Спосіб одержання заготовок деталей довільного змінного перерізу електрошлаковим переплавом
Номер патенту: 50731
Опубліковано: 25.06.2010
Автори: Білоник Ігор Методійович, Костенко Ірина Валер'янівна
Формула / Реферат
Спосіб одержання заготовок деталей довільного змінного перерізу електрошлаковим переплавом, що включає введення витратного електрода у кристалізатор змінного перерізу, плавлення електрода, у процесі якого він обертається навколо своєї осі зі змінною швидкістю, яка обчислюється за формулою:
 , рад/с,
, рад/с,
де g - прискорення вільного падіння, м/с2;
![]() - питома поверхнева енергія границі розділу метал/електрод/шлак, Дж/м2;
- питома поверхнева енергія границі розділу метал/електрод/шлак, Дж/м2;
![]() - різниця щільностей металу та шлаку, кг/м3;
- різниця щільностей металу та шлаку, кг/м3;
![]() - радіус заготовки, що виготовляється, м, який відрізняється тим, що зміна швидкості здійснюється плавно протягом усього процесу переплаву і радіус змінного перерізу є функцією координат осі злитка і, одночасно, функцією, що керує швидкістю обертання витратного електрода.
- радіус заготовки, що виготовляється, м, який відрізняється тим, що зміна швидкості здійснюється плавно протягом усього процесу переплаву і радіус змінного перерізу є функцією координат осі злитка і, одночасно, функцією, що керує швидкістю обертання витратного електрода.
Текст
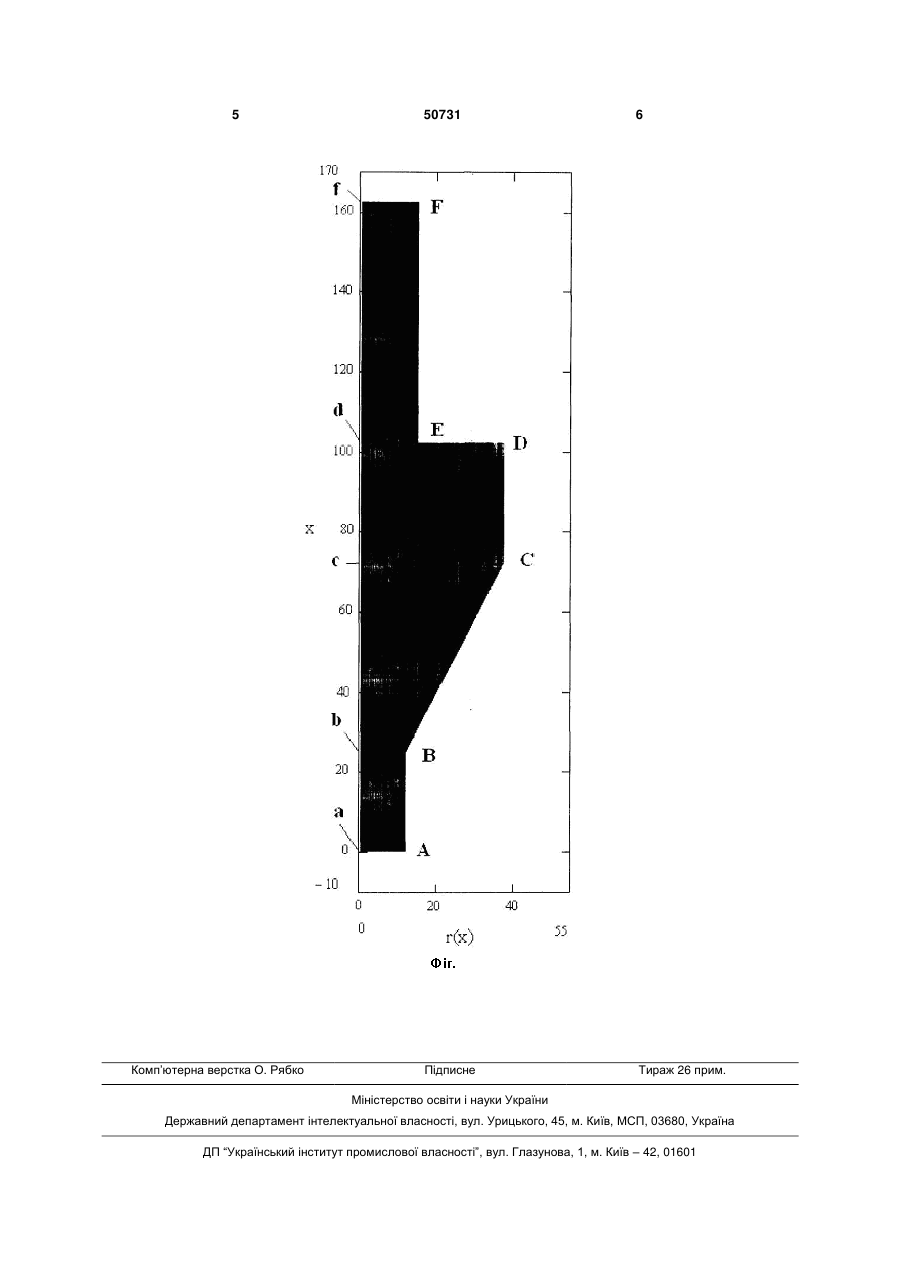
Спосіб одержання заготовок деталей довільного змінного перерізу електрошлаковим переплавом, що включає введення витратного електрода у кристалізатор змінного перерізу, плавлення електрода, у процесі якого він обертається навколо своєї осі зі змінною швидкістю, яка обчислюється за формулою: 2 3 50731 гвинтової прокатки, які мають більш складну форму - з'єднання конуса з циліндром. В основу корисної моделі поставлено завдання розробки способу отримання якісних заготовок більш складної, ніж ступенева, форми. Поставлене завдання досягається тим, що в способі одержання заготовок деталей довільного змінного перерізу електроішкпсовим переплавом, який включає введення витратного електроду у кристалізатор змінного перерізу та плавлення електроду, здійснюється обертання електроду навколо своєї осі зі змінною швидкістю, яка обчислюється за формулою (1). У порівнянні з прототипом, відмінною ознакою є те, що швидкість обертання витратного електроду навколо своєї осі регулюється безперервно і радіус змінного перерізу с функцією координат осі злитка та, одночасно, функцією, що управляє швидкістю обертання витратного електроду. таким чином управління швидкістю обертання електрода здійснюють згідно формул, які визначаються твірною поверхні деталі, яку виплавляють, описаної математично за кресленням. Апроксимацію досить складних кривих здійснюють за допомогою степеневого поліному (2): г(х)=а0+а1х+а2х2+...+аnхn, (2) де х - поточна координата осі тіла обертання. Це дозволяє контрольовано та технологічно нескладно одержувати заготовки деталей довільного змінного перерізу. У технічному рішенні, що заявляється, нові технічні ознаки при взаємодії з відомими дають ноr1, якщо a x b r1+k(x-b), якщо b r(x)= r2, якщо c x f r3, якщо d x f 0, якщо a>x>f x 4 вий технічний результат, що дозволяє вирішити поставлене завдання. Таким чином, у порівнянні з прототипом запропоноване технічне рішення містить вищевказані істотні відмінні ознаки і, отже, відповідає вимозі «новизна». Аналоги, які містять ознаки, що відрізняються від прототипу, не знайдені, рішення явним чином не випливає з рівня техніки. Виходячи з вищевикладеного, можна зробити висновок, що запропоноване технічне рішення задовольняє критерію «Винахідницький рівень». На Фіг. пояснюється принцип завдання координат твірної заготовки валка стану поперечногвинтової прокатки. Приклад здійснення способу, що заявляється. Вивчення можливості виплавки валків поперечно-гвинтової прокатки запропонованим способом проводилося на електрошлаковій установці А-550, оснащеній комплектним електроприводом «Siemens Micromaster 440», який має блок керування та виконавчий пристрій. Блок керування представляє собою програмований пристрій, який в залежності від координати X і, отже, радіусу валка г виробляє керуючий вплив на привід обертання електрода. Швидкість обертання електроду є функцією радіусу (1). Для апроксимації твірної валка ABCDEF достатньо застосувати поліном другого ступеня, який має наступний математичний вигляд: c де r1 - радіус передньої шийки валка; k - кут нахилу твірної конічної частини бочки валка; r2 - радіус циліндричної частини бочки валка; r3 - радіус задньої шийки валка. Електрод обертали навколо власної осі з плавно регульованою швидкістю, керованою за формулами (3) та (1) при наступних параметрах твірної поверхні валку: r1=12мм, k=0.54, r2=37.5мм, r3=15мм. Електрошлаковий переплан витратного електроду здійснювали у спеціальному кристалізаторі змінного перерізу, внутрішня поверхня якого відповідала геометрії прокатного валку. В якості витратного електроду були обрані прутки діаметром 25мм із сталі Р18. Застосовували трансформатор ТШС-3000-1, змінний струм J.2-1.3кА, напругу 3032В. Переплав здійснювали під флюсом АНФ-6 у кількості 2кг. (3) Практично був виготовлений валок стану поперечно-гвинтової прокатки. Виходячи з вищевикладеного можна зробити висновок, що технічне рішення, яке заявляється, задовольняє критерію «Промислове застосування». Джерела інформації: 1. А.с. 514500 СССР, МПК5 С21С5/56. Способ получения ступенчатых слитков / Бешенцев А.В., Алферов Ю.Ф., Щупак Г.Б., Березовский М.Э., Саенко В.Я., Шуруев Л.А., Карпов В.Ф., Берман К.А., Зареченский А.В., Заболоцкий П.С. - №2023450, заявл. 26.04.1974; опубл. 30.05.1982, Бюл. №20. 2. Пат. 2048553 Российская Федерация, МПК6 С22В9/18. Способ получения слитка переменного сечения электрошлаковым переплавом / Чуманов В.И., Белозеров Б.П., Чуманов И.В.; патентообладатель Чуманов В.И.-№ 5060804/02; заявл. 22.06.1992; опубл. 20.11.1995. 5 Комп’ютерна верстка О. Рябко 50731 6 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of details billets of random variable cross section by electroslag remelting
Автори англійськоюBilonyk Ihor Metodiiovych, Kostenko Iryna Valerianivna
Назва патенту російськоюСпособ получения заготовок деталей произвольного сменного сечения электрошлаковым переплавом
Автори російськоюБилонык Игорь Методиевич, Костенко Ирина Валерьяновна
МПК / Мітки
МПК: C22B 9/18
Мітки: електрошлаковим, одержання, деталей, переплавом, спосіб, заготовок, перерізу, змінного, довільного
Код посилання
<a href="https://ua.patents.su/3-50731-sposib-oderzhannya-zagotovok-detalejj-dovilnogo-zminnogo-pererizu-elektroshlakovim-pereplavom.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання заготовок деталей довільного змінного перерізу електрошлаковим переплавом</a>
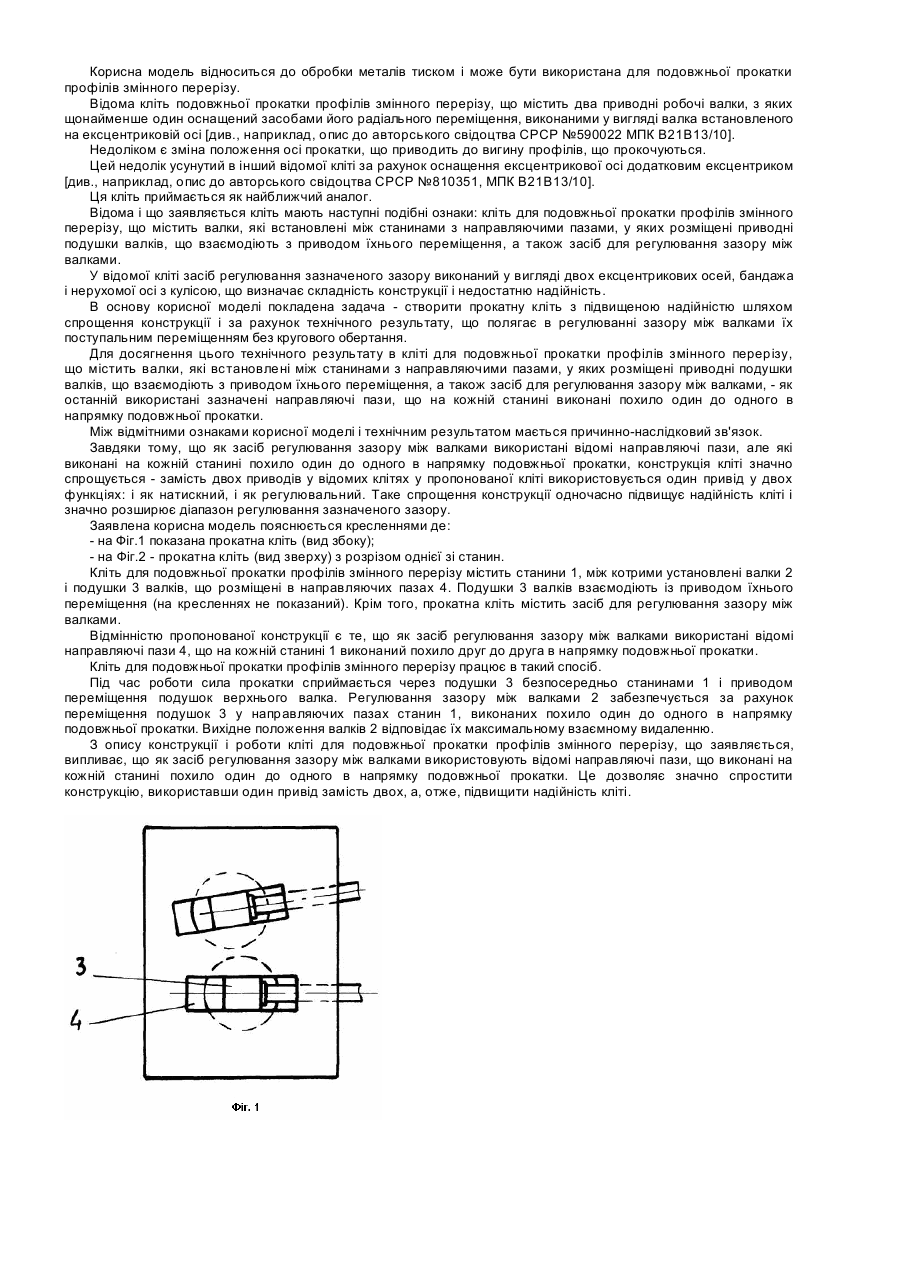
Кліть для подовжньої прокатки профілів змінного перерізу
Номер патенту: 23055
Опубліковано: 10.05.2007
Автори: Цівковський Олександр Григорович, Кисельов Олександр Григорович
МПК: B21B 13/00
Мітки: змінного, прокатки, кліть, подовжньої, перерізу, профілів
Формула / Реферат:
Кліть для подовжньої прокатки профілів змінного перерізу, що містить валки, які встановлені між станинами з напрямними пазами, у яких розміщені привідні подушки валків, що взаємодіють з приводом їхнього переміщення, а також засіб для регулювання зазору між валками, яка відрізняється тим, що як останній використані зазначені напрямні пази, що на кожній станині виконані похило один до одного в напрямку подовжньої прокатки.
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу
Номер патенту: 44754
Опубліковано: 15.03.2002
Автори: Несвіт Володимир Васильович, Єрмоленко Ганна Володимирівна, Підберезний Микола Петрович, Пікус Марк Ісерович, Бродський Сергій Сергійович, Учитель Лев Михайлович
МПК: B22D 11/00
Мітки: одночасного, типу, заготовок, прямокутних, поперечного, спосіб, лиття, різного, квадратних, перерізу, криволінійного, безперервного, багатоструминних, машинах
Формула / Реферат:
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу, що включає подачу рідкого металу із проміжного ковша в радіальні кристалізатори, формування заготовок, охолодження їх водоповітряною сумішшю у зоні вторинного охолодження та витягнення із радіальних кристалізаторів зі змінними швидкостями, який відрізняється тим, що заготовки відсівають у...
Спосіб визначення дійсної площі перерізу шару, що зрізується, при точінні циліндричних деталей
Номер патенту: 36273
Опубліковано: 27.10.2008
Автори: Новіков Микола Васильович, Мановицький Олександр Степанович, Сіренко Василь Олександрович, Клименко Сергій Анатолійович, Сіренко Олександр Олександрович
МПК: B23B 1/00
Мітки: деталей, площі, дійсної, зрізується, перерізу, точінні, визначення, спосіб, шару, циліндричних
Формула / Реферат:
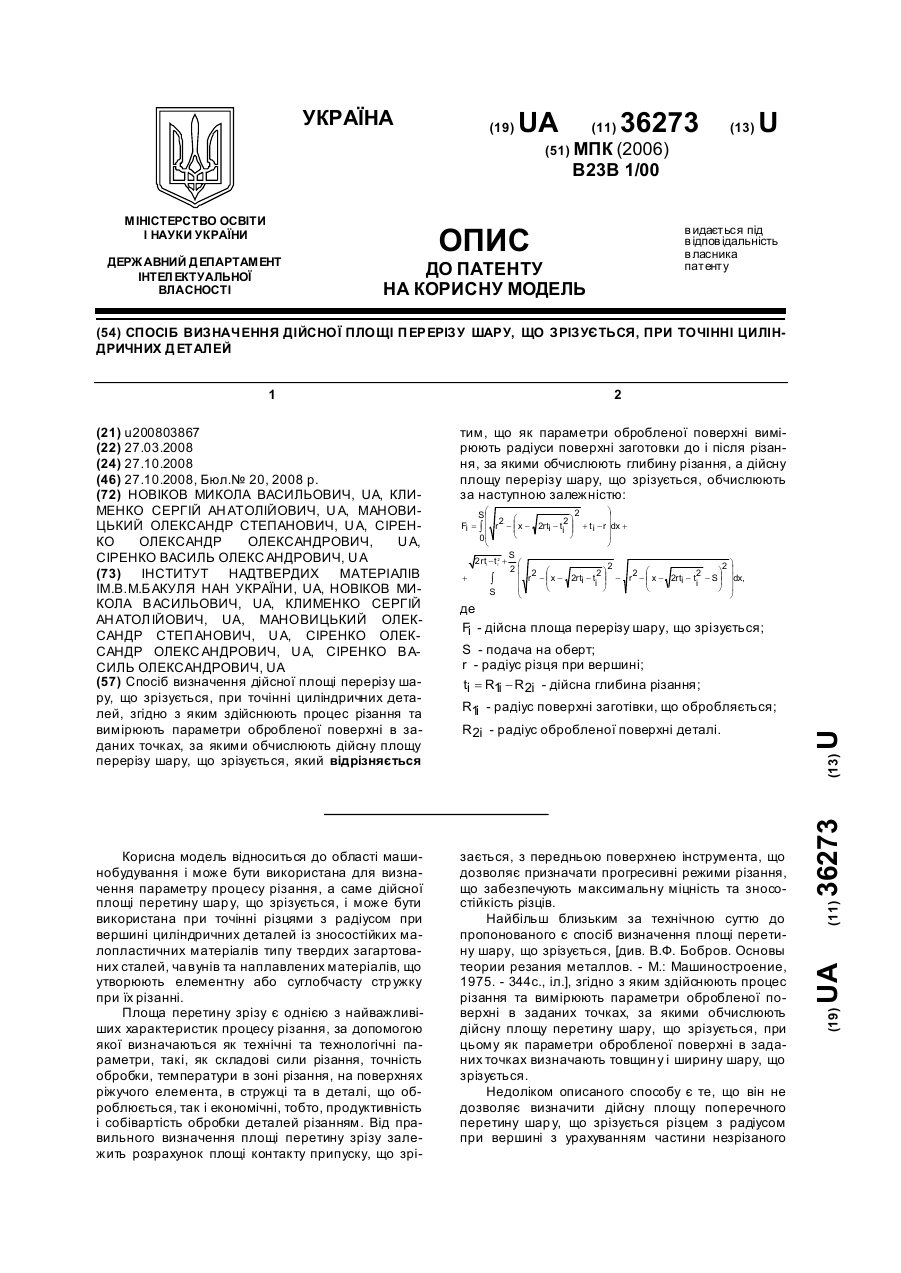
Спосіб визначення дійсної площі перерізу шару, що зрізується, при точінні циліндричних деталей, згідно з яким здійснюють процес різання та вимірюють параметри обробленої поверхні в заданих точках, за якими обчислюють дійсну площу перерізу шару, що зрізується, який відрізняється тим, що як параметри обробленої поверхні вимірюють радіуси поверхні заготовки до і після різання, за якими обчислюють глибину різання, а дійсну площу перерізу шару,...
Спосіб електрошлакового наплавлення заготовок круглого перерізу
Номер патенту: 25600
Опубліковано: 15.04.2002
Автори: Шевченко Віталій Юхимович, Медовар Борис Ізраїльович, Саєнко Володимир Якович, Ус Василь Іванович, Цикуленко Анатолій Костянтинович, Медовар Лев Борисович, Федоровський Борис Борисович, Чернець Олександр Владиславович, Ланцман Ізраїль Абович, Цикуленко Костянтин Анатолійович
МПК: B22D 19/16, B22D 23/00, B22D 19/10, B22D 19/06
Мітки: наплавлення, круглого, електрошлакового, перерізу, спосіб, заготовок
Формула / Реферат:
1. Спосіб електрошлакового наплавлення заготовок круглого перерізу, що включає установлення заготовки, яка підлягає наплавленню, у секційний струмопідвідний кристалізатор, заливання у зазор між наплавлюваною заготовкою і стінкою кристалізатора рідкого шлаку, електропровідного у рідкому стані і неелектропровідного у твердому стані, для створення шлакової ванни, підведення електричної потужності до шлакової ванни, заливання рідкого...
Спосіб обточування (розточування) деталей з припуском перемінного перерізу
Номер патенту: 26156
Опубліковано: 10.09.2007
Автор: Безуглий Леонід Іванович
МПК: B23B 1/00
Мітки: припуском, обточування, перерізу, розточування, деталей, перемінного, спосіб
Формула / Реферат:
Спосіб обточування деталей з припуском перемінного перерізу, при якому частоту обертання деталі поступово змінюють, підтримуючи постійність швидкості різання, який відрізняється тим, що під час обробки змінюють не тільки частоту обертання деталі, але і величину подачі на її оберт за законом, який забезпечує постійність площі поперечного перерізу шару металу, зрізуваного за оберт деталі.
Попередній патент: Спосіб забезпечення прохідності дихальних шляхів при анестезії у дітей з синдромом дауна
Наступний патент: Ергономічна накладка на сидіння
Випадковий патент: Спосіб надлишкових вимірювань постійного струму