Спосіб виготовлення катанки підвищеної деформівності при волочінні з низьковуглецевої кремніємарганцевої сталі
Номер патенту: 82257
Опубліковано: 25.03.2008
Автори: Кучеренко Олег Леонидович, Деревянченко Ігор Віталійович, Парусов Олег Володимирович, Юдин Андрій Васильович, Сичков Олександр Борисович, Жукова Світлана Юріївна, Жучков Сергій Михайлович, Парусов Володимир Васильович, Савьюк Олександр Миколайови
Формула / Реферат
Спосіб виготовлення катанки підвищеної деформівності при волочінні з низьковуглецевої кремніємарганцевої сталі, переважно для виробництва зварювального дроту, який включає гарячу прокатку на дротовому стані, що оснащений блоком чистових клітей, при температурі 900-1100 °С, витримку, охолодження водою до температури вище температури аустенітно-перлітного перетворення А1 і наступне регламентоване охолодження повітрям до температури нижче температури аустенітно-перлітного перетворення А1, який відрізняється тим, що охолодження водою виконують до температури на 180-250 °С вище температури аустенітно-перлітного перетворення А1, регламентоване охолодження повітрям ведуть зі швидкістю охолодження, що змінюють залежно від діаметра катанки, причому охолодження до температури на 170-220 °С нижче температури аустенітно-перлітного перетворення А1 виконують зі швидкістю охолодження, рівною: Vохол = (4,5-8,5)/d2 °С/с, а охолодження до температури на 570-620 °С нижче температури аустенітно-перлітного перетворення A1 проводять зі швидкістю Vохол = (8,7-12,7) / d2 °С/с, де d - діаметр прокату в мм.
Текст
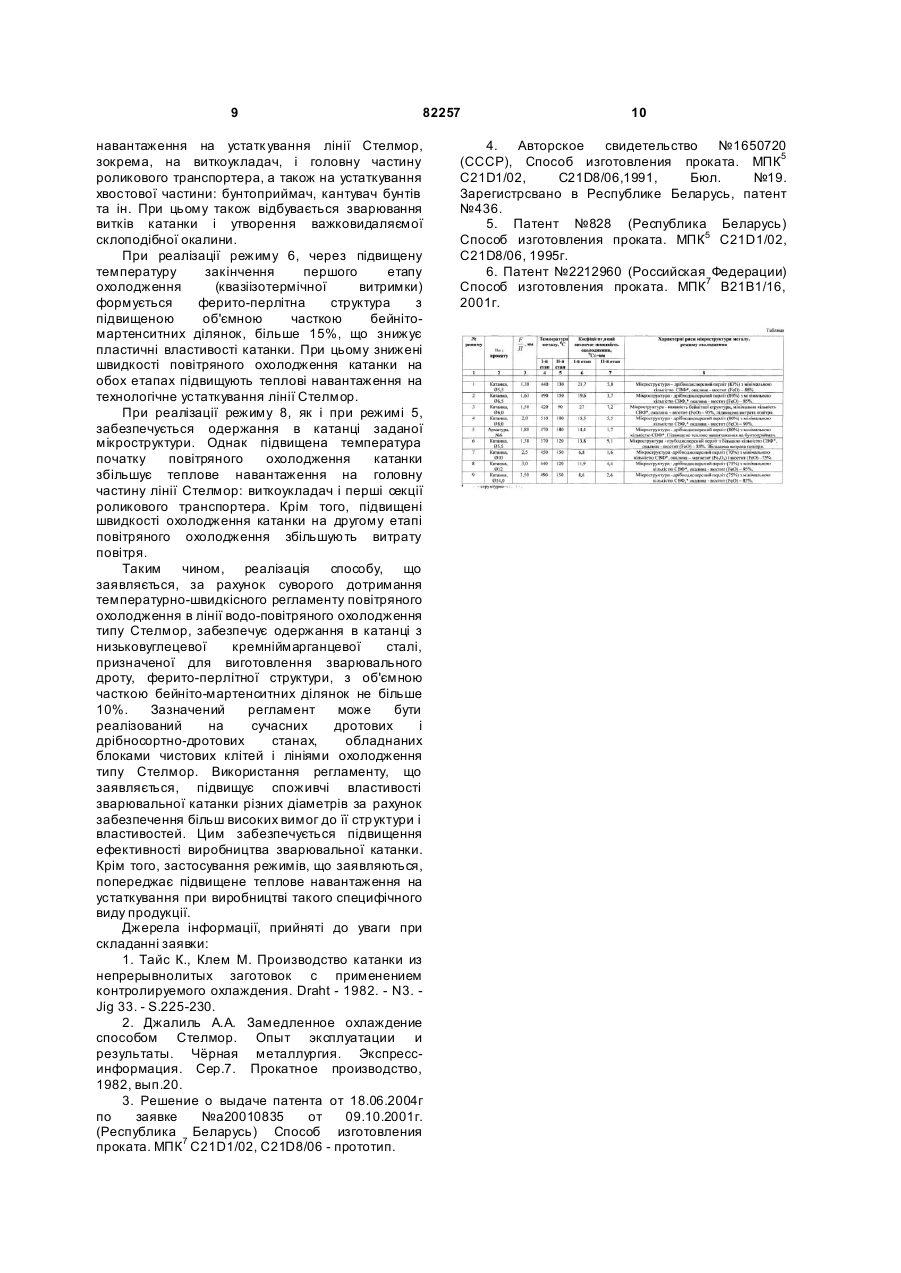
Спосіб виготовлення катанки підвищеної деформівності при волочінні з низьковуглецевої кремніємарганцевої сталі, переважно для виробництва зварювального дроту, який включає гарячу прокатку на дротовому стані, що оснащений блоком чистових клітей, при температурі 900-1100 °С, витримку, охолодження водою до температури вище температури аустенітно-перлітного перетворення А1 і наступне регламентоване охолодження повітрям до температури нижче температури аустенітноперлітного перетворення А1, який відрізняється тим, що охолодження водою виконують до температури на 180-250 °С вище температури аустенітно-перлітного перетворення А1, регламентоване охолодження повітрям ведуть зі швидкістю охолодження, що змінюють залежно від діаметра катанки, причому охолодження до температури на 170-220 °С нижче температури аустенітно-перлітного перетворення А1 виконують зі швидкістю охолодження, рівною: Vохол = (4,58,5)/d 2 °С/с, а охолодження до температури на 570-620 °С нижче температури аустенітноперлітного перетворення A1 проводять зі швидкістю Vохол = (8,7-12,7) / d2 °С/с, де d - діаметр прокату в мм. (11) (21) a200603209 (22) 27.03.2006 (24) 25.03.2008 (46) 25.03.2008, Бюл.№ 6, 2008 рік (72) ПАРУСОВ ВОЛОДИМИР ВАСИЛЬОВИЧ, UA, ПАРУСОВ ОЛЕГ ВОЛОДИМИРОВИЧ, UA, ЖУЧКОВ СЕРГІЙ МИ ХАЙЛОВИЧ, U A, ЖУКОВА СВІТЛАН А ЮРІЇВНА, ЮДИН АНДРІЙ ВАСИЛЬОВИЧ, САВЬЮК ОЛЕКС АНДР МИКОЛАЙОВИЧ, ДЕРЕВЯНЧЕНКО ІГОР ВІТАЛІЙОВИЧ, СИЧКОВ ОЛЕКС АНДР БОРИСОВИЧ, КУЧЕРЕНКО ОЛЕГ ЛЕОНІДОВИЧ (73) ТОВАРИСТВО З ОБМЕЖЕНОЮ ВІДПОВІДАЛЬНІСТЮ "СПЕЦПРОМСТАЛЬ", ІНСТИТУТ ЧОРНОЇ МЕТАЛУРГІЇ ІМ. З.І. НЕКРАСОВА Н АН УКРАЇНИ, UA (56) UA,75840, C2, 15.05.2006 SU, 1379318, A2, 07.03.1988 SU, 1650720, A1, 23.05.1991 SU, 1337421, A1, 15.09.1987 RU, 2212960, C2, 02.112001 RU, 2213150, C2, 27.09.2003 RU, 2212458, C1, 20.09.2003 BY, 6689, C1, 30.12.2004 BY, 828, C1, 15.08.1995 US, 4332630, A, 01.06.1982 US, 6228188, B1, 08.05.2001 Жучков С. М., Горбанев А. А., Колосов Б. Н. Новая технология и оборудование для повышения C2 2 UA 1 ВОЛОЧІННІ З (19) ДЕРЖАВНИЙ Д ЕПАРТАМЕНТ ІНТЕЛ ЕКТУАЛЬНОЇ ВЛАСНОСТІ 3 82257 охолоджують повітрям на роликовому транспортері [1, 2]. Основною особливістю вимог, які пред'являються до катанки зварювального призначення з низьковуглецевої кремніймарганцевої сталі є наявність однорідної ферито-перлітної структури, що не містить бейніто-мартенситних ділянок. Наявність бейнітомартенситних ділянок у структурі металу катанки зварювального призначення з низьковуглецевої кремніймарганцевої сталі обмежує технологічну пластичність катанки і її здатність до прямого (без зм'якшуючої термічної обробки) безобривного волочіння в дріт діаметром менш 1,0мм. Зазначені обставини висувають високі вимоги до температурно-швидкісного регламенту її термомеханічної обробки в потоці сучасних високошвидкісних дротових і дрібносортнодротових станів, обладнаних блоками чистових клітей і системами водоповітряного охолодження типу Стелмор. Недоліком відомих способів є відсутність температурно-швидкісного регламенту параметрів охолодження катанки зварювального призначення з низьковуглецевої кремніймарганцевої сталі, що не дозволяє забезпечити необхідну стр уктуру металу і відповідний комплекс властивостей при оптимальній витраті повітря, що визначає рівень витрат на виробництво такого виду металопродукції. Крім того, при охолодженні катанки не враховують розмірний сортамент катанки, обумовлений технологічними умовами наступного переділу-виготовлення металовиробів, що приводить до істотних відмінностей у структурі і механічних властивостях такої специфічної продукції, як катанка з низьковуглецевої кремніймарганцевої сталі для виробництва зварювальних матеріалів. За прототип прийнято спосіб виготовлення прокату, що включає гарячу прокатку на високошвидкісному дротовому стані при температурі 900-1100°С, витримку, охолодження водою до температур вище температури аустенітно-перлітного перетворення А1 і наступне регламентоване охолодження повітрям до температур нижче температури аустенітноперлітного перетворення А1 [3]. Недоліком прототипу є те, що температурношвидкісний регламент охолодження повітрям, заданий у ньому, не забезпечує одержання однорідної ферито-перлітної структури, що не містить бейніто-мартенситних ділянок у структурі металу катанки з низьковуглецевої кремніймарганцевої сталі ферито-перлітного класу. Утворення гартівних стр уктур у металі на різних етапах охолодження повітрям знижує якісні показники зварювальної катанки з низьковуглецевої кремніймарганцевої сталі і знижує деформовність катанки при волочінні. Крім того, температурно-швидкісний регламент охолодження повітрям, запропонований у відомому технічному рішенні, прийнятому за прототип, не дозволяє оптимізувати витрати повітря при охолодженні витків катанки на транспортері лінії Стелмор. Зазначена обставина 4 збільшує витрати на виробництво зварювального дроту. Завдання, розв'язуване винаходом, полягає в розробці способу виготовлення прокату з низьковуглецевої кремніймарганцевої сталі, використовуваної, переважно, для виробництва зварювального дроту, зокрема того, що визначає температурно-швидкісні умови охолодження катанки підвищеної деформівності при волочінні з низьковуглецевої кремніймарганцевої сталі. Технічний результат, який досягається при реалізації запропонованого технічного рішення, полягає в підвищенні споживчих властивостей і зниженні відбраковування зварювальної катанки різних діаметрів, виробленої в умовах сучасних виробництв за рахунок забезпечення більш високих вимог до її структури й властивостей шляхом температурно-швидкісного регламенту охолодження повітрям при оптимальних витрата х. Рішення поставленого завдання забезпечується тим, що в способі виготовлення прокату з низьковуглецевої кремніймарганцевої сталі, використовуваного, переважно, для виробництва зварювального дроту, що включає гарячу прокатку на дротовому стані, оснащеному блоком чистових клітей, при температурі 9001100°С, витримку, о холодження водою до температур вище температури аустенітноперлітного перетворення А1 і наступне регламентоване охолодження повітрям до температур нижче температури аустенітноперлітного перетворення А1, о холодження водою ведуть до температур на 180-25О°С вище температури аустенітно-перлітного перетворення А1 , регламентоване охолодження повітрям ведуть зі швидкістю охолодження, що змінюється по довжині транспортера залежно від діаметра катанки, причому охолодження до температур на 170-220°С нижче температури аустенітноперлітного перетворення А1, ведуть зі швидкістю рівною Vохол=(4,5-8,5)/d2, °C/c, а охолодження до температур на 570-620°С нижче температури аустенітно-перлітного перетворення А1 ведуть зі швидкістю Vо хол=(8,7-12,7)/d 2, °C/c, де d - діаметр прокату в мм. Порівняння із прототипом показує, що спосіб, що заявляється, відрізняється тим, що охолодження водою ведуть до температур на 180...250°С вище температури аустенітноперлітного перетворення А1, регламентоване охолодження повітрям ведуть зі швидкістю охолодження, що змінюється по довжині транспортера залежно від діаметра катанки, причому охолодження до температур на 170220°С нижче температури аустенітно-перлітного перетворення А1, ведуть зі швидкістю Vохол=(4,58,5)/d 2, °C/c, а охолодження до температур на 570620°С нижче температури аустенітно-перлітного перетворення А1, ведуть зі швидкістю Vохол=(8,712,7)/d2, °С/с, де d - діаметр прокату в мм. Отже, спосіб, що заявляється, відповідає критерію "новизна". Порівняння з іншими технічними рішеннями в даній галузі техніки показало, що відомі способи виготовлення прокату, що включають гарячу 5 82257 прокатку на дротовому стані, оснащеному блоком чистових клітей, при температурі 900-1100°С, витримку, охолодження водою до температур вище температури аустенітно-перлітного перетворення А1, повторну витримку й наступне регламентоване охолодження повітрям до температур нижче температури аустенітноперлітного перетворення А1, у яких реалізовані різні температурно-швидкісні параметри охолодження катанки різних діаметрів [4-6]. Однак, температурно-швидкісні регламенти охолодження, реалізовані у відомих рішеннях, не враховують особливостей фазових перетворень, що відбуваються в металі катанки з низьковуглецевої кремніймарганцевої сталі на різних стадіях розпаду аустеніту, що не виключає утворення гартівних стр уктур (бейніто-мартенситних ділянок) у металі на різних етапах о холодження повітрям. Поява бейніто-мартенситних ділянок у більших кількостях не припустима для такого специфічного виду продукції, як катанка для зварювального дроту. Це знижує якісні показники зварювальної катанки з низьковуглецевої кремніймарганцевої сталі. Тому використання відомих технічних розробок не забезпечує рішення поставленої в цьому винаході завдання. Отже, спосіб, що заявляється, має "винахідницький рівень". Спосіб здійснюється таким чином. З ви хідної заготовки в системі калібрів клітей дротового стана формують катанку заданого діаметра. Прокатку здійснюють при температурі 900-1100°С Після прокатки здійснюють витримку й охолодження водою Після охолодження катанки водою температура металу на 180-250°С вище температури аустенітно-перлітного перетворення А1 , що становить приблизно 900-970°С. При досягненні температури металу на 180-250°С вище температури аустенітно-перлітного перетворений А1 , здійснюють регламентоване повітряне охолодження витків катанки на транспортері нижче температури аустенітноперлітного перетворення А1. Швидкість повітряного охолодження витків на повітрі залежить від діаметра катанки. З його збільшенням швидкість охолодження збільшують. В інтервалі від температур закінчення водяного охолодження (на 180-250°С вище температури аустенітно-перлітного перетворення А1) до температур на 170-220°С нижче температури аустенітно-перлітного перетворення А1 (десь 500-550°С), катанку охолоджують із низькою швидкістю, визначаємою з виразу Vо хол=(4,5-8,5)/d 2, °C/c, де d - діаметр катанки в мм. Для забезпечення такої низької швидкості охолодження катанки теплоізолюючі кришки роликового транспортера закривають, а ряд вентиляторів відключають. Цим, по суті, створюються умови для здійснення так названої "потокової квазіізотермічної витримки". У цьому випадку в катанці з низьковуглецевої кремніймарганцевої сталі, призначеної для виготовлення зварювального дроту, формується в основному ферито-перлітна структура з об'ємною часткою бейніто-мартенситних структур не більше 10%. При подальшому охолодженні катанки в 6 температурному інтервалі від температур на 170220°С нижче температури аустенітно-перлітного перетворення А1 до температур на 570-620°С нижче температури аустенітно-перлітного перетворення А1 (десь 100-150°С), швидкість охолодження катанки збільшують до значення, визначаємого з виразу Vохол=(8,7-12,7)/d2, °C/c, де d - діаметр прокату в мм. Температурно-швидкісний регламент повітряного охолодження катанки з низьковуглецевої кремніймарганцевої сталі, призначеної для виготовлення зварювального дроту, що заявляється, був встановлений у процесі проведення експериментальних досліджень, виконаних разом із СЗАТ "Молдавський металургійний завод (ММЗ)" у виробничих умовах цього заводу. До складу устаткування СЗАТ ММЗ входить сучасний дрібносортно-дротовий стан 320/150, дротова лінія якого обладнана сучасною вдосконаленою лінією водоповітряного охолодження типу Стелмор. Після водяного охолодження катанки, що здійснюється безпосередньо після прокатки в блоці і витримки, перед початком повітряного охолодження температура металу на 180-250°С вище температури аустенітно-перлітного перетворення А1 що становить приблизно 900970°С. Початок повітряного охолодження катанки з низьковуглецевої кремніймарганцевої сталі в зазначеному діапазоні температур сприяє розвитку процесів збиральної рекристалізації, наслідком яких є усунення дефектів кристалічної будови викликаних гарячою деформацією. Це створює передумови при наступному повітряному охолодженні з низькою швидкістю в умовах "потокової квазіізотермічної витримки" для трансформації аустенітної структури у феритоперлітну структуру із вмістом бейнітомартенситних ділянок не більше 10%. Якщо повітряне охолодження починати при більш високій температурі, чим на 250°С вище температури аустенітно-перлітного перетворення А1 , то це приведе до підвищених теплових навантажень на основне технологічне устаткування лінії Стелмор, зокрема, на виткоукладчик, роликовий транспортер та ін., без істотного поліпшення якості катанки. Цими ж причинами обмежена нижня границя діапазону швидкості повітряного охолодження на першому етапі (Vохол
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making rod of increased deformability at drawing from low carbon silicon manganese steel
Автори англійськоюParusov Volodymyr Vasyliovych, Parusov Oleh Volodymyrovych, Zhuchkov Serhii Mykhailovych, Zhukova Svitlana Yuriivna, Yudyn Andrii Vasyliovych, Derevianchenko Ihor Vitaliiovych, Sychkov Oleksandr Borysovych, Kucherenko Oleh Leonidovych
Назва патенту російськоюСпособ изготовления катанки повышеннойдеформированности при волочении из низкоуглеродистой кремниемарганцевой стали
Автори російськоюПарусов Владимир Васильевич, Парусов Олег Владимирович, Жучков Сергей Михайлович, Жукова Светлана Юрьевна, Юдин Андрей Васильевич, Деревянченко Игорь Витальевич, Сычков Александр Борисович, Кучеренко Олег Леонидович
МПК / Мітки
МПК: B21B 1/16, C21D 9/52, C21D 1/02, C21D 8/06
Мітки: виготовлення, спосіб, кремніємарганцевої, підвищеної, волочінні, деформівності, катанки, сталі, низьковуглецевої
Код посилання
<a href="https://ua.patents.su/5-82257-sposib-vigotovlennya-katanki-pidvishheno-deformivnosti-pri-volochinni-z-nizkovuglecevo-kremniehmargancevo-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення катанки підвищеної деформівності при волочінні з низьковуглецевої кремніємарганцевої сталі</a>
Вилита стрічка з низьковуглецевої сталі і спосіб її виготовлення
Номер патенту: 61113
Опубліковано: 17.11.2003
Автори: Маскандзоні Антоніо, Анеллі Етторе
МПК: C21D 8/02, B22D 11/06
Мітки: спосіб, низьковуглецевої, сталі, вилита, стрічка, виготовлення
Формула / Реферат:
1. Спосіб виготовлення вилитої стрічки з низьковуглецевої сталі, який складається з таких стадій:- виливання у двовалковій установці для безперервного розливання (1), що обладнана обтискними валками (3), стрічки товщиною від 1 мм до 8 мм, що має такий склад у мас.%:С - від 0,02% до 0,10%; Мn - від 0,1% до 0,6%; Sі - від 0,02% до 0,35%; Аl - від 0,01% до 0,05%; S - до 0,015%; Р - до 0,02%; Сr - від 0,05% до 0,35%; Ni - від 0,05%...
Спосіб виготовлення прокату з вуглецевої сталі
Номер патенту: 82255
Опубліковано: 25.03.2008
Автори: Парусов Олег Володимирович, Парусов Володимир Васильович, Деревянченко Ігор Віталійович, Савьюк Олександр Миколайови, Олейник Анатолій Афанасійови, Жучков Сергій Михайлович, Сичков Олександр Борисович, Парусов Едуард Володимирович
МПК: B21B 1/16, C21D 9/52, C21D 8/06, C21D 1/02
Мітки: прокату, виготовлення, вуглецевої, спосіб, сталі
Формула / Реферат:
Спосіб виготовлення прокату з вуглецевої сталі, переважно для виробництва канатів, що включає гарячу прокатку на високошвидкісному дротовому стані при температурі 900-1100 °С, витримку, охолодження водою й наступне регламентоване охолодження повітрям нижче температури аустенітно-перлітного перетворення А1, який відрізняється тим, що регламентоване охолодження повітрям ведуть зі швидкістю охолодження, яку змінюють залежно від параметрів...
Спосіб виготовлення термічно-зміцненого прокату із низьковуглецевої та низьколегованої сталі
Номер патенту: 5308
Опубліковано: 28.12.1994
Автори: Івченко Олександр Васильович, Нечепоренко Анатолій Петрович, Кокшаров Олександр Миколайович, Гунькін Ігор Олександрович, Черненко Валерій Тарасович, Нечепоренко Володимир Андрійович, Костюченко Михайло Іванович, Худик Валер'ян Тарасович
Мітки: термічно-зміцненого, низьколегованої, спосіб, сталі, прокату, виготовлення, низьковуглецевої
Формула / Реферат:
Способ изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали, включающий нагрев заготовки, горячую прокатку, охлаждение со скоростью больше критической до заданной температуры через 0,1-0,15 с после выхода проката из последней клети стана, порезку на мерные длины и повторное охлаждение со скоростью больше критической через 0,1-0,3 с после порезки, отличающийся тем, что охлаждение после горячей прокатки...
Спосіб виробництва низьковуглецевої сталі в конвертері
Номер патенту: 8686
Опубліковано: 15.08.2005
Автори: Хотюн Вадим Іванович, Коваленко Іван Михайлович, Євстратенко Сергій Анатолійович, Сокуренко Анатолій Валентинович, Шеремет Володимир Олександрович, Башлій Федір Іванович, Макаренко Володимир Іванович, Кекух Анатолій Володимирович, ТРОЩІЙ Сергій Володимирович, Писаренко Віктор Гурійович
МПК: C21C 5/28
Мітки: виробництва, низьковуглецевої, конвертері, сталі, спосіб
Формула / Реферат:
1. Спосіб виробництва низьковуглецевої сталі в конвертері, що включає завантаження металобрухту, заливання чавуну, продувку плавки киснем, зливання металу в ківш, розкислення і легування в ковші, який відрізняється тим, що попереднє розкислення сталі здійснюють в конвертері безпосередньо після закінчення продувки киснем шляхом присадки вуглецевмісного матеріалу в кількості, залежній від відсоткового вмісту в сталі вуглецю
Спосіб виплавки низьковуглецевої сталі у кисневому конверторі
Номер патенту: 41643
Опубліковано: 16.02.2004
Автори: Димченко Євген Миколайович, Трет'яков Олександр Борисович, Цуканов Владислав Іванович, Коцур Сергій Дмитрович, Авер'янов Олексій Венедиктович, Оробцев Юрій Вікторович, Літвінов Леонід Федорович, Лисиця Василь Станіславович, Товкун Валерій Іванович, Черненков Сергій Павлович
МПК: C21C 5/28
Мітки: сталі, конверторі, кисневому, низьковуглецевої, спосіб, виплавки
Формула / Реферат:
Спосіб виплавки низьковуглецевої сталі у кисневому конверторі, що містить у собі завалку металевого брухту, металізованої залізорудної сировини, заливку чавуну, продувку металу киснем через охолоджувальну водою фурму і присадку шлакоутворюючих матеріалів, який відрізняється тим, що металізовану залізорудну сировину вводять у завалку у кількості 100% від її загальної витрати на плавку у вигляді механічної суміші з металевим брухтом з насипною...
Попередній патент: Спосіб десульфурації сталі
Наступний патент: Сталь для холодної висадки і видавлювання
Випадковий патент: Спосіб лікування гнійних ран