Пристрій для вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення
Номер патенту: 60867
Опубліковано: 25.06.2011
Формула / Реферат
Пристрій для вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення, що містить обчислювач, аналого-цифровий і цифро-аналоговий перетворювачі та індикатор результатів вимірювань, який відрізняється тим, що для вимірювання діаметра циліндричних виробів, у тому числі кварцових труб, у процесі їх формування із кварцового блока, де в зоні сформованої трубки температура досягає 1300 °С із значним її коливанням, із метою підвищення точності та стабільності вимірювання діаметра кварцової трубки у високотемпературній зоні у пристрій додатково введено три вимірювальні пелюстки, центри обертання яких знаходяться у вершинах умовного трикутника, розташованого в площині, перпендикулярній до положення трубки, що вимірюється, які своїми закріпленими у вершинах трикутника кінцями прикріплені до валів пристроїв вимірювання кутів, ці вали прикріплені через з'єднувальні муфти до валів малопотужних привідних двигунів, кожний із трьох привідних двигунів входить до складу відповідного каналу електропривода з обмеженням рушійного моменту, значення якого задається від обчислювача (мікроконтролера), і обмеження моменту обумовлене допустимим силовим впливом на вимірювальну трубку; на основі виміряних кутів та значень сторін умовного трикутника за допомогою мікроконтролера обчислюється значення зовнішнього діаметра трубки.
Текст
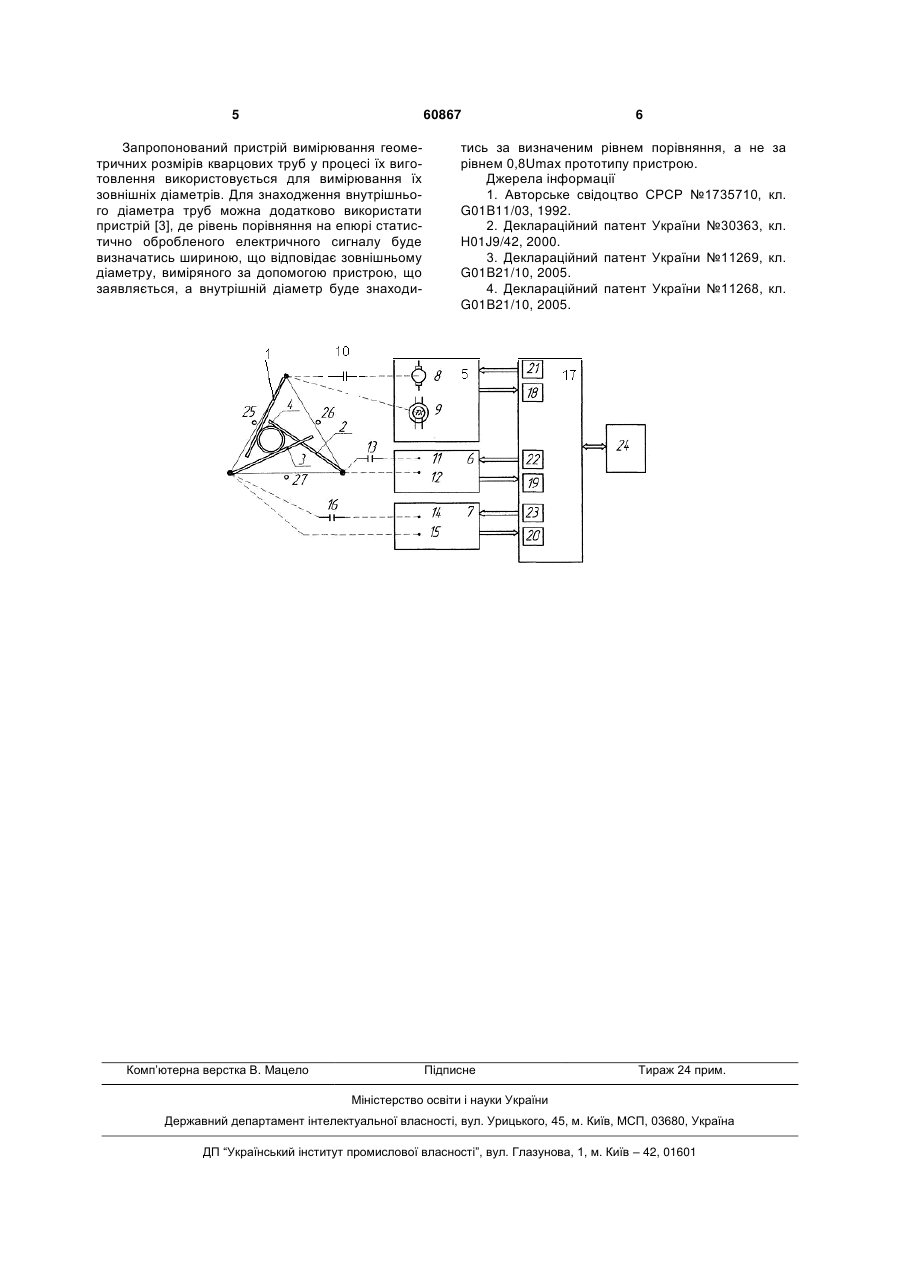
Пристрій для вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення, що містить обчислювач, аналого-цифровий і цифроаналоговий перетворювачі та індикатор результатів вимірювань, який відрізняється тим, що для вимірювання діаметра циліндричних виробів, у тому числі кварцових труб, у процесі їх формування із кварцового блока, де в зоні сформованої трубки температура досягає 1300 °С із значним її коливанням, із метою підвищення точності та стабільності вимірювання діаметра кварцової тру 3 вати вимірювальний пристрій як найближче до розм'якшеної зони „блок-трубка" з температурою печі 1800 -1950 °С, а тому температура в зоні вимірювання зафіксованого діаметра становить 1300 - 600 °С, коливання якої залежить від фаз протікання технологічного процесу та відстані до місця вимірювання. Вказане коливання температури суттєво впливає на показник приломлення променів розсіяного світла в кварцовому склі та показник приломлення повітря внаслідок значного градієнта температури поблизу країв трубки, що породжує ефект рефракції, в результаті чого діаграма електричного сигналу, отриманого від матриці пристрою із зарядовим зв'язком (ПЗЗ), розширюється або звужується незалежно від зміни свого рівня по вертикалі, що суттєво впливає на похибку вимірювання діаметра і може досягати 5 - 10 % при вимірюванні трубки з діаметром 30-10 мм. Суттєвим недоліком указаного пристрою є також значне збільшення похибки вимірювання, а то й зовсім нефункціонування пристрою при зміщенні трубки в просторі, що завжди присутнє за рахунок коливань блока, з якого витягується трубка, підвішеного до ковзної каретки, та за рахунок нерівномірності притиснення теплоізолюючими прокладками затискачів трубки витягальної машини. Ознаками прототипу, які збіжні з ознаками корисної моделі, є наявність у схемі обчислювача аналого-цифрових та цифро-аналогових перетворювачів (АЦП та ЦАП), а також наявність індикатора результатів вимірювань. Усе інше в схемі відрізняється суттєво. Задачею цієї корисної моделі є створення пристрою вимірювання діаметра кварцової трубки з підвищеною точністю та стабільністю роботи при технологічному процесі формування її з кварцового блока, який характеризується високим значенням температури, до 1300 °С, та значним її коливанням у зоні вимірювання. Поставлене завдання вирішується таким чином, що для вимірювання діаметра кварцової трубки у високотемпературній зоні пристрій містить три вимірювальні пелюстки, центри обертання яких знаходяться у вершинах умовного трикутника, розташованого в площині, перпендикулярній до положення трубки, що вимірюється. Вимірювальні пелюстки своїми закріпленими у вершинах трикутника кінцями прикріплені до валів пристроїв вимірювання кутів. Ці вали прикріплені через з'єднувальні муфти до валів малопотужних приводних двигунів. Кожний із трьох приводних двигунів уходить до складу відповідного каналу електропривода з обмеженням рушійного моменту, значення якого задається від обчислювача (мікроконтролера). Обмеження моменту обумовлено допустимим силовим впливом на вимірювальну трубку. На основі виміряних кутів та значень сторін умовного трикутника за допомогою мікроконтролера обчислюється значення зовнішнього діаметра трубки. На кресленні зображена функціональна схема пристрою. Пристрій для вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення містить: три вимірювальні пелюстки 1, 2, 3; три електроприводи 5, 6, 7 з малопотужними двигуна 60867 4 ми 8, 11, 14, вимірювачами кута 9, 12, 15 та муфтами, відповідно 10, 13, 16; обчислювач 17 з аналого-цифровими перетворювачами 18, 19, 20 і цифро-аналоговими перетворювачами 21, 22, 23; індикатор 24, а також обмежувачі 25, 26, 27 крайніх положень вимірювальних пелюсток, причому вимірювальні пелюстки своїми закріпленими кінцями у вершинах трикутника прикріплені до валів пристроїв вимірювання кутів 9, 12, 15. Ці вали прикріплені через з'єднувальні муфти 10, 13, 16 до валів малопотужних приводних двигунів 8, 11,14. Кожний із трьох приводних двигунів уходить до складу відповідного каналу електропривода 5, 6, 7 з обмеженням рушійного моменту, значення якого задається від обчислювача 17 з аналогоцифровими перетворювачами 18, 19, 20 та цифроаналоговими перетворювачами 21, 22, 23. Вимірювальні пелюстки розташовані по вертикалі на різних рівнях із малим зазором, що дозволяє установити їх по дотичним, не заважаючи обертатись один одному при вимірюванні малих діаметрів трубки 4. Як пристрої вимірювання кутів можуть бути використані ємнісні,резистивні датчики, лінійні обертові трансформатори або інші пристрої зі стабільною похибкою вимірювання кута, що не перевищує однієї хвилини. Пристрій для вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення функціонує таким чином. У початковому стані пелюстки 1, 2, 3 вимірювального пристрою знаходяться біля обмежувачів крайніх положень 25, 26, 27 відповідно. За керуючим сигналом від обчислювача подаються сигнали через ЦАП 21, 22, 23 на двигуни 8, 11, 14 електроприводів 5, 6, 7. Вали двигунів через муфти 10, 13, 16 обертають пелюстки 1, 2, 3 в напрямку кварцової трубки 4. У момент дотику пелюсток до трубок вони зупиняються, прижимаючись до трубки із зусиллям, обмеженим допустимим моментом обертання вала двигуна, який задається від обчислювача. Після установлення всіх пелюсток по дотичній до трубки і витримавши мінімальний час установлення значень кутів, виконується зчитування цих значень із кожного з вимірювачів. Результати вимірювань через АЦП надходять до обчислювача і після обробки на індикатор видається значення обчисленого діаметра, який також може надходити на вищий рівень системного керування. Методика обробки результатів вимірювань виконується за способом вимірювання геометричних розмірів кварцових труб. Похибка вимірювання зовнішнього діаметра трубки - 10 мм та трубки - 40 мм при використанні датчика вимірювання кута з похибкою 1' та аналого-цифрового перетворювального пристрою з розрядністю 12 при знаходженні трубки в колі діаметром 50 мм, з центром у точці перетину бісектрис умовного трикутника, із температурою у зоні вимірювань 800 °С ±300 °С не перевищує ±0,04 мм і ±0,08 мм відповідно, що у відносних значеннях становить ± 0,4 % і ±0,2 %. Такі параметри повністю відповідають вимогам вимірювань при керуванні технологічним процесом формування кварцової трубки із блока. 5 60867 Запропонований пристрій вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення використовується для вимірювання їх зовнішніх діаметрів. Для знаходження внутрішнього діаметра труб можна додатково використати пристрій [3], де рівень порівняння на епюрі статистично обробленого електричного сигналу буде визначатись шириною, що відповідає зовнішньому діаметру, виміряного за допомогою пристрою, що заявляється, а внутрішній діаметр буде знаходи Комп’ютерна верстка В. Мацело 6 тись за визначеним рівнем порівняння, а не за рівнем 0,8Umax прототипу пристрою. Джерела інформації 1. Авторське свідоцтво СРСР №1735710, кл. G01B11/03, 1992. 2. Деклараційний патент України №30363, кл. H01J9/42, 2000. 3. Деклараційний патент України №11269, кл. G01B21/10, 2005. 4. Деклараційний патент України №11268, кл. G01B21/10, 2005. Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for measurement of geometrical dimensions of quartz tubes in process of production of those
Автори англійськоюLysytsia Pavlo Mykhailovych, Lysytsia Mykhailo Petrovych
Назва патенту російськоюУстройство для измерения геометрических размеров кварцевых труб в процессе их изготовления
Автори російськоюЛисица Павел Михайлович, Лисица Михаил Петрович
МПК / Мітки
МПК: G01B 21/10
Мітки: труб, кварцових, пристрій, розмірів, вимірювання, виготовлення, процесі, геометричних
Код посилання
<a href="https://ua.patents.su/3-60867-pristrijj-dlya-vimiryuvannya-geometrichnikh-rozmiriv-kvarcovikh-trub-u-procesi-kh-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення</a>
Спосіб вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення
Номер патенту: 57322
Опубліковано: 25.02.2011
Автори: Лисиця Михайло Петрович, Лисиця Павло Михайлович
МПК: G01B 21/10
Мітки: виготовлення, розмірів, геометричних, спосіб, процесі, труб, кварцових, вимірювання
Формула / Реферат:
Спосіб вимірювання геометричних розмірів кварцових труб у процесі їх виготовлення, що базується на використанні обчислювача, аналого-цифрового і цифро-аналогового перетворювачів та індикатора результатів вимірювань, який відрізняється тим, що для вимірювання діаметра циліндричних виробів, у тому числі кварцових труб, у процесі їх формування із кварцового блокa, де в зоні сформованої трубки температура досягає 1300 °С із значним її...
Пристрій для вимірювання геометричних розмірів кварцових труб
Номер патенту: 11269
Опубліковано: 15.12.2005
Автори: Ярош Наталія Василівна, Колосова Олена Петрівна, Долина Віктор Георгійович, Аракелян Георгій Арменакович, Нагорна Діна Романівна, Варваров Олександр Федорович, Гришко Віктор Федорович
МПК: G01B 21/10, G01B 11/08
Мітки: кварцових, вимірювання, труб, геометричних, пристрій, розмірів
Формула / Реферат:
Пристрій для вимірювання геометричних розмірів кварцових труб, що містить послідовно і оптично з'єднані джерело світла (1), розсіювач (2), щілинну діафрагму (3), об'єктив (4), фотоприймач (6), а також послідовно з'єднані блок обробки відеосигналу (7), блок обчислень (8) і індикатор (9), який відрізняється тим, що пристрій додатково містить фільтр світла (5), який розміщений між об'єктивом (4) і фотоприймачем (6).
Пристрій для вимірювання геометричних розмірів прозорих труб
Номер патенту: 11268
Опубліковано: 15.12.2005
Автори: Ярош Наталія Василівна, Колосова Олена Петрівна, Варваров Олександр Федорович, Нагорна Діна Романівна, Долина Віктор Георгійович, Аракелян Георгій Арменакович, Гришко Віктор Федорович
МПК: G01B 21/10, G01B 9/00
Мітки: прозорих, розмірів, пристрій, геометричних, труб, вимірювання
Формула / Реферат:
Пристрій для вимірювання геометричних розмірів прозорих труб, що містить послідовно і оптично з'єднані джерело світла (1), розсіювач (2), щілинну діафрагму (3), об'єктив (4), фотоприймач (5), а також послідовно з'єднані блок обробки відеосигналу (6), блок обчислень (7) і індикатор (8), який відрізняється тим, що пристрій додатково містить задавач струму (9), вхід якого з'єднаний з другим виходом блока обчислень (7), а вихід з'єднаний із...
Пристрій для вимірювання лінійних розмірів
Номер патенту: 55810
Опубліковано: 15.04.2003
Автори: Малащенко Володимир Олександрович, Ванкевич Петро Іванович, Глушко Галина Степанівна
МПК: G01B 11/08, G01B 11/00
Мітки: пристрій, вимірювання, розмірів, лінійних
Формула / Реферат:
Пристрій для вимірювання лінійних розмірів, що містить лінійку, на якій встановлений повзун, та оптичний прилад, який відрізняється тим, що лінійка оснащена слідкуючим механізмом, який виконаний у вигляді двох циліндричних кілець, встановлених з можливістю обертання на паралельних осях в одній площині, і постійних магнітів, симетрично закріплених по боках циліндричних кілець з зазорами відносно деталі, причому вісь симетрії слідкуючого...
Волоконно-оптичний пристрій вимірювання лінійних розмірів
Номер патенту: 34038
Опубліковано: 25.07.2008
Автори: Харченко Володимир Петрович, Окоча Сергій Васильович, Ільченко Володимир Миколайович, Руднева Марія Станіславівна, Квасніков Володимир Павлович
МПК: G01B 11/02, G01B 21/00
Мітки: волоконно-оптичний, вимірювання, пристрій, розмірів, лінійних
Формула / Реферат:
Волоконно-оптичний пристрій вимірювання лінійних розмірів, що містить привід з рухомою платформою, приймач-передавач, який відрізняється тим, що в нього введений волоконний лазер, основний обчислювальний блок PC, оптична система контролю позиціонування приводу, причому перший вихід волоконного лазера з'єднаний із входом приймача-передавача, другий вихід з'єднаний із оптичною системою контролю позиціонування приводу, яка з'єднана подвійним...
Попередній патент: Система автоматичного контролю і підтримання температури електроліту в акумуляторних батареях гібридної силової установки
Наступний патент: Пельменний автомат
Випадковий патент: Комплекс на основі n-оксиду 2,6-диметилпіридину і нітрату лантану як інгібітора окиснення бензилового спирту