Спосіб виготовлення прокату
Номер патенту: 87728
Опубліковано: 10.08.2009
Автори: Матачкін Віктар Аркадзєвіч, Жучков Сергій Михайлович, Луценко Владислав Анатолійович, Анелькін Мікалай Івановіч, Мурикау Максім Анатольєвіч, Кірилєнка Алег Міхайлавіч

Формула / Реферат
Спосіб виготовлення прокату з високовуглецевої сталі, переважно катанки для виробництва канатів та металокорду, що включає гарячу прокатку, витримку, охолодження водою й регламентоване охолодження повітрям до температур нижче точки аустенітно-перлітного перетворення А1, який відрізняється тим, що регламентоване охолодження повітрям починають від температур вище точки А1 на 200-250 °С і ведуть зі швидкістю, яку визначають з виразу:
V=(50-100).d2,
а час, протягом якого здійснюють регламентоване охолодження повітрям, визначають з виразу:
t=(60-100).d2,
де V - швидкість охолодження, °С/с,
d - діаметр прокату, см,
t - час, с.
Текст
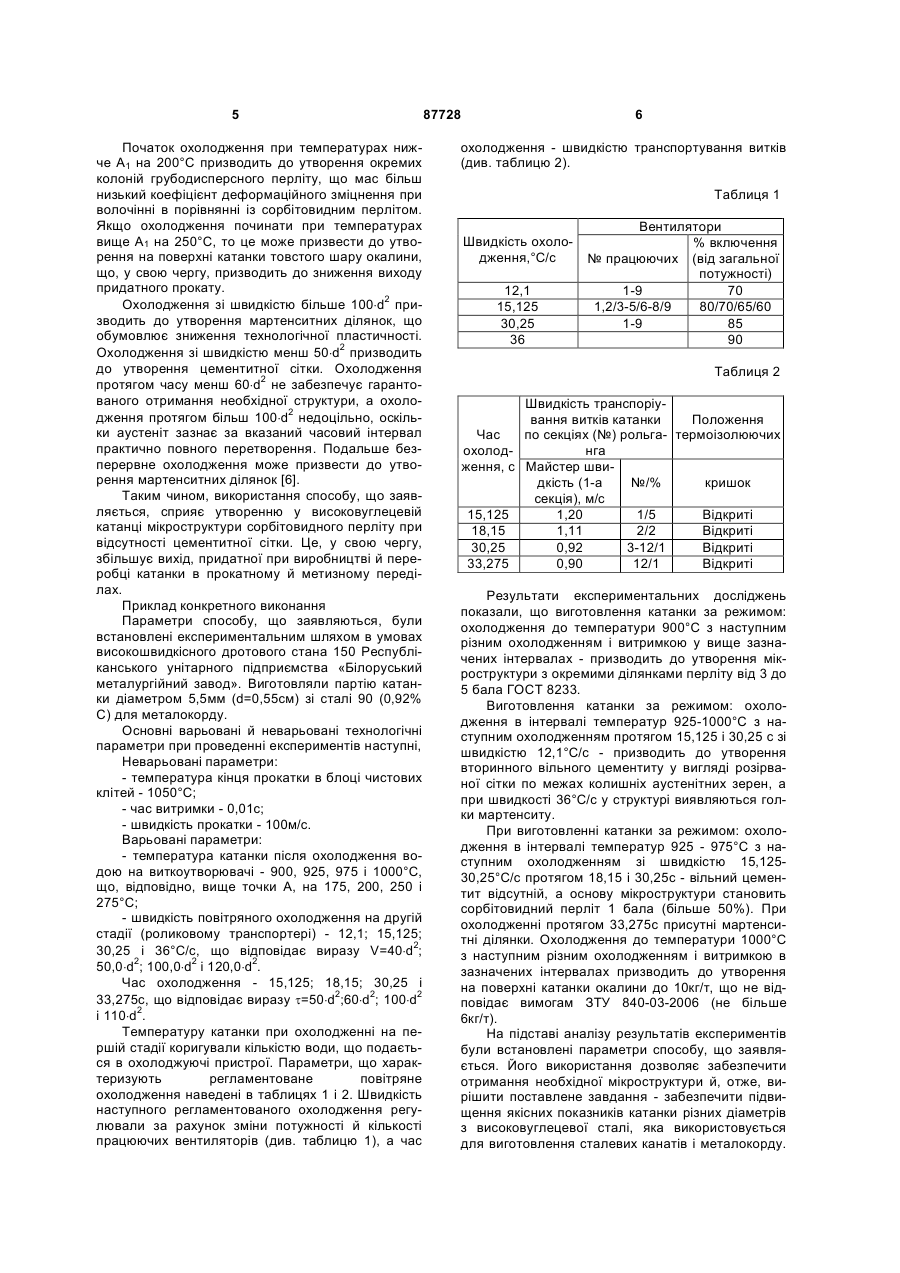
Спосіб виготовлення прокату з високовуглецевої сталі, переважно катанки для виробництва канатів та металокорду, що включає гарячу прокатку, витримку, охолодження водою й регламентоване охолодження повітрям до температур нижче точки аустенітно-перлітного перетворення А1, який відрізняється тим, що регламентоване охолодження повітрям починають від температур вище точки А1 на 200-250°С і ведуть зі швидкістю, яку визначають з виразу: V=(50-100).d2, а час, протягом якого здійснюють регламентоване охолодження повітрям, визначають з виразу: t=(60-100).d2, де V - швидкість охолодження, °С/с, d - діаметр прокату, см, t - час, с. Винахід відноситься до чорної металургії, зокрема, до термічної обробки прокату, й може бути використаним при виготовленні високовуглецевої катанки для сталевих канатів і металокорду методом гарячої прокатки й термічної обробки із прокатного нагрівання. У відомому джерелі [1] описаний спосіб виробництва катанки на високошвидкісних дротових станах, оснащених блоками чистових клітей, при якому використовують двостадійну систему охолодження. На першій стадії, після виходу катанки з останньої кліті чистового блоку, її охолоджують водою, а на другій стадії, після формування витків, катанку в розкладених витках охолоджують повітрям на роликовому транспортері [1]. Недоліком відомого способу є те, що через відсутність температурно-швидкісного регламенту параметрів охолодження катанки не забезпечується необхідна структура металу й відповідний комплекс механічних властивостей. За найближчий аналог прийнято спосіб виготовлення прокату (катанки), що включає гарячу прокатку, витримку, охолодження водою до температури 850°С і наступне регламентоване охолодження зі швидкістю (3-5)/d2 (де d-діаметр прокату, см) до температур нижче точки аустенітно-перлітного перетворення А1 на 100-200°С та наступне охолодження [2]. Недоліком найближчого аналогу є неоптимальний температурно-швидкісний регламент параметрів охолодження катанки. Це призводить до наявності по межах зерен значної кількості надлишкових фаз, таких, як цементит. Тобто, не забезпечується необхідна структура металу й відповідний комплекс механічних властивостей. Це знижує технологічність переробки катанки при наступному метизному переділі й збільшує витратний коефіцієнт металу при виготовленні дроту й канатів. (19) UA (11) 87728 (13) (21) a200709419 (22) 20.08.2007 (24) 10.08.2009 (46) 10.08.2009, Бюл.№ 15, 2009 р. (72) ЛУЦЕНКО ВЛАДИСЛАВ АНАТОЛІЙОВИЧ, ЖУЧКОВ СЕРГІЙ МИХАЙЛОВИЧ, МАТАЧКІН ВІКТАР АРКАДЗЄВІЧ, BY, АНЕЛЬКІН МІКАЛАЙ ІВАНОВІЧ, BY, МУРИКАУ МАКСІМ АНАТОЛЬЄВІЧ, BY, КІРИЛЄНКА АЛЕГ МІХАЙЛАВИЧ, BY (73) ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ. З.І. НЕКРАСОВА НАЦІОНАЛЬНОЇ АКАДЕМІЇ НАУК УКРАЇНИ, РЕСПУБЛІКАНСКАЄ УНІТАРНАЄ ПРАДПРИЄМСТВА "БЄЛАРУСКІ МЄТАЛУРГІЧНИ ЗАВОД", BY (56) SU, 1650720, A1, 23.05.1991 RU, 2199593, C2, 27.02.2003 RU, 208669, C1, 10.08.1997 BY, 6689, C1, 30.12.2004 BY, 8206, C1, 30.06.2006 C2 1 3 Завдання, яке вирішує винахід, полягає в розробці способу виготовлення прокату, зокрема, катанки різних діаметрів з високовуглецевої сталі, яка використовується для виготовлення сталевих канатів і металокорду, що забезпечує підвищення якісних показників. Технічний результат, що досягається при використанні винаходу, полягає в збільшенні виходу, придатного при виробництві й переробці катанки різних діаметрів з високовуглецевої сталі, яка використовується для виготовлення сталевих канатів і металокорду. Вирішення поставленого завдання забезпечується тим, що в способі виготовлення прокату з вуглецевої сталі, переважно катанки для виробництва канатів і металокорду, що включає гарячу прокатку, витримку, охолодження водою й регламентоване охолодження повітрям до температур нижче точки аустенітно-перлітного перетворення А1, регламентоване охолодження повітрям починають від температур вище точки А1 на 200 250°С і ведуть зі швидкістю, яка визначається з виразу: V=(50-100)×d2, а час, протягом якого здійснюють регламентоване охолодження повітрям, визначають із виразу: t=(60-100)×d2, де V - швидкість охолодження, °С/с; d - діаметр прокату, см; t - час, с Порівняння з прототипом показує, що регламентоване охолодження повітрям, яке заявляється, відрізняється тим, що його починають від температур вище точки А, на 200-250°С і ведуть зі швидкістю, яку визначаємо з виразу: V=(50-100)×d2, а час, протягом якого здійснюють регламентоване охолодження повітрям, визначають із виразу: x = (60-100) × d2, де V - швидкість охолодження, °С/с; d - діаметр прокату, см; t - час, с Отже, технічне рішення, що заявляється, відповідає критерію «новизна». Порівняння способу, що заявляється, з іншими відомими технічними рішеннями [3, 4] у даній галузі техніки не дозволило виявити в них ознаки, що відрізняють його від прототипу, отже, мас місце відповідність критерію "винахідницький рівень". Спосіб, що заявляється, здійснюють таким чином. Заготовку, нагріту до температури прокатки, деформують у клітях безперервного дротового стана до одержання катанки. Після виходу катанки з останньої кліті чистового блоку на першій стадії здійснюють її витримку й охолодження водою, а на другій стадії, після формування витків, катанку в розкладених витках із заданим регламентом охолоджують повітрям на роликовому транспортері до температур нижче точки аустенітно-перлітного перетворення А1. Регламентоване охолодження повітрям починають від температур вище точки А1 на 200-250°С. Причому це охолодження ведуть зі швидкістю, що визначаємо з виразу: V = (50 100)×d2. Час, протягом якого здійснюють регламен 87728 4 товане охолодження повітрям, визначають з виразу: t=(60-100)×d2, де V - швидкість охолодження, °С/с; d - діаметр прокату, см; t - час, с Сутність способу, що заявляється, полягає в наступному. Відомо, що у високовуглецевій сталі в процесі охолодження з пересиченого вуглецем аустеніту виділяється вторинний (вільний) цементит [5]. Виходячи з діаграми Fe-C, температура рівноважної розчинності вуглецю в аустеніті для цих сталей дорівнює 780°С [5]. В інтервалі швидкостей безперервного охолодження 0,05-10°С/с вільний цементит виділяється у вигляді дискретних ділянок тонкої цементитної сітки по межах окремих аустенітних зерен. При цьому, з підвищенням швидкості охолодження кількість виділень цементиту по межах окремих аустенітних зерен стримується за рахунок зменшення коефіцієнта дифузії вуглецю й часу охолодження [6]. На кінетику розпаду переохолодженого аустеніту впливають як швидкість охолодження, так і тепло, що виділяється в процесі самого розпаду. При переохолодженні аустеніту нижче температури А1; останній зазнає перетворення, тому що виявляється в метастабільному стані. Розміри перлітних зерен і дисперсність (товщина) пластин фериту й цементит) залежать від ступеню переохолодження аустеніту. При невеликих переохолодженнях число центрів кристалізації порівняно мале, перлітні зерна виходять великими, міжпластинкова відстань більшою. Зі збільшенням переохолодження аустеніту число центрів кристалізації перлітних зерен різко збільшується, а швидкість росту сповільнюється, розміри перлітних зерен і міжпластинкової відстані зменшуються, тобто дисперсність перліту підвищується. При безперервному охолодженні зі швидкостями більше 25°С/с розпад аустеніту протікає за змішаною кінетикою [6]. При цьому, ступінь розпаду аустеніту за дифузійним механізмом істото залежить від швидкості охолодження. Перлітні колонії зароджуються на межах аустенітних зерен і в процесі подальшого росту здобувають форму, близьку до рівноважної. Це призводить до утворення високодисперсної структури металу. При подальшому безперервному охолодженні перетворення залишкового аустеніту відбувається при температурі 185°С за здвиговим механізмом з утворенням мартенситу [6]. У результаті регламентованого охолодження повітрям від температур вище точки А1 на 200250°С зі швидкістю (50-100)×d2, протягом (60100)×d2 забезпечується отримання сорбітовидного перліту й відсутність цементитної сітки. Така структура за інших рівних умов забезпечує підвищену технологічність при виготовленні високоміцного дроту й металокорду. Вирази V=(50-100)×d2 і t=(60100)×d2 одержано емпіричним шляхом у результаті статистичної обробки експериментальних даних про якісні характеристики прокату (катанки) різних діаметрів, швидкості та час) охолодження від температур виде точки А1 на 200-250°С. 5 Початок охолодження при температурах нижче А1 на 200°С призводить до утворення окремих колоній грубодисперсного перліту, що мас більш низький коефіцієнт деформаційного зміцнення при волочінні в порівнянні із сорбітовидним перлітом. Якщо охолодження починати при температурах вище A1 на 250°С, то це може призвести до утворення на поверхні катанки товстого шару окалини, що, у свою чергу, призводить до зниження виходу придатного прокату. Охолодження зі швидкістю більше 100×d2 призводить до утворення мартенситних ділянок, що обумовлює зниження технологічної пластичності. Охолодження зі швидкістю менш 50×d2 призводить до утворення цементитної сітки. Охолодження протягом часу менш 60×d2 не забезпечує гарантованого отримання необхідної структури, а охолодження протягом більш 100×d2 недоцільно, оскільки аустеніт зазнає за вказаний часовий інтервал практично повного перетворення. Подальше безперервне охолодження може призвести до утворення мартенситних ділянок [6]. Таким чином, використання способу, що заявляється, сприяє утворенню у високовуглецевій катанці мікроструктури сорбітовидного перліту при відсутності цементитної сітки. Це, у свою чергу, збільшує вихід, придатної при виробництві й переробці катанки в прокатному й метизному переділах. Приклад конкретного виконання Параметри способу, що заявляються, були встановлені експериментальним шляхом в умовах високошвидкісного дротового стана 150 Республіканського унітарного підприємства «Білоруський металургійний завод». Виготовляли партію катанки діаметром 5,5мм (d=0,55см) зі сталі 90 (0,92% С) для металокорду. Основні варьовані й неварьовані технологічні параметри при проведенні експериментів наступні, Неварьовані параметри: - температура кінця прокатки в блоці чистових клітей - 1050°С; - час витримки - 0,01с; - швидкість прокатки - 100м/с. Варьовані параметри: - температура катанки після охолодження водою на виткоутворювачі - 900, 925, 975 і 1000°С, що, відповідно, вище точки А, на 175, 200, 250 і 275°С; - швидкість повітряного охолодження на другій стадії (роликовому транспортері) - 12,1; 15,125; 30,25 і 36°С/с, що відповідає виразу V=40×d2; 50,0×d2; 100,0×d2 і 120,0×d2. Час охолодження - 15,125; 18,15; 30,25 і 33,275с, що відповідає виразу t=50×d2;60×d2; 100×d2 і 110×d2. Температуру катанки при охолодженні на першій стадії коригували кількістю води, що подається в охолоджуючі пристрої. Параметри, що характеризують регламентоване повітряне охолодження наведені в таблицях 1 і 2. Швидкість наступного регламентованого охолодження регулювали за рахунок зміни потужності й кількості працюючих вентиляторів (див. таблицю 1), а час 87728 6 охолодження - швидкістю транспортування витків (див. таблицю 2). Таблиця 1 Швидкість охолодження,°С/с 12,1 15,125 30,25 36 Вентилятори % включення № працюючих (від загальної потужності) 1-9 70 1,2/3-5/6-8/9 80/70/65/60 1-9 85 90 Таблиця 2 Швидкість транспоріування витків катанки Положення Час по секціях (№) рольга- термоізолюючих охолоднга ження, с Майстер швидкість (1-а №/% кришок секція), м/с 15,125 1,20 1/5 Відкриті 18,15 1,11 2/2 Відкриті 30,25 0,92 3-12/1 Відкриті 33,275 0,90 12/1 Відкриті Результати експериментальних досліджень показали, що виготовлення катанки за режимом: охолодження до температури 900°С з наступним різним охолодженням і витримкою у вище зазначених інтервалах - призводить до утворення мікроструктури з окремими ділянками перліту від 3 до 5 бала ГОСТ 8233. Виготовлення катанки за режимом: охолодження в інтервалі температур 925-1000°С з наступним охолодженням протягом 15,125 і 30,25 с зі швидкістю 12,1°С/с - призводить до утворення вторинного вільного цементиту у вигляді розірваної сітки по межах колишніх аустенітних зерен, а при швидкості 36°С/с у структурі виявляються голки мартенситу. При виготовленні катанки за режимом: охолодження в інтервалі температур 925 - 975°С з наступним охолодженням зі швидкістю 15,12530,25°С/с протягом 18,15 і 30,25с - вільний цементит відсутній, а основу мікроструктури становить сорбітовидний перліт 1 бала (більше 50%). При охолодженні протягом 33,275с присутні мартенситні ділянки. Охолодження до температури 1000°С з наступним різним охолодженням і витримкою в зазначених інтервалах призводить до утворення на поверхні катанки окалини до 10кг/т, що не відповідає вимогам ЗТУ 840-03-2006 (не більше 6кг/т). На підставі аналізу результатів експериментів були встановлені параметри способу, що заявляється. Його використання дозволяє забезпечити отримання необхідної мікроструктури й, отже, вирішити поставлене завдання - забезпечити підвищення якісних показників катанки різних діаметрів з високовуглецевої сталі, яка використовується для виготовлення сталевих канатів і металокорду. 7 87728 При цьому забезпечується досягнення відповідного технічного результату - створюється передумова для збільшення виходу, придатного при виробництві й переробці катанки різних діаметрів з високовуглецевої сталі, яка використовується для виготовлення сталевих канатів і металокорду, за рахунок формування в металі катанки мікроструктури, в основному, у вигляді сорбітовидного перліту (більше 50%) при відсутності цементитної сітки. Джерела інформації, прийняті до уваги при складанні заявки: 1. Джалиль А.А. Замедленное охлаждение способом Стелмор. Опыт эксплуатации и результаты. Черная металлургия. Экспресс-информация. Сер.7. Прокатное производство, 1982, вып.20. 2. Патент №8206 (Республика Беларусь) Способ изготовления проката МПК5 C21D1/02, С21D8/06, 2004 (прототип). Комп’ютерна верстка Н. Лиcенко 8 3. Патент №6689 (Республика Беларусь) Способ изготовления проката МПК5 C21D1/02, C21D8/06, 2001. 4. Авторское свидетельство №1650720 (СССР) Способ изготовления проката МПК5 C21D1/02, C21D8/06, 1991, Бюл. №19. Зарегистрирован в Республике Беларусь, патент №436. 5. Попов А.А., Попова А.Е. Диаграммы превращения аустенита в сталях и бета-раствора в сплавах титана. Справочник термиста. -Москва: Металлургия, 1991 6. Формирование структуры и свойств катанки для сверхвысокопрочного металлокорда /Луценко В.А., Евсюков М.Ф., Сивак А.И. и др. // Металлургическая и горнорудная промышленность. Дн-ск. 2006.-№6.-С.54-57. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of rolled stock
Автори англійськоюLutsenko Vladyslav Anatoliiovych, Zhuchkov Serhii Mykhailovych, Matachkin Viktar Arkadzevich, Anelkin Mikalai Ivanovich, Murykau Maksim Anatolievich, Kirylenka Aleg Mikhailavych
Назва патенту російськоюСпособ изготовления проката
Автори російськоюЛуценко Владислав Анатольевич, Жучков Сергей Михайлович, Матачкин Виктор Аркадьевич, Анелькин Николая Иванович, Мурикау Максим Анатольевич, Кирыленка Олег Михайлович
МПК / Мітки
МПК: C21D 8/06, C21D 1/02, C21D 9/52
Мітки: прокату, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-87728-sposib-vigotovlennya-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення прокату</a>
Спосіб виготовлення прокату з вуглецевої сталі
Номер патенту: 82255
Опубліковано: 25.03.2008
Автори: Парусов Олег Володимирович, Парусов Едуард Володимирович, Сичков Олександр Борисович, Олейник Анатолій Афанасійови, Парусов Володимир Васильович, Жучков Сергій Михайлович, Деревянченко Ігор Віталійович, Савьюк Олександр Миколайови
МПК: C21D 9/52, B21B 1/16, C21D 8/06, C21D 1/02
Мітки: вуглецевої, прокату, виготовлення, спосіб, сталі
Формула / Реферат:
Спосіб виготовлення прокату з вуглецевої сталі, переважно для виробництва канатів, що включає гарячу прокатку на високошвидкісному дротовому стані при температурі 900-1100 °С, витримку, охолодження водою й наступне регламентоване охолодження повітрям нижче температури аустенітно-перлітного перетворення А1, який відрізняється тим, що регламентоване охолодження повітрям ведуть зі швидкістю охолодження, яку змінюють залежно від параметрів...
Спосіб виготовлення прокату
Номер патенту: 75840
Опубліковано: 15.05.2006
Автори: Сцяблов Анвер Борисавіч, Тішчанка Владзімір Андрєявіч, Парусов Володимир Васильович, Жучков Сергій Михайлович, Андріанав Мікалай Віктаравіч, Луценко Владислав Анатолійович, Матачкін Віктар Аркадзєвіч, Цімашпольські Владзімір Ісаакавіч, Бандаренка Аляксандр Мікалаєвіч, Кириленка Алег Міхайлавіч, Ендерс Владзімір Владзіміравіч, Мандзель Мікалай Львовіч
МПК: C21D 1/02, C21D 8/06, C21D 9/52
Мітки: прокату, спосіб, виготовлення
Формула / Реферат:
Спосіб виготовлення прокату, що включає гаряче прокатування, витримку, охолодження водою, охолодження на повітрі зі швидкістю, яку визначають з виразу V = (3 - 5)/d2, деV – швидкість охолодження, °С/с;d - діаметр прокату, см,до температур нижче точки аустенітно-перлітного перетворення А1 на 100 - 200° і наступне охолодження, який відрізняється тим, що наступне охолодження здійснюють зі швидкістю, яку визначають з...
Спосіб виготовлення з бунта катанки хомута для транспортування прокату
Номер патенту: 86902
Опубліковано: 25.05.2009
Автори: Алімов Валерій Іванович, Максаков Анатолій Іванович, Коваленко Борис Михайлович
МПК: B65B 13/00
Мітки: прокату, бунта, виготовлення, хомута, спосіб, катанки, транспортування
Формула / Реферат:
Спосіб виготовлення хомута з бунта катанки для транспортування прокату, що включає відділення витків від бунта і скріплення спіральною завивкою їх кінців, який відрізняється тим, що катанку в бунті перед відділенням витків деформують перемотуванням на барабан постійного діаметра.
Спосіб термомеханічної обробки гарячого прокату
Номер патенту: 38833
Опубліковано: 15.05.2001
Автори: Воробйов Геннадій Михайлович, Большаков Вадим Іванович, Савенков Володимир Яковлевич, Большаков Володимир Іванович, Лаухін Дмитро Вячеславович, Куліченко Іван Іванович
МПК: B21B 45/00
Мітки: спосіб, гарячого, термомеханічної, обробки, прокату
Формула / Реферат:
(21) 2000106064(54) (57)Дата прийняттярішення27.03.2001 р.Спосіб термомеханічної обробки гарячого прокату, який включає гарячу пластичну деформацію прокату і прискорене охолодження нижче температури у—α перетворення, який відрізняється тим, що прискорене охолодження здійснюють валками прокатного стану, які обертають з кутовою швидкістю со, що відповідає формулі:
Спосіб виготовлення катанки підвищеної деформівності при волочінні з низьковуглецевої кремніємарганцевої сталі
Номер патенту: 82257
Опубліковано: 25.03.2008
Автори: Савьюк Олександр Миколайови, Парусов Володимир Васильович, Жучков Сергій Михайлович, Жукова Світлана Юріївна, Парусов Олег Володимирович, Деревянченко Ігор Віталійович, Кучеренко Олег Леонидович, Сичков Олександр Борисович, Юдин Андрій Васильович
МПК: C21D 9/52, C21D 8/06, B21B 1/16, C21D 1/02
Мітки: катанки, спосіб, виготовлення, волочінні, низьковуглецевої, кремніємарганцевої, сталі, деформівності, підвищеної
Формула / Реферат:
Спосіб виготовлення катанки підвищеної деформівності при волочінні з низьковуглецевої кремніємарганцевої сталі, переважно для виробництва зварювального дроту, який включає гарячу прокатку на дротовому стані, що оснащений блоком чистових клітей, при температурі 900-1100 °С, витримку, охолодження водою до температури вище температури аустенітно-перлітного перетворення А1 і наступне регламентоване охолодження повітрям до температури нижче...
Попередній патент: Спосіб лікування мікотоксикозів птиці розчином високочистого гіпохлориту натрію
Наступний патент: Спосіб діагностики хронічних захворювань нирок у вагітних
Випадковий патент: Установка виміру рівня й об'єму рідини в ємностях (сепараторах) під тиском