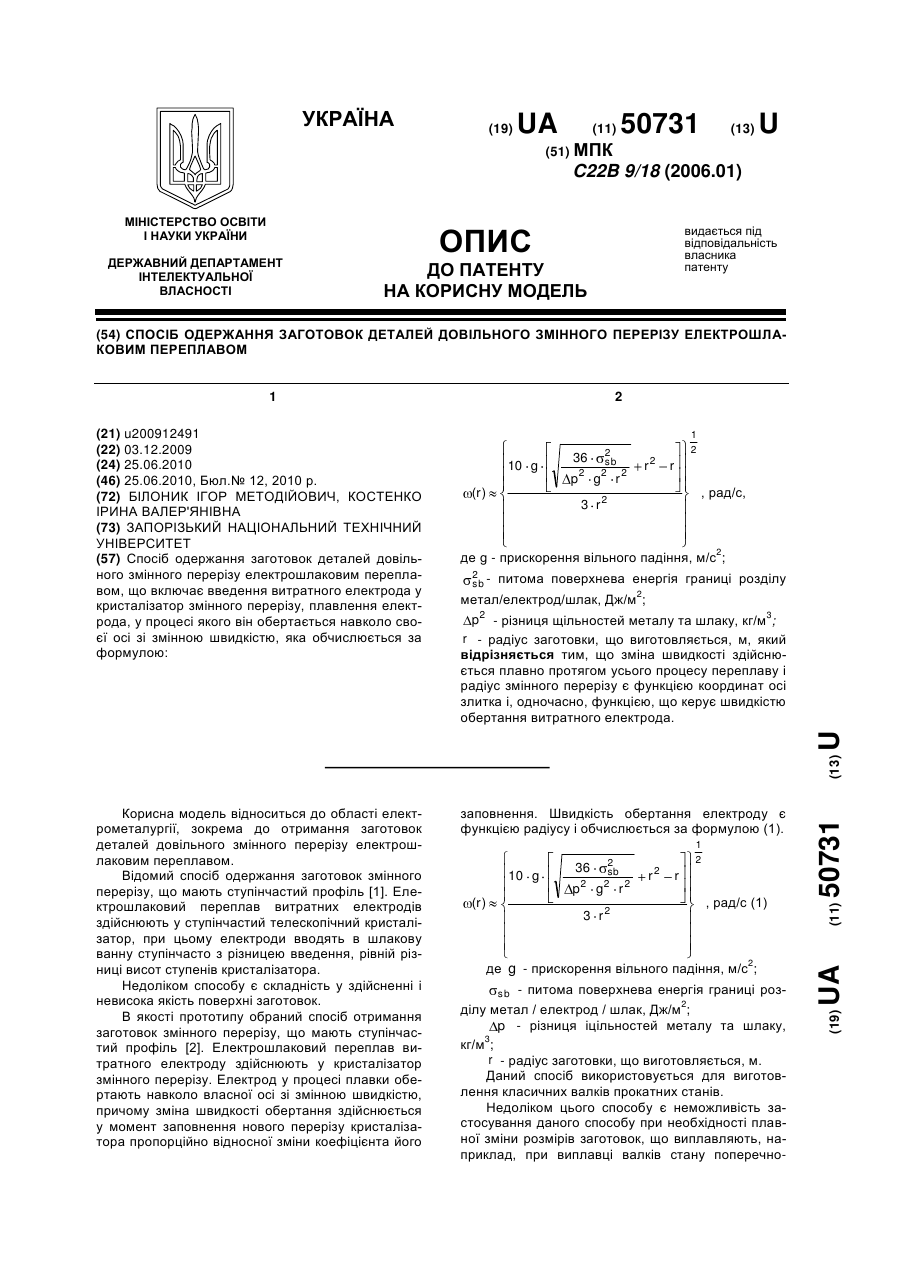
Спосіб одержання заготовок деталей довільного змінного перерізу електрошлаковим переплавом, що включає введення витратного електрода у кристалізатор змінного перерізу, плавлення електрода, у процесі якого він обертається навколо своєї осі зі змінною швидкістю, яка обчислюється за формулою:, рад/с, де g - прискорення вільного падіння, м/с2;
Спосіб змінного температурно-силового навантаження зразків
Номер патенту: 47164
Опубліковано: 17.06.2002
Автори: Ковальчук Олександр Володимирович, Грабовський Володимир Якович, Терехов Володимир Миколаєвич, Канюка Віктор Іванович
МПК: G01N 3/60
Мітки: змінного, зразків, температурно-силового, спосіб, навантаження
Формула / Реферат:
1. Спосіб змінного температурно-силового навантаження зразків, що передбачає прикладання до зразка взаємно незалежних температурного і силового навантажень з компенсацією температурної складової деформування, який відрізняється тим, що одночасно випробовують два зразки, один з яких через шарнір з’єднаний з джерелом змінного силового навантаження, а другий - з опорою, температурне навантаження зразків здійснюють синхронно, а механізм...
Металева рама із елементів змінного двотаврового перерізу з гнучкою стінкою
Номер патенту: 54382
Опубліковано: 10.11.2010
Автори: Скляров Ігор Олександрович, Білик Сергій Іванович, Бабічев Павло Єгорович
МПК: E04C 3/00
Мітки: змінного, рама, двотаврового, металева, стінкою, перерізу, гнучкою, елементів
Формула / Реферат:
Металева рама з елементів змінного двотаврового перерізу з гнучкою стінкою, що складається з двох стояків і ригеля з жорсткими монтажними фланцевими стиками на високоміцних болтах чи болтах звичайної міцності, розташованими в середині прольоту і на верху стояків, та шарнірно спирається на фундаменти, яка відрізняється тим, що в ригелі рами улаштовані ділянки постійного перерізу з симетричним розташуванням відносно середини рами, стінка має...
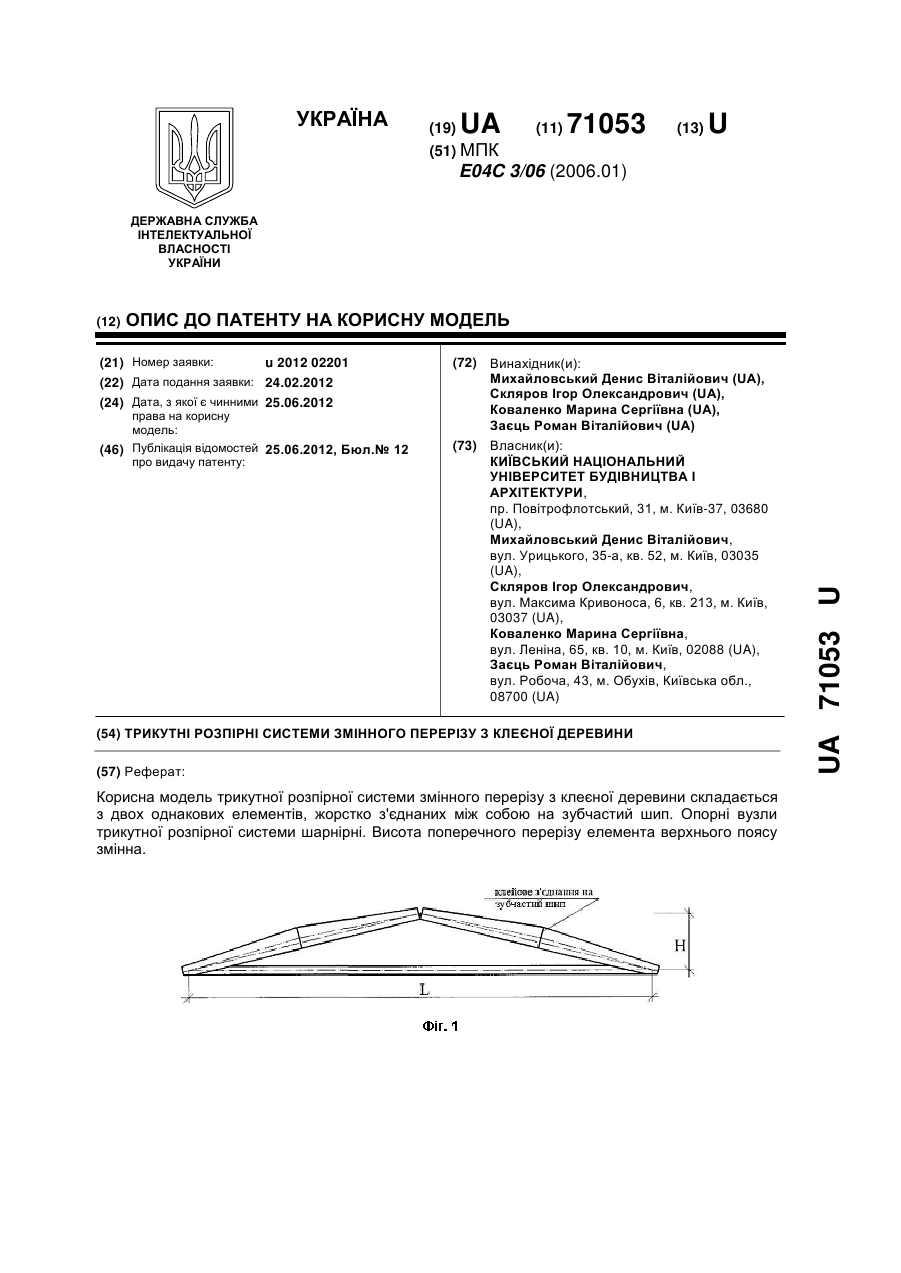
Трикутні розпірні системи змінного перерізу з клеєної деревини
Номер патенту: 71053
Опубліковано: 25.06.2012
Автори: Коваленко Марина Сергіївна, Михайловський Денис Віталійович, Заєць Роман Віталійович, Скляров Ігор Олександрович
МПК: E04C 3/06
Мітки: деревини, системі, клеєної, трикутні, розпірні, перерізу, змінного
Формула / Реферат:
Трикутна розпірна система змінного перерізу з клеєної деревини складається з двох елементів верхнього поясу змінної висоти з шарнірним спиранням на фундаменти чи колони та шарнірним вузлом в гребені, яка відрізняється тим, що елементи верхнього поясу трикутної розпірної системи виготовляються змінного по висоті перерізу, з максимальною висотою перерізу посередині довжини елемента верхнього поясу, завдяки чому зменшуються витрати клеєної...
Попередній патент: Спосіб діагностики типу болів голови і призначення лікування у хворих на епілепсію
Наступний патент: Спосіб прогнозування ефективності лікування псоріатичного ураження шкіри у хворих з псоріатичним артритом
Випадковий патент: Іграшковий пістолет