Пристрій для контролю лазерної системи виміру геометричних розмірів та якості поверхні деталей
Номер патенту: 85637
Опубліковано: 25.11.2013
Автори: Давиденко Олександр Петрович, Бєлєвцова Анастасія Станіславівна, Григоренко Ігор Володимирович, Кондрашов Сергій Іванович
Формула / Реферат
Пристрій для контролю лазерної системи виміру геометричних розмірів та якості поверхні деталей, що містить лазерний канал, фокусуючу двоопуклу лінзу, світлоподільну лінзу, фокусуючі системи, еталонну за геометричними розмірами поверхню, системи відбиваючих дзеркал, світлоприймач, який відрізняється тим, що містить тестові зразкові ділянки фіксованого розміру, нанесені на еталонну поверхню, оптичний атенюатор, кубик Луммера-Бродхуна та блок обробки даних.
Текст
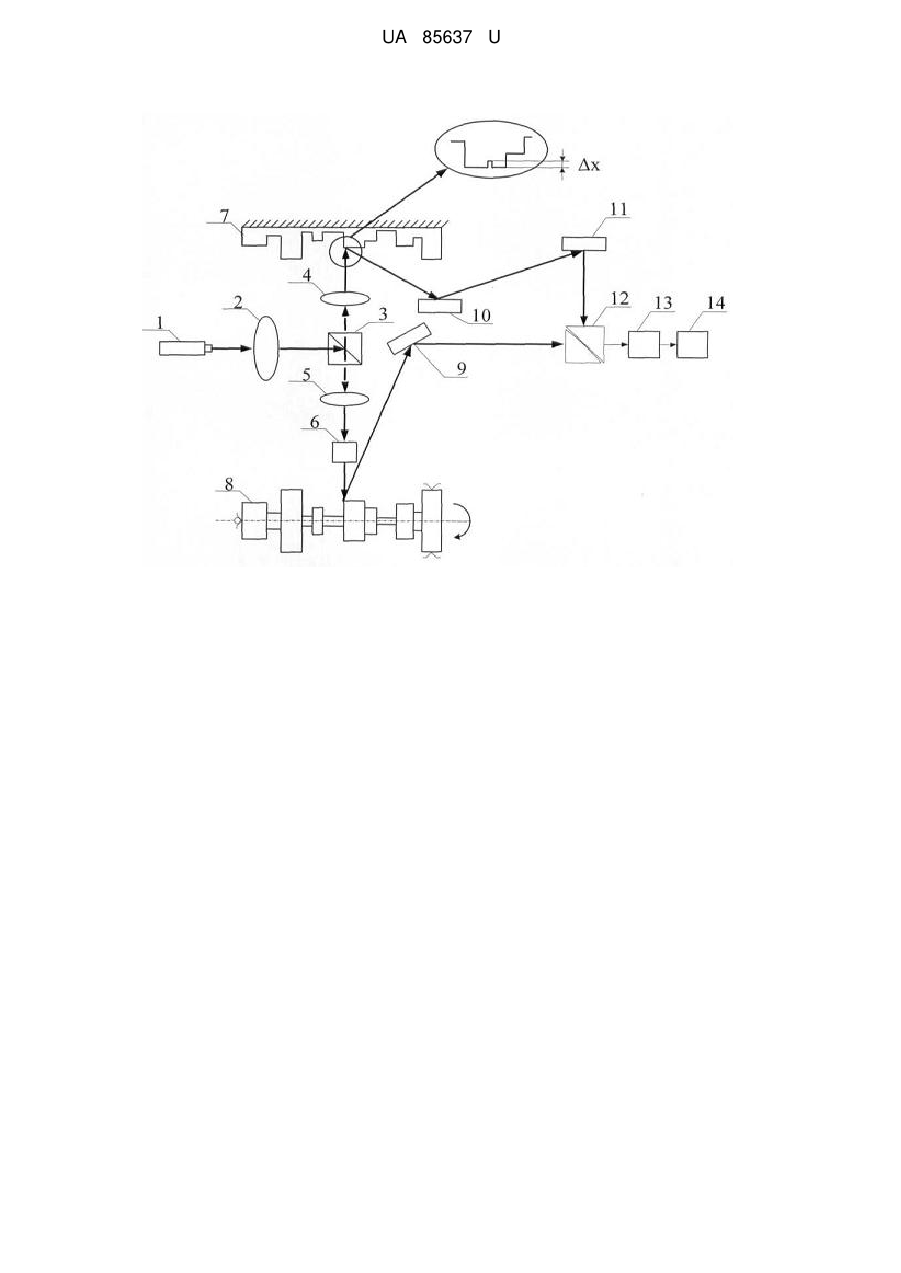
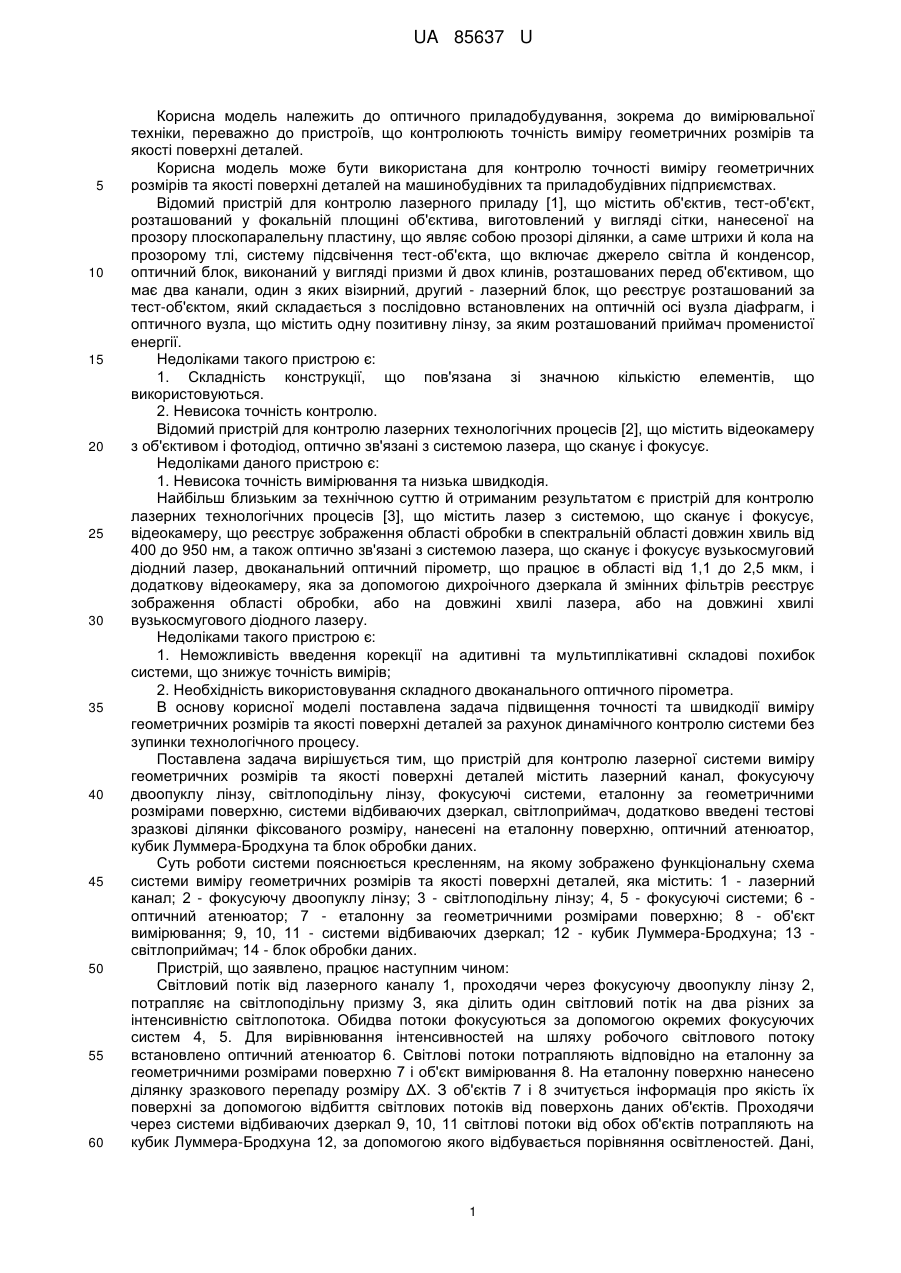
Реферат: Пристрій для контролю лазерної системи виміру геометричних розмірів та якості поверхні деталей містить лазерний канал, фокусуючу двоопуклу лінзу, світлоподільну лінзу, фокусуючі системи, еталонну за геометричними розмірами поверхню, системи відбиваючих дзеркал, світлоприймач. Додатково містить тестові зразкові ділянки фіксованого розміру, нанесені на еталонну поверхню, оптичний атенюатор, кубик Луммера-Бродхуна та блок обробки даних. UA 85637 U (54) ПРИСТРІЙ ДЛЯ КОНТРОЛЮ ЛАЗЕРНОЇ СИСТЕМИ ВИМІРУ ГЕОМЕТРИЧНИХ РОЗМІРІВ ТА ЯКОСТІ ПОВЕРХНІ ДЕТАЛЕЙ UA 85637 U UA 85637 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до оптичного приладобудування, зокрема до вимірювальної техніки, переважно до пристроїв, що контролюють точність виміру геометричних розмірів та якості поверхні деталей. Корисна модель може бути використана для контролю точності виміру геометричних розмірів та якості поверхні деталей на машинобудівних та приладобудівних підприємствах. Відомий пристрій для контролю лазерного приладу [1], що містить об'єктив, тест-об'єкт, розташований у фокальній площині об'єктива, виготовлений у вигляді сітки, нанесеної на прозору плоскопаралельну пластину, що являє собою прозорі ділянки, а саме штрихи й кола на прозорому тлі, систему підсвічення тест-об'єкта, що включає джерело світла й конденсор, оптичний блок, виконаний у вигляді призми й двох клинів, розташованих перед об'єктивом, що має два канали, один з яких візирний, другий - лазерний блок, що реєструє розташований за тест-об'єктом, який складається з послідовно встановлених на оптичній осі вузла діафрагм, і оптичного вузла, що містить одну позитивну лінзу, за яким розташований приймач променистої енергії. Недоліками такого пристрою є: 1. Складність конструкції, що пов'язана зі значною кількістю елементів, що використовуються. 2. Невисока точність контролю. Відомий пристрій для контролю лазерних технологічних процесів [2], що містить відеокамеру з об'єктивом і фотодіод, оптично зв'язані з системою лазера, що сканує і фокусує. Недоліками даного пристрою є: 1. Невисока точність вимірювання та низька швидкодія. Найбільш близьким за технічною суттю й отриманим результатом є пристрій для контролю лазерних технологічних процесів [3], що містить лазер з системою, що сканує і фокусує, відеокамеру, що реєструє зображення області обробки в спектральній області довжин хвиль від 400 до 950 нм, а також оптично зв'язані з системою лазера, що сканує і фокусує вузькосмуговий діодний лазер, двоканальний оптичний пірометр, що працює в області від 1,1 до 2,5 мкм, і додаткову відеокамеру, яка за допомогою дихроічного дзеркала й змінних фільтрів реєструє зображення області обробки, або на довжині хвилі лазера, або на довжині хвилі вузькосмугового діодного лазеру. Недоліками такого пристрою є: 1. Неможливість введення корекції на адитивні та мультиплікативні складові похибок системи, що знижує точність вимірів; 2. Необхідність використовування складного двоканального оптичного пірометра. В основу корисної моделі поставлена задача підвищення точності та швидкодії виміру геометричних розмірів та якості поверхні деталей за рахунок динамічного контролю системи без зупинки технологічного процесу. Поставлена задача вирішується тим, що пристрій для контролю лазерної системи виміру геометричних розмірів та якості поверхні деталей містить лазерний канал, фокусуючу двоопуклу лінзу, світлоподільну лінзу, фокусуючі системи, еталонну за геометричними розмірами поверхню, системи відбиваючих дзеркал, світлоприймач, додатково введені тестові зразкові ділянки фіксованого розміру, нанесені на еталонну поверхню, оптичний атенюатор, кубик Луммера-Бродхуна та блок обробки даних. Суть роботи системи пояснюється кресленням, на якому зображено функціональну схема системи виміру геометричних розмірів та якості поверхні деталей, яка містить: 1 - лазерний канал; 2 - фокусуючу двоопуклу лінзу; 3 - світлоподільну лінзу; 4, 5 - фокусуючі системи; 6 оптичний атенюатор; 7 - еталонну за геометричними розмірами поверхню; 8 - об'єкт вимірювання; 9, 10, 11 - системи відбиваючих дзеркал; 12 - кубик Луммера-Бродхуна; 13 світлоприймач; 14 - блок обробки даних. Пристрій, що заявлено, працює наступним чином: Світловий потік від лазерного каналу 1, проходячи через фокусуючу двоопуклу лінзу 2, потрапляє на світлоподільну призму З, яка ділить один світловий потік на два різних за інтенсивністю світлопотока. Обидва потоки фокусуються за допомогою окремих фокусуючих систем 4, 5. Для вирівнювання інтенсивностей на шляху робочого світлового потоку встановлено оптичний атенюатор 6. Світлові потоки потрапляють відповідно на еталонну за геометричними розмірами поверхню 7 і об'єкт вимірювання 8. На еталонну поверхню нанесено ділянку зразкового перепаду розміру ΔХ. З об'єктів 7 і 8 зчитується інформація про якість їх поверхні за допомогою відбиття світлових потоків від поверхонь даних об'єктів. Проходячи через системи відбиваючих дзеркал 9, 10, 11 світлові потоки від обох об'єктів потрапляють на кубик Луммера-Бродхуна 12, за допомогою якого відбувається порівняння освітленостей. Дані, 1 UA 85637 U 5 10 отримані після проходження світла через кубик 12, потрапляють до світлоприймача 13 і передаються на блок обробки даних 14, в якому відбувається розрахунок математичного сподівання та середньоквадратичного відхилення розміру об'єкту від еталону. Таким чином, запропонований пристрій має переваги у порівнянні з прототипом тому, що дозволяє значно підвищити точність вимірювання завдяки використанню тестових зразкових ділянок. Джерела інформації: 1. Г.І. Федченко, С.І. Щеглов, С.М. Зубок. Устройство для контроля лазерного прибора. Патент РФ № 2419079, кл. G01M 11/02, 2009. 2. J.-P.Kruth, J.Duflou et al. // Proceedings of the 5th LANE 2007. V.I. P.23-30. Erlangen. Germany. 3. Ю.О. Чивель, І. Смуров, Лаже Бернард. Устройство для контроля лазерных технологических процессов. Патент РФ № 2371704, кл. МПК G01N 21/63 (2006.01) В23К 26/02 (2006.01). 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Пристрій для контролю лазерної системи виміру геометричних розмірів та якості поверхні деталей, що містить лазерний канал, фокусуючу двоопуклу лінзу, світлоподільну лінзу, фокусуючі системи, еталонну за геометричними розмірами поверхню, системи відбиваючих дзеркал, світлоприймач, який відрізняється тим, що містить тестові зразкові ділянки фіксованого розміру, нанесені на еталонну поверхню, оптичний атенюатор, кубик ЛуммераБродхуна та блок обробки даних. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюHryhorenko Ihor Volodymyrovych, Kondrashov Serhii Ivanovych
Автори російськоюГригоренко Игорь Владимирович, Кондрашов Сергей Иванович
МПК / Мітки
МПК: G01B 11/30
Мітки: системі, якості, лазерної, виміру, пристрій, поверхні, геометричних, контролю, деталей, розмірів
Код посилання
<a href="https://ua.patents.su/4-85637-pristrijj-dlya-kontrolyu-lazerno-sistemi-vimiru-geometrichnikh-rozmiriv-ta-yakosti-poverkhni-detalejj.html" target="_blank" rel="follow" title="База патентів України">Пристрій для контролю лазерної системи виміру геометричних розмірів та якості поверхні деталей</a>
Пристрій для виміру і контролю геометричних параметрів рейкових стиків залізничної та трамвайної колій
Номер патенту: 7936
Опубліковано: 15.07.2005
Автори: Шпачук Володимир Петрович, Личкатий Євген Олександрович, Чупринін Олександр Олексійович, Коваленко Андрій Віталійович
МПК: E01B 35/00
Мітки: виміру, параметрів, залізничної, контролю, рейкових, трамвайної, колій, стиків, пристрій, геометричних
Формула / Реферат:
Пристрій для виміру і контролю геометричних параметрів рейкових стиків залізничної та трамвайної колій, що містить двохосьовий шляховий візок, на платформі якого змонтовані блок реєстрації, вимірник пройденого візком шляху, ідентичні правий і лівий канали виміру геометричних параметрів стику, кожний з яких містить послідовно з’єднані датчик рейкового стику, що включає П-подібне осердя із закріпленими на ньому першою котушкою збудження і...
Пристрій для вимірювання геометричних розмірів кварцових труб
Номер патенту: 11269
Опубліковано: 15.12.2005
Автори: Долина Віктор Георгійович, Аракелян Георгій Арменакович, Колосова Олена Петрівна, Гришко Віктор Федорович, Ярош Наталія Василівна, Варваров Олександр Федорович, Нагорна Діна Романівна
МПК: G01B 21/10, G01B 11/08
Мітки: кварцових, труб, геометричних, розмірів, вимірювання, пристрій
Формула / Реферат:
Пристрій для вимірювання геометричних розмірів кварцових труб, що містить послідовно і оптично з'єднані джерело світла (1), розсіювач (2), щілинну діафрагму (3), об'єктив (4), фотоприймач (6), а також послідовно з'єднані блок обробки відеосигналу (7), блок обчислень (8) і індикатор (9), який відрізняється тим, що пристрій додатково містить фільтр світла (5), який розміщений між об'єктивом (4) і фотоприймачем (6).
Пристрій для вимірювання геометричних розмірів прозорих труб
Номер патенту: 11268
Опубліковано: 15.12.2005
Автори: Гришко Віктор Федорович, Нагорна Діна Романівна, Варваров Олександр Федорович, Долина Віктор Георгійович, Ярош Наталія Василівна, Колосова Олена Петрівна, Аракелян Георгій Арменакович
МПК: G01B 9/00, G01B 21/10
Мітки: розмірів, вимірювання, труб, прозорих, пристрій, геометричних
Формула / Реферат:
Пристрій для вимірювання геометричних розмірів прозорих труб, що містить послідовно і оптично з'єднані джерело світла (1), розсіювач (2), щілинну діафрагму (3), об'єктив (4), фотоприймач (5), а також послідовно з'єднані блок обробки відеосигналу (6), блок обчислень (7) і індикатор (8), який відрізняється тим, що пристрій додатково містить задавач струму (9), вхід якого з'єднаний з другим виходом блока обчислень (7), а вихід з'єднаний із...
Прилад для контролю якості поверхні
Номер патенту: 11159
Опубліковано: 15.12.2005
Автори: Шабашкевич Борис Григорович, Добровольський Юрій Георгійович
МПК: G03B 17/00, G03B 41/00, H01L 31/00
Мітки: поверхні, якості, контролю, прилад
Формула / Реферат:
Прилад для контролю якості поверхні, який складається з розрядно-оптичного пристрою, джерела електричного поля високої напруженості переривника імпульсів напруги та засобу вимірювання, який відрізняється тим, що додатково містить блок порівняння вимірюваного сигналу з еталонним, а розрядно-оптичний пристрій об'єднаний з фотоприймальним блоком.
Пристрій для вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення
Номер патенту: 60867
Опубліковано: 25.06.2011
Автори: Лисиця Михайло Петрович, Лисиця Павло Михайлович
МПК: G01B 21/10
Мітки: труб, вимірювання, геометричних, пристрій, процесі, виготовлення, кварцових, розмірів
Формула / Реферат:
Пристрій для вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення, що містить обчислювач, аналого-цифровий і цифро-аналоговий перетворювачі та індикатор результатів вимірювань, який відрізняється тим, що для вимірювання діаметра циліндричних виробів, у тому числі кварцових труб, у процесі їх формування із кварцового блока, де в зоні сформованої трубки температура досягає 1300 °С із значним її коливанням, із метою...
Попередній патент: Спосіб лікування загрози передчасних пологів у вагітних з багатоплідною вагітністю препаратом “спаскупрель”
Наступний патент: Спосіб формування ручного кишкового шва
Випадковий патент: Лицьова маска для захисту органів дихання