Спосіб віготовлення засипного апарату доменної печі
Номер патенту: 8431
Опубліковано: 30.09.1996
Автори: Антіпенко Юхим Ігоревич, Апостолов Володимир Гнатович, Скорий Генадій Ілліч, Рибцов Олександр Федорович, Пеклич Михайло Михайлович
Формула / Реферат
1. Способ изготовления конусного засыпного аппарата доменной печи, включающий механическую обработку контактной поверхности конуса и чаши под наплавку, наплавление износостойкого слоя, шлифовку и контроль толщины слоя наплавки, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения стойкости засыпного аппарата, при механической обработке контактной поверхности под наплавку дополнительно за пределами наплавляемой зоны выполняют углубление и осуществляют контроль толщины слоя наплавки при шлифовке по остаточной глубине дополнительного углубления.
2. Способ по п. 1, отличающийся тем, что углубление выполняют кольцевым.
3. Способ по п. 1, отличающийся тем, что углубление выполняют в виде цилиндрического глухого отверстия с осью, перпендикулярной плоскости контактной поверхности.
Текст
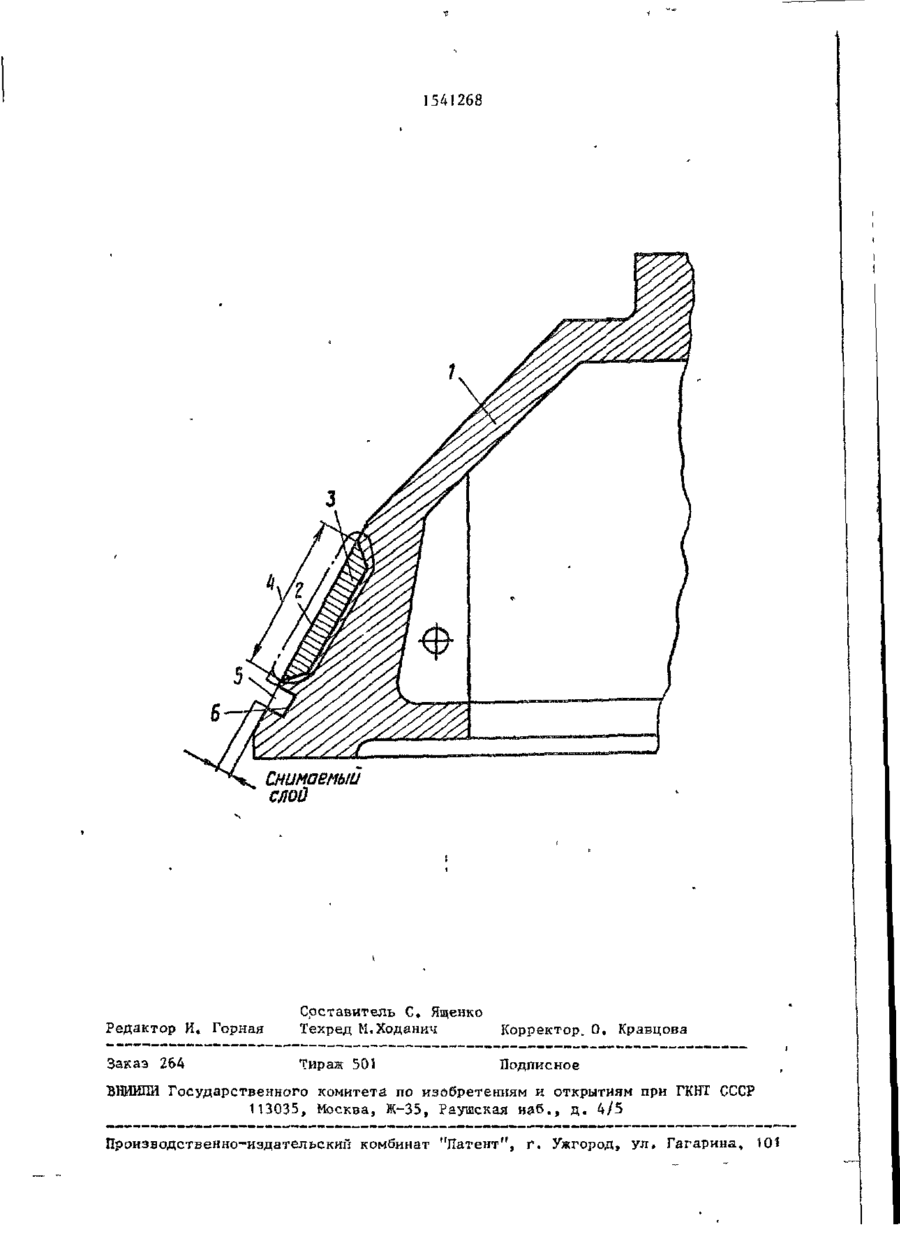
Изобретение относится к доменному производству и может быть использовано при изготовлении конусных за-1 сышсых аппаратов доменных печей. Цель изобретения - снижение трудоемкости изготовления и повышение стойкости аппарата. При механической обработке контактной поверхности под наплавку дополнительно за пределами наплавляемой зоны выполняют кочьцевуго канавку, стенки которой перпендикулярны контактной поверхности, При шлифовке контролируют глубину дополнительной канавки и по ней осуществляют контроль толщины слоя нап™\ лавки. Снижение трудоемкости изготовления и повышение стойкости достигается за счет высокой однородности основной химически чистой наплавки при , исключении местных вырывов и ремонтов ( для контроля остаточной толщины »т«шлавки, 2 з.п. ф-лы, 1 ил, | 5 ^літк^-і Изобретение относится к доменному производству и может быть использовано при изготовлении конусных засыпных аппаратов доменных печей. Цель изобретения - снижение трудоемкости изготовления и повышение стойкости засыпного аппарата. На чертеже представлено устройство, поясняющее способ изготовления конусного засыпного аппарата доменной печи. Способ включает механическую обработку контактной поверхности под наплавку и наплавление износостойкого слоя. При механической обработке контактной поверхности под наплавку относительно се поверхности дополнитель но за пределами зоны под папляпку выполняют углубление, основание к о т о рого берут з з базовую поверхность, для контроля толщины износостойкого слоя при механической обработке. Углубление выполняют в виде кольцевой канавки, боковые стенки которой перпендикулярны плоскости контактной поверхности. П р и м е р . Детали I засыпных аппаратов (конусы, фпанцы, горловины и т . д . ) собирают, сваривают и подают1 на мехобработку. Механическую обработку производят на карусельных с т а н ках с диаметром планшайбы 3-6 м. При механической обработке контактной поверхности 2 под наплавку износостой 1541268' ким сплавом 3 за пределами зоны 4 наплавки выпал мтот углубление 5 с основанием 6, Предварительно углубление Ч и зону 4 наплавки выполняют на глубину, превышающую требуемую толщину наплавки. При требуемой толщине 7 мм предварительную обработку производят на глубину 10 мм. Зону 4 наплавки и углубление 5 располагают на рассто10 янии друг от друга, достаточном для исключения возможности повреждения углубления 5 при наплавке. Обычно это 25-30 мм. После механической обработки деталь 1 (конус, чаша) подают на наплавку. Наплавку зоны 4 наплавки пропзиодят на специальных установках У-75 порошковыми лентами института им. Иатона ПЛАН-101, ПЛАН-111 и др. 20 Наплавленный конус (чашу) термообрабатывают для снятия напряжений при ' - 62О°С с последующим охлаждением Г вместо с печью до 150°С и затем на вопдухе. После этого деталь I подают 25 па мсхобработку (шлифовку). Шлифовка производится на карусельном станке при помощи специальных навесных приспособлений (не показан ы ) . Обычно наплавку производят так, 30 что слои износостойкого сплава 3 перед шлифовкой выступает на (2-3 м м ) над поверхностью 2, на которой выполнены зона 4 под наплавку и углубление 5 о 4 Эона под наплавку слоя и углубление 5 выполнены на одинаковую глубину 10 мм, и значит основание 6 углубления 5 лежит в одной плоскости с началом наплавленного слоя, т.е. величина углубления 5 от поверхности 2 до основания 6 равна величине (толщине) слоя наплавки, остающейся при механической обработке поверхности, 2, Контроль за величиной слоя наплавки ведут замером величины углубления, для чего используется обычный инструмент (линейка, штангенциркуль), В способе фиксируется толщина остающегося слоя только основной химически чистой наплавки. Это позволяет получить при изготовлении яасып" ной аппарат с требуемыми технологическими параметрами, снизить трудоемкость при изготовлении, повысить стойкость при эксплуатации. Формула и з о б р е т е н и я 1. Способ изготовления конусного засыпного аппарата доменной печи, включающий механическую обработку ' контактной поверхности конуса и чаши под наплавку, наплавление износостойкого слоя, шлифовку и контроль толщины слоя наплавки, о т л и ч а ющийся тем, что, с целью снижения трудоемкости изготовления и повышения стойкости засыпного аппарата, При шлифовке сначала снимается лре-35 при механической обработке контактвышеиие износостойкого сплава, а при ной поверхности под наплавку дополдальнейшей обработке для получения нительно і за пределами наплавляемой необходимой толщины сплава 3, равной зоны выполняют углубление и осущест7 мм, вместе со сплавом 3 снимается вляют контроль толщины слоя наплави слой с поверхности 2. Так как на ки при шлифовке по остаточной глубине, поверхности 2 находится и. углубление дополнительного углубления, j 5, то при снятии слоя металла умень2. Способ по п , 1 , о т л и ч а к > шается и глубина углубления на велищ и й с я тем, что углубление выполчину снимаемого с поверхности 2 слоя, 45 няют кольцевым, т . е . при снятии слоя металла с поверх3. Способ по п . 1 , о т л и ч а ю - , ности 2, на которой расположены зона щ и й с я тем, что углубление выпол4 наплавки и углубление 5, происхоняют в виде цилиндрического глухого дит одновременное уменьшение толщины отверстия с осью, перпендикулярной спая сплава 3 до необходимой толщины 50 плоскости контактной поверхности. и величины углубления. 541268 Снимаемый слой Редактор И, Горная Составитель С, Ященко Техред М.Ходанич Заказ 264 Тираж 501 Корректор. О, Кравцова Подписное ВНИИЇЇН Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москна, Ж-35, Раушская наб., д . 4/5 Производственно-издательский комбинат "Патент", г. Ужгород» ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of top-charging gear for blast-furnace
Автори англійськоюSkoryi Henadii Illich, Antipenko Yukhym Ihorevych, Apostolov Volodymyr Hnatovych, Peklich Mykhailo Mykhailovych, Rybtsov Oleksandr Fedorovych
Назва патенту російськоюСпособ изготовления засыпного аппарата доменной печи
Автори російськоюСкорый Геннадий Ильич, Антипенко Ефим Игоревич, Апостолов Владимир Игнатович, Пеклич Михаил Михайлович, Рыбцов Александр Федорович
МПК / Мітки
МПК: C21B 7/18
Мітки: спосіб, апарату, виготовлення, печі, засипного, доменної
Код посилання
<a href="https://ua.patents.su/4-8431-sposib-vigotovlennya-zasipnogo-aparatu-domenno-pechi.html" target="_blank" rel="follow" title="База патентів України">Спосіб віготовлення засипного апарату доменної печі</a>
Спосіб обслуговування відсічного вузла шихтового тракту засипного апарату доменної печі та пристрій для його втілення
Номер патенту: 4976
Опубліковано: 28.12.1994
Автори: Кравченко Анатолій Петрович, Апостолов Володимир Гнатович, Кленін Сергій Михайлович, Лапітан Євген Анатольєвич, Ратнер Юлій Залманович, Пеклич Михайло Михайлович
МПК: C21B 7/18
Мітки: шихтового, втілення, вузла, апарату, тракту, відсічного, доменної, спосіб, засипного, обслуговування, печі, пристрій
Формула / Реферат:
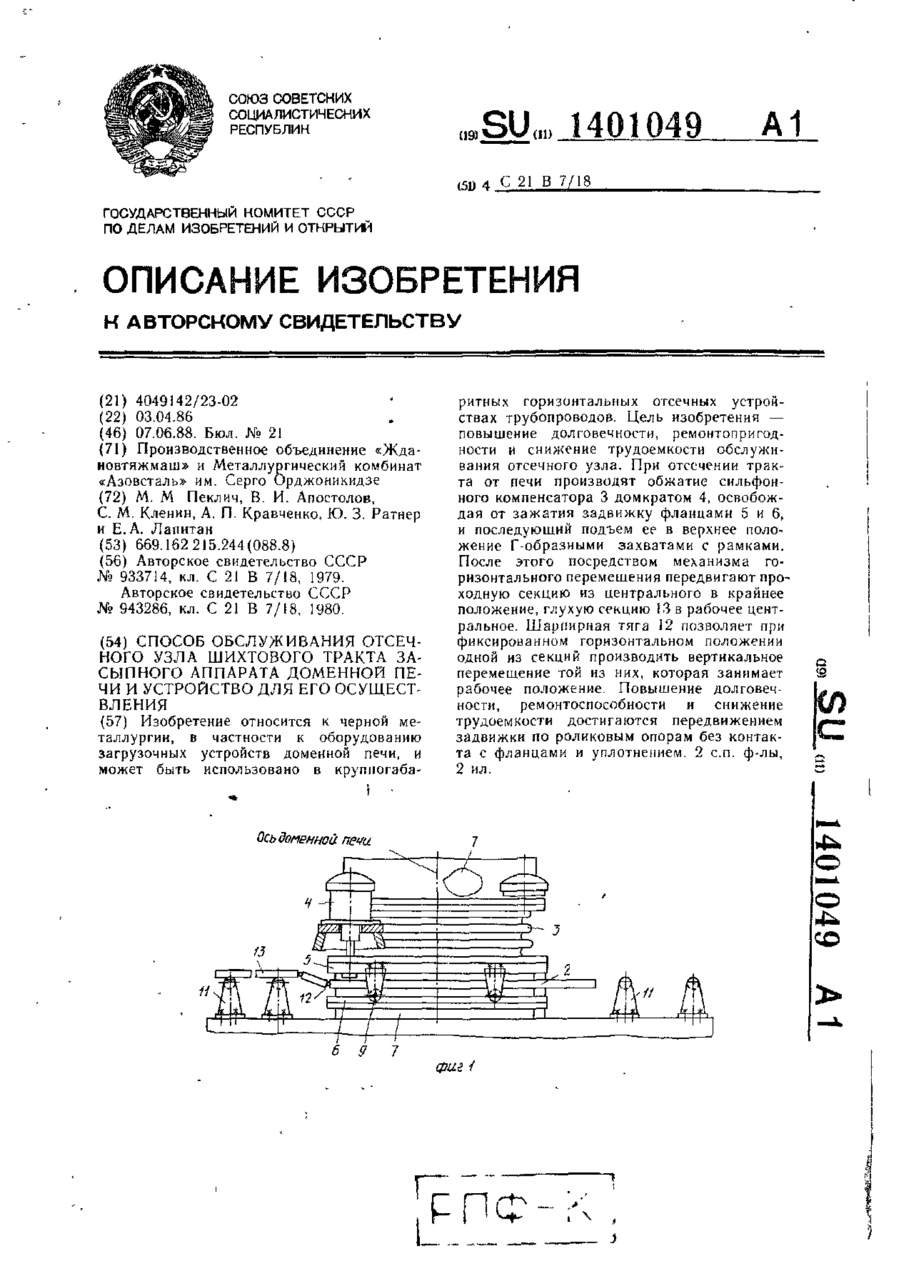
1. Способ обслуживания отсечного узла шихтового тракта засыпного аппарата доменной печи, включающий горизонтальное перемещение задвижки относительно уплотняющих фланцев, отличающийся тем, что, с целью повышения долговечности, ремонтоспособности и снижения трудоемкости обслуживания, задвижку перед горизонтальным передвижением перемещают в вертикальном направлении. 2.Устройство обслуживания отсечного узла шихтового тракта засыпного...
Пристрій засипного апарата доменної печі
Номер патенту: 3996
Опубліковано: 27.12.1994
Автори: Хлопенюк Анатолій Дем'янович, Чистяков Володимир Григорович, Чумак Леонід Борисович, Дишлевич Ігор Йосипович, Полінський Олександр Маркович, Рабінович Григорій Борисович, Сторожик Дмитро Олександрович
МПК: C21B 7/18
Мітки: апарата, печі, пристрій, доменної, засипного
Формула / Реферат:
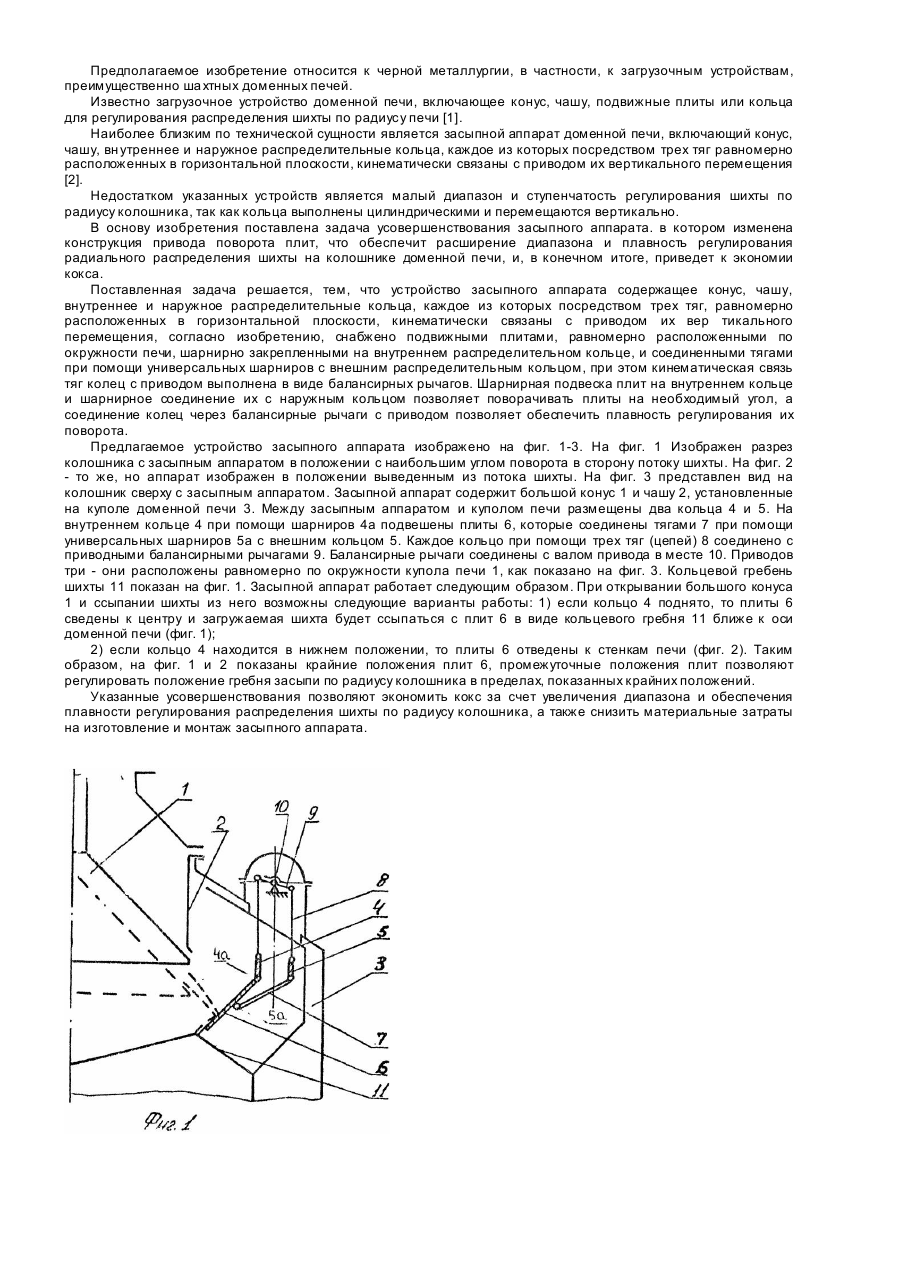
Устройство засыпного аппарата доменной печи, включающее конус, чашу, внутреннее и наружное распределительные кольца, каждое из которых посредством трех тяг, равномерно расположенных в горизонтальной плоскости, кинематически связаны с приводом их вертикального перемещения, отличающееся тем, что устройство снабжено подвижными плитами, равномерно расположенными по окружности печи, шарнирно закрепленными на внутреннем распределительном кольце, и...
Спосіб виготовлення теплообмінн0г0 апарату
Номер патенту: 5514
Опубліковано: 28.12.1994
Автор: Барон Віталій Григорович
МПК: B21D 53/02, B23P 15/26
Мітки: апарату, спосіб, виготовлення, теплообмінн0г0
Формула / Реферат:
(57) 1. Способ изготовления теплообменного аппарата с продольно ориентированными каналами, состоящий в том, что в корпус теплообменного аппарата помещают пучок с размещенными между концами труб промежуточными элементами и соединяют между собой корпус, трубы и промежуточные элементы, отличающийся тем, что соединяют трубы и промежуточные элементы путем нанесения на места контакта склеивающего заполнителя.2. Способ по п.1, отличающийся...
Спосіб завантаження доменної печі
Номер патенту: 3997
Опубліковано: 27.12.1994
Автори: Сторожик Дмитро Олександрович, Рабінович Григорій Борисович, Чистяков Володимир Григорович, Єгоров Микола Антонович, Хлопенюк Анатолій Дем'янович, Чумак Леонід Борисович
МПК: C21B 7/20
Мітки: доменної, спосіб, завантаження, печі
Формула / Реферат:
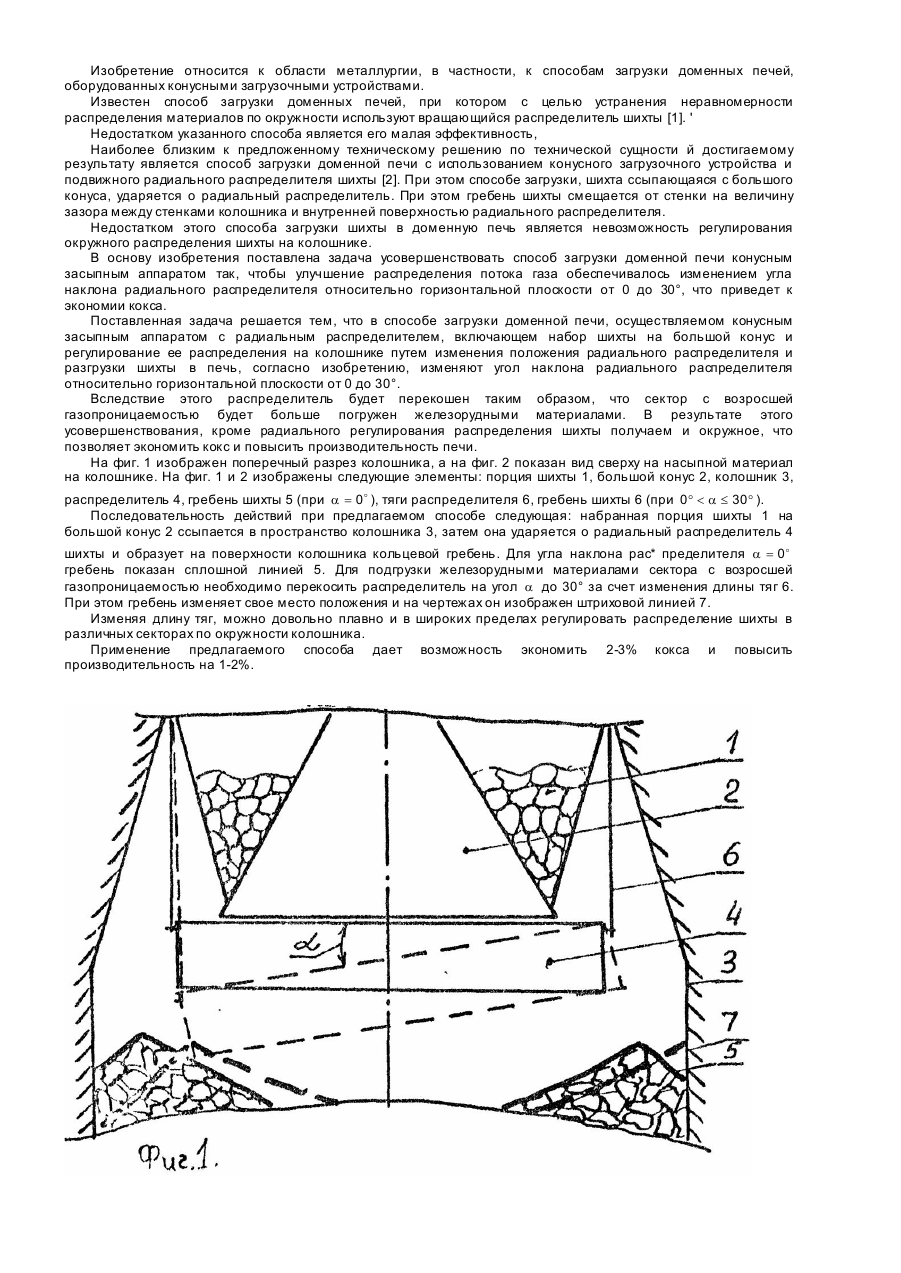
Способ загрузки доменной печи конусным засыпным аппаратом с радиальным распределителем, включающий набор шихты на большой конус и регулирование ее распределения на колошнике путем изменения положения радиального распределителя и разгрузки шихты в печь, отличающийся тем, что изменяют угол наклона радиального распределителя относительно горизонтальной плоскости от 0 до 30°.
Спосіб вводу пилевугільного топлива в горн доменної печі
Номер патенту: 998
Опубліковано: 30.12.1993
Автори: Степанов Василь Васильович, Анісімов Олександр Тимофійович, Залєвський Михайло Олексійович, Долженков Федір Єгорович, Антонов Веніамін Васильович, Камардін Олексій Міхейович, Толстіков Генадій Миколайович, Ярошевський Станіслав Львович
МПК: C21B 7/16
Мітки: вводу, горн, топлива, пилевугільного, спосіб, доменної, печі
Формула / Реферат:
Способ ввода пылеугольного топлива в горн доменной печи, включающий подачу дутья через фурмы и подачу пылеугольного топлива в дутье перед истечением из фурмы перпендикулярно направлению его движения, отличающийся тем, что с целью повышения эффективности использования пылеугольного топлива путем улучшения организации смешения пылеугольного топлива с дутьем, поддерживают отношение импульса струи пылеугольного топлива к импульсу дутья равным...
Попередній патент: Робочий орган культиватора
Наступний патент: Рама візка
Випадковий патент: Спосіб корекції порушень стану глутатіонової системи у хворих на кислотозалежні захворювання