Дріт для електродугового наплавлення
Номер патенту: 85292
Опубліковано: 12.01.2009
Автори: Щетинін Сергій Вікторович, Климанчук Владислав Владиславович, Пушков Валерій Васильович, Щетиніна Віра Іванівна, Воробьов Андрій Олексійович, Кирильченко Петро Миколайович, Бойко Володимир Семенович

Формула / Реферат
Дріт для електродугового наплавлення, який містить у собі вуглець, хром, нікель марганець, кремній, який відрізняється тим, що він містить додатково молібден, мідь, ванадій і ніобій при наступному співвідношенні компонентів, мас. %:
вуглець
0,3-0,4
марганець
1,8-2,0
кремній
0,9-1,2
хром
4,5-5,5
нікель
не більше 0,025
мідь
не більше 0,025
молібден
0,7-0,9
ванадій
0,4-0,5
ніобій
0,2-0,25
сірка
не більше 0,025
фосфор
не більше 0,025
залізо
решта.
Текст
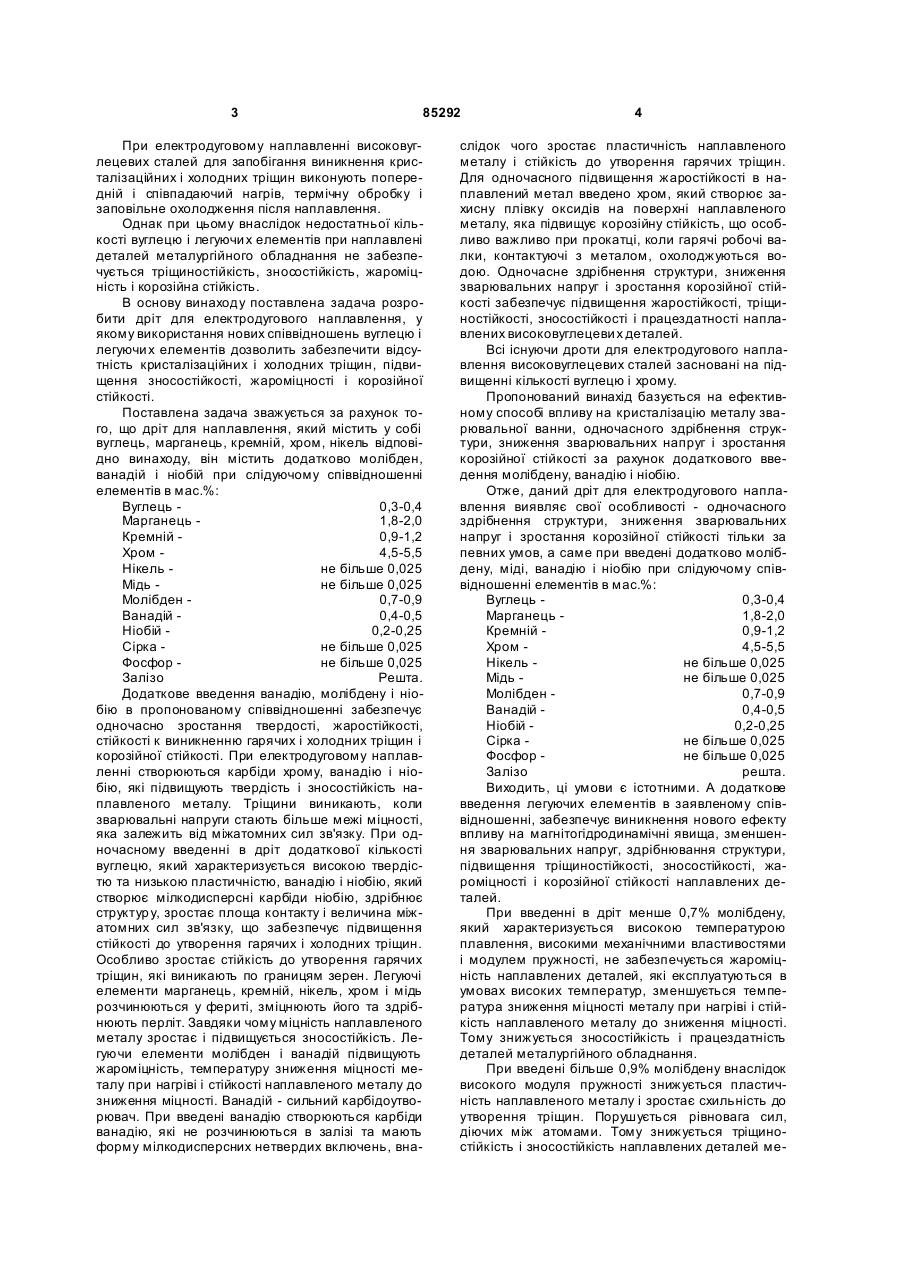
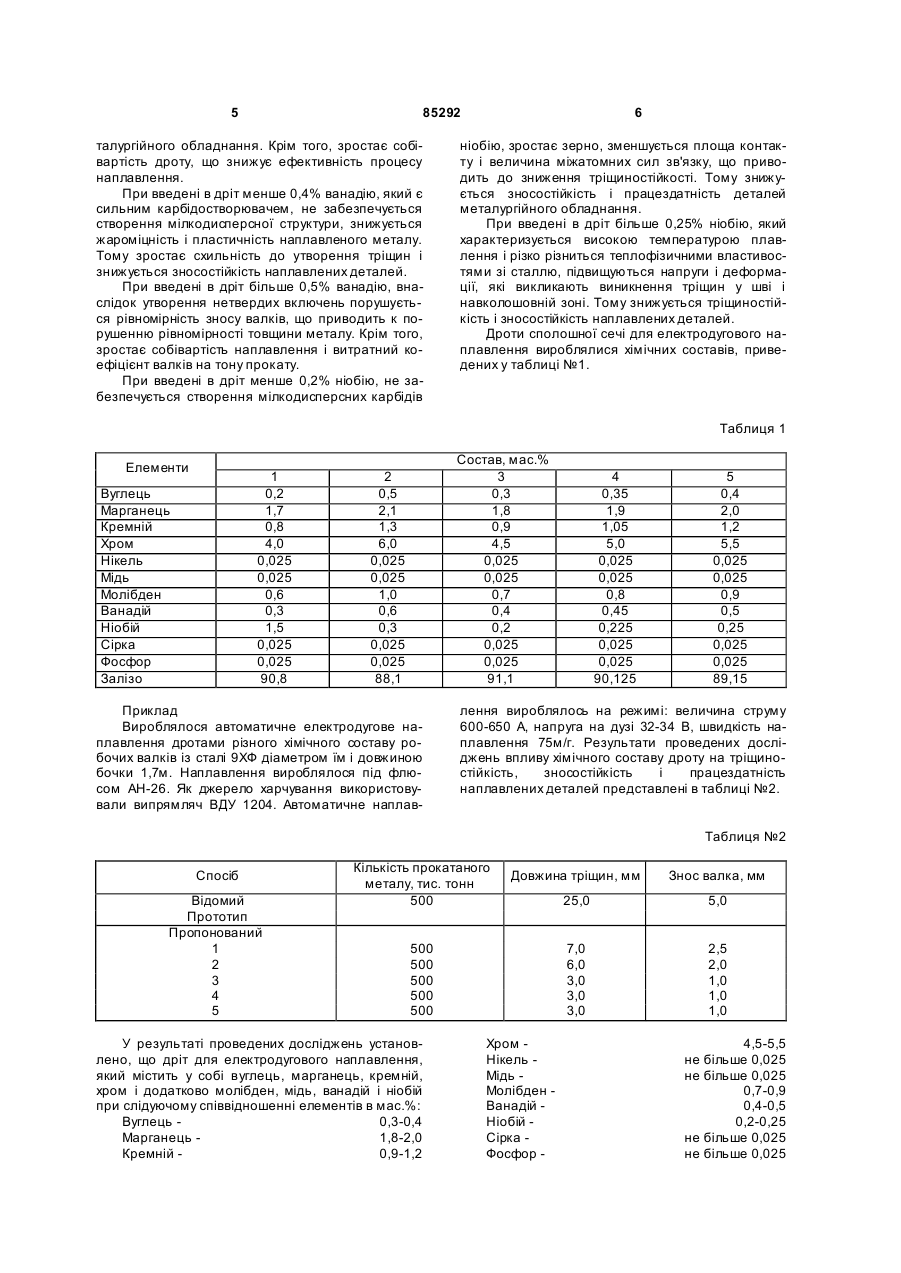
Дріт для електродугового наплавлення, який містить у собі вуглець, хром, нікель марганець, кремній, який відрізняється тим, що він містить додатково молібден, мідь, ванадій і ніобій при наступному співвідношенні компонентів, мас. %: вуглець 0,3-0,4 марганець 1,8-2,0 кремній 0,9-1,2 хром 4,5-5,5 нікель не більше 0,025 мідь не більше 0,025 молібден 0,7-0,9 ванадій 0,4-0,5 ніобій 0,2-0,25 сірка не більше 0,025 фосфор не більше 0,025 залізо решта. Винахід відноситься до області електродугового наплавлення, вчасності до составу дроту, і може бути використаний при виготовленні і зміцненні деталей прокатного обладнання в чорній металургії і важкому машинобудуванні. Деталі прокатного обладнання, які експлуатуються в умовах значних силових, ударних, знакозмінних навантажень і високих температур, повинні характеризуватись тріщиностійкістю, зносостійкістю, жароміцністю і корозійною стійкістю. Більшість існуючих способів забезпечення зносостійкості деталей металургійного обладнання засновані на використанні для легування порошкових дротів і стрічок, які не забезпечують відсутності кристалізаційних і холодних тріщин, рівномірності зносостійкості по всій наплавленій поверхні і рівнотовщиності прокату. Для підвищення зносостійкості найбільш ефективно використовувати для наплавлення дроти суцільного перерізу. Відомий дріт для електродугового наплавлення Нд30ХГСА [1], який містить у собі: Вуглець 0,27-0,35 Марганець 0,8-1,1 Кремній 0,9-1,2 Хром 0,8-1,1 Нікель не більше 0,4 Сірка не більше 0,03 Фосфор не більше 0,04 Однак при наплавленні деталей металургійного обладнання, які експлуатуються в умовах значних силових, ударних навантажень і високих температур, внаслідок недостатньої кількості вуглецю і легуючи х елементів не забезпечується тріщиностійкість, зносостійкість, жароміцність і корозійна стійкість. Відомий узятий за прототип дріт для наплавлення Нд30Х5 [1], який містить: Вуглець 0,27-0,35 Марганець 0,4-0,7 Кремній 0,2-0,5 Хром 4,0-6,0 Нікель не більше 0,4 Сірка не більше 0,04 Фосфор не більше 0,03 Залізо Решта. (19) UA (11) 85292 (13) C2 (21) a200704469 (22) 23.04.2007 (24) 12.01.2009 (46) 12.01.2009, Бюл.№ 1, 2009 р. (72) БОЙКО ВОЛОДИ МИР СЕМЕНОВИЧ, UA, ЩЕТИНІН СЕРГІЙ ВІКТОРОВИЧ, UA, КЛИМАНЧУК ВЛАДИСЛАВ ВЛАДИСЛАВОВИЧ, U A, КИРИЛЬЧЕНКО ПЕТРО МИКОЛАЙОВИЧ, UA, ПУШКОВ ВАЛЕРІЙ ВАСИЛЬОВИЧ, UA, ВОРОБЬОВ АНДРІЙ ОЛЕКСІЙОВИЧ, UA, ЩЕТИНІНА ВІРА ІВАНІВН А, UA (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ, UA, ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІНАТ ІМЕНІ ІЛЛІЧА", U A (56) ГОСТ 10543-98. Проволока стальная наплавочная. Технические условия. ОКП 170010. RU 1487321 C, 30.10.1994 RU 2104138 C1, 10.02.1998 3 85292 При електродуговому наплавленні високовуглецевих сталей для запобігання виникнення кристалізаційних і холодних тріщин виконують попередній і співпадаючий нагрів, термічну обробку і заповільне охолодження після наплавлення. Однак при цьому внаслідок недостатньої кількості вуглецю і легуючи х елементів при наплавлені деталей металургійного обладнання не забезпечується тріщиностійкість, зносостійкість, жароміцність і корозійна стійкість. В основу винаходу поставлена задача розробити дріт для електродугового наплавлення, у якому використання нових співвідношень вуглецю і легуючи х елементів дозволить забезпечити відсутність кристалізаційних і холодних тріщин, підвищення зносостійкості, жароміцності і корозійної стійкості. Поставлена задача зважується за рахунок того, що дріт для наплавлення, який містить у собі вуглець, марганець, кремній, хром, нікель відповідно винаходу, він містить додатково молібден, ванадій і ніобій при слідуючому співвідношенні елементів в мас.%: Вуглець 0,3-0,4 Марганець 1,8-2,0 Кремній 0,9-1,2 Хром 4,5-5,5 Нікель не більше 0,025 Мідь не більше 0,025 Молібден 0,7-0,9 Ванадій 0,4-0,5 Ніобій 0,2-0,25 Сірка не більше 0,025 Фосфор не більше 0,025 Залізо Решта. Додаткове введення ванадію, молібдену і ніобію в пропонованому співвідношенні забезпечує одночасно зростання твердості, жаростійкості, стійкості к виникненню гарячих і холодних тріщин і корозійної стійкості. При електродуговому наплавленні створюються карбіди хрому, ванадію і ніобію, які підвищують твердість і зносостійкість наплавленого металу. Тріщини виникають, коли зварювальні напруги стають більше межі міцності, яка залежить від міжатомних сил зв'язку. При одночасному введенні в дріт додаткової кількості вуглецю, який характеризується високою твердістю та низькою пластичністю, ванадію і ніобію, який створює мілкодисперсні карбіди ніобію, здрібнює структур у, зростає площа контакту і величина міжатомних сил зв'язку, що забезпечує підвищення стійкості до утворення гарячих і холодних тріщин. Особливо зростає стійкість до утворення гарячих тріщин, які виникають по границям зерен. Легуючі елементи марганець, кремній, нікель, хром і мідь розчинюються у фериті, зміцнюють його та здрібнюють перліт. Завдяки чому міцність наплавленого металу зростає і підвищується зносостійкість. Легуючи елементи молібден і ванадій підвищують жароміцність, температуру зниження міцності металу при нагріві і стійкості наплавленого металу до зниження міцності. Ванадій - сильний карбідоутворювач. При введені ванадію створюються карбіди ванадію, які не розчинюються в залізі та мають форму мілкодисперсних нетвердих включень, вна 4 слідок чого зростає пластичність наплавленого металу і стійкість до утворення гарячих тріщин. Для одночасного підвищення жаростійкості в наплавлений метал введено хром, який створює захисну плівку оксидів на поверхні наплавленого металу, яка підвищує корозійну стійкість, що особливо важливо при прокатці, коли гарячі робочі валки, контактуючі з металом, охолоджуються водою. Одночасне здрібнення структури, зниження зварювальних напруг і зростання корозійної стійкості забезпечує підвищення жаростійкості, тріщиностійкості, зносостійкості і працездатності наплавлених високовуглецеви х деталей. Всі існуючи дроти для електродугового наплавлення високовуглецевих сталей засновані на підвищенні кількості вуглецю і хрому. Пропонований винахід базується на ефективному способі впливу на кристалізацію металу зварювальної ванни, одночасного здрібнення структури, зниження зварювальних напруг і зростання корозійної стійкості за рахунок додаткового введення молібдену, ванадію і ніобію. Отже, даний дріт для електродугового наплавлення виявляє свої особливості - одночасного здрібнення структури, зниження зварювальних напруг і зростання корозійної стійкості тільки за певних умов, а саме при введені додатково молібдену, міді, ванадію і ніобію при слідуючому співвідношенні елементів в мас.%: Вуглець 0,3-0,4 Марганець 1,8-2,0 Кремній 0,9-1,2 Хром 4,5-5,5 Нікель не більше 0,025 Мідь не більше 0,025 Молібден 0,7-0,9 Ванадій 0,4-0,5 Ніобій 0,2-0,25 Сірка не більше 0,025 Фосфор не більше 0,025 Залізо решта. Виходить, ці умови є істотними. А додаткове введення легуючих елементів в заявленому співвідношенні, забезпечує виникнення нового ефекту впливу на магнітогідродинамічні явища, зменшення зварювальних напруг, здрібнювання структури, підвищення тріщиностійкості, зносостійкості, жароміцності і корозійної стійкості наплавлених деталей. При введенні в дріт менше 0,7% молібдену, який характеризується високою температурою плавлення, високими механічними властивостями і модулем пружності, не забезпечується жароміцність наплавлених деталей, які експлуатуються в умовах високих температур, зменшується температура зниження міцності металу при нагріві і стійкість наплавленого металу до зниження міцності. Тому знижується зносостійкість і працездатність деталей металургійного обладнання. При введені більше 0,9% молібдену внаслідок високого модуля пружності знижується пластичність наплавленого металу і зростає схильність до утворення тріщин. Порушується рівновага сил, діючих між атомами. Тому знижується тріщиностійкість і зносостійкість наплавлених деталей ме 5 85292 талургійного обладнання. Крім того, зростає собівартість дроту, що знижує ефективність процесу наплавлення. При введені в дріт менше 0,4% ванадію, який є сильним карбідостворювачем, не забезпечується створення мілкодисперсної структури, знижується жароміцність і пластичність наплавленого металу. Тому зростає схильність до утворення тріщин і знижується зносостійкість наплавлених деталей. При введені в дріт більше 0,5% ванадію, внаслідок утворення нетвердих включень порушується рівномірність зносу валків, що приводить к порушенню рівномірності товщини металу. Крім того, зростає собівартість наплавлення і витратний коефіцієнт валків на тону прокату. При введені в дріт менше 0,2% ніобію, не забезпечується створення мілкодисперсних карбідів 6 ніобію, зростає зерно, зменшується площа контакту і величина міжатомних сил зв'язку, що приводить до зниження тріщиностійкості. Тому знижується зносостійкість і працездатність деталей металургійного обладнання. При введені в дріт більше 0,25% ніобію, який характеризується високою температурою плавлення і різко різниться теплофізичними властивостями зі сталлю, підвищуються напруги і деформації, які викликають виникнення тріщин у шві і навколошовній зоні. Тому знижується тріщиностійкість і зносостійкість наплавлених деталей. Дроти сполошної сечі для електродугового наплавлення вироблялися хімічних составів, приведених у таблиці №1. Таблиця 1 Елементи 1 0,2 1,7 0,8 4,0 0,025 0,025 0,6 0,3 1,5 0,025 0,025 90,8 Вуглець Марганець Кремній Хром Нікель Мідь Молібден Ванадій Ніобій Сірка Фосфор Залізо Состав, мас.% 3 0,3 1,8 0,9 4,5 0,025 0,025 0,7 0,4 0,2 0,025 0,025 91,1 2 0,5 2,1 1,3 6,0 0,025 0,025 1,0 0,6 0,3 0,025 0,025 88,1 Приклад Вироблялося автоматичне електродугове наплавлення дротами різного хімічного составу робочих валків із сталі 9ХФ діаметром їм і довжиною бочки 1,7м. Наплавлення вироблялося під флюсом АН-26. Як джерело харчування використовували випрямляч ВДУ 1204. Автоматичне наплав 4 0,35 1,9 1,05 5,0 0,025 0,025 0,8 0,45 0,225 0,025 0,025 90,125 5 0,4 2,0 1,2 5,5 0,025 0,025 0,9 0,5 0,25 0,025 0,025 89,15 лення вироблялось на режимі: величина струму 600-650 А, напруга на дузі 32-34 В, швидкість наплавлення 75м/г. Результати проведених досліджень впливу хімічного составу дроту на тріщиностійкість, зносостійкість і працездатність наплавлених деталей представлені в таблиці №2. Таблиця №2 Спосіб Відомий Прототип Пропонований 1 2 3 4 5 Кількість прокатаного металу, тис. тонн 500 Довжина тріщин, мм Знос валка, мм 25,0 5,0 7,0 6,0 3,0 3,0 3,0 2,5 2,0 1,0 1,0 1,0 500 500 500 500 500 У результаті проведених досліджень установлено, що дріт для електродугового наплавлення, який містить у собі вуглець, марганець, кремній, хром і додатково молібден, мідь, ванадій і ніобій при слідуючому співвідношенні елементів в мас.%: Вуглець 0,3-0,4 Марганець 1,8-2,0 Кремній 0,9-1,2 Хром Нікель Мідь Молібден Ванадій Ніобій Сірка Фосфор 4,5-5,5 не більше 0,025 не більше 0,025 0,7-0,9 0,4-0,5 0,2-0,25 не більше 0,025 не більше 0,025 7 85292 Залізо решта є оптимальним. Використання пропонованого дроту для електродугового наплавлення в порівнянні з існуючими забезпечує за рахунок додаткового введення молібдену, ванадію і ніобію у заявленому співвідношенні наступні переваги: - створення карбідів хрому, ванадію і ніобію внаслідок чого зростає твердість наплавленого металу; - зростання швидкості кристалізації рідкого металу зварювальної ванни, зменшення часу перебування металу у рідкому стані і здрібнювання структури; - створення мілкодисперсних карбідів ніобію, зростання площі контакту атомів і міжатомних сил зв'язку; - підвищення жароміцністі, температури зниження міцності металу при нагріві і стійкості наплавленого металу до зниження міцності; - створення карбідів ванадію, які не розчинюються в залізі та мають форму мілкодисперсних Комп’ютерна в ерстка В. Клюкін 8 нетвердих включень, внаслідок чого зростає пластичність наплавленого металу і стійкість к утворенню гарячих тріщин; - створення на поверхні наплавленого металу захисної плівки оксидів хрому, які підвищують корозійну стійкість; - підвищення тріщиностійкості, зносостійкості, жароміцності і корозійної стійкості наплавлених деталей із високовуглецевих сталей. Упровадження пропонованого дроту для електродугового наплавлення при відновленні і зміцненні деталей металургійного обладнання дозволяє забезпечити якісне формування наплавленого металу, тріщиностійкість, зносостійкість, працездатність і зниження витратного коефіцієнту валків на тону прокату. Література: 1. ГОСТ 10543-98 Проволока стальная наплавочная. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюWire for electric arc hard-facing
Автори англійськоюBoiko Volodymyr Semenovych, Schetynin Serhii Viktorovych, Klymanchuk Vladyslav Vladyslavovych, Kyrylchenko Petro Mykolaiovych, Pushkov Valerii Vasyliovych, Vorobiov Andrii Oleksiiovych, Schetynina Vira Ivanivna
Назва патенту російськоюПроволока для электродуговой наплавки
Автори російськоюБойко Владимир Семенович, Щетинин Сергей Викторович, Климанчук Владислав Владиславович, Кирильченко Петр Николаевич, Пушков Валерий Васильевич, Воробьев Андрей Алексеевич, Щетинина Вера Ивановна
МПК / Мітки
МПК: B23K 35/30, B23K 9/18
Мітки: наплавлення, електродугового, дріт
Код посилання
<a href="https://ua.patents.su/4-85292-drit-dlya-elektrodugovogo-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Дріт для електродугового наплавлення</a>
Порошковий дріт для наплавлення
Номер патенту: 44801
Опубліковано: 15.03.2002
Автори: Рябцев Ігор Олександрович, Мікаелян Генріх Суренович, Євтушенко Віктор Вікторович
МПК: B23K 35/368
Мітки: порошковий, наплавлення, дріт
Формула / Реферат:
Порошковий дріт для наплавлення, який складається з сталевої оболонки та порошкової шихти, яка містить феромарганець, феротитан, порошок заліза, який відрізняється тим, що склад шихти додатково має ферохром, феросиліцій, порошок алюмінію та флюс АН-348А, за наступним вмістом компонентів, мас. частка, %: сталева оболонка 75,0-78,0; ферохром 2,0-2,5; ...
Порошковий дріт для наплавлення
Номер патенту: 22815
Опубліковано: 25.04.2007
Автори: Крехов Ігор Миколайович, Мацаренко Владислав Дмитрович
МПК: B23K 35/30
Мітки: дріт, наплавлення, порошковий
Формула / Реферат:
Порошковий дріт для наплавлення, що складається зі сталевої оболонки і порошкоподібної шихти, яка містить феробор і графіт, який відрізняється тим, що у порошкоподібну шихту введено хром металевий, при цьому компоненти взято в наступному співвідношенні, мас. %: феробор 15,00-39,00 хром металевий 1,00-20,00 графіт 0,15-0,25 ...
Порошкова стрічка для наплавлення
Номер патенту: 24926
Опубліковано: 25.07.2007
Автори: Четиркін Михайло Володимирович, Мацаренко Владислав Дмитрович, Паренчук Валерій Васильович, Мацаренко Ніна Павлівна
МПК: B23K 35/368, B23K 35/30
Мітки: стрічка, наплавлення, порошкова
Формула / Реферат:
1. Порошкова стрічка для наплавлення, яку виконано у вигляді сталевої оболонки та порошкового наповнювача, що містить сплавлені гранули, до складу яких входять вуглець, кремній, хром, нікель, марганець і залізо, яка відрізняється тим, що згадані компоненти входять до складу гранул у наступному співвідношенні, мас. %: нікель 1,00-10,00 марганець 1,00-6,00 ...
Порошковий дріт для наплавлення
Номер патенту: 81996
Опубліковано: 25.02.2008
Автори: Рябцев Ігор Олександрович, Черняк Ярослав Петрович, Кондратьєв Ігор Олександрович
МПК: B23K 35/368
Мітки: наплавлення, порошковий, дріт
Формула / Реферат:
Порошковий дріт для наплавлення відкритою дугою, переважно інструменту для гарячого деформування металу, що складається зі сталевої оболонки і порошкоподібної шихти, що вміщує нікелевий порошок, феротитан, молібденовий порошок, кремній кристалічний, який відрізняється тим, що до складу шихти дроту додатково введені алюмінієвий порошок, марганець металевий, шлако- і газоутворюючі компоненти, залізний порошок, причому компоненти дроту взяті в...
Порошковий електродний дріт для зварювання й наплавлення сталевих виробів
Номер патенту: 39646
Опубліковано: 15.09.2003
Автори: Черняк Ярослав Петрович, Рябцев Ігор Олександрович, Каленський Віктор Костянтинович
МПК: B23K 35/368
Мітки: виробів, електродний, наплавлення, сталевих, дріт, порошковий, зварювання
Формула / Реферат:
1. Порошковий електродний дріт для зварювання й наплавлення сталевих виробів, що складається зі сталевої оболонки і порошкової шихти, в яку включені титановмісний і марганцевмісний компоненти, який відрізняється тим, що до складу шихти додатково введені молібденовмісний компонент, шлако- і газоутворюючі компоненти, причому компоненти дроту узяті в такому співвідношенні, мас. %: титановмісний компонент 2-20 ...
Попередній патент: Лікувально-профілактичний засіб гепатопротекторної, протизапальної та антиоксидантної дії
Наступний патент: Термоелемент
Випадковий патент: Спосіб відновлення ріжучого інструменту