Гарячекатана стальна стрічка для виробництва листа з електротехнічної сталі
Формула / Реферат
1. Гарячекатана стальна стрічка для виробництва листа з електротехнічної сталі, яка має товщину між 0,65 і 1,5 мм і дрібнозернисту структуру, яка відрізняється тим, що має наступний склад, мас. %: С ≤ 0,06, Мn – 0,10-0,20, Si < 0,03, Р ≤ 0,010, S ≤ 0,005, Сr ≤ 0,10, Ni ≤ 0,12, Mo ≤ 0,03, Al - 0,030-0,050, решта - Fe і неминучі забруднюючі домішки, має рівень паралельності ![]() 0,02 мм і 70 % феритних зерен, які мають розміри, що відповідають 9-12 класам за стандартом ASTM Е 112, причому ці характеристики одержані без будь-яких додаткових операцій відпалювання і холодної прокатки.
0,02 мм і 70 % феритних зерен, які мають розміри, що відповідають 9-12 класам за стандартом ASTM Е 112, причому ці характеристики одержані без будь-яких додаткових операцій відпалювання і холодної прокатки.
2. Гарячекатана стальна стрічка за п. 1, яка відрізняється тим, що принаймні 80 % вказаних феритних зерен має розмір менше, ніж по класу 9 зазначеного стандарту.
3. Гарячекатана стальна стрічка за п. 1 або 2, яка відрізняється тим, що має товщину між 0,65 і 1 мм з допусками ± 0,05 мм.
4. Гарячекатана стальна стрічка за п. 1 або 2, яка відрізняється тим, що має рівень паралельності < 0,01 мм.
5. Гарячекатана стальна стрічка за будь-яким з попередніх пунктів, яка відрізняється тим, що крім того має шорсткість ![]() 1,3 мкм.
1,3 мкм.
6. Гарячекатана стальна стрічка за п. 4 або 5, яка відрізняється тим, що має фактор пакування (Р/Р') ≥ 0,90.
7. Гарячекатана стальна стрічка за п. 1 або 2, яка відрізняється тим, що після травлення і пропускання крізь пристрій для зняття поверхневого шару має величину твердості HRB 55-70 або HV 110-140.
Текст
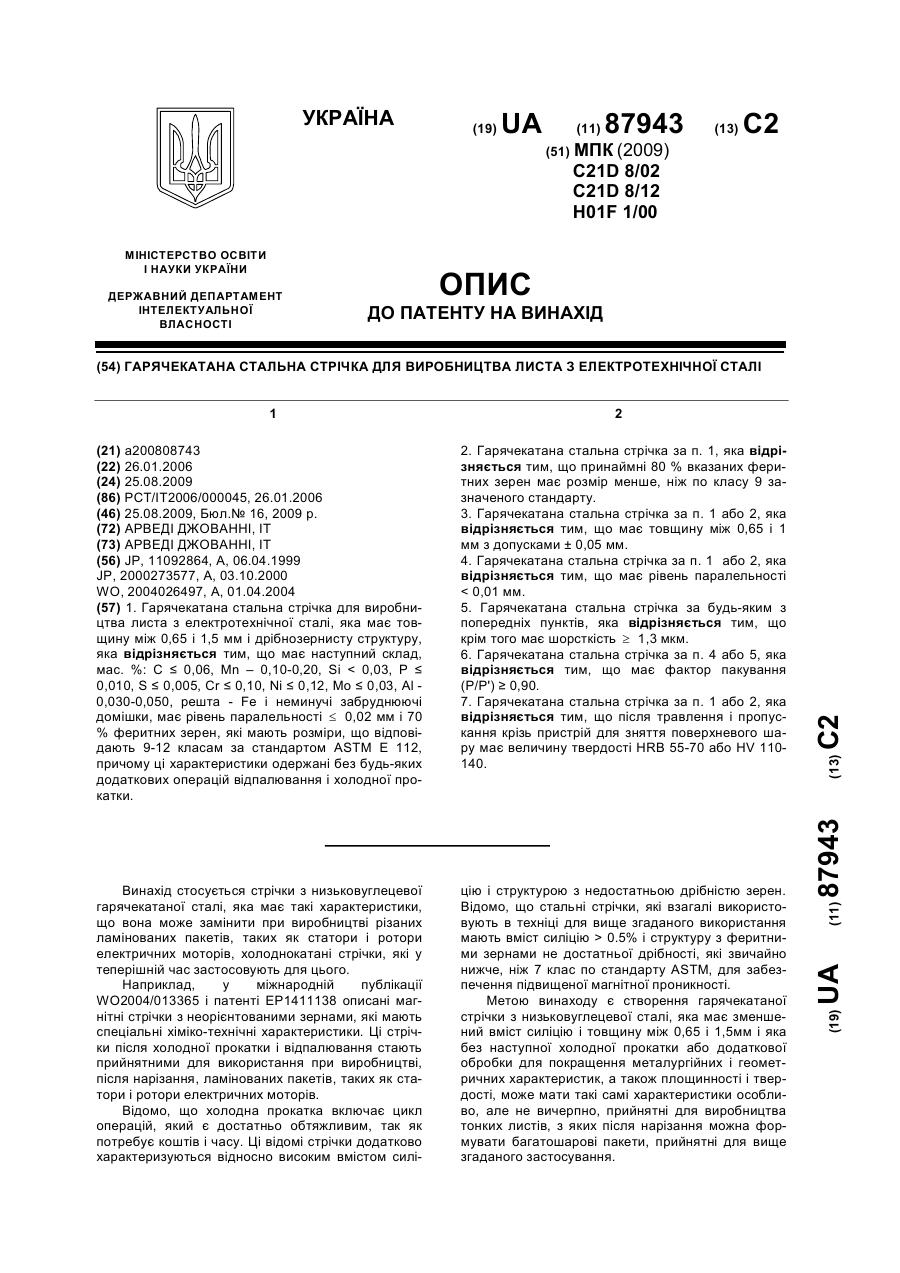
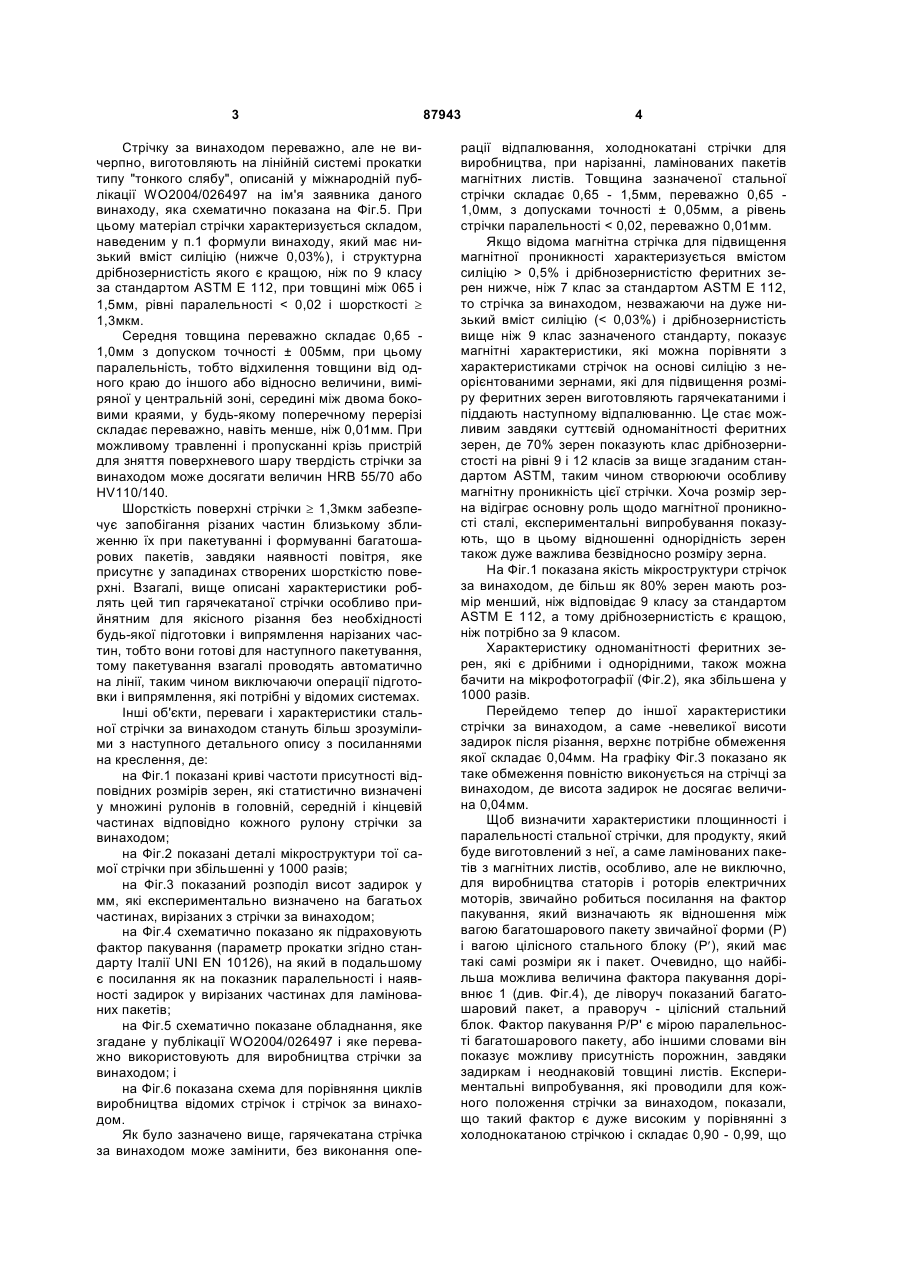
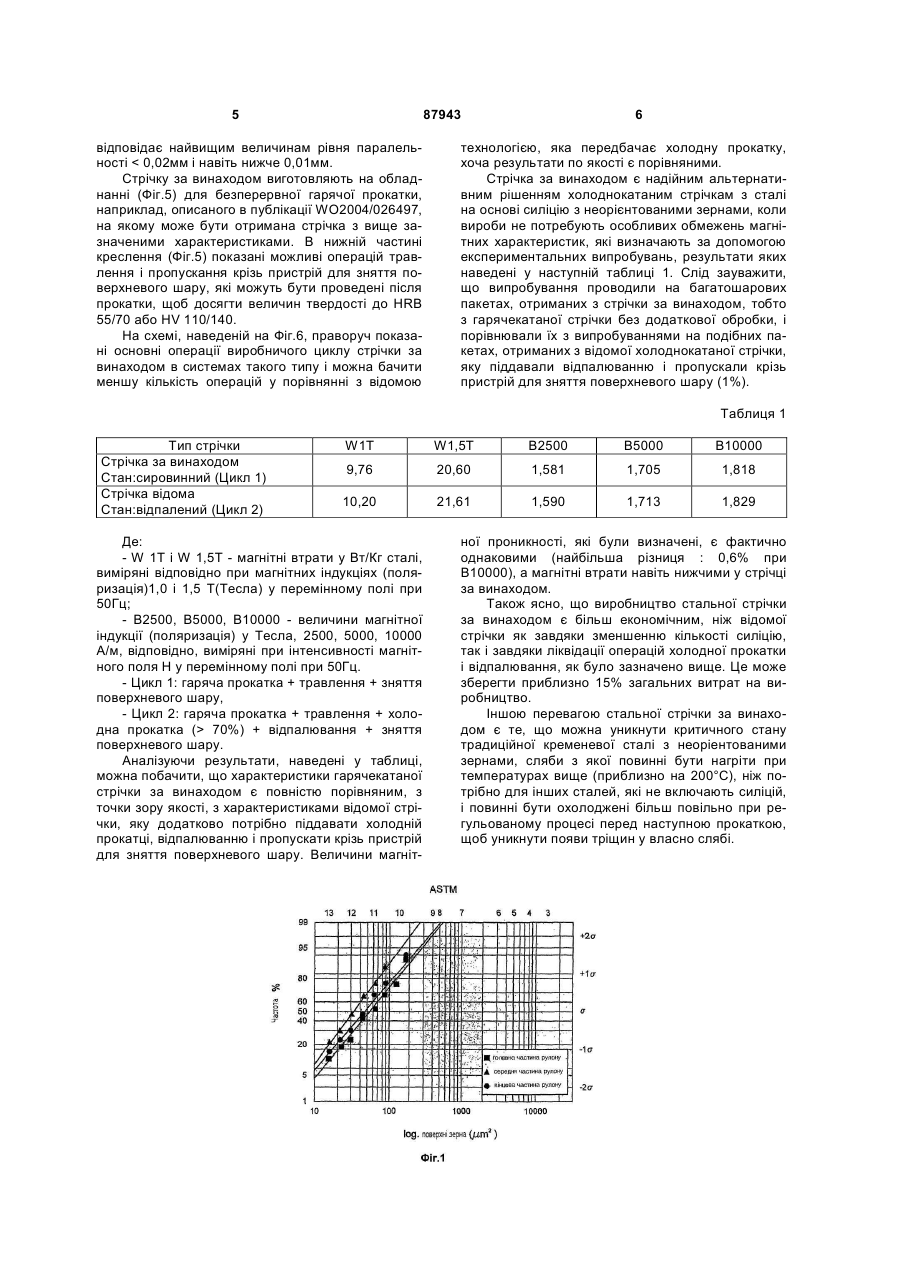
1. Гарячекатана стальна стрічка для виробництва листа з електротехнічної сталі, яка має товщину між 0,65 і 1,5 мм і дрібнозернисту структуру, яка відрізняється тим, що має наступний склад, мас. %: С ≤ 0,06, Мn – 0,10-0,20, Si < 0,03, Р ≤ 0,010, S ≤ 0,005, Сr ≤ 0,10, Ni ≤ 0,12, Mo ≤ 0,03, Al 0,030-0,050, решта - Fe і неминучі забруднюючі домішки, має рівень паралельності £ 0,02 мм і 70 % феритних зерен, які мають розміри, що відповідають 9-12 класам за стандартом ASTM Е 112, причому ці характеристики одержані без будь-яких додаткових операцій відпалювання і холодної прокатки. C2 2 (19) 1 3 Стрічку за винаходом переважно, але не вичерпно, виготовляють на лінійній системі прокатки типу "тонкого слябу", описаній у міжнародній публікації WO2004/026497 на ім'я заявника даного винаходу, яка схематично показана на Фіг.5. При цьому матеріал стрічки характеризується складом, наведеним у п.1 формули винаходу, який має низький вміст силіцію (нижче 0,03%), і структурна дрібнозернистість якого є кращою, ніж по 9 класу за стандартом ASTM Ε 112, при товщині між 065 і 1,5мм, рівні паралельності < 0,02 і шорсткості ³ 1,3мкм. Середня товщина переважно складає 0,65 1,0мм з допуском точності ± 005мм, при цьому паралельність, тобто відхилення товщини від одного краю до іншого або відносно величини, виміряної у центральній зоні, середині між двома боковими краями, у будь-якому поперечному перерізі складає переважно, навіть менше, ніж 0,01мм. При можливому травленні і пропусканні крізь пристрій для зняття поверхневого шару твердість стрічки за винаходом може досягати величин HRB 55/70 або HV110/140. Шорсткість поверхні стрічки ³ 1,3мкм забезпечує запобігання різаних частин близькому зближенню їх при пакетуванні і формуванні багатошарових пакетів, завдяки наявності повітря, яке присутнє у западинах створених шорсткістю поверхні. Взагалі, вище описані характеристики роблять цей тип гарячекатаної стрічки особливо прийнятним для якісного різання без необхідності будь-якої підготовки і випрямлення нарізаних частин, тобто вони готові для наступного пакетування, тому пакетування взагалі проводять автоматично на лінії, таким чином виключаючи операції підготовки і випрямлення, які потрібні у відомих системах. Інші об'єкти, переваги і характеристики стальної стрічки за винаходом стануть більш зрозумілими з наступного детального опису з посиланнями на креслення, де: на Фіг.1 показані криві частоти присутності відповідних розмірів зерен, які статистично визначені у множині рулонів в головній, середній і кінцевій частинах відповідно кожного рулону стрічки за винаходом; на Фіг.2 показані деталі мікроструктури тої самої стрічки при збільшенні у 1000 разів; на Фіг.3 показаний розподіл висот задирок у мм, які експериментально визначено на багатьох частинах, вирізаних з стрічки за винаходом; на Фіг.4 схематично показано як підраховують фактор пакування (параметр прокатки згідно стандарту Італії UNI EN 10126), на який в подальшому є посилання як на показник паралельності і наявності задирок у вирізаних частинах для ламінованих пакетів; на Фіг.5 схематично показане обладнання, яке згадане у публікації WO2004/026497 і яке переважно використовують для виробництва стрічки за винаходом; і на Фіг.6 показана схема для порівняння циклів виробництва відомих стрічок і стрічок за винаходом. Як було зазначено вище, гарячекатана стрічка за винаходом може замінити, без виконання опе 87943 4 рації відпалювання, холоднокатані стрічки для виробництва, при нарізанні, ламінованих пакетів магнітних листів. Товщина зазначеної стальної стрічки складає 0,65 - 1,5мм, переважно 0,65 1,0мм, з допусками точності ± 0,05мм, а рівень стрічки паралельності 0,5% і дрібнозернистістю феритних зерен нижче, ніж 7 клас за стандартом ASTM Ε 112, то стрічка за винаходом, незважаючи на дуже низький вміст силіцію (< 0,03%) і дрібнозернистість вище ніж 9 клас зазначеного стандарту, показує магнітні характеристики, які можна порівняти з характеристиками стрічок на основі силіцію з неорієнтованими зернами, які для підвищення розміру феритних зерен виготовляють гарячекатаними і піддають наступному відпалюванню. Це стає можливим завдяки суттєвій одноманітності феритних зерен, де 70% зерен показують клас дрібнозернистості на рівні 9 і 12 класів за вище згаданим стандартом ASTM, таким чином створюючи особливу магнітну проникність цієї стрічки. Хоча розмір зерна відіграє основну роль щодо магнітної проникності сталі, експериментальні випробування показують, що в цьому відношенні однорідність зерен також дуже важлива безвідносно розміру зерна. На Фіг.1 показана якість мікроструктури стрічок за винаходом, де більш як 80% зерен мають розмір менший, ніж відповідає 9 класу за стандартом ASTM Ε 112, а тому дрібнозернистість є кращою, ніж потрібно за 9 класом. Характеристику одноманітності феритних зерен, які є дрібними і однорідними, також можна бачити на мікрофотографії (Фіг.2), яка збільшена у 1000 разів. Перейдемо тепер до іншої характеристики стрічки за винаходом, а саме -невеликої висоти задирок після різання, верхнє потрібне обмеження якої складає 0,04мм. На графіку Фіг.3 показано як таке обмеження повністю виконується на стрічці за винаходом, де висота задирок не досягає величина 0,04мм. Щоб визначити характеристики площинності і паралельності стальної стрічки, для продукту, який буде виготовлений з неї, а саме ламінованих пакетів з магнітних листів, особливо, але не виключно, для виробництва статорів і роторів електричних моторів, звичайно робиться посилання на фактор пакування, який визначають як відношення між вагою багатошарового пакету звичайної форми (Р) і вагою цілісного стального блоку (Р¢), який має такі самі розміри як і пакет. Очевидно, що найбільша можлива величина фактора пакування дорівнює 1 (див. Фіг.4), де ліворуч показаний багатошаровий пакет, а праворуч - цілісний стальний блок. Фактор пакування Р/Р' є мірою паралельності багатошарового пакету, або іншими словами він показує можливу присутність порожнин, завдяки задиркам і неоднаковій товщині листів. Експериментальні випробування, які проводили для кожного положення стрічки за винаходом, показали, що такий фактор є дуже високим у порівнянні з холоднокатаною стрічкою і складає 0,90 - 0,99, що 5 87943 відповідає найвищим величинам рівня паралельності 70%) + відпалювання + зняття поверхневого шару. Аналізуючи результати, наведені у таблиці, можна побачити, що характеристики гарячекатаної стрічки за винаходом є повністю порівняним, з точки зору якості, з характеристиками відомої стрічки, яку додатково потрібно піддавати холодній прокатці, відпалюванню і пропускати крізь пристрій для зняття поверхневого шару. Величини магніт ної проникності, які були визначені, є фактично однаковими (найбільша різниця : 0,6% при В10000), а магнітні втрати навіть нижчими у стрічці за винаходом. Також ясно, що виробництво стальної стрічки за винаходом є більш економічним, ніж відомої стрічки як завдяки зменшенню кількості силіцію, так і завдяки ліквідації операцій холодної прокатки і відпалювання, як було зазначено вище. Це може зберегти приблизно 15% загальних витрат на виробництво. Іншою перевагою стальної стрічки за винаходом є те, що можна уникнути критичного стану традиційної кременевої сталі з неоріентованими зернами, сляби з якої повинні бути нагріти при температурах вище (приблизно на 200°С), ніж потрібно для інших сталей, які не включають силіцій, і повинні бути охолоджені більш повільно при регульованому процесі перед наступною прокаткою, щоб уникнути появи тріщин у власно слябі. 7 Комп’ютерна верстка Л. Купенко 87943 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHot rolled steel strip for production of sheet of electrical steel
Автори англійськоюArvedi Giovanni
Назва патенту російськоюГорячекатаная стальная лента для производства листа из электротехничечской стали
Автори російськоюАрведи Джованни
МПК / Мітки
МПК: H01F 1/00, C21D 8/02, C21D 8/12
Мітки: листа, стальна, гарячекатана, виробництва, стрічка, електротехнічної, сталі
Код посилання
<a href="https://ua.patents.su/4-87943-garyachekatana-stalna-strichka-dlya-virobnictva-lista-z-elektrotekhnichno-stali.html" target="_blank" rel="follow" title="База патентів України">Гарячекатана стальна стрічка для виробництва листа з електротехнічної сталі</a>
Здатна до емалювання з обох сторін гарячекатана смуга або лист із сталі, зокрема зі сталі if, та спосіб її виготовлення (варіанти)
Номер патенту: 79406
Опубліковано: 11.06.2007
Автори: Шьотлер Йоахім, Флакса Фолкер, Фрайєр Клаус
МПК: C21D 8/02, C22C 38/00, C22C 38/14
Мітки: смуга, лист, виготовлення, спосіб, варіанти, здатна, обох, гарячекатана, сторін, сталі, зокрема, емалювання
Формула / Реферат:
1. Здатна до емалювання з обох сторін гарячекатана сталева смуга або лист із сталі товщиною до 10 мм, зокрема виготовлені зі сталі IF, при цьому сталь має наступний склад, мас. %:С - 0,010 максимальноSi - 0,030 максимальноMn - 0,80 максимальноР - 0,020 максимальноS - 0,030 мінімальноAl - 0,020-0,060Nb - (0,6-1,0)x(93/12)x(C)В - (0,5-1,5)x(11/14)x(N)Ті - мінімально...
Вилита стрічка з низьковуглецевої сталі і спосіб її виготовлення
Номер патенту: 61113
Опубліковано: 17.11.2003
Автори: Маскандзоні Антоніо, Анеллі Етторе
МПК: B22D 11/06, C21D 8/02
Мітки: стрічка, сталі, вилита, виготовлення, спосіб, низьковуглецевої
Формула / Реферат:
1. Спосіб виготовлення вилитої стрічки з низьковуглецевої сталі, який складається з таких стадій:- виливання у двовалковій установці для безперервного розливання (1), що обладнана обтискними валками (3), стрічки товщиною від 1 мм до 8 мм, що має такий склад у мас.%:С - від 0,02% до 0,10%; Мn - від 0,1% до 0,6%; Sі - від 0,02% до 0,35%; Аl - від 0,01% до 0,05%; S - до 0,015%; Р - до 0,02%; Сr - від 0,05% до 0,35%; Ni - від 0,05%...
Спосіб виготовлення листа із сталі, лист із сталі та спосіб підвищення опору сталі до розповсюдження тріщин у листі
Номер патенту: 59425
Опубліковано: 15.09.2003
Автори: Воун Глен А., Бангару Нарасімха-Рао В., Ку Джаянг
МПК: C21D 8/00
Мітки: листі, розповсюдження, тріщин, листа, лист, виготовлення, підвищення, сталі, опору, спосіб
Формула / Реферат:
1. Спосіб виготовлення листа із сталі, який має мікрошарову мікроструктуру, що містить 2-10 об.% тонких шарів аустеніту і 90-98 об.% пластинок переважно дрібнозернистого мартенситу і дрібнозернистого нижнього бейніту, який виготовляють із сталевого сляба, який містить залізо і наступні легуючі елементи, мас.%:0,04-0,12 С,принаймні 1-6 Ni,0,1-1,0 Сu,0,1-0,8 Мо,0,02-0,1 Nb,0,008-0,03...
Спосіб діагностики зубцевої зони пакетів електротехнічної сталі електричних машин

Номер патенту: 62491
Опубліковано: 15.12.2003
Автори: Родькін Дмитро Йосипович, Войтех Олександр Арсенійович, Прус В'ячеслав В'ячеславович, Петров Роман Миколайович
МПК: H02K 15/00, G01R 31/34, G01R 31/00, G01R 33/12, H02K 15/02
Мітки: машин, діагностики, зони, електричних, зубцевої, пакетів, електротехнічної, сталі, спосіб
Формула / Реферат:
1. Спосіб діагностики зубцевої зони пакетів електротехнічної сталі електричних машин, що полягає в вимірюванні магнітної індукції і втрат у сталі в контрольованій дефектній зоні, за допомогою індуктора з ізольованими обмоткою, що намагнічує, та вимірювальною обмоткою, та визначенні інформативних параметрів для різних видів ушкоджень сталі, який відрізняється тим, що тестування сталі здійснюють шляхом контролю значень напруги та струму на...
Спосіб виготовлення листа із двофазної сталі, лист із двофазної сталі та спосіб підвищення опору двофазної сталі до поширення тріщин у листі
Номер патенту: 59426
Опубліковано: 15.09.2003
Автори: Бангару Нарасімха-Рао В., Ку Джаянг
МПК: C21D 8/02, C22C 38/08
Мітки: лист, двофазної, тріщин, опору, спосіб, сталі, виготовлення, підвищення, листі, листа, поширення
Формула / Реферат:
1. Спосіб виготовлення листа із двофазної сталі, що має температуру переходу із в'язкого стану у крихкий (ТПВК) нижчу, ніж -73 °С (-100 °F) як в основному листі, так і в зоні термічного впливу (ЗТВ), й мікроструктуру, яка містить 10-40 об. % першої фази, яка складається в основному з фериту, й 60-90 об. % другої фази, яка складається переважно із дрібнозернистого пластинчатого мартенситу, дрібнозернистого нижнього бейніту або їх сумішей,...
Попередній патент: Спосіб виготовлення дезінфікуючого засобу на основі гуанідинів та четвертинних амонієвих сполук
Наступний патент: Пристрій для вирощування монокристалів групи аiiвvi
Випадковий патент: Спосіб укладання проводу у пази статора електричної машини