Спосіб контролю внутрішніх конусів у шпинделях верстатів
Номер патенту: 83629
Опубліковано: 25.09.2013

Формула / Реферат
Спосіб контролю внутрішніх конусів в шпинделях верстатів, що включає розміщення в конусному отворі калібру з нанесеним на нього барвним шаром і наступний контроль параметрів конуса по отриманому відбитку, який відрізняється тим, що фарбувальний шар формують з письмового паперу і зверненого до нього барвним шаром копіювального паперу, запресовують калібр в конусний отвір, а контроль параметрів здійснюють за витягнутому з порожнини конуса відбитку письмового паперу.
Текст
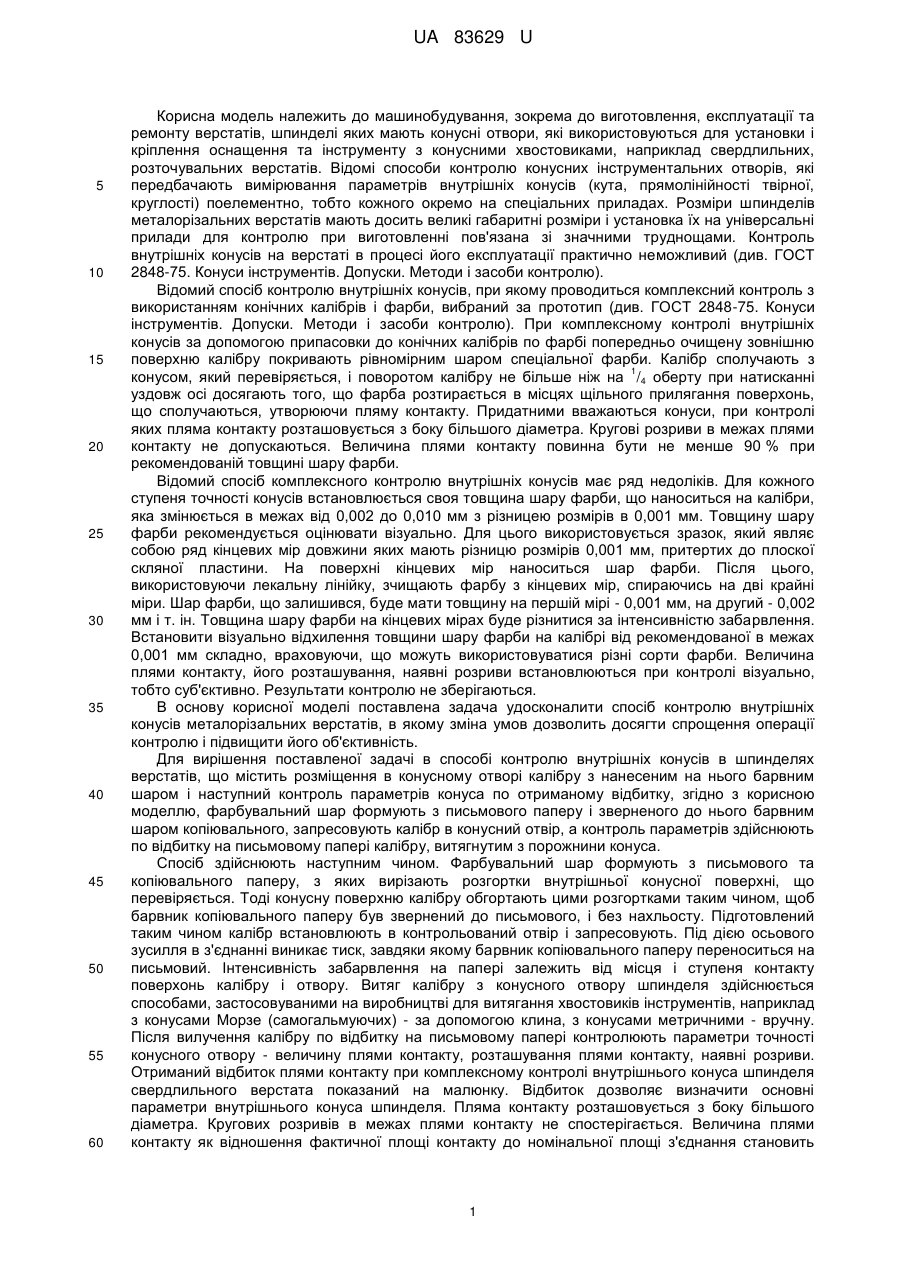
Реферат: UA 83629 U UA 83629 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудування, зокрема до виготовлення, експлуатації та ремонту верстатів, шпинделі яких мають конусні отвори, які використовуються для установки і кріплення оснащення та інструменту з конусними хвостовиками, наприклад свердлильних, розточувальних верстатів. Відомі способи контролю конусних інструментальних отворів, які передбачають вимірювання параметрів внутрішніх конусів (кута, прямолінійності твірної, круглості) поелементно, тобто кожного окремо на спеціальних приладах. Розміри шпинделів металорізальних верстатів мають досить великі габаритні розміри і установка їх на універсальні прилади для контролю при виготовленні пов'язана зі значними труднощами. Контроль внутрішніх конусів на верстаті в процесі його експлуатації практично неможливий (див. ГОСТ 2848-75. Конуси інструментів. Допуски. Методи і засоби контролю). Відомий спосіб контролю внутрішніх конусів, при якому проводиться комплексний контроль з використанням конічних калібрів і фарби, вибраний за прототип (див. ГОСТ 2848-75. Конуси інструментів. Допуски. Методи і засоби контролю). При комплексному контролі внутрішніх конусів за допомогою припасовки до конічних калібрів по фарбі попередньо очищену зовнішню поверхню калібру покривають рівномірним шаром спеціальної фарби. Калібр сполучають з 1 конусом, який перевіряється, і поворотом калібру не більше ніж на /4 оберту при натисканні уздовж осі досягають того, що фарба розтирається в місцях щільного прилягання поверхонь, що сполучаються, утворюючи пляму контакту. Придатними вважаються конуси, при контролі яких пляма контакту розташовується з боку більшого діаметра. Кругові розриви в межах плями контакту не допускаються. Величина плями контакту повинна бути не менше 90 % при рекомендованій товщині шару фарби. Відомий спосіб комплексного контролю внутрішніх конусів має ряд недоліків. Для кожного ступеня точності конусів встановлюється своя товщина шару фарби, що наноситься на калібри, яка змінюється в межах від 0,002 до 0,010 мм з різницею розмірів в 0,001 мм. Товщину шару фарби рекомендується оцінювати візуально. Для цього використовується зразок, який являє собою ряд кінцевих мір довжини яких мають різницю розмірів 0,001 мм, притертих до плоскої скляної пластини. На поверхні кінцевих мір наноситься шар фарби. Після цього, використовуючи лекальну лінійку, зчищають фарбу з кінцевих мір, спираючись на дві крайні міри. Шар фарби, що залишився, буде мати товщину на першій мірі - 0,001 мм, на другий - 0,002 мм і т. ін. Товщина шару фарби на кінцевих мірах буде різнитися за інтенсивністю забарвлення. Встановити візуально відхилення товщини шару фарби на калібрі від рекомендованої в межах 0,001 мм складно, враховуючи, що можуть використовуватися різні сорти фарби. Величина плями контакту, його розташування, наявні розриви встановлюються при контролі візуально, тобто суб'єктивно. Результати контролю не зберігаються. В основу корисної моделі поставлена задача удосконалити спосіб контролю внутрішніх конусів металорізальних верстатів, в якому зміна умов дозволить досягти спрощення операції контролю і підвищити його об'єктивність. Для вирішення поставленої задачі в способі контролю внутрішніх конусів в шпинделях верстатів, що містить розміщення в конусному отворі калібру з нанесеним на нього барвним шаром і наступний контроль параметрів конуса по отриманому відбитку, згідно з корисною моделлю, фарбувальний шар формують з письмового паперу і зверненого до нього барвним шаром копіювального, запресовують калібр в конусний отвір, а контроль параметрів здійснюють по відбитку на письмовому папері калібру, витягнутим з порожнини конуса. Спосіб здійснюють наступним чином. Фарбувальний шар формують з письмового та копіювального паперу, з яких вирізають розгортки внутрішньої конусної поверхні, що перевіряється. Тоді конусну поверхню калібру обгортають цими розгортками таким чином, щоб барвник копіювального паперу був звернений до письмового, і без нахльосту. Підготовлений таким чином калібр встановлюють в контрольований отвір і запресовують. Під дією осьового зусилля в з'єднанні виникає тиск, завдяки якому барвник копіювального паперу переноситься на письмовий. Інтенсивність забарвлення на папері залежить від місця і ступеня контакту поверхонь калібру і отвору. Витяг калібру з конусного отвору шпинделя здійснюється способами, застосовуваними на виробництві для витягання хвостовиків інструментів, наприклад з конусами Морзе (самогальмуючих) - за допомогою клина, з конусами метричними - вручну. Після вилучення калібру по відбитку на письмовому папері контролюють параметри точності конусного отвору - величину плями контакту, розташування плями контакту, наявні розриви. Отриманий відбиток плями контакту при комплексному контролі внутрішнього конуса шпинделя свердлильного верстата показаний на малюнку. Відбиток дозволяє визначити основні параметри внутрішнього конуса шпинделя. Пляма контакту розташовується з боку більшого діаметра. Кругових розривів в межах плями контакту не спостерігається. Величина плями контакту як відношення фактичної площі контакту до номінальної площі з'єднання становить 1 UA 83629 U 5 10 15 приблизно 94 %. Таким чином, внутрішній конус вважається придатним. Застосування даного способу контролю дозволяє спростити операцію комплексного контролю внутрішніх конусів в шпинделях верстатів і об'єктивно оцінити результати контролю за відбитком, який при необхідності може бути збережений. Спосіб не вимагає використання спеціальної фарби для операції контролю, відсутня необхідність трудомісткого контролю товщини шару фарби, нанесеної на калібр. Спосіб може бути використаний не тільки при виготовленні шпинделів верстатів, але і для контролю конусних отворів в шпинделях при експлуатації, а також при ремонті верстатів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб контролю внутрішніх конусів в шпинделях верстатів, що включає розміщення в конусному отворі калібру з нанесеним на нього барвним шаром і наступний контроль параметрів конуса по отриманому відбитку, який відрізняється тим, що фарбувальний шар формують з письмового паперу і зверненого до нього барвним шаром копіювального паперу, запресовують калібр в конусний отвір, а контроль параметрів здійснюють за витягнутому з порожнини конуса відбитку письмового паперу. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 47/00
Мітки: верстатів, контролю, спосіб, конусів, внутрішніх, шпинделях
Код посилання
<a href="https://ua.patents.su/4-83629-sposib-kontrolyu-vnutrishnikh-konusiv-u-shpindelyakh-verstativ.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю внутрішніх конусів у шпинделях верстатів</a>
Спосіб контролю внутрішніх систем газопостачання
Номер патенту: 9189
Опубліковано: 15.09.2005
Автори: Сідак Володимир Степанович, Бантюков Євген Миколайович, Дудолад Олександр Стефанович, Мордовенко Микола Іванович, Шаповалов Микола Миколайович, Шаповалов Олександр Миколайович
Мітки: спосіб, систем, внутрішніх, газопостачання, контролю
Формула / Реферат:
Спосіб контролю внутрішніх систем газопостачання, що включає подачу стиснутого газу у внутрішню систему газопостачання до досягнення тиском газу на вході першого встановленого значення, припинення подачі газу після цього і контроль зниження тиску на вході у внутрішню систему газопостачання до другого встановленого значення, який відрізняється тим, що попередньо перекривають крани перед усіма газовими приладами внутрішньої системи...
Стенд функціонального контролю і діагностики токарних верстатів з числовим програмним керуванням
Номер патенту: 37797
Опубліковано: 10.12.2008
Автори: Нестеренко Олександр Сергійович, Фоменко Андрій Миколайович, Шарейко Дмитро Юрійович
МПК: G05B 23/02
Мітки: контролю, керуванням, діагностики, токарних, верстатів, програмним, числовим, функціонального, стенд
Формула / Реферат:
1. Стенд функціонального контролю і діагностики токарних верстатів з числовим програмним керуванням, що містить персональний комп'ютер, сполучений з пристроєм числового програмного керування через роз'єм інтерфейсу фотозчитуючого пристрою, пристрій числового програмного керування, сполучений з асинхронним електроприводом, електропривод асинхронний, сполучений з електродвигунами двох механізмів подачі і електродвигуном шпинделя, три асинхронні...
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням
Номер патенту: 15582
Опубліковано: 17.07.2006
Автори: Усачев Петро Антонович, Діордіца Ірина Миколаївна, Скицюк Володимир Іванович
МПК: B23B 25/00, B23Q 15/00
Мітки: металооброблювальних, верстатів, визначення, числовим, спосіб, зносу, інструмента, різального, керуванням, програмним
Формула / Реферат:
Спосіб визначення зносу різального інструмента для металооброблювальних верстатів з числовим програмним керуванням, що заснований на утворенні електричного ланцюга з різального інструмента, ізольованого від верстата, та деталі, яку оброблюють, реєстрації від зони контакту різального інструмента з деталлю електричного інформаційного сигналу, параметри якого залежать від ступеня зносу різального інструмента, який відрізняється тим, що додатково...
Пристрій для контролю внутрішніх шліцевих поверхонь
Номер патенту: 24953
Опубліковано: 25.07.2007
Автори: Капаціла Людмила Миколаївна, Гевко Іван Богданович, Геник Ігор Степанович, Дзюра Володимир Олексійович, Брощак Іван Іванович
МПК: G01B 11/22
Мітки: внутрішніх, контролю, поверхонь, пристрій, шліцевих
Формула / Реферат:
Пристрій для контролю внутрішніх шліцевих поверхонь, який виконаний у вигляді плити з вертикальними стійками, базуючими і затискними елементами, який відрізняється тим, що зверху на стійках розміщені підтримуючі ролики, які взаємодіють з шліцевою втулкою з можливістю кругового провертання, а всередині шліцевої втулки розміщений рухомий блок, в пазах якого закріплено симетричний індикаторний блок, рухомий блок здійснює переміщення від...
Напрямна верстатів
Номер патенту: 51925
Опубліковано: 10.08.2010
Автори: Роганов Лев Леонідович, Роганов Максим Львович, Абрамова Любов Миколаївна, Рудченко Олександр Сергійович
МПК: B23Q 1/00
Формула / Реферат:
Напрямна верстатів, що містить паз криволінійної форми та виступ, сполучений з ним, яка відрізняється тим, що додатково вміщує дві сполучені між собою конічні втулки з попередньо розрахованою величиною конусності.
Попередній патент: Фільтруючий елемент кишенькового типу для фільтра очистки повітря від аерозолів
Наступний патент: Спосіб профілактики гіпотонічної маткової кровотечі в третьому періоді пологів у вагітних з багатоплідною вагітністю
Випадковий патент: Спосіб лікування атрофічного кольпіту у жінок в менопаузі