Спосіб диференційованого кування заготівок
Номер патенту: 81347
Опубліковано: 25.06.2013
Автори: Жбанков Ярослав Геннадійович, Швець Олексій Анатолійович, Алієв Іграмотдін Сєражутдінович


Формула / Реферат
Спосіб диференційованого кування заготівок, який включає нагрівання заготівки до температури кування і її протягування бойками, який відрізняється тим, що вихідна заготівка протягується по всій довжині в декілька етапів, які можуть здійснюватись в різній черговості, на першому за декілька проходів із відносним обтисканням до 0,1 та відносною подачею до 0,5 від діаметра заготівки, на черговому етапі протягування здійснюється із обтисканнями 0,1…0,2 та відносною подачею 0,4…0,7.
Текст
Реферат: UA 81347 U UA 81347 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до галузі техніки, а саме до обробки металів тиском, і може знайти застосування при виготовленні крупних поковок із різних сталей та сплавів. Відома технологія кування здійснюється нагріванням заготівки до температури кування та протягуванням плоскими бойками до розмірів поковки [1]. Найбільш близьким аналогом способу є нагрівання заготівки до температури кування та протягування її бойками до розмірів поковки із постійним обтисканням [2]. Недоліками аналога є: нерівномірний розподіл деформацій за поперечним перерізом заготівки, що викликає наявність зон деформацій із величиною до критичної, критичної та вище критичної та як наслідок нерівномірний розподіл механічних властивостей обумовлений різнозернистістю. Загальними суттєвими ознаками відомого способу та того, що заявляється, є процес нагрівання заготівки до температури кування і її протягування бойками. В основу корисної моделі поставлена задача зменшити нерівномірність розподілу деформацій за поперечним перерізом заготівки і як наслідок підвищити механічні та експлуатаційні властивості виробу. Поставлена задача вирішується завдяки тому, що вихідна заготівка із сталі або сплаву спочатку підігрівається до температури кування і протягується в бойках. Протягування здійснюється в декілька етапів: на першому етапі заготівка за всією довжиною протягується з відносним обтисканням до 0,1 від її діаметра, та відносними подачами до 0,5 за декілька проходів. На черговому етапі протягування заготівки здійснюється із відносним обтисканнями 0,1…0,2 та подачею 0,4…0,7. Послідовність етапів та їх кількість може змінюватись. Протягування заготівки здійснюється до поковочних розмірів. При виготовленні поковок запропонованим способом після першого етапу кування найбільші деформації в заготівці розміщені у її поверхні, а центральна частина заготівки залишається недеформована. На другому етапі кування із збільшеним обтисканням заготівки, деформації зосереджуються в її центральній частині, що при накопичених на першому етапі поверхневих деформаціях дає однорідне розташування деформацій за величиною по поперечному перерізу заготівки. При цьому практично повністю відсутня зона критичних та докритичних деформацій, що при подальшій термічній обробці дозволить отримати рівнозернисту структуру виробу. Окрім цього збільшені обтискання на другому етапі дозволяють інтенсифікувати процес витягування та зменшити кількість підігрівів. При куванні малопластичних матеріалів послідовність етапів повинна бути наступною: спочатку малі обтискання, для проробки поверхневих шарів металу, підвищення їх пластичності, після чого великі обтискання. При куванні пластичних матеріалів послідовність може бути будь-якою. Спосіб здійснюється наступним чином. Вихідна заготівка перед куванням підлягає нагріванню до температури кування. Далі заготівка протягується за всією довжиною в декілька етапів. На першому етапі заготівка деформується в бойках із обтисканнями до 0,1 від її діаметра та подачами до 0,5 за декілька проходів. Після цього заготівка протягується із відносними обтисканнями до 0,1…0,2 та подачею 0,4…0,7. Протягування здійснюється до поковочних розмірів. В процесі протягування контролюється температура поверхні заготівки, та при охолодженні заготівки до меншої температури, температурного інтервалу кування, заготівка підігрівається. При куванні заготівки в такий спосіб, підвищується рівномірність розподілу механічних властивостей за поперечним перетином заготівки за рахунок зменшення різнозернистості. Джерела інформації: 1. Теория и технология ковки / Л.Н. Соколов, Н.К. Голубятников, В.Н. Ефимов, И.П. Шелаев / Под ред. Л.Н. Соколова. - К.: Выща школа. Головное изд-во, 1989.-317 с., ил. 2. Охрименко Я.М. Технология кузнечно-штамповочного производства. Учебник для вузов. Изд. 2-е, перераб. и доп. - М.: Машиностроение, 1976. -560 с. 50 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Спосіб диференційованого кування заготівок, який включає нагрівання заготівки до температури кування і її протягування бойками, який відрізняється тим, що вихідна заготівка протягується по всій довжині в декілька етапів, які можуть здійснюватись в різній черговості, на першому за декілька проходів із відносним обтисканням до 0,1 та відносною подачею до 0,5 від діаметра заготівки, на черговому етапі протягування здійснюється із обтисканнями 0,1…0,2 та відносною подачею 0,4…0,7. 1 UA 81347 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of differential forging billets
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Zhbankov Yaroslav Hennadiiovych, Shvets Oleksii Anatoliiovych
Назва патенту російськоюСпособ дифференцированной ковки заготовок
Автори російськоюАлиев Играмотдин Серажутдинович, Жбанков Ярослав Геннадьевич, Швец Алексей Анатольевич
МПК / Мітки
МПК: B21J 1/04
Мітки: заготівок, спосіб, диференційованого, кування
Код посилання
<a href="https://ua.patents.su/4-81347-sposib-diferencijjovanogo-kuvannya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Спосіб диференційованого кування заготівок</a>
Спосіб кування заготівок

Номер патенту: 81227
Опубліковано: 25.06.2013
Автори: Швець Олексій Анатолійович, Жбанков Ярослав Геннадійович, Алієв Іграмотдін Серажутдінович
МПК: B21J 1/04
Мітки: спосіб, кування, заготівок
Формула / Реферат:
Спосіб кування заготівок, який полягає у протягуванні заготівки з неоднорідним температурним полем плоскими бойками, який відрізняється тим, що вихідна нагріта заготівка охолоджується з двох боків таким чином, щоб в її поперечному перерізі виникли дві локальні низькотемпературні зони, розташовані симетрично одна навпроти іншої, після чого заготівка встановлюється в бойки так, щоб між робочою поверхнею бойка та межею низькотемпературних зон...
Спосіб кування валів
Номер патенту: 74406
Опубліковано: 25.10.2012
Автори: Таган Любов Вікторівна, Жбанков Ярослав Геннадійович
МПК: B21J 1/00
Формула / Реферат:
Спосіб кування валів, який полягає у протягуванні заготівки бойками зі скошеною поверхнею, який відрізняється тим, що протягування виконують із постійним кантуванням заготівки в бойках, причому обтискання та кантування заготівки виконують за наступною схемою "обтискання - кантування на 90 градусів - обтискання - кантування на 45 градусів - обтискання - кантування на 90 градусів", після чого здійснюють подача заготівки і кують...
Спосіб кування заготівок у чотирьохбойковому кувальному пристрої
Номер патенту: 32729
Опубліковано: 15.02.2001
Автор: Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: чотирьохбойковому, заготівок, пристрої, спосіб, кувальному, кування
Формула / Реферат:
1. Спосіб кування заготівки у чотирьохбойковому кувальному пристрої, що полягає в установці заготівки у затискну головку маніпулятора, обтискуванні двома парами протилежно розміщених бойків, при цьому до цієї пари бойків, яка складається із нижнього і верхнього бойка, прикладають зусилля нормального обтискування і одночасно зусилля зсуву у напрямку до нижнього бойка, потім обертають навколо подовжньої осі і переміщують уздовж тієї ж...
Спосіб кування сталевих заготівок типу валів
Номер патенту: 6477
Опубліковано: 16.05.2005
Автори: Олешко Віктор Михайлович, Лиманський Олександр Вадимович, Кальченко Петро Павлович, Конєва Ольга Григорівна, Станков Юрій Миколаєвич
МПК: B21J 1/04
Мітки: кування, спосіб, типу, валів, сталевих, заготівок
Формула / Реферат:
Спосіб кування сталевих заготівок типу валів, при якому сталеву заготівку багаторазово нагрівають до кувальної температури і після кожного нагрівання виконують її обтиснення кувальними бойками за кілька проходів, при цьому перед останнім обтисненням її нагрівають до температури, що не перевищує критичний поріг росту аустенітного зерна, який відрізняється тим, що нагрівання й обтиснення заготівки здійснюють у наступному режимі: спочатку...
Спосіб кування крупних валів
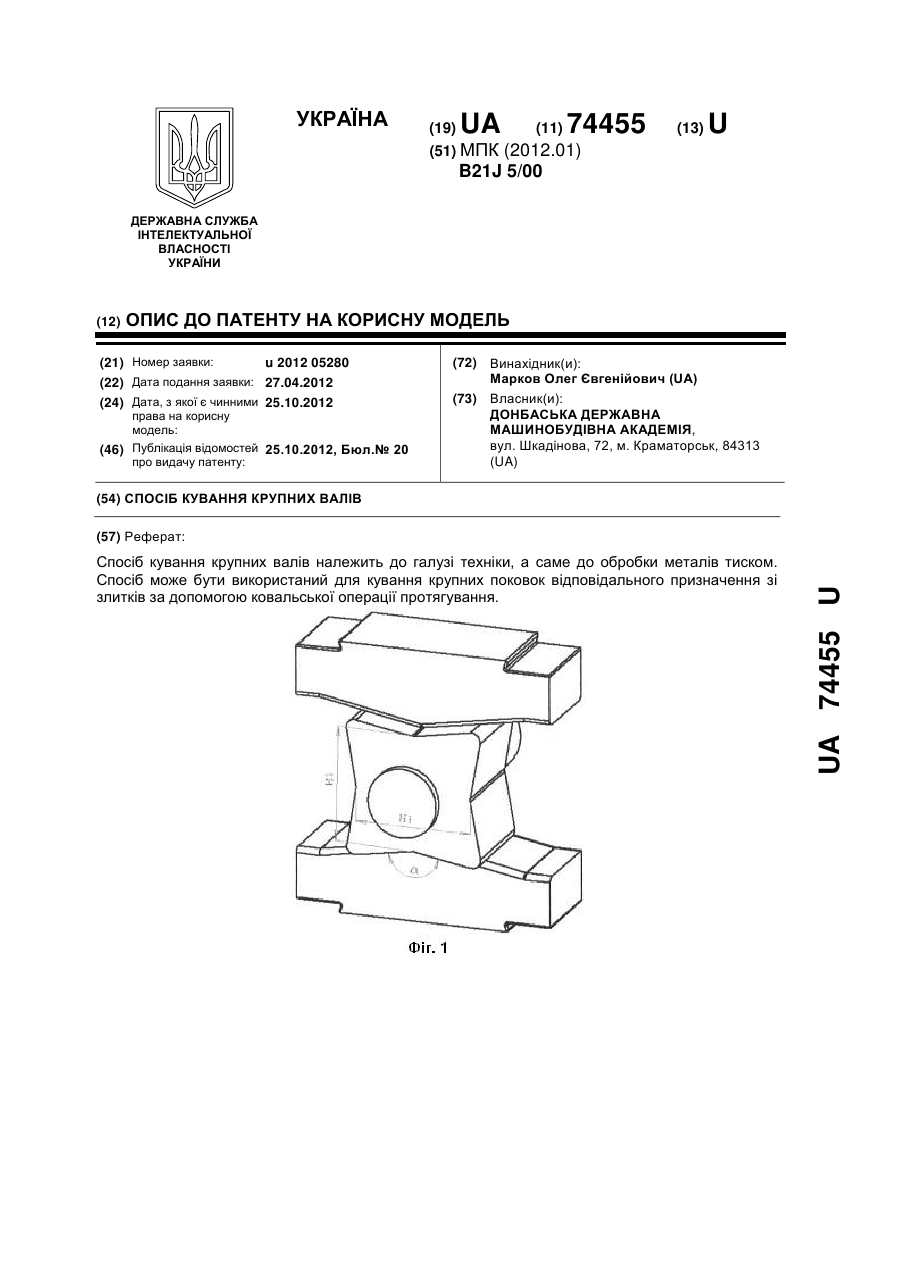
Номер патенту: 74455
Опубліковано: 25.10.2012
Автор: Марков Олег Євгенійович
МПК: B21J 5/00
Мітки: спосіб, валів, кування, крупних
Формула / Реферат:
Спосіб кування крупних валів, який включає протягування циліндричної заготовки опуклими бойками (верхнього та нижнього), використання проміжного кантування заготовки та подальшого деформування плоскими бойками, який відрізняється тим, що циліндричну заготовку обтискають верхнім та нижнім клиновими бойками з кутом a=140…165° на восьмигранник з увігнутими гранями з використанням проміжного кантування на 90°, після чого отриманий напівфабрикат...
Попередній патент: Пристрій для отримання тепла з димаря
Наступний патент: Інгібітор комплексної дії для систем оборотного водозабезпечення
Випадковий патент: Асинхронний електродвигун з порожнистим ротором