Дротяний канат з осердям або осередковою сталкою та спосіб його виготовлення
Формула / Реферат
1. Спосіб виготовлення дротяного каната з осердям або осередковою сталкою, при якому перед звиванням зовнішнього шару сталок на осердя або осередкову сталку наносять прошарок з синтетичного матеріалу, зовнішній шар сталок при звиванні вдавлюють в синтетичний матеріал, а дротяний канат після звивання зовнішнього шару сталок піддають деформуванню, який відрізняється тим, що зовнішній шар сталок при звиванні вдавлюють в синтетичний матеріал вже в остаточно передбаченій мірі, а дротяний канат після звивання через його ділянки, які межують з зовнішньою поверхнею каната, піддають деформуванню шляхом проковки з сильною в основному розповсюдженою ззовні деформацією зовнішніх сталок.
2. Спосіб за п. 1, який відрізняється тим, що для прошарку використовують термопластичний синтетичний матеріал, який нагрівають переважно під час звивання зовнішнього шару сталок.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що для зовнішнього шару сталок використовують стандартні сталки з осередковим дротом і дротовим шаром або сталки паралельного звивання.
4. Спосіб за одним з пп. 1-3, який відрізняється тим, що для зовнішнього шару сталок використовують сталки з легкодеформовним осердям, зокрема з м'якого металу або синтетичного матеріалу.
5. Спосіб за одним з пп. 1-4, який відрізняється тим, що для проковки використовують переважно чотири молоти, які рухаються у напрямку дротяного каната з різних боків і в момент їх одночасного співударяння охоплюють його за допомогою пристосованих увігнутостей практично повністю.
6. Спосіб за одним з пп. 1-5, який відрізняється тим, що використовують молоти з аксіальною довжиною, яка щонайменше вдвічі перевищує діаметр каната, та які мають переважно збільшений звужуваний вхід.
7. Спосіб за одним з пп. 1-6, який відрізняється тим, що дротяний канат, а саме його поверхню, після проковки піддають додатковій обробці або покривають захисним шаром або оболонкою.
8. Дротяний канат з осердям або осередковою сталкою, який містить зовнішній шар сталок, причому на осердя або осередкову сталку нанесено прошарок з синтетичного матеріалу, а зовнішній шар сталок вдавлений в синтетичний матеріал, при цьому дротяний канат був підданий деформуванню після звивання зовнішнього шару сталок, який відрізняється тим, що зовнішні сталки мають сильну в основному розповсюджену ззовні деформацію та дуже гладку зовнішню поверхню зі структурою, сформованою проковкою.
9. Дротяний канат за п. 8, який відрізняється тим, що зовнішній шар сталок (5) складається зі стандартних сталок (6) з одним осередковим дротом і лише одним дротовим шаром або зі сталок паралельного звивання.
Текст
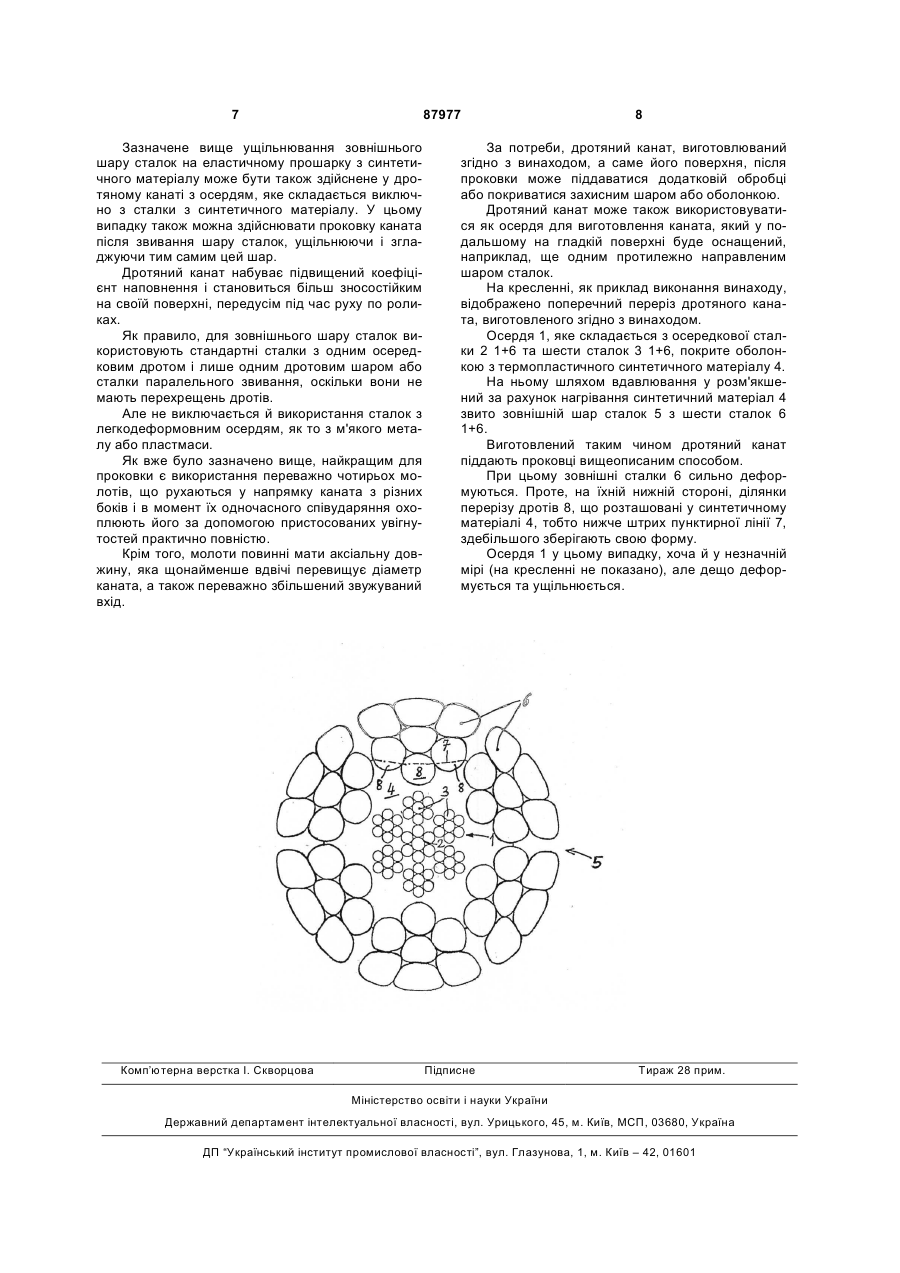
1. Спосіб виготовлення дротяного каната з осердям або осередковою сталкою, при якому перед звиванням зовнішнього шару сталок на осердя або осередкову сталку наносять прошарок з синтетичного матеріалу, зовнішній шар сталок при звиванні вдавлюють в синтетичний матеріал, а дротяний канат після звивання зовнішнього шару сталок піддають деформуванню, який відрізняється тим, що зовнішній шар сталок при звиванні вдавлюють в синтетичний матеріал вже в остаточно передбаченій мірі, а дротяний канат після звивання через його ділянки, які межують з зовнішньою поверхнею каната, піддають деформуванню шляхом проковки з сильною в основному розповсюдженою ззовні деформацією зовнішніх сталок. 2. Спосіб за п. 1, який відрізняється тим, що для прошарку використовують термопластичний синтетичний матеріал, який нагрівають переважно під час звивання зовнішнього шару сталок. 3. Спосіб за п. 1 або п. 2, який відрізняється тим, що для зовнішнього шару сталок використовують стандартні сталки з осередковим дротом і дротовим шаром або сталки паралельного звивання. C2 2 UA 1 3 м. кл. D07B 1/06, опубл. 17.05.2000), при якому перед звиванням зовнішнього шару сталок на осердя наносять прошарок з синтетичного матеріалу, а зовнішній шар сталок при звиванні вдавлюють в синтетичний матеріал в остаточній мірі. У об'єкта "Спосіб виготовлення дротяного каната з осердям або осередковою сталкою", що заявляється, та вищевказаного аналога збігаються наступні суттєві ознаки: у кожному із способів передбачається, що при виготовлені дротяного каната з осердям перед звиванням зовнішнього шару сталок на осердя наносять прошарок з синтетичного матеріалу, а зовнішній шар сталок при звиванні вдавлюють в синтетичний матеріал в остаточній мірі. Одержанню очікуваного технічного результату при використанні аналога перешкоджають наступні причини. Без проковки у разі, якщо з поверхні каната виступають окремі дроти, може статися їх швидкий обрив, що заважає роботі, викликає загрозу нещасних випадків та робить канат непридатним для подальшого використання. Найбільш близьким за сукупністю суттєвих до способу виготовлення дротяного каната, що заявляється, є спосіб виготовлення дротяного каната з осердям або осередковою сталкою (див. патент США 4120145, м. кл. D07B 1/06, опубл. 17.10.1978), при якому перед звиванням зовнішнього шару сталок на осердя або осередкову сталку наносять прошарок з синтетичного матеріалу, зовнішній шар сталок при звиванні вдавлюють в синтетичний матеріал, а дротяний канат після звивання зовнішнього шару сталок піддають деформуванню. При цьому зовнішній шар сталок при звиванні вдавлюють в синтетичний матеріал не в остаточній мірі, і при здійсненні деформування зовнішнього шару сталок вони рухаються радіально усередину синтетичного матеріалу, примушуючи його текти у зовнішньому напрямку, заповнюючи собою проміжки між сталками. Вищезгадане деформування здійснюють або шляхом стиснення валками, або обтисканням. У об'єкта "Спосіб виготовлення дротяного каната з осердям або Осередковою сталкою", що заявляється, та найближчого аналога збігаються наступні суттєві ознаки: у кожному із способів передбачається, що при виготовлені дротяного каната з осердям або осередковою сталкою перед звиванням зовнішнього шару сталок на осердя або осередкову сталку наносять прошарок з синтетичного матеріалу, зовнішній шар сталок при звиванні вдавлюють в синтетичний матеріал, а дротяний канат після звивання зовнішнього шару сталок піддають деформуванню. Одержанню очікуваного технічного результату при використанні найближчого аналога перешкоджають наступні причини. В процесі деформування зовнішнього шару сталок шляхом стиснення валками або обтисканням, з одного боку, відбувається лише незначне сплющення зовнішніх сталок на їх зовнішній стороні, а з другого боку, між зовнішніми сталками залишаються зони приблизно трикутного поперечного перерізу, які заповнені синтетичним матеріалом майже до рівня зовнішньої поверхні каната, і тому коефіцієнт наповнення 87977 4 дротяного каната, виготовленого у такий спосіб, є майже таким же, що й у дротяних канатів, які не зазнали деформування. Відомим є дротяний канат з осердям (див. ЕР 1001075 А2, м. кл. D07B 1/06, опубл. 17.05.2000), який містить зовнішній шар сталок, причому на осердя нанесено прошарок з синтетичного матеріалу, а зовнішній шар сталок вдавлений в синтетичний матеріал. У об'єкта "Дротяний канат з осердям або осередковою сталкою", що заявляється, та вищевказаного аналога збігаються наступні суттєві ознаки: у кожному із пристроїв передбачається, що дротяний канат з осердям містить зовнішній шар сталок, причому на осердя нанесено прошарок з синтетичного матеріалу, а зовнішній шар сталок вдавлений в синтетичний матеріал. Одержанню очікуваного технічного результату при використанні аналога перешкоджають наступні причини. Без проковки у разі, якщо з поверхні каната виступають окремі дроти, може статися їх швидкий обрив, що заважає роботі, викликає загрозу нещасних випадків та робить канат непридатним для подальшого використання. Найбільш близьким за сукупністю суттєвих до дротяного каната, що заявляється, є дротяний канат з осердям або осередковою сталкою (див. патент США 4120145, м. кл. D07B 1/06, опубл. 17.10.1978), який містить зовнішній шар сталок, причому на осердя або осередкову сталку нанесено прошарок з синтетичного матеріалу, а зовнішній шар сталок вдавлений в синтетичний матеріал, при цьому дротяний канат був підданий деформуванню після звивання зовнішнього шару сталок. У цьому дротяному канаті зовнішні сталки лише незначно сплющені на їх зовнішній стороні, а між зовнішніми станками маються зони приблизно трикутного поперечного перерізу, які заповнені синтетичним матеріалом вищезгаданого прошарку майже до рівня зовнішньої поверхні каната. У об'єкта "Дротяний канат з осердям або осередковою сталкою", що заявляється, та найближчого аналога збігаються наступні суттєві ознаки: у кожному із пристроїв передбачається, що дротяний канат з осердям або осередковою сталкою містить зовнішній шар сталок, причому на осердя або осередкову сталку нанесено прошарок з синтетичного матеріалу, а зовнішній шар сталок вдавлений в синтетичний матеріал, при цьому дротяний канат був підданий деформуванню після звивання зовнішнього шару сталок. Одержанню очікуваного технічного результату при використанні найближчого аналога перешкоджають наступні причини. Оскільки при виготовленні цього дротяного каната процес деформування зовнішнього шару сталок здійснюють шляхом стиснення валками або обтисканням, то у ньому зовнішні сталки лише незначно сплющені на їх зовнішній стороні, а між зовнішніми сталками маються зони приблизно трикутного поперечного перерізу, які заповнені синтетичним матеріалом, і тому коефіцієнт наповнення цього дротяного каната є майже таким же, що й у дротяних канатів, які не зазнали деформування. 5 В основу винаходу поставлено технічну задачу створити такий спосіб виготовлення дротяного каната з осердям або осередковою сталкою, в якому зміна умов виконання дій дозволила б при використанні винаходу забезпечити досягнення технічного результату, що полягає в підвищенні коефіцієнту наповнення каната при одночасному набутті ним більшої зносостійкості на своїй поверхні. Окрім того, в основу винаходу поставлено технічну задачу створити такий дротяний канат з осердям або осередковою сталкою, в якому зміна характеристик елементів дозволила б при використанні винаходу забезпечити досягнення технічного результату, що полягає в підвищенні коефіцієнту наповнення каната при одночасному набутті ним більшої зносостійкості на своїй поверхні. Зазвичай зазублини на дроті, викликані проковкою, та внаслідок цього швидко виникаючі обриви дроту усередині каната сприймаються як неминучі. Тому, додаткова задача винаходу полягає в униканні пошкодження каната при проковці наскільки це можливо. Для вирішення вказаних технічних задач заявляється група винаходів, пов'язаних єдиним винахідницьким задумом, до якої входять "Спосіб виготовлення дротяного каната з осердям або осередковою сталкою" та "Дротяний канат з осердям або осередковою сталкою". "Спосіб виготовлення дротяного каната з осердям або осередковою сталкою", що заявляється, характеризується наступними суттєвими ознаками, спрямованими на вирішення поставленої технічної задачі. Згідно з першим незалежним пунктом формули винаходу, у способі, що заявляється, перед звиванням зовнішнього шару сталок на осердя або осередкову сталку наносять прошарок з синтетичного матеріалу, зовнішній шар сталок при звиванні вдавлюють в синтетичний матеріал, а дротяний канат після звивання зовнішнього шару сталок піддають деформуванню, при цьому на відміну від найближчого аналога, згідно з винаходом, зовнішній шар сталок при звиванні вдавлюють в синтетичний матеріал вже в остаточно передбаченій мірі, а дротяний канат після звивання через його ділянки, які межують з зовнішньою поверхнею каната, піддають деформуванню шляхом проковки з сильною в основному розповсюдженою ззовні деформацією зовнішніх сталок. "Дротяний канат з осердям або осередковою сталкою", що заявляється, характеризується наступними суттєвими ознаками, спрямованими на вирішення поставленої технічної задачі. Дротяний канат, що заявляється, містить зовнішній шар сталок, причому на осердя або осередкову сталку нанесено прошарок з синтетичного матеріалу, а зовнішній шар сталок вдавлений в синтетичний матеріал, при цьому дротяний канат був підданий деформуванню після звивання зовнішнього шару сталок де, на відміну від найближчого аналога, згідно з винаходом, зовнішні сталки мають сильну в основному розповсюджену ззовні деформацію та дуже гладку зовнішню поверхню зі структурою, сформованою проковкою. 87977 6 Як свідчить практика, розміщення зовнішніх сталок на еластичному синтетичному матеріалі не впливає негативно на проковку та бажане деформування. У ковальському верстаті, де молоти, підігнані відповідно до вигину поверхні каната, б'ють одночасно з різних боків і у момент їхнього спільного співударяння практично цілком охоплюють поверхню каната по аксіальній довжині, яка щонайменше вдвічі перевищує діаметр каната, синтетичний матеріал очевидно не знаходить ні часу, ні простору, щоб уникнути удару. Порожнини між зовнішнім шаром сталок та осердям або осередковою сталкою заповнюються синтетичним матеріалом перевалено аж до незаповнених проміжків між дротами, які обмежують ці порожнини. Деформуванню піддаються усі зовнішні сталки, крім тих ділянок перерізу дротів на нижній стороні, які оточені синтетичним матеріалом і від нього зазнають протитиск вертикально до всієї своєї поверхні, тобто які не зазнають деформувальних зусиль. На верхній стороні цих дротів, не оточеній синтетичним матеріалом, виникають направлені зусилля, які деформують дроти. За цих обставин можливим є дуже сильне деформування зовнішніх сталок. Якщо зовнішні сталки складають велику частину діаметра каната, то можна досягти зменшення діаметра дротяного каната аж до 10%. У більшості випадків можливим було б зменшення діаметра на 5%. Подібним чином, але у слабшій мірі, продовжується протилежне деформування - усередину осердя або осередкової сталки, останнє менше: зовнішні дроти залишаються зовні практично незмінними і разом з рештою перерізу сталок деформуються усередині, причому деформування більш або менш продовжується у напрямку середини каната. Зазублини на перехресних дротах осердя або осередкової сталки, з одного боку, та зовнішніх сталках, з іншого, практично не спостерігаються. Прошарок з синтетичного матеріалу менш за все діє як безпосередній пом'якшувальний шар між цими дротами. Його скоріше можна порівняти з рідиною, що знаходиться у замкненому просторі, у якій тиск розходиться в усі боки, так що між перехресними дротами зовсім не виникає суттєво збільшених зусиль. Згідно з винаходом можливо виготовляти дротяні канати з надзвичайно високим металевим перерізом, які не мають внутрішніх пошкоджень і, крім того, відрізняються дуже гладкою поверхнею. Можливим є також виготовлення дротяного каната, який унаслідок щільного зубчастого зчеплення зовнішнього шару сталок з осердям або осередковою сталкою, отримуваного завдяки еластичному прошарку з синтетичного матеріалу, відрізняється високою структурної стабільністю при одночасно більшому ущільненні, ніж це можливо при інших способах ущільнювання, наприклад при ущільнюванні осердя за допомогою вальцювання. З іншого боку, якщо потрібно зменшити зубчасте зчеплення, можна використовувати осердя зі загладженими зовнішніми сталками або загладжену осередкову сталку. 7 87977 Зазначене вище ущільнювання зовнішнього шару сталок на еластичному прошарку з синтетичного матеріалу може бути також здійснене у дротяному канаті з осердям, яке складається виключно з сталки з синтетичного матеріалу. У цьому випадку також можна здійснювати проковку каната після звивання шару сталок, ущільнюючи і згладжуючи тим самим цей шар. Дротяний канат набуває підвищений коефіцієнт наповнення і становиться більш зносостійким на своїй поверхні, передусім під час руху по роликах. Як правило, для зовнішнього шару сталок використовують стандартні сталки з одним осередковим дротом і лише одним дротовим шаром або сталки паралельного звивання, оскільки вони не мають перехрещень дротів. Але не виключається й використання сталок з легкодеформовним осердям, як то з м'якого металу або пластмаси. Як вже було зазначено вище, найкращим для проковки є використання переважно чотирьох молотів, що рухаються у напрямку каната з різних боків і в момент їх одночасного співударяння охоплюють його за допомогою пристосованих увігнутостей практично повністю. Крім того, молоти повинні мати аксіальну довжину, яка щонайменше вдвічі перевищує діаметр каната, а також переважно збільшений звужуваний вхід. Комп’ютерна верстка І. Скворцова 8 За потреби, дротяний канат, виготовлюваний згідно з винаходом, а саме його поверхня, після проковки може піддаватися додатковій обробці або покриватися захисним шаром або оболонкою. Дротяний канат може також використовуватися як осердя для виготовлення каната, який у подальшому на гладкій поверхні буде оснащений, наприклад, ще одним протилежно направленим шаром сталок. На кресленні, як приклад виконання винаходу, відображено поперечний переріз дротяного каната, виготовленого згідно з винаходом. Осердя 1, яке складається з осередкової сталки 2 1+6 та шести сталок 3 1+6, покрите оболонкою з термопластичного синтетичного матеріалу 4. На ньому шляхом вдавлювання у розм'якшений за рахунок нагрівання синтетичний матеріал 4 звито зовнішній шар сталок 5 з шести сталок 6 1+6. Виготовлений таким чином дротяний канат піддають проковці вищеописаним способом. При цьому зовнішні сталки 6 сильно деформуються. Проте, на їхній нижній стороні, ділянки перерізу дротів 8, що розташовані у синтетичному матеріалі 4, тобто нижче штрих пунктирної лінії 7, здебільшого зберігають свою форму. Осердя 1 у цьому випадку, хоча й у незначній мірі (на кресленні не показано), але дещо деформується та ущільнюється. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюWire cable with core or core strand and method for producing it
Автори англійськоюVerreet Roland
Назва патенту російськоюПроволочный канат с сердечником или сердечниковой жилой и способ его изготовления
Автори російськоюФеррет Роланд
МПК / Мітки
Мітки: осередковою, канат, виготовлення, спосіб, осердям, дротяний, сталкою
Код посилання
<a href="https://ua.patents.su/4-87977-drotyanijj-kanat-z-oserdyam-abo-oseredkovoyu-stalkoyu-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Дротяний канат з осердям або осередковою сталкою та спосіб його виготовлення</a>
Дротяний канат
Номер патенту: 2120
Опубліковано: 17.11.2003
Автори: Маліновський Валентин Анатолійович, Малявицький Микола Федосійович, Міщенко Олександр Олександрович
МПК: D07B 1/00
Формула / Реферат:
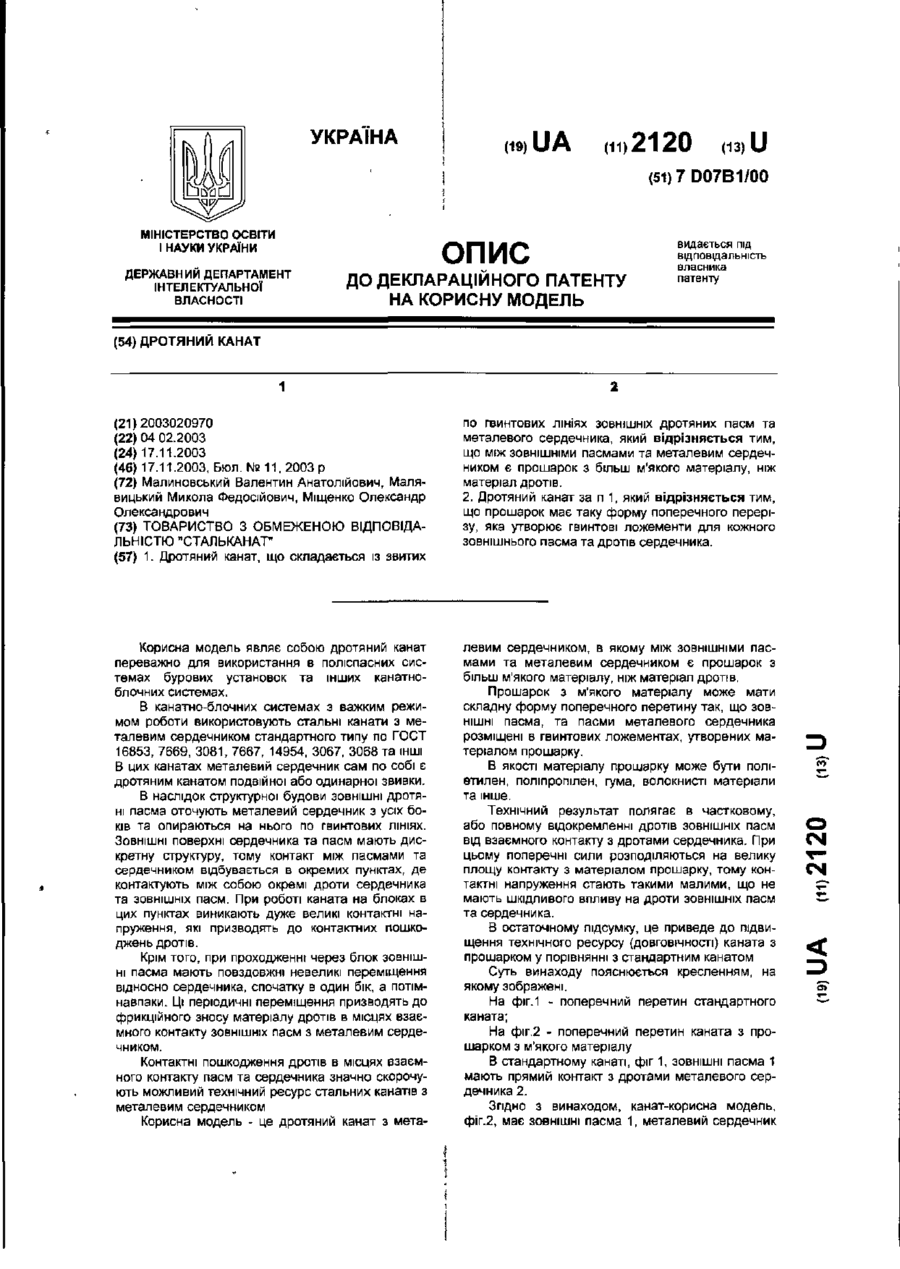
1. Дротяний канат, що складається із звитих по гвинтових лініях зовнішніх дротяних пасм та металевого сердечника, який відрізняється тим, що між зовнішніми пасмами та металевим сердечником є прошарок з більш м'якого матеріалу, ніж матеріал дротів.2. Дротяний канат за п. 1, який відрізняється тим, що прошарок має таку форму поперечного перерізу, яка утворює гвинтові ложементи для кожного зовнішнього пасма та дротів сердечника.
Дротяний канат
Номер патенту: 1284
Опубліковано: 17.06.2002
Автори: Майстренко Віктор Борисович, Міщенко Олександр Олександрович, Малявицький Микола Федосійович, Шемякін Леонід Петрович, Маліновський Валентин Анатолійович
МПК: D07B 1/00
Формула / Реферат:
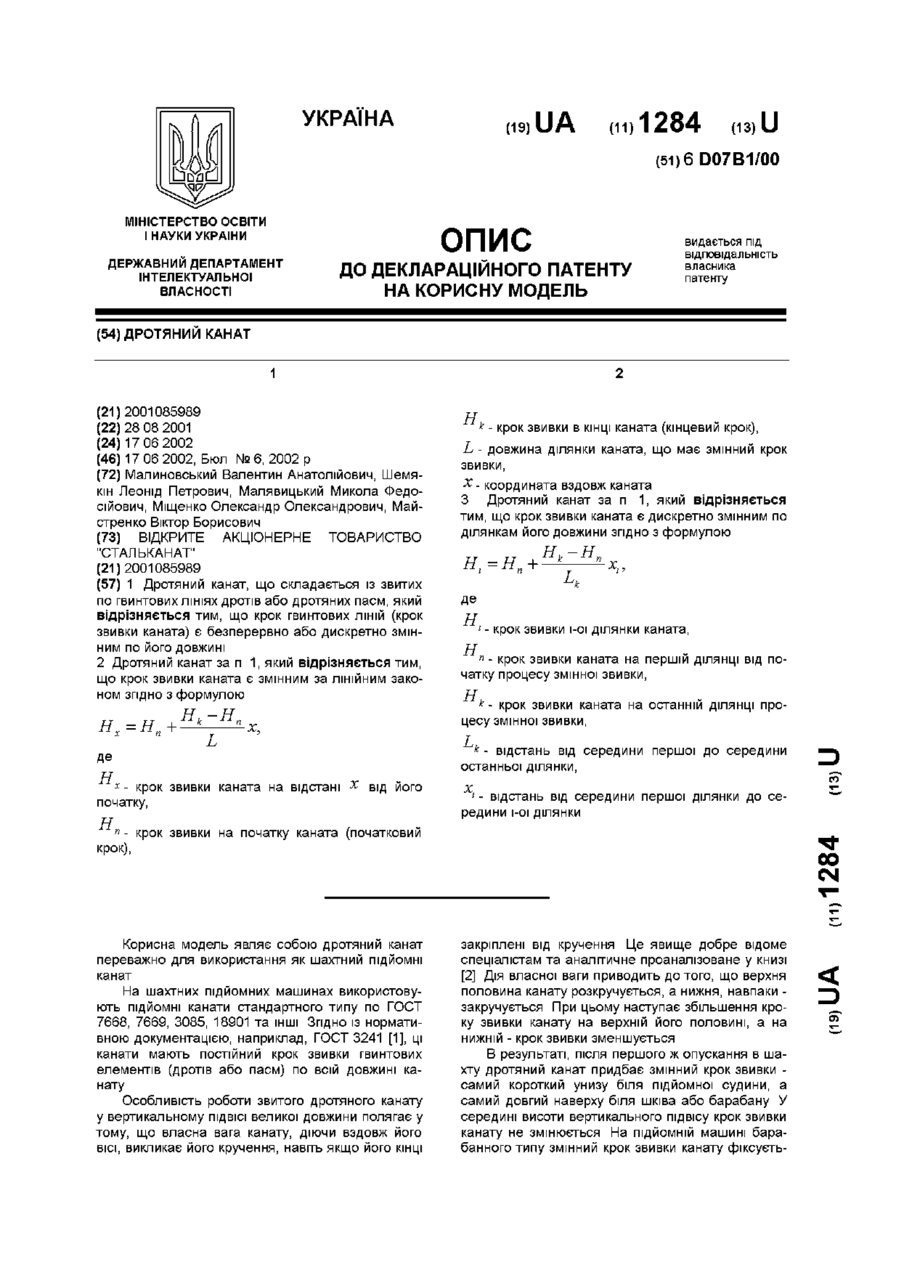
(21) 2001085989 (57) 1. Дротяний канат, що складається із звитих по гвинтових лініях дротів або дротяних пасм, який відрізняється тим, що крок гвинтових ліній (крок звивки каната) є безперервно або дискретно змінним по його довжині.2. Дротяний канат за п. 1, який відрізняється тим, що крок звивки каната є змінним за лінійним законом згідно з формулою
Дротяний канат

Номер патенту: 85078
Опубліковано: 25.12.2008
Автори: Тарнавська Наталя Сергіївна, Міщенко Олександр Олександрович, Маліновський Валентин Анатолійович
МПК: D07B 1/00
Формула / Реферат:
1. Дротяний канат, що складається із одного або кількох шарів гвинтових елементів (дротів або дротяних пасом), який відрізняється тим, що крок звивки принаймні зовнішнього шару гвинтових елементів безперервно чи дискретно змінюється по довжині каната від його середини однаково в напрямках до обох його кінців.2. Дротяний канат за п. 1, який відрізняється тим, що крок звивки принаймні зовнішнього шару гвинтових елементів збільшується по...
Круглий канат
Номер патенту: 83067
Опубліковано: 10.06.2008
Автори: Ропай Валерій Андрійович, Шидо Миколай Миколайович, Колосов Дмитро Леонідович, Савицький Віктор Іванович
Мітки: канат
Формула / Реферат:
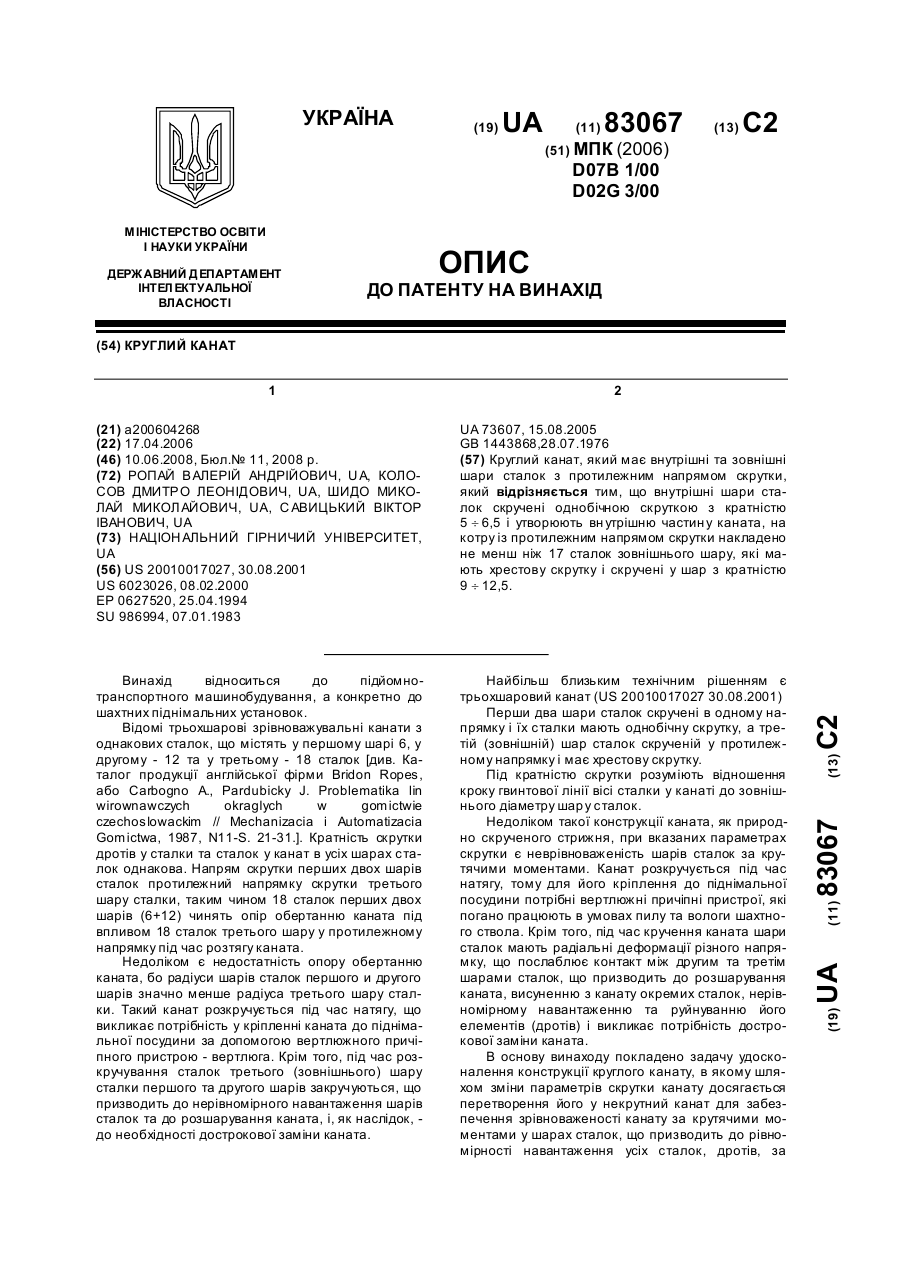
Круглий канат, який має внутрішні та зовнішні шари сталок з протилежним напрямом скрутки, який відрізняється тим, що внутрішні шари сталок скручені однобічною скруткою з кратністю 56,5 і утворюють внутрішню частину каната, на котру із протилежним напрямом скрутки накладено не менш ніж 17 сталок зовнішнього шару, які мають хрестову скрутку і скручені у шар з кратністю 9
Пустотілий канат
Номер патенту: 6402
Опубліковано: 29.12.1994
Автори: Попов Микола Олександрович, Білобров Віктор Іванович, Псарьов Сєргєй Дмітрієвіч, Костін Боріс Юр'євіч, Івановський Віктор Михайлович, Мостовий Олег Григор'євич, Едельштейн Михаіл Борісовіч
МПК: D07B 1/00
Мітки: пустотілий, канат
Формула / Реферат:
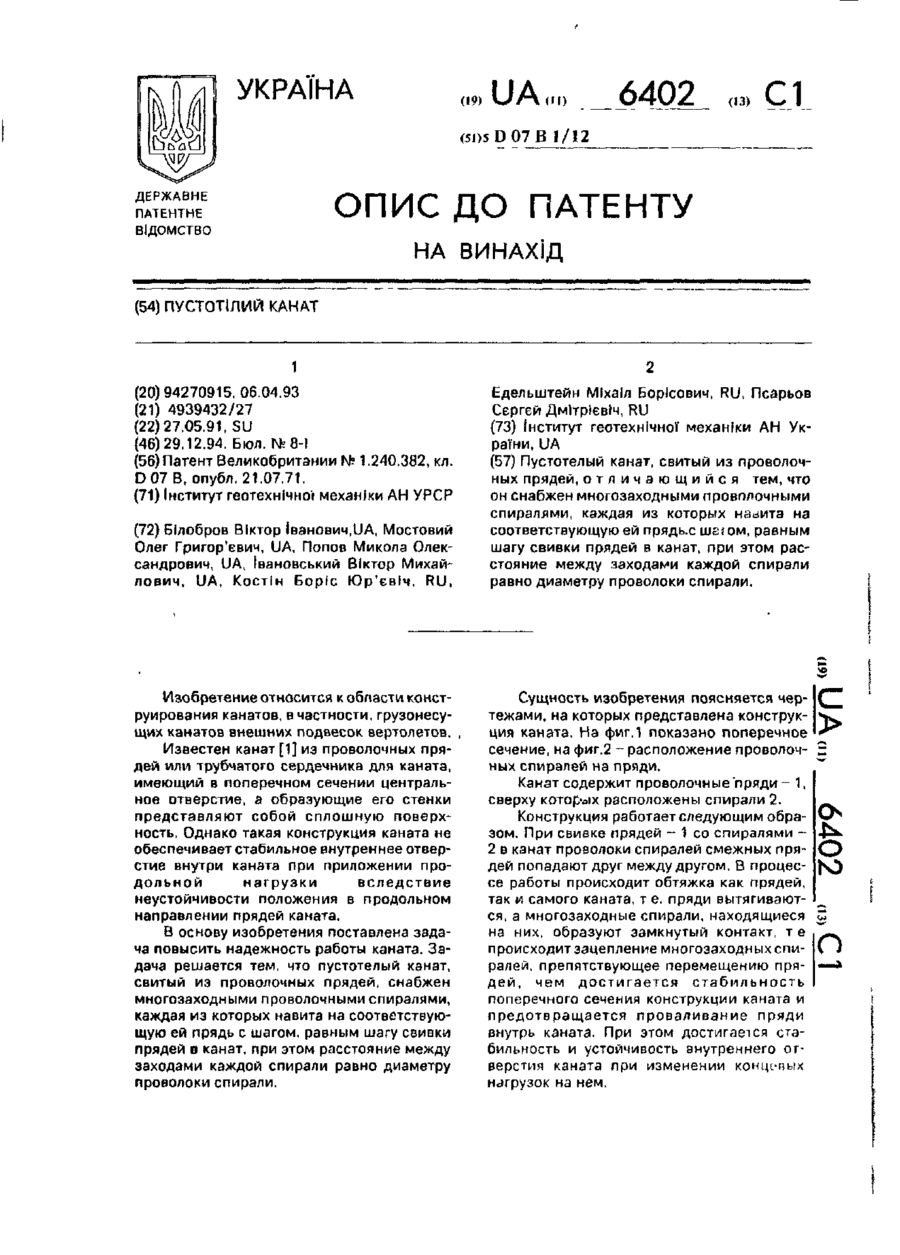
(57) Пустотелый канат, свитый из проволочных прядей, отличающийся тем, что он снабжен многозаходными проволочными спиралями, каждая из которых навита на соответствующую ей прядь с шагом, равным шагу свивки прядей в канат, при этом рас стояние между заходами каждой спирали равно диаметру проволоки спирали.
Попередній патент: Робота каналу квітирування прямої лінії зв’язку для даних зворотної лінії зв’язку
Наступний патент: Прокатний стан, зокрема обтискний стан для гарячої прокатки
Випадковий патент: Спосіб виготовлення бетону прискореного твердіння