Спосіб обробки легованого оловом чавуну
Номер патенту: 84866
Опубліковано: 11.11.2013
Автори: Коломієць Володимир Володимирович, Любичева Ксенія Михайлівна, Свіргун Ольга Анатоліївна, Тіщенко Леонід Миколайович

Формула / Реферат
Спосіб обробки легованого оловом чавуну, наприклад чавуну із наступним складом компонентів, мас. %: 3,5С; 2,4Si; 0,4Mn; 0,07Mq; 0,03P; 0,05S; 0,08 % Sn (олова), при одночасному охолодженню заготовки до негативних температур, який відрізняється тим, що з метою покращення оброблюваності перед обробкою різанням його піддають поверхневому охолодженню до негативної температури -20…-35 °C, наприклад, занурюванням в рідкий азот на 20…30 секунд, що приводить до фазового переходу олова в порошок, який розпушує поверхневі шари заготовки, і тим самим підвищується зносостійкість лезових інструментів при різанні.
Текст
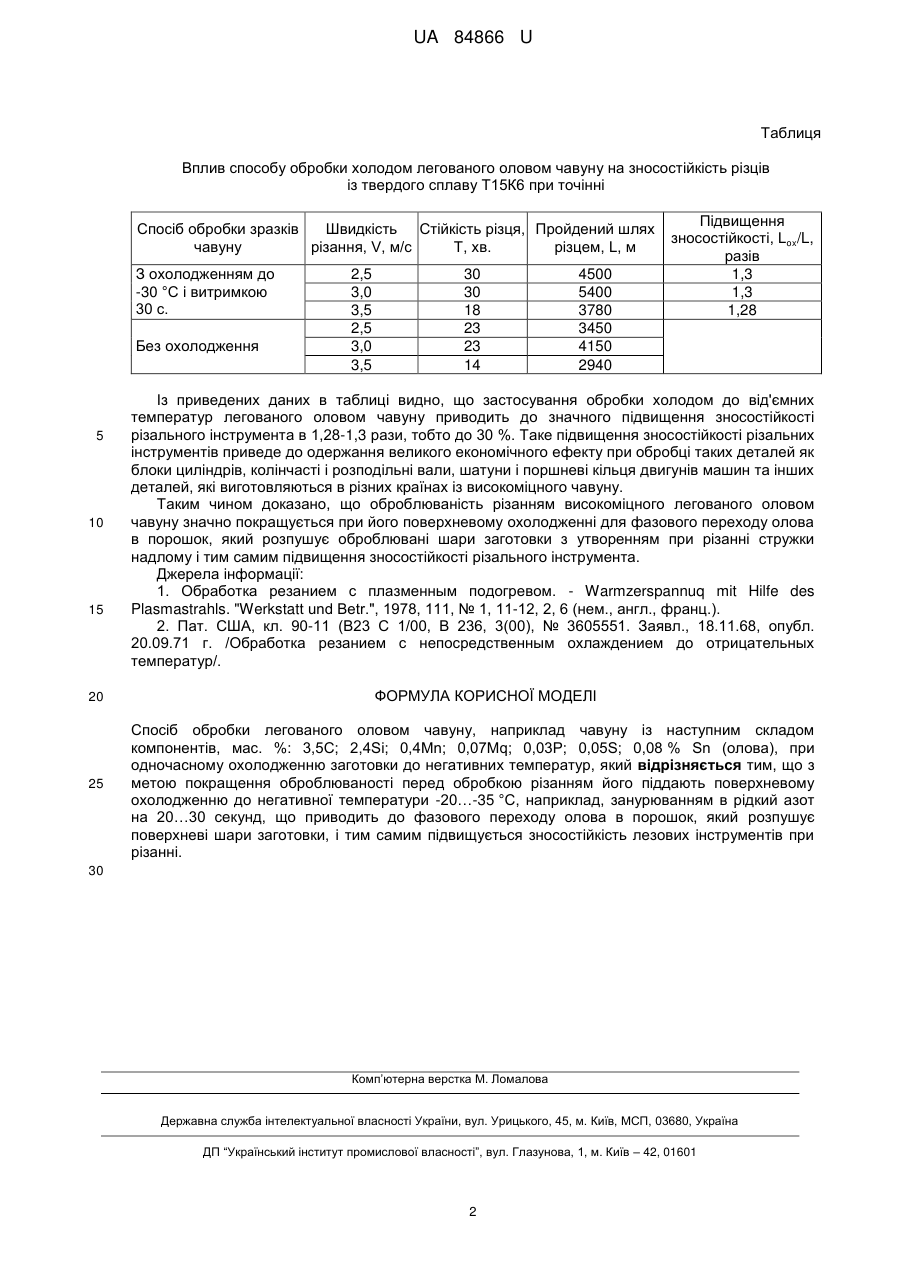
Реферат: Спосіб обробки легованого оловом чавуну, наприклад чавуну із наступним складом компонентів, мас. %: 3,5С; 2,4Si; 0,4Mn; 0,07Mq; 0,03P; 0,05S; 0,08 % Sn (олова), при одночасному охолодженню заготовки до негативних температур. Перед обробкою різанням його піддають поверхневому охолодженню до негативної температури -20…-35 °C, наприклад, занурюванням в рідкий азот на 20…30 секунд, що приводить до фазового переходу олова в порошок, який розпушує поверхневі шари заготовки, і тим самим підвищується зносостійкість лезових інструментів при різанні. UA 84866 U (54) СПОСІБ ОБРОБКИ ЛЕГОВАНОГО ОЛОВОМ ЧАВУНУ UA 84866 U UA 84866 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технічних засобів для підвищення зносостійкості лезових інструментів при механічній обробці різанням легованого оловом чавуну і може бути використана в різних областях машинобудування, зокрема в обробній галузі. Відомі різні способи підвищення зносостійкості лезових інструментів при різанні важкооброблюваних матеріалів, наприклад, обробка різанням із плазменим підігрівом поверхні різання [1], який полягає в тому, що проводиться швидкий нагрів зони різання до високої температури, яка зменшує здатність оброблюваного матеріалу до зміцнення і покращує його оброблюваність, так як підвищується зносостійкість різального інструмента. Але для реалізації цього способу необхідно застосування дорогого обладнання, потрібно багато електроенергії і аргону. Найбільш близьким до запропонованого способу є спосіб обробки важкооброблюваних матеріалів різанням з охолодженням до від'ємних температур [2], який полягає в тім, що з метою зниження температури різання обробка проводиться при одночасному охолодженні заготовки до негативних температур. Недоліком цього способу є необхідність застосування складної кріогенної апаратури для охолодження заготовки під час різання. Розроблений спосіб обробки для підвищення зносостійкості лезових інструментів при механічній обробці деталей із легованого оловом чавуну за кількістю ознак та технічному результату прийнято за прототип [2]. В основу корисної моделі поставлена задача значного підвищення зносостійкості лезових інструментів при механічній обробці важкооброблюваного легованого оловом чавуну. Поставлена задача вирішується тим, що заготовки деталей із легованого оловом чавуну, наприклад, чавуну із наступним складом компонентів, мас. %: 3,5С; 2,4Si; 0,4Mn; 0,07Mq; 0,03P; 0,05S; 0,08 % Sn (олова) перед обробкою різанням піддають поверхневому охолодженню до негативної температури -20…-35 °C, наприклад, занурюванням в рідкий азот на 20…30 с, що приведе до фазового переходу олова із бета-модифікації - біле олово в порошок альфамодифікацію - сіре олово, який розпушує поверхневі шари оброблюваної заготовки і підвищує зносостійкість лезових інструментів при різанні. Цей спосіб обробки деталей машин можна застосовувати для країн з теплим кліматом, таких як Індія, Китай та інших, в яких і зимою температура не буває дуже низькою. З метою визначення впливу запропонованого способу обробки легованого оловом і обробленого холодом чавуну на підвищення зносостійкості лезових інструментів була проведена серія порівняльних опитів. Зносостійкість різців із твердого сплаву Т15К6 перевірялась при точінні зразків із легованого оловом чавуну наступного хімічного складу, мас. %: 3,5С; 2,4Si; 0,4Mn; 0,07Mq: 0,03Р; 0,05S; 0,08Sn. Круглі зразки із такого чавуну діаметром 100 мм і довжиною 300 мм оброблялись холодом шляхом занурювання в рідкий азот з охолодженням поверхонь до негативних температур: -20; -25; -30; -35 °C з витримками: 40; 35; 30 і 25 секунд. При цьому установлено, що кращим режимом обробки холодом чавуну легованого оловом є негативна температура 30 °C з витримкою 30 секунд, яка і застосовувалась при проведенні опитів. При такому режимі охолодження чавуну легованого оловом фазові перетворювання в чавуні проходили на глибину до 2-2,6 мм, що дозволяло зрізати припуск на обробку деталей. Опитні зразки піддавались наступній термічній обробці: нормалізація - нагрів до 850 °C; витримка - 1,5 години; охолодження - обдув повітрям. Така термічна обробка привела до формування структури металевої матриці: перліт - 75 % + ферит - 25 % з одержанням твердості НВ 270…300. Різці із твердого сплаву Т15К6, які широко застосовуються для обробки високоміцного чавуну, мали такі геометричні параметри: γ = 15°; γf = -20°; α = α1=8°; φ =40°; φ1=20°; ℓf=0,3 мм. Режими різання були наступними: швидкість різання V=2,5…3,5 м/с; подача S=0,2 мм/об; глибина різання t=0,3 мм. За критерій зносу різців була прийнята ширина зношеної задньої поверхні різця h3=0,5 мм. Проведеними дослідами установлено, що застосування такого режиму обробки зразків приводить до утворення при різанні стружки надлому з малим ступенем деформації, що і приводить до підвищення зносостійкості різального інструменту. Результати такого значного підвищення зносостійкості різців із твердого сплаву Т15К6, оціненого відношенням пройденого шляху різцями при точінні охолоджених зразків чавуну Lox до пройденого шляху різцями при точінні не охолоджених зразків L на різних швидкостях різання, приведені в таблиці. 1 UA 84866 U Таблиця Вплив способу обробки холодом легованого оловом чавуну на зносостійкість різців із твердого сплаву Т15К6 при точінні Спосіб обробки зразків Швидкість Стійкість різця, Пройдений шлях чавуну різання, V, м/с Т, хв. різцем, L, м З охолодженням до -30 °C і витримкою 30 с. Без охолодження 5 10 15 20 25 2,5 3,0 3,5 2,5 3,0 3,5 30 30 18 23 23 14 4500 5400 3780 3450 4150 2940 Підвищення зносостійкості, Lox/L, разів 1,3 1,3 1,28 Із приведених даних в таблиці видно, що застосування обробки холодом до від'ємних температур легованого оловом чавуну приводить до значного підвищення зносостійкості різального інструмента в 1,28-1,3 рази, тобто до 30 %. Таке підвищення зносостійкості різальних інструментів приведе до одержання великого економічного ефекту при обробці таких деталей як блоки циліндрів, колінчасті і розподільні вали, шатуни і поршневі кільця двигунів машин та інших деталей, які виготовляються в різних країнах із високоміцного чавуну. Таким чином доказано, що оброблюваність різанням високоміцного легованого оловом чавуну значно покращується при його поверхневому охолодженні для фазового переходу олова в порошок, який розпушує оброблювані шари заготовки з утворенням при різанні стружки надлому і тим самим підвищення зносостійкості різального інструмента. Джерела інформації: 1. Обработка резанием с плазменным подогревом. - Warmzerspannuq mit Hilfe des Plasmastrahls. "Werkstatt und Betr.", 1978, 111, № 1, 11-12, 2, 6 (нем., англ., франц.). 2. Пат. США, кл. 90-11 (В23 С 1/00, В 236, 3(00), № 3605551. Заявл., 18.11.68, опубл. 20.09.71 г. /Обработка резанием с непосредственным охлаждением до отрицательных температур/. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб обробки легованого оловом чавуну, наприклад чавуну із наступним складом компонентів, мас. %: 3,5С; 2,4Si; 0,4Mn; 0,07Mq; 0,03P; 0,05S; 0,08 % Sn (олова), при одночасному охолодженню заготовки до негативних температур, який відрізняється тим, що з метою покращення оброблюваності перед обробкою різанням його піддають поверхневому охолодженню до негативної температури -20…-35 °C, наприклад, занурюванням в рідкий азот на 20…30 секунд, що приводить до фазового переходу олова в порошок, який розпушує поверхневі шари заготовки, і тим самим підвищується зносостійкість лезових інструментів при різанні. 30 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюTischenko Leonid Mykolaiovych, Kolomiets Volodymyr Volodymyrovych
Автори російськоюТищенко Леонид Николаевич, Коломиец Владимир Владимирович
МПК / Мітки
МПК: C21D 5/00
Мітки: оловом, чавуну, спосіб, обробки, легованого
Код посилання
<a href="https://ua.patents.su/4-84866-sposib-obrobki-legovanogo-olovom-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки легованого оловом чавуну</a>
Спосіб виплавлення хромистого чавуну, легованого алюмінієвими відходами
Номер патенту: 79397
Опубліковано: 11.06.2007
Автори: Локтіонов-Ремізовський Валерій Андрійович, Іванченко Віктор Григорович, Гаврилюк Володимир Петрович
МПК: C21C 1/08
Мітки: відходами, хромистого, алюмінієвими, спосіб, чавуну, виплавлення, легованого
Формула / Реферат:
Спосіб виплавлення хромистого чавуну, легованого алюмінієвими відходами, що полягає в завантаженні всього карбюризатора і порціями металошихти у міру її розплавлення, перегріванні розплаву і його виливанні, який відрізняється тим, що на карбюризатор подають легкоплавкі брикетовані алюмінієві відходи, які привантажують низьковуглецевим ферохромом, а ферохром - сталевим брухтом.
Спосіб обробки чавуну для одержання ковкого чавуну та феросиліцієвий сплав для обробки чавуну
Номер патенту: 94750
Опубліковано: 10.06.2011
Автор: Бертеле Емманюель
МПК: C21C 1/00, C22C 35/00, C21C 1/10
Мітки: сплав, одержання, обробки, феросиліцієвий, ковкого, чавуну, спосіб
Формула / Реферат:
1. Спосіб обробки чавуну для одержання ковкого чавуну, який включає послідовні стадії, на яких здійснюють:(і) обробку рідкого чавуну феросиліцієвим сплавом для інактивації кисневої активності, який містить ефективну кількість барію, достатню для інактивації кисневої активності рідкого чавуну,(іі) обробку рідкого чавуну магнієвмісним сфероїдизатором у визначений час після стадії (і),(ііі) обробку рідкого чавуну...
Спосіб термічної обробки високолегованого чавуну
Номер патенту: 59272
Опубліковано: 15.08.2003
Автори: Куцов Андрій Юрійович, Мамченко Ганна Валеріївна, Ковзель Максим Анатолійович, Куцова Валентина Зиновіївна
МПК: C21D 5/00
Мітки: спосіб, чавуну, термічної, високолегованого, обробки
Формула / Реферат:
Спосіб термічної обробки високолегованого чавуну, що включає аустенітизацію й охолодження, який відрізняється тим, що проводять аустенітизацію при температурі 950-1050°С і додатково ізотермічну витримку при температурі 300-350°С перед охолодженням, при цьому охолодження проводять у воді після ізотермічної витримки.
Легований чавун для неоднорідно-гетерогенних валків з оболонками, комбінований неоднорідно-гетерогенний валок і спосіб виготовлення легованого чавуну для валків
Номер патенту: 61168
Опубліковано: 17.11.2003
Автори: Ціенбергер Карл-Гайнц, Файштрітцер Бернгард, Шрьодер Карл-Генріх, Віндхагер Міхаель
МПК: B21B 27/00, C22C 37/08, C22C 37/04, C21D 9/00
Мітки: оболонками, легованого, неоднорідно-гетерогенних, валок, валків, неоднорідно-гетерогенний, виготовлення, спосіб, чавун, чавуну, комбінований, легований
Формула / Реферат:
1. Спосіб виготовлення та оброблення легованого чавуну для робочої частини неоднорідно-гетерогенних валків, що містить елементи вуглець, кремній, марганець, хром, нікель, молібден, ванадій, необов'язково - інші елементи 5-ї групи періодичної системи, алюміній, решта - залізо, супутні елементи та домішки, зумовлені процесом виготовлення, який відрізняється тим, щоA) виготовляють розплав такого хімічного складу, % (мас.):від 2,0...
Шлакоутворююча суміш для обробки чавуну
Номер патенту: 41415
Опубліковано: 25.05.2009
Автори: Можарова Наталія Мирославівна, Сідашенко Олександр Іванович, Аветісян Віктор Казарович, Скобло Тамара Семенівна, Власовець Віталій Михайлович, Пасько Наталія Сергіївна
МПК: C21C 1/00
Мітки: суміш, чавуну, шлакоутворююча, обробки
Формула / Реферат:
Шлакоутворююча суміш для виробництва чавуну, що включає шлак, який утворюється від виробництва силікомарганцевих феросплавів, та містить такі компоненти, як Si, Mn, Сr, яка відрізняється тим, що додатково містить такі компоненти, як Mg, A1, Са, Ті, V, Fe при наступному співвідношенні, мас. %: Mg 3,0-3,5 A1 4,0-4,5 Si 19,0-20,0 ...
Попередній патент: Пристрій для визначення вмісту олії в насінині конопель
Наступний патент: Джозефсонівський багатошаровий контакт надпровідникового магнетометра для реєстрації змінних електромагнітних полів
Випадковий патент: Пристрій для дугового зварювання