Спосіб осадження заготівок
Номер патенту: 86620
Опубліковано: 10.01.2014
Автори: Швець Олексій Анатолійович, Жбанков Ярослав Геннадійович, Панов Володимир Володимирович, Сивак Роман Іванович, Станков Юрій Миколайович, Алієв Іграмотдін Сєражутдінович

Формула / Реферат
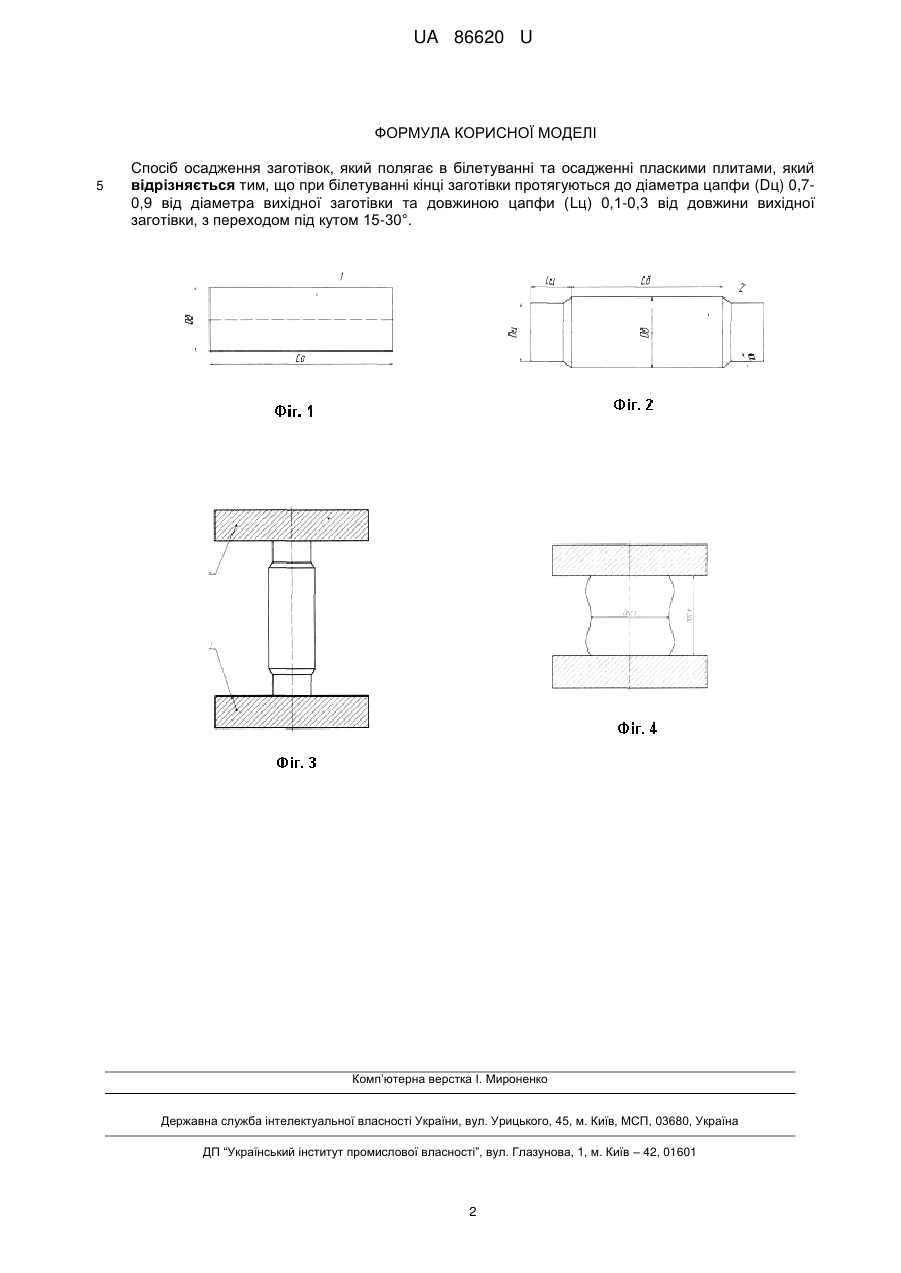
Спосіб осадження заготівок, який полягає в білетуванні та осадженні пласкими плитами, який відрізняється тим, що при білетуванні кінці заготівки протягуються до діаметра цапфи (Dц) 0,7-0,9 від діаметра вихідної заготівки та довжиною цапфи (Lц) 0,1-0,3 від довжини вихідної заготівки, з переходом під кутом 15-30°.
Текст
Реферат: Спосіб осадження заготівок полягає в білетуванні та осадженні пласкими плитами, причому при білетуванні кінці заготівки протягуються до діаметра цапфи (Dц) 0,7-0,9 від діаметра вихідної заготівки та довжиною цапфи (Lц) 0,1-0,3 від довжини вихідної заготівки, з переходом під кутом 15-30°. UA 86620 U (54) СПОСІБ ОСАДЖЕННЯ ЗАГОТІВОК UA 86620 U UA 86620 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може знайти застосування при виготовленні крупних поковок типу дисків та валів. Відома технологія кування здійснюється осаджуванням заготівки пласкими плитами [1]. Найбільш близьким аналогом способу, вибраним як прототип, є процес білетування вихідної заготівки на увігнуту бочку та подальше її осадження пласкими плитами [2]. Загальними суттєвими ознаками відомого способу та того, що заявляється, є процес білетування та осадження заготівки пласкими плитами. Недоліками прототипу є: наявність в заготівці відносно великих, зосереджених біля кінців зон ускладненої деформації, які мають величину менше критичної або критичну, що призводить до анізотропії механічних властивостей в поковці. В основу корисної моделі поставлена задача зменшення нерівномірності розподілу деформацій в об'ємі заготівки і, як наслідок, механічних властивостей кінцевого виробу, який виготовляється із застосуванням операції осадження. Поставлена задача вирішується за рахунок того, що при білетуванні заготівки із кінцевих сторін протягуються ділянки довжиною Lц =(0,-0,3)▪Lo, діаметром Dц =(0,7-0,9)▪Dб, при цьому перехід від протягнутої ділянки до середньої частини заготівки з фаскою, кут якої α =15…30°, після чого здійснюється осадження заготівки пласкими плитами до необхідного розміру. В процесі протягування кінців заготівки, на її кінцях відбувається накопичення деформації, яка поліпшує механічні властивості литого металу, причому величина деформації на кінцях буде тим більша, чим більший ступінь обтискання кінців заготівки. При подальшому осадженні спостерігається зменшення розмірів зон ускладненої деформації, через попереднє деформування кінців заготівки та завдяки тому, що на початковій стадії осадження осередок деформацій локалізується в кінцевих ділянках заготівки через те, що їх діаметр менший відносно до діаметра середньої частини заготівки. Локалізація деформацій на кінцях заготівки також обумовлює утворення увігнутої бочки в процесі осадження. Це призводить до зміни напруженого стану металу заготівки і як наслідок виникнення на боковій поверхні заготівки виникають напруження стискання, що зменшує можливість утворення тріщин. При подальшому осадженні увігнута бочка трансформується в циліндричну поверхню. Таким чином можливо зменшити напуски на бокову поверхню поковки типу диска при виготовлення її з використанням операції осадження. Також все це призводить до зменшення неоднорідності розподілу деформації в об'ємі заготівки та, як наслідок, до зменшення анізотропії її механічних властивостей. Суть запропонованого способу пояснюється кресленнями де зображено: - фіг. 1 - вихідна заготівка; - фіг. 2 - заготівка після протягування кінців; - фіг. 3 - осадження заготівки в пласких плитах; - фіг. 4 - заготівка в процесі осадження пласкими плитами. Спосіб здійснюється наступним чином. Вихідна заготівка 1 діаметром Do і довжиною Lo протягується з двох боків таким чином, щоб на її кінцях утворились дві ділянки довжиною Гц =(0,1…0,3)-Lo, діаметром On =(0,7…0,9)-D6 і кутом переходу від середньої частини до протягнутих кінців α =15…30°, після чого напівфабрикат 2 встановлюють на пласку плиту 3 та починають осаджувати пласкою плитою 4. Осадження здійснюють до необхідних розмірів, а саме діаметра Doc.з та висоти Hoc.з. Таким чином при виготовленні поковки вже в процесі білетування створюються умови, завдяки яким (при подальшому осадженні) зони ускладненої деформації будуть зменшуватись через попередньо продеформовані кінці заготівки та їх менший діаметр відносно до середньої частини, що в свою чергу покращує проробку литого металу заготівки і, як наслідок, її механічні властивості. При куванні запропонованим способом можливо отримати заготівку із зменшеною неоднорідністю розподілу механічних властивостей та підвищити точність поковок типу дисків, які виготовляються осадженням. Джерела інформації: 1. Теория и технология ковки /Л.Η.Соколов, Η.К.Голубятников, В.Н.Ефимов, И.П.Шелаев /Под ред. Л.Н. Соколова. - К.: Выща школа. Головное изд-во, 1989.-317с, ил. 2. Охрименко Я.М. Повышение эффективности и качества работы в кузнечном производстве /Я.М.Охрименко // КШП. ОМД. - Москва, 1977. - № 8. - С. 2-7. 1 UA 86620 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб осадження заготівок, який полягає в білетуванні та осадженні пласкими плитами, який відрізняється тим, що при білетуванні кінці заготівки протягуються до діаметра цапфи (Dц) 0,70,9 від діаметра вихідної заготівки та довжиною цапфи (Lц) 0,1-0,3 від довжини вихідної заготівки, з переходом під кутом 15-30°. Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Zhbankov Yaroslav Hennadiiovych, Stankov Yurii Mykolaiovych, Panov Volodymyr Volodymyrovych
Автори російськоюАлиев Играмотдин Серажутдинович, Жбанков Ярослав Геннадьевич, Станков Юрий Николаевич, Панов Владимир Владимирович
МПК / Мітки
МПК: B21J 1/04
Мітки: заготівок, спосіб, осадження
Код посилання
<a href="https://ua.patents.su/4-86620-sposib-osadzhennya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб осадження заготівок</a>
Спосіб осадження крупних зливків конічними плитами
Номер патенту: 59105
Опубліковано: 10.05.2011
Автори: Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович, Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: зливків, плитами, крупних, конічними, спосіб, осадження
Формула / Реферат:
Спосіб осадження крупних зливків конічними плитами, який полягає у осадженні верхньою плитою, який відрізняється тим, що заготівка осаджується верхньою конусною випуклою плитою і нижньою конусною увігнутою плитою із кутами конуса 140-170 градусів до висоти Н1=(1,07-1,15) Нп, після чого напівфабрикат кантується на 180 градусів та вигинається в зворотному напрямку і повторюється 2-5 разів до накопичення необхідного ступеня деформацій в...
Спосіб осадження зливка увігнутими плитами з отворами
Номер патенту: 33423
Опубліковано: 25.06.2008
Автор: Марков Олег Євгенійович
МПК: B21J 1/00
Мітки: зливка, увігнутими, отворами, спосіб, плитами, осадження
Формула / Реферат:
Спосіб осадження зливка увігнутими плитами з отворами, в нижній з яких встановлюють зливок прибутковою частиною, який відрізняється тим, що осадження зливка здійснюють двома увігнутими плитами (верхньою та нижньою) з отворами, у яких радіус сфери увігнутості Rсф. = (2,4-3,8)Rзаг., а діаметр отворів Domв. = (0,5-0,9)Dб..
Спосіб виготовлення якісних заготівок із злитків без прибуткової частини
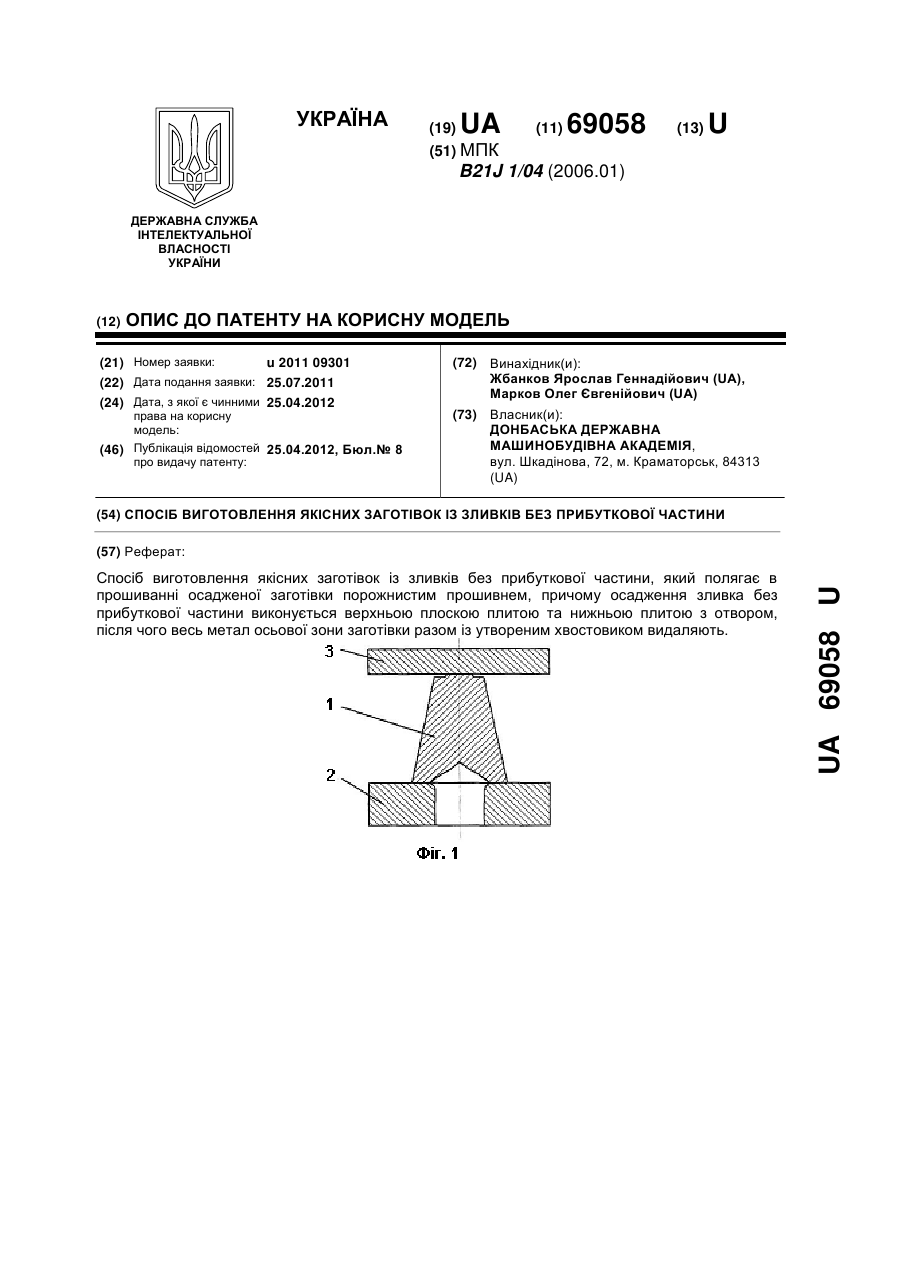
Номер патенту: 69058
Опубліковано: 25.04.2012
Автори: Марков Олег Євгенійович, Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: виготовлення, спосіб, заготівок, злитків, якісних, частини, прибуткової
Формула / Реферат:
Спосіб виготовлення якісних заготівок із зливків без прибуткової частини, що полягає в прошиванні осадженої заготівки порожнистим прошивнем, який відрізняється тим, що осадження зливка без прибуткової частини виконується верхньою плоскою плитою та нижньою плитою з отвором, після чого весь метал осьової зони заготівки разом із утвореним хвостовиком видаляють.
Спосіб диференційованого кування заготівок
Номер патенту: 81347
Опубліковано: 25.06.2013
Автори: Швець Олексій Анатолійович, Алієв Іграмотдін Сєражутдінович, Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: спосіб, заготівок, кування, диференційованого
Формула / Реферат:
Спосіб диференційованого кування заготівок, який включає нагрівання заготівки до температури кування і її протягування бойками, який відрізняється тим, що вихідна заготівка протягується по всій довжині в декілька етапів, які можуть здійснюватись в різній черговості, на першому за декілька проходів із відносним обтисканням до 0,1 та відносною подачею до 0,5 від діаметра заготівки, на черговому етапі протягування здійснюється із обтисканнями...
Спосіб осадження безприбуткових зливків
Номер патенту: 28703
Опубліковано: 25.12.2007
Автори: Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович, Жбанков Ярослав Геннадійович
МПК: B21J 1/04
Мітки: осадження, безприбуткових, зливків, спосіб
Формула / Реферат:
Спосіб осадження безприбуткових зливків, що включає осадження між двома плитами, в яких нижня плита виконана з отвором, який відрізняється тим, що осадження безприбуткового зливка виконується верхньою осаджувальною плитою із опуклістю радіусом сфери Rсф=(0,4…0,8)Rзаг та нижньою плитою з отвором і виїмкою радіусом Rв=(3…6)Rзаг, причому dотв=(0,4…0,7)Dзаг.
Попередній патент: Спосіб виготовлення корпусів балонів
Наступний патент: Пристрій контролю стану гумотросового каната
Випадковий патент: Затискне гальмо в.в. бодрова