Спосіб перемішування сталі в ковші
Номер патенту: 85022
Опубліковано: 10.12.2008
Автори: Штапура Євген Вікторович, Нізяєв Констянтин Георгійович, Бойченко Борис Михайлович, Жаворонков Юрій Іванович

Формула / Реферат
1. Спосіб перемішування сталі в ковші, що включає донну продувку сталі газом або газопорошковою сумішшю через передбачені щонайменше два донних продувних пристрої, які розташовані на діаметрально протилежних сторонах ковша, який відрізняється тим, що одночасно з донною продувкою проводять верхню продувку через верхні заглиблювані продувні пристрої комбіновано і по черзі непротилежними донними і верхніми продувними пристроями.
2. Спосіб перемішування сталі в ковші за п. 1, який відрізняється тим, що подачу дуття через верхні продувні пристрої здійснюють під кутом α=7-45° до вертикалі і виконують переміщення верхнього продувного пристрою щодо повздовжньої осі ковша як у вертикальному напрямі шляхом зміни глибини занурення, так і в горизонтальному напрямі.
3. Спосіб перемішування сталі в ковші за п. 1, який відрізняється тим, що за допомогою продувки через верхні продувні пристрої здійснюють обертання металу в ковші як в одну сторону, так і реверсивно.
Текст
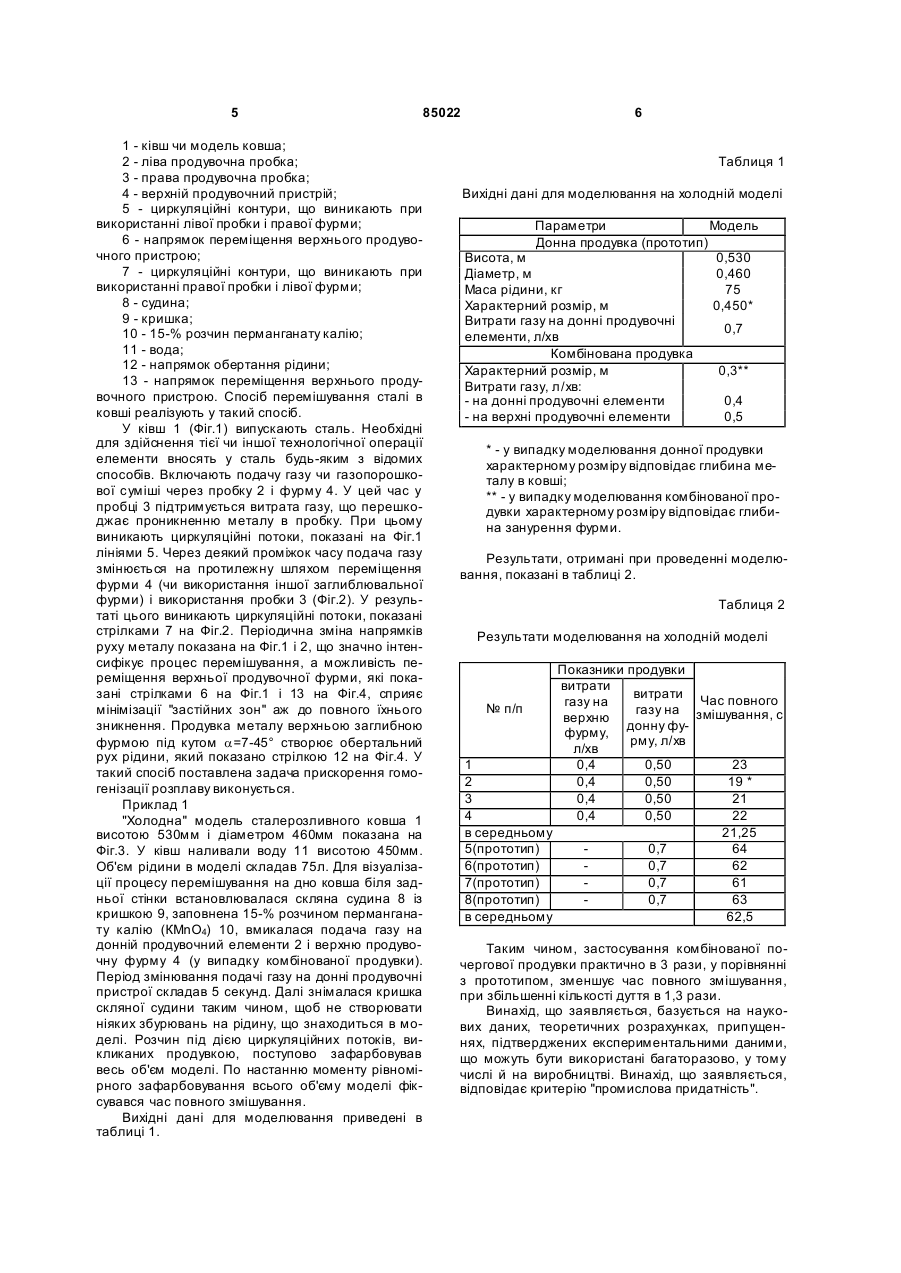
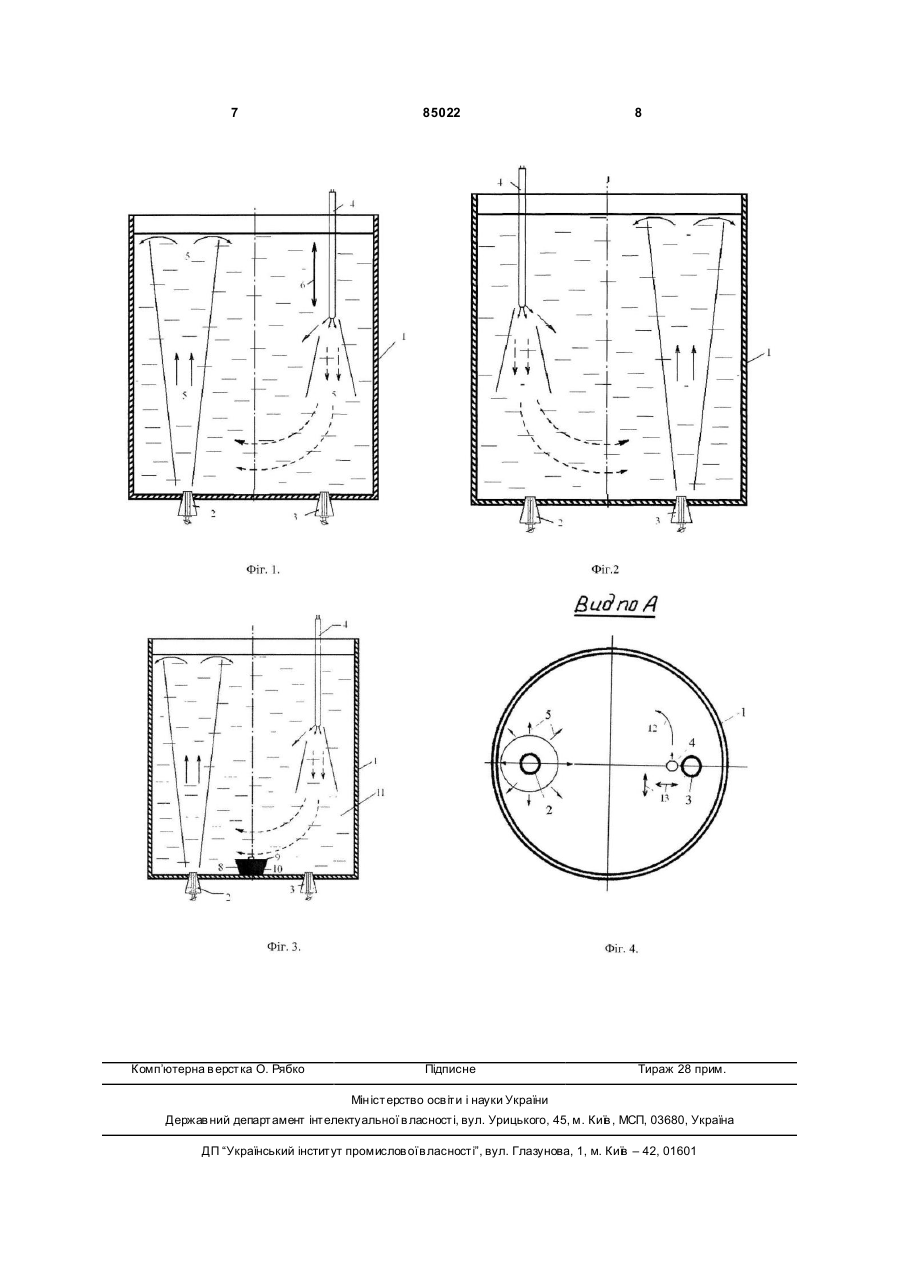
1. Спосіб перемішування сталі в ковші, що включає донну продувку сталі газом або газопорошковою сумішшю через передбачені щонайменше два донних продувних пристрої, які розташовані на діаметрально протилежних сторонах ковша, який відрізняється тим, що одночасно з донною продувкою проводять верхню продувку через верхні заглиблювані продувні пристрої комбіновано і по черзі непротилежними донними і верхніми продувними пристроями. 2. Спосіб перемішування сталі в ковші за п. 1, який відрізняє ться тим, що подачу дуття через верхні продувні пристрої здійснюють під кутом α=7-45° до вертикалі і виконують переміщення верхнього продувного пристрою щодо повздовжньої осі ковша як у вертикальному напрямі шляхом зміни глибини занурення, так і в горизонтальному 3. Спосіб напрямі. перемішування сталі в ковші за п. 1, який відрізняє ться тим, що за допомогою продувки через верхні продувні пристрої здійснюють обертання металу в ковші як в одну сторону, так і реверсивно. UA (21) a200800674 (22) 21.01.2008 (24) 10.12.2008 (46) 10.12.2008, Бюл.№ 23, 2008 р. (72) ШТАПУРА ЄВГЕН ВІКТОРОВИЧ, UA, ЖАВОРОНКОВ ЮРІЙ ІВАНОВИЧ, UA, БОЙЧЕНКО БОРИС МИХАЙЛОВИЧ, UA, НІЗЯЄВ КОНСТЯНТИН ГЕОРГІЙОВИЧ, UA (73) НАЦІОН АЛЬНА МЕТАЛУРГІЙНА АКАДЕМІЯ УКРАЇНИ, U A (56) UA, 76460, C2, 15.08.2006 RU, 2092578, C1, 10.10.1997 RU, 2208054, C1, 10.07.2003 RU, 2304172, C1, 10.08.2007 SU, 1024509, A, 23.06.1983 SU, 557867, A, 15.05.1977 US, 3791813, A, 12.02.1974 US, 3971655, A, 27.07.1976 JP, 8027513, A, 30.01.1996 JP, 6279830, A, 10.04.1994 SU, 401725, A, 12.10.1973 KR, 20040057706, 02.07.2004 C2 2 (19) 1 3 85022 З теорії газо-гідродинаміки відомо, що збільшення шляху проходження газу через рідину збільшує швидкість руху останньої. З цього погляду місце введення газу є обґрунтованим. Періодична зміна напряму руху циркуляційних потоків сприяє більшої турбулізації рідини, що, у свою чергу, збільшує швидкість гомогенізації розплаву. До причин, що перешкоджають досягненню зазначеного нижче технічного результату при використанні відомого способу, відноситься ті, що у відомому способі в процесі продувки сталі газом або газопорошковою сумішшю активному ν перемішуванню піддаються тільки втягнуті в стовп, що барботується, об'єми металу. Через незначний кут розкриття барботажного стовпа і значно меншої швидкості потоків, що р ухаються від верхньої частини зони барботажу до донної частини ковша, ефективність застосовуваної продувки незначна. Наявність так званих "застійних зон" обумовлено неможливістю створення збурення в них. А це, у свою чергу, значно збільшує час гомогенізації. У загальному випадку необхідна задача швидкого усереднення не виконується, це веде до збільшення часу і витрати газу на продувку, які у невпинному виробничому процесі лімітуються. В основу винаходу поставлена задача зменшення часу повного змішування за рахунок прискорення і більшої турбулізації гідродинамічних потоків у ковші, а також мінімізації "застійних зон". Поставлена задача вирішується тим, що в способі перемішування сталі в ковші, що включає комбіновану почергову продувку сталі знизу газом чи газопорошковою сумішшю через передбачені, щонайменше, два продувочних пристрої, розташовані на діаметрально протилежних сторонах ковша, у відповідності до винаходу одночасно з донною продувкою проводять верхню продувку через заглиблювані продувочні пристрої комбіновано і по черзі не протилежними донними і верхніми продувочними пристроями, подача дуття через верхні продувочні пристрої здійснюється під кутом a=7-45° до вертикалі і виконують переміщення верхнього продувочного пристрою відносно повздовжньої осі ковша як у вертикальному (зміна глибини занурення), так і в горизонтальному напрямку, а обертання металу в ковші за допомогою продувки через верхні продувочні елементи здійснюють, як в одну сторону, так і реверсивно. По наявним у заявника й авторів відомостями, сукупність ознак, якими характеризується суть винаходу, невідома з існуючого рівня техніки, отже спосіб, що заявляється, відповідає критерію "новизна". Загальними ознаками способу, що заявляється, і прототипу є продувка сталі знизу газом чи газопорошковою сумішшю через передбачені продувочні пристрої, розташовані на діаметрально протилежних сторонах ковша з почерговою подачею дуття. Відмітними ознаками є те, що одночасно з донною продувкою передбачена подача дуття через верхні багатоканальні продувочні пристрої під кутом a=7-45° до вертикальної осі ковша, передбачений також рух вер хнього продувного пристрою відносно повздовжньої осі ковша як у верти 4 кальному (зміна глибини занурення), так і в горизонтальному напрямках. Наявність відмітних ознак обумовлено наступними обставинами. Верхні продувочні пристрої підсилюють низхідні циркуляційні потоки, показані пунктирними лініями на Фіг.1 і 2, при цьому досягається збільшення швидкості й об'ємів металу, що підсмоктуються у висхідний газорідинний потік, у якому і здійснюється інтенсивне перемішування металу. Додатково до цього продувка металу через верхню заглиблювану фурму через сопла, що розташовані під кутом a=7-45° до вертикальної осі ковша додають металу переміщення в горизонтальній площині, що, у свою чергу, змінює вертикальний бартотажний стовп, додаючи йому спіралеподібний вигляд, тим самим у більшому ступені турбулізує розплав у порівнянні з прототипом. Переміщення ж верхньої продувочної фурми у вертикальному і горизонтальному напрямках сприяє зменшенню застійних зон, присутніх, у залежності від місця введення газу, у різних зонах ковша. Суть заявленого винаходу "спосіб перемішування сталі в ковші" не випливає явно для фа хівця з відомого рівня техніки. Сукупність ознак, що характеризують відомі технології перемішування сталі в ковші, не забезпечує нових властивостей і тільки присутність відмітних ознак винаходу, що заявляється, дозволяє одержати новий, більш високий, технічний результат. Отже, спосіб перемішування сталі в ковші відповідає критерію "винахідницький рівень". Продувка металу зверху через багатоканальні заглиблювані продувочні пристрої під кутом a
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for mixing of steel in ladle
Автори англійськоюShtapura Yevhen Viktorovych, Zhavoronkov Yurii Ivanovych, Boichenko Borys Mykhailovych, Niziaiev Konstiantyn Heorhiiovych
Назва патенту російськоюСпособ перемешивания стали в ковше
Автори російськоюШтапура Евгений Викторович, Жаворонков Юрий Иванович, Бойченко Борис Михайлович, Низяев Константин Георгиевич
МПК / Мітки
МПК: C21C 7/072, B22D 1/00
Мітки: спосіб, ковші, сталі, перемішування
Код посилання
<a href="https://ua.patents.su/4-85022-sposib-peremishuvannya-stali-v-kovshi.html" target="_blank" rel="follow" title="База патентів України">Спосіб перемішування сталі в ковші</a>
Спосіб перемішування сталі в ковші
Номер патенту: 77545
Опубліковано: 15.12.2006
Автори: Хлопонін Віктор Ніколаєвіч, Шумахер Евалд, Шумахер Едгар, Зінковскій Іван Васільєвіч
МПК: C21C 7/04, B22D 1/00, B22D 11/117, C21C 7/064, C21C 7/072
Мітки: перемішування, сталі, спосіб, ковші
Формула / Реферат:
1. Спосіб перемішування сталі в ковші, що включає продувку сталі знизу газом або газопорошковою сумішшю через передбачені принаймні два продувальних пристрої, що розташовані на діаметрально протилежних сторонах ковша, який відрізняється тим, що продувку здійснюють почергово, спочатку через один з пристроїв, що розташований на одній стороні ковша, потім через другий, що знаходиться на другій стороні ковша, при цьому в продувальному пристрої,...
Спосіб перемішування сталі у ковші
Номер патенту: 76460
Опубліковано: 15.08.2006
Автори: Зінковскій Іван Васільєвіч, Хлопонін Віктор Ніколаєвіч, Шумахер Едгард Е., Шумахер Евальд А.
МПК: B22D 11/117, B22D 1/00, C21C 7/072, C21C 7/064
Мітки: сталі, перемішування, ковші, спосіб
Формула / Реферат:
1. Спосіб перемішування сталі у ковші, що включає продування сталі знизу газом або газопорошковою сумішшю через передбачені продувні пристрої, принаймні один з яких зміщений відносно вертикальної осі ковша в напрямку його стінки, який відрізняється тим, що одночасно з продуванням здійснюють обертання ковша відносно його вертикальної осі, при цьому напрямок обертання періодично змінюють на протилежний.2. Спосіб за п. 1, який...
Спосіб позапічної обробки сталі у ковші
Номер патенту: 35678
Опубліковано: 16.04.2001
Автори: Крутіков Василій Петрович, Буга Ілля Дмитрович, Ярославцев Юрій Григорович, Курдюков Анатолій Андрійович, Рогоз Ігор Борисович, Бузун Ігор Леонідович, Ромадикін Сергій Дмитрович
МПК: C21C 7/00
Мітки: позапічної, сталі, обробки, спосіб, ковші
Формула / Реферат:
1. Спосіб позапічної обробки сталі у ковші, що включає присадку алюмінію, перемішування інертним газом та підігрівання киснем, який відрізняється тим, що при швидкості нагрівання до 5°С/хв. перемішування інертним газом з питомою масовою витратою (0,01...0,05)нм3/т і підігрівання киснем з питомою масовою витратою (0,015... 0,15) нм3/t виконують послідовно за декілька прийомів, а при швидкості нагрівання більшій 5°С /хв. присадку...
Спосіб розкислення сталі у ковші
Номер патенту: 23218
Опубліковано: 19.05.1998
Автори: Несвіт Володимир Васильович, Бродський Сергій Сергійович, Челпан Леонід Миколайович, Моцний Валерій Васильович, Чуб Петро Іванович
МПК: C21C 7/064, C21C 7/076, B22D 27/00, C21C 7/06
Мітки: сталі, спосіб, розкислення, ковші
Формула / Реферат:
Спосіб розкислення сталі у ковші, що включає використання відомих стандартних розкислювачів, легуючих, шлакометалевих і/або оксидних матеріалів, газоподібних реагентів, способи їх вводу і контролю, який відрізняється тим що алюмокремнісвий шлак використовується в дві стадії з загальною витратою в межах 2,2 - 6,4кг/т сталі, при цьому на першій стадії в період сходу металу із сталеплавильного агрегату в ківш на струмінь вводять алюмокремнієвий...
Спосіб позапічної обробки сталі в ковші
Номер патенту: 18161
Опубліковано: 16.10.2006
Автори: Астахов Микола Миколайович, Комар Віктор Володимирович
МПК: C21C 7/00, C21C 7/076
Мітки: позапічної, сталі, спосіб, ковші, обробки
Формула / Реферат:
1. Спосіб позапічної обробки сталі в ковші, що включає випуск розплаву зі сталеплавильного агрегату в ківш, подачу в ківш у процесі випуску розплаву шлакоутворюючої суміші і продувку розплаву нейтральним газом, який відрізняється тим, що в ківш подають шлакоутворюючу суміш наступного складу, мас. %: металевий алюміній А1met 8-18 оксид кремнію SіO2 2-6 оксиди ...
Попередній патент: Спосіб завантаження матеріалу шихти в доменну піч
Наступний патент: Чавун жаро- та корозійностійкий для пічного обладнання та литих коробів
Випадковий патент: Система повороту колісного гідравлічного екскаватора