Магніторідинне ущільнення та спосіб виготовлення магніторідинного ущільнення
Номер патенту: 83876
Опубліковано: 26.08.2008
Автори: Казакуца Олександр Володимирович, Гурський Андрій Миколайович, Радіонов Олександр Володимирович, Виноградов Олександр Миколайович, Тіхонов Андрій Сергійович
Формула / Реферат
1. Магніторідинне ущільнення, що має корпус, кільцевий постійний магніт, установлений в корпусі, полюсні наконечники, на робочих поверхнях яких виконані кільцеві зубці, магнітну рідину в робочих зазорах між полюсними наконечниками і рухомим валом та щонайменше дві прокладки, яке відрізняється тим, що оснащене кришкою, що утримує полюсні наконечники в корпусі, а корпус, постійний магніт, полюсні наконечники та прокладки виконані складеними з половинок, при цьому половинки корпусу мають симетрично і співвісно розташовані проточки та виступи з наскрізними отворами, постійний магніт встановлений між половинками полюсних наконечників і складений з рівномірно розташованих один відносно одного по довжині кола однакових магнітів, причому одна із складених прокладок установлена між першим складеним з половинок полюсним наконечником та складеним корпусом з однієї сторони магніторідинного ущільнення, а друга із складених прокладок - між другим складеним з половинок полюсним наконечником та кришкою, а в проточках встановлені штифти, і корпус стягнутий болтами.
2. Спосіб виготовлення магніторідинного ущільнення, що передбачає виготовлення та зібрання деталей корпусу з кришкою, встановлення в корпусі постійного магніту, кільцевих полюсних наконечників, кільцевих прокладок і заправку магнітною рідиною, який відрізняється тим, що корпус, постійний магніт, полюсні наконечники та прокладки виготовляють в вигляді половинок, а кришку - цільною, при цьому в кожній з половинок корпуса та в виступах половинок виготовляють симетричні та співвісні проточки та наскрізні отвори, збирають прокладки, постійні магніти вкладають рівномірно симетрично між деталями половинок полюсних наконечників і з'єднують попередньо болтовим з'єднанням в єдину конструкцію, всі деталі по площині з'єднання шліфують, потім на зібраному ущільненні нарізають кільцеві зубці і зберігають у зібраному стані до встановлення, перед встановленням в робоче положення зібрану конструкцію роз'єднують і збирають на валу електричної машини, між валом і зубцями заправляють магнітною рідиною та скріпляють з визначеним зусиллям.
Текст
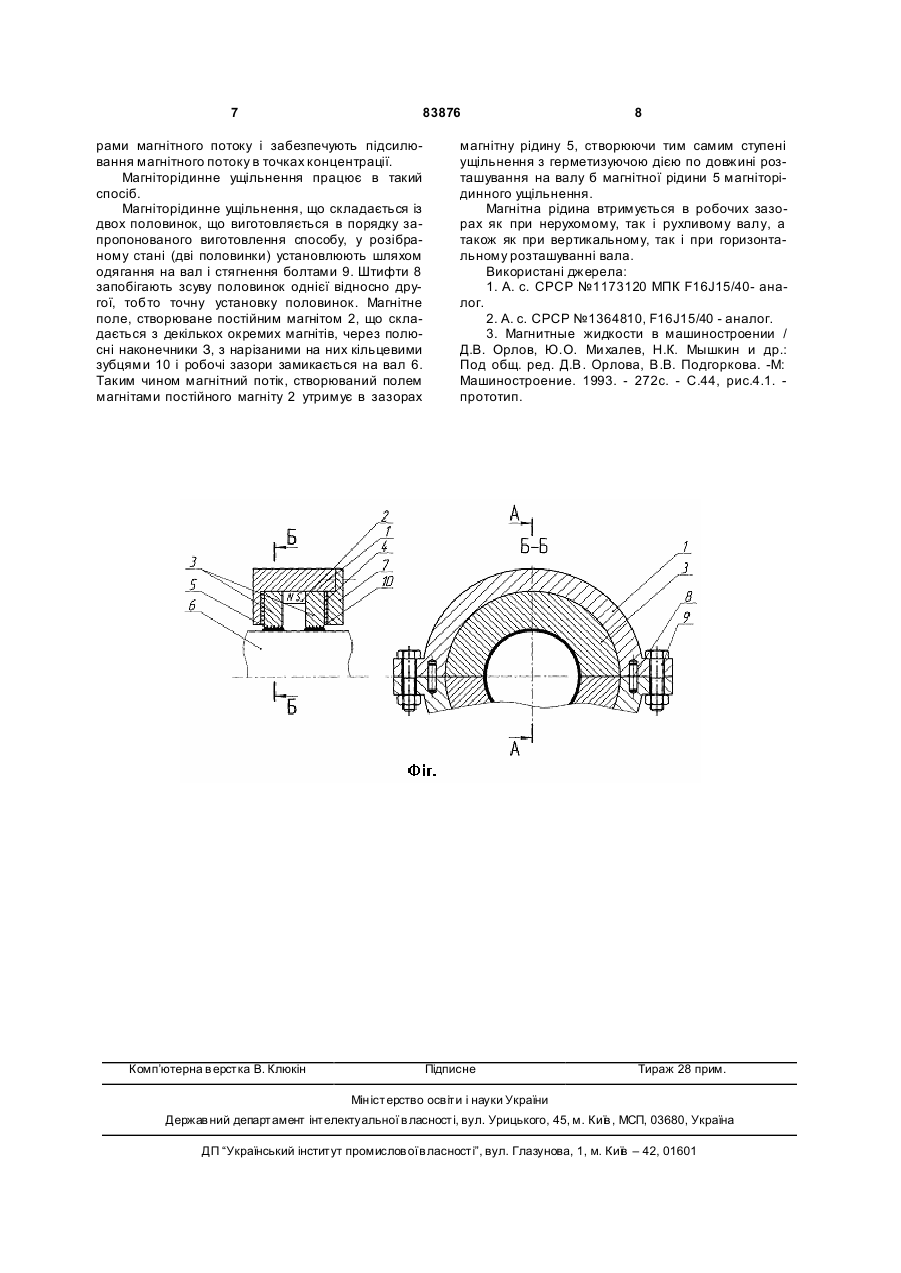
1. Магніторідинне ущільнення, що має корпус, кільцевий постійний магніт, установлений в корпусі, полюсні наконечники, на робочих поверхнях яких виконані кільцеві зубці, магнітну рідину в робочих зазорах між полюсними наконечниками і рухомим валом та щонайменше дві прокладки, яке відрізняє ться тим, що оснащене кришкою, що утримує полюсні наконечники в корпусі, а корпус, постійний магніт, полюсні наконечники та прокладки виконані складеними з половинок, при цьому половинки корпусу мають симетрично і співвісно розташовані проточки та виступи з наскрізними отворами, постійний магніт встановлений між половинками полюсних наконечників і складений з C2 2 (19) 1 3 83876 порожнині між полюсними наконечниками з зазором відносно немагнітної втулки та валу відповідно. Недоліком відомого магніторідинного ущільнення є складність виготовлення немагнітної втулки з установленими стержнями, складність установлення активуючи х магнітну речовин у стержнів на валу та складність зібрання і монтування ущільнення на робочому місці. Відомий також магниторідинний герметизатор [2], що містить установлену в корпусі магнітну систему з радіально-намагніченим магнітом і магнітною рідиною в робочих зазорах, оснащений магнітопровідною втулкою, що охоплює вал, в якому корпус виконаний з магні-топровідного матеріалу, на його внутрішній поверхні виконані поздовжні пази, рівномірно розподілені по колу, зовнішня поверхня втулки виконана у вигляді багатогранника, при цьому кожна його грань розташована навпроти паза корпуса, а на внутрішній поверхні втулки виконані концентратори напруженості магнітного поля, магніт виконаний складовим з декількох магнітів, розміщених у пазах корпуса й установлених на гранях втулки, причому внутрішні й торцеві поверхні магнітів і втулки, за винятком вершин концентраторів, покриті полімерним матеріалом. У вказаній відомій конструкції магніторідинного герметизатора підвищена надійність герметизації, проте існують і недоліки, якими є необхідність забезпечення можливості вдягання герметизатора на вал з торця вала, а це потребує повної зупинки і розбирання вузла машини у випадку виходу з ладу чи проведення регламентних робіт. Найбільш близьким, вибраним в якості прототипу, для заявленого конструкції та способу, по технічній суті для магніторідинного ущільнення та способу виготовлення магніторідинного ущільнення, є магніторідинне ущільнення [3], що містить корпус, кільцевий постійний магніт, полюсні наконечники, на робочих поверхнях яких виконані кільцеві зубці, прокладки для ущільнення статичних зазорів, магнітну рідину в робочих зазорах між нерухомими полюсними наконечниками й рухливим валом, що забезпечує його герметизацію щодо нерухомого корпуса. До недоліків магніторідинного ущільнення, прийнятого в якості прототипу є неможливість заміни магніторідинного ущільнення без повного розібрання вузла, тобто, необхідність забезпечення можливості установлення герметизатора на вал тільки з торця вала. В основу винаходу заявленої конструкції магніторідинного ущільнення поставлене завдання розширення можливостей виготовлення, застосування та вдосконалення магніторідинного ущільнення шляхом виконання магніту складеним з декількох магнітів, виконання ущільнення розрізним, переважно з симетричних половинок ущільнення, доведенням контактуючи х площин деталей до необхідної чистоти обробки та з допомогою конструктивних елементів дотримання строгої відповідності з’єднуваних поверхонь, додержання сталих властивостей стосовно утримання магнітної рідини в зазорі та магніторідинного ущільнення. 4 В основу винаходу стосовно способу виготовлення магніторідинного ущільнення покладено завдання створити відповідний порядок виготовлення та послідовність зібрання деталей магніторідинного ущільнення, котрий шляхом уніфікації процесу, використання не складних те хнічних послідовних процедур, переважно з забезпеченням послідовності виготовлення конструктивних деталей-половинок магніторідинного ущільнення, виготовлення деталей, котрими забезпечується відповідність зібрання в конструкцію, нарізання кільцевих зубців, котрими забезпечуються необхідні характеристики згідно заявленої конструкції після їх установки на об’єкт та установлення магнітної рідини в зазор. Поставлене завдання стосовно конструкції магніторідинного ущільнення вирішується тим, що, у магніторідинному ущільненні, яке складається з установлених в корпусі кільцевого постійного магніту з полюсними наконечниками, на робочих поверхнях яких виконані кільцеві зубці, магнітної рідини в робочих зазорах між полюсними наконечниками і валом, та щонайменше двох прокладок, корпус ззовні має поздовжні по ширині корпусу симетрично розташовані виступи з наскрізними отворами, магніторідинне ущільнення має по довжині кола декілька рівномірно розташованих один від одного однакових магнітів, складається з розрізаних по довжині діаметра кришки, корпуса з навпіл розрізаними виступами корпусу, щонайменше двох розрізаних по діаметру прокладок та розрізаних по діаметру полюсних наконечників, між половинками яких установлені декілька магнітів, при цьому одна прокладка установлена між першим розрізаними полюсним наконечником та корпусом - з однієї сторони магніторідинного ущільнення, а друга прокладка - між другим розрізаним полюсним наконечником та кришкою, причому магніти розташовані в кожній з половинок магніторідинного ущільнення симетрично і з однаковою кількістю в кожній з його половинок, в половинках корпусу по площині перерізу виконані симетричні проточки, в яких установлені штифти, отвори в виступах на корпусі виконані симетричними, а в них установлені болтові з’єднання. Поставлене завдання стосовно способу виготовлення магніторідинного ущільнення вирішується тим, що згідно заявленого способу виготовлення магніторідинного ущільнення, що складається з виготовлення та зібрання деталей корпусу з кришкою, установлених в корпусі постійного магніту, кільцевих полюсних наконечників, магнітної рідини, кільцевих прокладок, виготовляють половинки деталей корпусу магніторідинного ущільнення з виступами, постійні магніти в кількості, що визначається розрахунком, інші деталі - в вигляді половинок, в корпусі по площині з’єднання половинок виробляють симетрично розташовані навпроти один одного отвори під штифти та болтові з’єднання, всі деталі по площині з’єднання шліфують, магніти установлюють симетрично в необхідній кількості в кожній з половинок, але з умов, що тіло магніту не проходить через лінію перерізу, з’єднують з допомогою штифтів та болтового з’єднання в конструкцію, на зібраному ущільненні 5 83876 нарізають кільцеві зубці, в зібраному стані зберігають до моменту використання (необхідності установки в робочому положенні), перед установленням половинки роз’єднують, знову скріпляють їх в конструкцію магніторідинного ущільнення з прикладанням визначеного зусилля до болтових з’єднань, і підтягують болти, приміром навхрест розташованих, до повного притягання і відповідним установленням без перекосів спряжених площин, а магнітну рідину установлюють в магніторідинне ущільнення по місцю його зібрання на валу. Виконання постійного магніту складеним з декількох магнітів дозволяє покращити технологію виготовлення ущільнення, причому забезпечення можливості його розрізування в осьовій (по лінії діагоналі) площині, тобто загалом виконання ущільнення розрізним в осьовій площині, розширює можливості установлення магніторідинного ущільнення, дозволяє полегшити монтування (складення) ущільнення в робоче положення, здійснювати процедуру установлення його без розбирання механізму. Шліфування половинок ущільнення по площині розрізу забезпечує можливість зменшити втрати магнітного поля. Установлення в половинках корпусу ущільнення штифтів із наступним стягуванням їх за допомогою болтового з’єднання дозволяє запобігти зсув половинок ущільнення в той чи інший бік від відповідного стикування контактуючи х площин половинок й забезпечити необхідну точність нарізання зубців при нарізуванні кільцевих зубців, підвищивши тим самим точність зібрання конструкції та необхідну надійність магніторідинного ущільнення. Спільними основними суттєвими ознаками по конструкції магніторідинного ущільнення є: - магніторідинне ущільнення має установлені в корпусі кільцевий постійний магніт з полюсними наконечниками; - на робочих поверхнях полюсних наконечників виконані кільцеві зубці; - магнітна рідину в робочих зазорах між полюсними наконечниками і валом; - дві прокладки для ущільнення статичних зазорів. Спільними основними суттєвими ознаками по способу виготовлення магніторідинного ущільнення є: - виготовлення та зібрання в конструкцію магніторідинного ущільнення деталей корпусу з кришкою, установлених в корпусі постійного магніту, кільцевих полюсних наконечників, магнітної рідини, кільцевих прокладок. Відмінними від прототипу основними суттєвими ознаками заявленого технічного рішення по конструкції магніторідинного ущільнення є: - корпус ззовні має поздовжні по ширині корпусу симетрично розташовані виступи з наскрізними отворами; - магніторідинне ущільнення має по довжині кола декілька рівномірно розташованих один від одного однакових магнітів; - магніторідинне ущільнення складається з розрізаних по довжині діаметра кришки, корпуса з навпіл розрізаними виступами корпусу, щонайменше двох розрізаних по діаметру прокладок та розрізаних по діаметру полюсних наконечників, 6 між половинками яких установлені декілька магнітів; - одна прокладка установлена між першим розрізаними полюсним наконечником та корпусом - з однієї сторони магніторідинного ущільнення, а друга прокладка - між другим розрізаним полюсним наконечником та кришкою; - магніти розташовані в кожній з половинок магніторідинного ущільнення симетрично і з однаковою кількістю в кожній з його половинок; - в половинках корпусу по площині перерізу виконані симетричні проточки, в яких установлені штифти; - отвори в виступах на корпусі виконані симетричними наскрізними, а в них установлені болтові з’єднання. Відмінними від прототипу основними суттєвими ознаками заявленого технічного рішення по способу виготовлення магніторідинного ущільнення є: - виготовляють половинки деталей корпусу магніторідинного ущільнення з виступами; - постійні магніти в кількості, що визначається розрахунком; - інші деталі магніторідинного ущільнення - в вигляді половинок; - в корпусі по площині з’єднання половинок виробляють симетрично розташовані навпроти один одного отвори під штифти та болтові з’єднання; - всі деталі по площині з’єднання шліфують; - магніти установлюють симетрично в необхідній кількості в кожній з половинок, виходячи з умов, що тіло магніту не проходить через лінію перерізу; - з’єднують з допомогою штифтів та болтового з’єднання в конструкцію, на зібраному ущільненні нарізають кільцеві зубці; - в зібраному стані зберігають до моменту використання (установлення в робочому положенні); перед установленням половинки роз’єднують, на валу електричної машини знову скріпляють їх в конструкцію магніторідинного ущільнення з прикладанням визначеного зусилля до болтових з’єднань, і підтягують болти, приміром навхрест розташованих, до повного притягання і відповідним установленням без перекосів спряжених площин; - магнітну рідину установлюють в магніторідинне ущільнення по місцю його зібрання на валу. Суть запропонованого технічного рішення по конструкції та способу пояснюється кресленням, де на Фіг.1. зображене магніторідинне ущільнення. Магніторідинне ущільнення складається з корпуса 1, постійного магніту 2 виконаного складеним з декількох магнітів, полюсних наконечників 3, прокладок 4, що забезпечують герметичність статичних зазорів між полюсними наконечниками й корпусом, магнітної рідини 5, утримуваної в робочих зазорах між полюсними наконечниками й валом 6, кришки 7, що втримує полюсні наконечники в корпусі 1, шти фтів 8 і болтів 9 болтового з’єднання. На робочих поверхнях полюсних наконечників 3, що утворять робочий зазор з валом 6, нарізані кільцеві зубці 10, котрі є одночасно концентрато 7 83876 рами магнітного потоку і забезпечують підсилювання магнітного потоку в точках концентрації. Магніторідинне ущільнення працює в такий спосіб. Магніторідинне ущільнення, що складається із двох половинок, що виготовляється в порядку запропонованого виготовлення способу, у розібраному стані (дві половинки) установлюють шляхом одягання на вал і стягнення болтами 9. Штифти 8 запобігають зсуву половинок однієї відносно другої, тобто точну установку половинок. Магнітне поле, створюване постійним магнітом 2, що складається з декількох окремих магнітів, через полюсні наконечники З, з нарізаними на них кільцевими зубцями 10 і робочі зазори замикається на вал 6. Таким чином магнітний потік, створюваний полем магнітами постійного магніту 2 утримує в зазорах Комп’ютерна в ерстка В. Клюкін 8 магнітну рідину 5, створюючи тим самим ступені ущільнення з герметизуючою дією по довжині розташування на валу б магнітної рідини 5 магніторідинного ущільнення. Магнітна рідина втримується в робочих зазорах як при нерухомому, так і рухливому валу, а також як при вертикальному, так і при горизонтальному розташуванні вала. Використані джерела: 1. А. с. СРСР №1173120 МПК F16J15/40- аналог. 2. А. с. СРСР №1364810, F16J15/40 - аналог. 3. Магнитные жидкости в машиностроении / Д.В. Орлов, Ю.О. Ми халев, Н.К. Мышкин и др.: Под общ. ред. Д.В. Орлова, В.В. Подгоркова. -М: Машиностроение. 1993. - 272с. - С.44, рис.4.1. прототип. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMagnetic fluid seal and method to make magnetic fluid seal
Автори англійськоюRadionov Oleksandr Volodymyrovych, Vynohradov Oleksandr Mykolaiovych, Kazakutsa Oleksandr Volodymyrovych, Tykhonov Andrii Serhiiovych, Hurskyi Andrii Mykolaiovych
Назва патенту російськоюМагнитожидкостное уплотнение и способ изготовления магнитожидкостного уплотнения
Автори російськоюРадионов Александр Владимирович, Виноградов Александр Николаевич, Казакуца Александр Владимирович, Тихонов Андрей Сергеевич, Гурский Андрей Николаевич
МПК / Мітки
МПК: F16J 15/40, F16J 15/43
Мітки: ущільнення, магніторідинне, виготовлення, магніторідинного, спосіб
Код посилання
<a href="https://ua.patents.su/4-83876-magnitoridinne-ushhilnennya-ta-sposib-vigotovlennya-magnitoridinnogo-ushhilnennya.html" target="_blank" rel="follow" title="База патентів України">Магніторідинне ущільнення та спосіб виготовлення магніторідинного ущільнення</a>
Магніторідинне ущільнення
Номер патенту: 19290
Опубліковано: 15.12.2006
Автори: Казакуца Олександр Володимирович, Радіонов Олександр Володимирович, Гурський Андрій Миколайович, Виноградов Олександр Миколайович, Тіхонов Андрій Сергійович
МПК: F16J 15/40
Мітки: ущільнення, магніторідинне
Формула / Реферат:
Магніторідинне ущільнення, що має установлені в корпусі кільцевий постійний магніт з полюсними наконечниками, на робочих поверхнях яких виконані кільцеві зубці, магнітну рідину в робочих зазорах між полюсними наконечниками і валом, та щонайменше дві прокладки, яке відрізняється тим, що корпус ззовні має поздовжні по ширині корпусу симетрично розташовані виступи з наскрізними отворами, магніторідинне ущільнення має по довжині кола декілька...
Спосіб виготовлення магніторідинного ущільнення
Номер патенту: 19289
Опубліковано: 15.12.2006
Автори: Виноградов Олександр Миколайович, Радіонов Олександр Володимирович, Гурський Андрій Миколайович, Тіхонов Андрій Сергійович, Казакуца Олександр Володимирович
МПК: F16J 15/40
Мітки: спосіб, виготовлення, ущільнення, магніторідинного
Формула / Реферат:
Спосіб виготовлення магніторідинного ущільнення, що складається з виготовлення та збирання деталей корпусу з кришкою, установлених в корпусі постійного магніту, кільцевих полюсних наконечників, магнітної рідини, кільцевих прокладок, який відрізняється тим, що виготовляють половинки деталей корпусу магніторідинного ущільнення з виступами, постійні магніти в кількості, що визначається розрахунком, інші деталі - у вигляді половинок, в корпусі по...
Магніторідинне ущільнення
Номер патенту: 80898
Опубліковано: 12.11.2007
Автори: Виноградов Олександр Миколайович, Радіонов Олександр Володимирович
МПК: F16J 15/00
Мітки: магніторідинне, ущільнення
Формула / Реферат:
Магніторідинне ущільнення, що містить магнітопровідний корпус з розташованими на ньому постійними магнітами, полюсний наконечник, немагнітні накладку та проставку, насаджену на вал кришку, магнітопровідний циліндричний виступ якої входить в заповнену магнітною рідиною щілину між полюсним наконечником та циліндричною частиною корпусу, яке відрізняється тим, що на циліндричній частині корпусу, розташованій навпроти полюсного наконечника,...
Магніторідинне ущільнення

Номер патенту: 16772
Опубліковано: 15.08.2006
Автори: Радіонов Олександр Володимирович, Виноградов Олександр Миколайович
МПК: F16J 15/40
Мітки: магніторідинне, ущільнення
Формула / Реферат:
Магніторідинне ущільнення, що містить магнітопровідний корпус, насаджену на вал кришку, магнітний вузол з щонайменше одним постійним магнітом з полюсними приставками, що утворюють зазори з валом, виступ в зазорі, магнітну рідину, що заповнює зазор та кільцевий магнітопровід, яке відрізняється тим, що на корпусі установлені щонайменше два постійні магніти, полюсний наконечник та немагнітна накладка, магнітопровідний циліндричний виступ...
Магніторідинне ущільнення

Номер патенту: 34243
Опубліковано: 15.02.2001
Автори: Радіонов Олександр Володимирович, Виноградов Олександр Миколайович
МПК: F16J 15/40
Мітки: магніторідинне, ущільнення
Текст:
...кресленням, де на фіг. 1, 2 зображено магніторідинне ущільнення. Магніторідинне ущільнення складається з магнітопровідного корпусу 1, в якому розташовуються постійні магніти 2, полюсний наконечник 3, кришки 4, насадженої на вал 5. Магнітопровідний полюсний наконечник 3 відділяється від корпусу немагнітними проставкою 6 і накладкою 7. Навпроти полюсного наконечника З розташована циліндрична частина 8 корпусу 1, що створює з полюсним...
Попередній патент: Похідні хіноліну для застосування як мікобактеріальних інгібіторів
Наступний патент: Машина для трибологічних випробовувань пари тертя
Випадковий патент: Пристрій для відведення газу із коксової печі