Пристрій для автоматичного налагоджування вальцювальної кліті
Формула / Реферат
Устройство для автоматической настройки прокатной клети, включающее регулятор положения, регуляторы скорости и тока, тиристорний преобразователь, блок суммирования, блок задания, датчик положения, отличающееся тем, что оно снабжено пятью запоминающими устройствами, двумя сумматорами, двумя компараторами, двумя ключами, двумя логическими элементами И, логическим элементом ИЛИ, инвертором, блоком задания коррекции, блоком зоны нечувствительности, автоматическим устройством и блоком управления, первый выход которого соединен с первым входами первого и второго запоминающих устройств, второй выход блока управления соединен с вторыми входами первого и второго запоминающих устройств, первым входом третьего запоминающего устройства и входом блока задания, третий выход блока управления соединен со вторым входом третьего запоминающего устройства и первым входом логического элемента ИЛИ, второй вход которого соединен с первым выходом автоматического устройства, второй выход которого соединен с первым входом первого сумматора, второй вход которого соединен с входом третьего запоминающего устройства и с выходом второго сумматора, первый вход которого соединен с выходом блока задания, а второй вход - с выходом третьего запоминающего устройства, третий вход первого сумматора соединен с выходом второго запоминающего устройства, третий вход которого соединен с выходом датчика положения и первым входом третьего сумматора, второй вход которого соединен с выходом первого сумматора, а третий и четвертый входы - с выходами первого и второго ключей, выход третьего сумматора соединен с входом блока зоны нечувствительности, выход которого соединен с первым входом регулятора положения и входами первого и второго компараторов, выход которого соединен с одним из входов четвертого и пятого запоминающих устройств. другие входы которых, а также третий вход первого запоминающего устройства соединены с выходом первого компаратора, выход первого запоминающего устройства соединен с первым входом первого логического элемента И и через инвертор с первым входом второго логического элемента И, второй вход первого логического элемента И соединен с выходом пятого запоминающего устройства, а второй вход второго логического элемента И соединен с выходом четвертого запоминающего устройства, выход первого логического элемента И соединен с одним из входов первого ключа, другой вход которого соединен с выходом блока задания коррекции и с одним из входов второго ключа, другой вход которого соединен с выходом второго логического элемента И, выход логического элемента ИЛИ соединен с вторым входом регулятора положения.
Текст
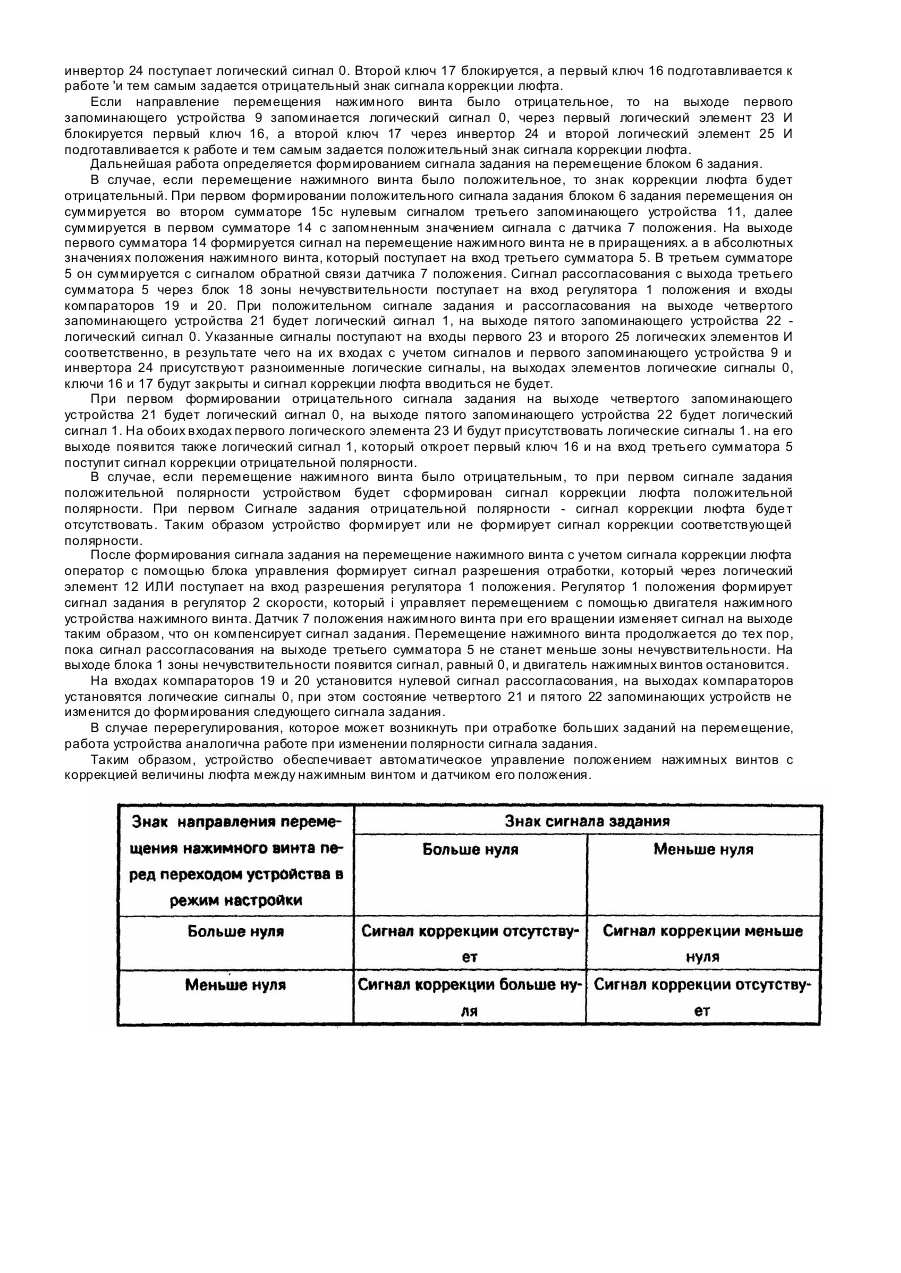
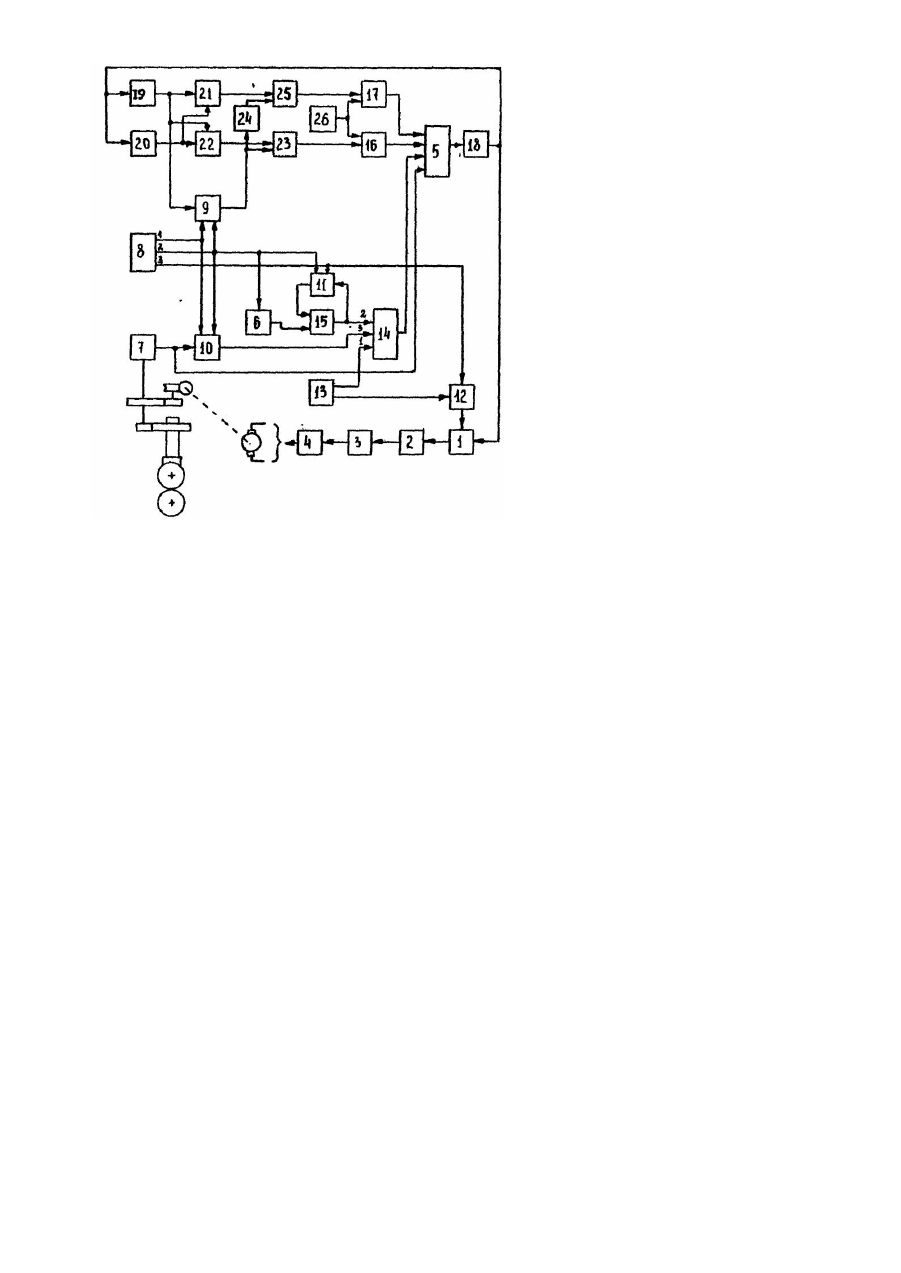
Изобретение относится к области автоматизации металлургического производства и может быть использовано в устройства х для управления положением механизмов прокатных станов. Известно устройство, обеспечивающее выборку люфтов в элементах редукторов и их связях с нажимными винтами за счет установки вспомогательных электродвигателей, например, постоянного тока, сочлененных с валами этих редукторов и создающих предварительный натяг в зубьях передачи редукторов [1]. Недостаток этого устройства заключается в его сложности, так как требуется установка на механизме дополнительных редукторов, двигателей, что не всегда возможно на существующи х клетях прокатных станов. Известно также устройство, исключающее люфты в трансмиссии за счет того, что во все х случаях позиционирование механизма в заданное положение производится со стороны, противоположной силовым воздействиям на механизм [2]. Недостатком данного устройства является недостаточное быстродействие устройства. Наиболее близким по технической сущности и достигаемому результату является устройство, включающее датчик положения, сочлененный с управляемым механизмом. сумматор, осуществляющий суммирование сигнала задания и сигнала с датчика положения. сигнал рассогласования с выхода сумматора поступает на вход регулятора положения. соединенный через регуляторы скорости и тока с тиристорным преобразователем, от которого получает питание двигатель, сочлененный с управляемым механизмом [3]. Недостатком данной системы является наличие люфтов между датчиком положения и нажимным винтом, если датчик положения сочленяется не непосредственно с нажимным винтом, а, например, с промежуточной шестерней редуктора нажимного винта. Непосредственное сочленение датчика положения с нажимным винтом, положение которого необходимо измерять, является сложным и ненадежным, так как представляет собой механическое устройство, преобразующее вращательно-поступательное движение нажимного винта во вращательное движение датчика положения. В то же время сочленение датчика положения с промежуточной шестерней редуктора нажимного винта, которая только вращается и не совершает поступательного движения, проще и надежнее, но содержит люфты в передаче между датчиком положения и управляемым механизмом. Эти люфты влияют на точность установки нажимных винтов и качество переходного процесса. Таким образом, в известном устройстве для обеспечения надежности датчик положения сочленяют не непосредственно с нажимным винтом, а с промежуточным звеном, например, промежуточной шестерней редуктора нажимного винта или валом двигателя, что приводит к появлению погрешности в измерении положения нажимного винта из-за люфта между датчиком положения и нажимным винтом и. соответственно, при перемещении нажимного винта в требуемое положение при реверсе сигнала задания на перемещение или при перерегулировании. В основу изобретения поставлена задача усовершенствовать устройство для автоматической настройки прокаткой клети путем ввода при реверсе сигнала задания или при перерегулировании в блок суммирования дополнительного сигнала коррекции, соответствующего значению люфта в механической передаче между датчиком положения и нажимным винтом так. чтобы обеспечить учет его величины при изменении направления перемещения нажимного винта, что приведет к повышению точности измерения положения и перемещения нажимного винта в требуемое положение при настройке прокаткой клети. Решение этой задачи достигается тем, что устройство для автоматической настройки прокатной клети, включающее регулятор положения, регуляторы скорости и тока, тиристорный преобразователь, блок суммирования, блок задания, датчик положения. согласно изобретению, дополнительно содержит пять запоминающих устройств, два сумматора, два компаратора, два ключа, два логических элемента И, логический элемент ИЛИ, инвертор, блок задания коррекции, блок зоны нечувствительности, автоматическое устройство и блок управления. Первый выход блока управления соединен с первыми входами первого и второго запоминающих устройств, второй выход - с вторыми входами первого и второго запоминающих устройств, первым входом третьего запоминающего устройства и входом блока задания. Третий выход блока управления соединен со вторым входом третьего запоминающего устройства и первым входом логического элемента ИЛИ, второй вход которого соединен с первым выходом автоматического устройства. Второй выход автоматического устройства соединен с первым входом первого сумматора, второй вход которого соединен с входом третьего запоминающего устройства и с вы ходом второго сумматора. Первый вход второго сумматора соединен с выходом блока задания, а второй вход - с выходом третьего запоминающего устройства. Третий вход первого сумматора соединен с выходом второго запоминающего устройства, третий вход которого соединен с выходом датчика положения и первым входом третьего сумматора, второй вход которого соединен с выходом первого сумматора. а третий и четвертый входы - с выходами первого и второго ключей. Выход третьего сумматора соединен с входом блока зоны нечувстви тельности, выход которого соединен с первым входом регулятора положения и входами первого и второго компараторов, выход которого соединен с одним из входов четвертого и пятого запоминающих устройств, другие входы которых, а также третий вход первого запоминающего устройства соединены с выходом первого компаратора. Выход первого запоминающего устройства соединен с первым входом первого логического элемента И и через инвертор с первым входом второго логического элемента И, второй вход первого логического элемента И соединен с выходом пятого запоминающего устройства, а второй вход второго логического элемента И соединен с выходом четвертого запоминающего устройства. Выход первого логического элемента И соединен с одним из входов первого ключа, другой вход которого соединен с выходом блока задания коррекции и с одним из входов второго ключа, другой вход которого соединен с выходом второго логического элемента И. Выход логического элемента ИЛИ соединен с вторым входом регулятора положения. Сущность изобретения заключается в том, что перед прокаткой одним из способов определяется люфт между перемещением нажимного винта и перемещением датчика положения, величина которого вводится и запоминается в блоке задания коррекции. При изменении знака сигнала задания или при перерегулировании сигнал коррекции, соответствующий величине люфта, суммируется с сигналом задания и тем самым обеспечивается точная отработка сигнала задания на перемещение нажимного винта. Необходимость этого вызвана тем, что при реверсе сигнала задания нажимной винт будет перемещаться в противоположном предыдущему перемещению направлении. При изменении направления перемещения нажимного винта будут раскрываться зазоры в сочленениях между шестернями редуктора нажимного устройства, нажимной винт при этом трогается позже, чем двигатель нажимного устройства, на время раскрытия зазоров. Если датчик положения сочленен с промежуточной шестерней редуктора или с валом двигателя, то вал датчика начнет вращаться раньше, чем нажимной винт, который тронется с места после выборки люфта. При малых сигналах задания на перемещение нажимного винта (0,1...0,2 мм) они соизмеримы с величиной люфта между датчиком положения и нажимным винтом. Это приводит к тому, что при отработке сигнала задания датчик положения будет вращаться и компенсировать сигнал задания, а нажимной винт буде т стоять на месте. При больших сигналах задания будет иметь место погрешность в установке нажимного винта в требуемое положение при реверсе сигнала задания. Чтобы избежать этого, необходимо сигнал задания увеличивать на величину люфта. Но так как перемещение нажимного винта осуществляется как в одну, так и в другую сторону, то коррекция сигнала задания должна иметь разный знак, а именно, знак коррекции должен совпадать со знаком сигнала задания. Знак сигнала коррекции и его необходимость определяется в соответствии с таблицей в зависимости от направления перемещения нажимного винта перед переводом устройства в режим настройки и от знака сигнала задания. Таблица условий формирования сигнала коррекции. Если знак направления последнего перед переключением в режим настройки перемещения нажимного винта был меньше нуля, а сигнал задания на перемещение больше нуля, то знак сигнала коррекции учета люфта должен быть положительным, Если сигнал задания на перемещение меньше нуля, то коррекция учета люфта отсутствует, так как перемещение нажимного винта будет осуществляться в том же самом направлении, реверс отсутствует и зазоры раскрываться не будут. Если знак направления последнего перед переключением в режим настройки перемещения нажимного винта был больше нуля, а сигнал задания на перемещение меньше нуля. то сигнал коррекции учета люфта должен быть отрицательным. Если сигнал задания на перемещение больше нуля, то коррекция учета люфта не производится. На чертеже изображена функциональная схема устройства. Устройство для автоматической настройки прокатной клети состоит из регулятора 1 положения, регуляторов скорости 2 и тока 3, тиристорного преобразователя 4, сумматора 5, блока 6 задания, датчика 7 положения, блока 8 управления, первый выход которого соединен с первыми входами первого запоминающего устройства 9 и второго запоминающего устройства 10, второй выход блока 8 управления соединен с вторыми входами первого и второго запоминающих устройств 9 и 10, первым входом третьего запоминающего устройства 11 и входом блока задания 6, третий выход блока 8 управления соединен со вторым входом третьего запоминающего устройства 11 и первым входом логического элемента 12 ИЛИ, второй вход которого соединен с первым выходом автоматического устройства 13. второй выход которого соединен с первым входом первого сумматора 14, второй вход которого соединен с входом третьего запоминающего устройства 11 и выходом второго сумматора 15, первый вход которого соединен с выходом блока 6 задания, а второй вход - с выходом третьего запоминающего устройства 11, третий вход первого сумматора 14 соединен с выходом второго запоминающего устройства 10, третий вход которого соединен с выходом датчика 7 положения и первым входом третьего сумматора 5, второй вход которого соединен с выходом первого сумматора 14, а третий и четвертый входы - с выходами первого и второго ключей 16 и 17. выход третьего сумматора 5 соединен с входом блока 16 зоны нечувствительности, выход которого соединен с первым входом регулятора 1 положения и входами первого и второго компаратора 19 и 20, выход второго компаратора 20 соединен с одним из входов четвертого и пятого запоминающих устройств 21 и 22, другие входы которых, а также третий вход первого запоминающего устройства 9 соединены с выходом первого компаратора 19. выход первого запоминающего устройства 9 соединен с первым входом первого логического элемента 23 И и через инвертор 24 с первым входом второго логического элемента 25 И, второй вход первого логического элемента 23 И соединен с выходом пятого запоминающего устройства 22, а второй Вход второго логического элемента 25 И соединен с выходом четвертого запоминающего устройства 21. выход первого логического элемента 23 И соединен с одним из входов первого ключа 16, другой вход которого соединен с выходом блока 26 задания коррекции и с одним из входов второго ключа 17, другой вход которого соединен с выходом второго логического элемента 25 И, выход логического элемента 12 ИЛИ соединен с вторым входом регулятора 1 положения. В блоке 6 задания оператором формируется сигнал задания на перемещение нажимных винтов в приращениях к установленному после перевалки валков положению нажимных винтов, например, +0,1 мм, - 0,2 мм. Второй сумматор 15 предназначен для сложения сигналов задания на перемещение нажимных винтов и получения суммарного значения коррекции положения нажимных винтов, которое запоминается в третьем запоминающем устройстве 11. Запоминание осуществляется при формировании блоком 8 управления сигнала на отработку задания на перемещение. Первый сумматор 14 обеспечивает сложение сигнала задания на перемещение нажимного винта, сформированного в приращениях, со значением установленного после перевалки положения нажимного винта, измеренного датчиком 7 положения и запомненного во втором запоминающем устройстве 10. Запоминание осуществляется по сигналу с вы хода блока 8 управления в момент перевода устройства из режима контроля в режим настройки клети. Блок 8 управления обеспечивает формирование оператором логических сигналов управления а блоки устройства с помощью коммутационной аппаратуры. Он формирует сигналы во второе запоминающее устройство 10 для запоминания положения нажимного винта, и в первое запоминающее устройство 9 для запоминания направления перемещения нажимного винта перед переключением устройства в режим настройки, а также сигнал разрешения на отработку задания а регулятор 1 положения и иа запоминание в третье запоминающее устройство 11, сигнал сброса во второе 10 и третье 11 запоминающее устройства, блок 6 задания, первое запоминающее устройство 9. Автоматическое устройство 13 формирует Сигнал задания на перемещение нажимных винтов и ло гический сигнал на управление регулятором 1 положения в автоматическом режиме по сигналам от измерителей технологических параметров. Например, автоматическое устройство может контролировать температур у раската на входе в клеть, формировать сигнал управления на перемещение нажимных винтов с целью компенсации влияния температуры на толщину проката по алгоритму DS = K Dq , где K - коэффициент передачи, определяемый экспериментально и уточняемый в ходе прокатки. Третий сумматор 5 осуществляет суммирование сигналов задания, сигнала обратной связи с датчика 7 положения нажимных винтов и сигнала коррекции с блока 26 задания коррекции с положительным или отрицательным знаком в зависимости от знака сигнала задания и знака последнего перемещения нажимного винта перед переключением устройства в режим настройки. Компараторы 19 и 20 определяют направление перемещения нажимных винтов в режиме подготовки устройства и полярность сигнала задания, то есть направления перемещения в соответствии с сигналом рассогласования на выходе третьего сумматора 5. Первый компаратор 19 формирует на своем выходе логический сигнал 1, если сигнал рассогласования є больше положительного значения зоны нечувствительности D K1 = 1 K2 = 0 ,если e > D . Второй компаратор 20 формирует на своем выходе логический сигнал 1, если сигнал рассогласования больше отрицательного значения зоны нечувствительности K1 = 0 , K2 = 1 , если e > D . Четвертое 21 и пятое 22 запоминающие устройства запоминают значения выходов компараторов 19 и 20 на период отработки сигналов задания. Первое запоминающее устройство 9 запоминает направление перемещения нажимных винтов перед переводом устройства в режим настройки и сохраняет это значение в течение всего времени работы до следующей перевалки валков. Устройство работает следующим образом. Первый режим - режим контроля за направлением перемещения нажимного винта во время перевалки в клети. Второй режим - режим настройки клети от блока 6 задания или от автоматического устройства 18. При переходе в режим контроля блок 8 управления формирует на втором выходе сигнал сброса в первое 9, второе 10 и третье 11 запоминающие устройства, в блок 6 задания перемещения и тем самым сбрасывает их в ноль. В режиме контроля сигнал рассогласования на выходе третьего сумматора 5 определяется сигналом с датчика 7 положения нажимного винта. Полярность сигнала рассогласования при этом будет соответствовать направлению перемещения нажимного винта. Сигнал рассогласования поступает через блок 18 зоны нечувствительности на входы первого 19 и второго 20 компараторов. В зависимости от полярности сигнала срабатывает один из них. При поступлении сигнала положительной полярности и превышающего значение зоны нечувствительности на выходе первого компаратора 19 появляется логический сигнал 1, на выходе второго компаратора 20 - логический сигнал 0. Логический сигнал 1 с выхода первого компаратора 19 поступает на вход установки четвертого запоминающего устройства 21 и одновременно на вход сброса пятого запоминающего устройства 22. Логический сигнал 0 с выхода второго компаратора 20 поступает на вход установки пятого запоминающего устройства 22 и на вход сброса четвертого запоминающего устройства 21. Таким образом, на выходе четвертого запоминающего устройства 21 устанавливается 1, на входе пятого запоминающего устройства 22 устанавливается логический 0. Сигнал логической 1 с выхода четвертого запоминающего устройства 21 поступает на вход второго логического элемента 25 И, а логический 0 с выхода пятого запоминающего устройства 22 поступает на вход первого логического элемента 23 И. Тем самым определяется знак сигнала коррекции люфта и момент его ввода. При отрицательном сигнале рассогласования схема будет работать аналогичным образом, но сигнал логической 1 установится на выходе пятого запоминающего устройства 22, а на выходе четвертого запоминающего устройства 21 установится логический 0. Одновременно с выхода первого компаратора 19 логический сигнал 1 или 0 в зависимости от направления вращения нажимного винта поступает на вход первого запоминающего устройства 9, но запоминание сигнала не производится. После окончания перевалки оператор с помощью блока 8 управления переводит устройство из режима контроля в режим настройки. При этом осуществляется запоминание вторым запоминающим устройством 10 значения датчика 7 положения, суммирование его в первом сумматоре 14 с нулевым сигналом задания, суммирование в третьем сумматоре 5 сигнала с выхода первого сумматора 14 с сигналом датчика 7 положения и компенсации его, суммирование с сигналом коррекции люфта. После этого сигнал рассогласования на выходе третьего сумматора 5 будет определяться сигналом коррекций люфта. Одновременно Первое запоминающее устройство 9 запоминает логический сигнал с выхода первого компаратора 19, который будет определять направление последнего перемещения нажимного винта перед переводом устройства в режим настройки. После запоминания сигнала с выхода первого компаратора 19 первое запоминающее устройство 9 определяет знак сигнала коррекции люфта. Если направление перемещения нажимного винта было положительное. то на выходе первого запоминающего устройства 9 запоминается логический сигнал 1, который поступает на вход первого логического элемента 23 И, на вход второго логического элемента 25 И через инвертор 24 поступает логический сигнал 0. Второй ключ 17 блокируется, а первый ключ 16 подготавливается к работе 'и тем самым задается отрицательный знак сигнала коррекции люфта. Если направление перемещения нажимного винта было отрицательное, то на выходе первого запоминающего устройства 9 запоминается логический сигнал 0, через первый логический элемент 23 И блокируется первый ключ 16, а второй ключ 17 через инвертор 24 и второй логический элемент 25 И подготавливается к работе и тем самым задается положительный знак сигнала коррекции люфта. Дальнейшая работа определяется формированием сигнала задания на перемещение блоком 6 задания. В случае, если перемещение нажимного винта было положительное, то знак коррекции люфта будет отрицательный. При первом формировании положительного сигнала задания блоком 6 задания перемещения он суммируется во втором сумматоре 15с нулевым сигналом третьего запоминающего устройства 11, далее суммируется в первом сумматоре 14 с запомненным значением сигнала с датчика 7 положения. На выходе первого сумматора 14 формируется сигнал на перемещение нажимного винта не в приращениях. а в абсолютных значениях положения нажимного винта, который поступает на вход третьего сумматора 5. В третьем сумматоре 5 он суммируется с сигналом обратной связи датчика 7 положения. Сигнал рассогласования с выхода третьего сумматора 5 через блок 18 зоны нечувствительности поступает на вход регулятора 1 положения и входы компараторов 19 и 20. При положительном сигнале задания и рассогласования на выходе четвертого запоминающего устройства 21 будет логический сигнал 1, на выходе пятого запоминающего устройства 22 логический сигнал 0. Указанные сигналы поступают на входы первого 23 и второго 25 логических элементов И соответственно, в результате чего на их входах с учетом сигналов и первого запоминающего устройства 9 и инвертора 24 присутствуют разноименные логические сигналы, на выходах элементов логические сигналы 0, ключи 16 и 17 будут закрыты и сигнал коррекции люфта вводиться не будет. При первом формировании отрицательного сигнала задания на выходе четвертого запоминающего устройства 21 будет логический сигнал 0, на выходе пятого запоминающего устройства 22 будет логический сигнал 1. На обоих входах первого логического элемента 23 И будут присутствовать логические сигналы 1. на его выходе появится также логический сигнал 1, который откроет первый ключ 16 и на вход третьего сумматора 5 поступит сигнал коррекции отрицательной полярности. В случае, если перемещение нажимного винта было отрицательным, то при первом сигнале задания положительной полярности устройством будет сформирован сигнал коррекции люфта положительной полярности. При первом Сигнале задания отрицательной полярности - сигнал коррекции люфта буде т отсутствовать. Таким образом устройство формирует или не формирует сигнал коррекции соответствующей полярности. После формирования сигнала задания на перемещение нажимного винта с учетом сигнала коррекции люфта оператор с помощью блока управления формирует сигнал разрешения отработки, который через логический элемент 12 ИЛИ поступает на вход разрешения регулятора 1 положения. Регулятор 1 положения формирует сигнал задания в регулятор 2 скорости, который і управляет перемещением с помощью двигателя нажимного устройства нажимного винта. Датчик 7 положения нажимного винта при его вращении изменяет сигнал на выходе таким образом, что он компенсирует сигнал задания. Перемещение нажимного винта продолжается до тех пор, пока сигнал рассогласования на выходе третьего сумматора 5 не станет меньше зоны нечувствительности. На выходе блока 1 зоны нечувствительности появится сигнал, равный 0, и двигатель нажимных винтов остановится. На входах компараторов 19 и 20 установится нулевой сигнал рассогласования, на выходах компараторов установятся логические сигналы 0, при этом состояние четвертого 21 и пятого 22 запоминающих устройств не изменится до формирования следующего сигнала задания. В случае перерегулирования, которое может возникнуть при отработке больших заданий на перемещение, работа устройства аналогична работе при изменении полярности сигнала задания. Таким образом, устройство обеспечивает автоматическое управление положением нажимных винтов с коррекцией величины люфта между нажимным винтом и датчиком его положения.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevices for automatic adjusting of rolling mill
Автори англійськоюDerevianko Vasyl Ivanovych, Kulahin Heorhii Fedorovych, Zinchenko Mykhailo Fedorovych, Ustymenko Oleksandr Fedorovych, Scherbyna Hennadii Semenovych, Tsymbal Volodymyr Danylovych, Kokin Volodymyr Mykhailovych, Korkodola Illia Ivanovych, Bochanov Yurii Vladylenovych
Назва патенту російськоюУстройство для автоматической настройки прокатной клети
Автори російськоюДеревянко Василий Иванович, Кулагин Георгий Федорович, Зинченко Михаил Федорович, Устименко Александр Федорович, Щербина Геннадий Семенович, Цимбал Владимир Данилович, Кокин Владимир Михайлович, Коркодола Илья Иванович, Бочанов Юрий Владиленович
МПК / Мітки
МПК: B21B 37/00
Мітки: налагоджування, кліті, пристрій, вальцювальної, автоматичного
Код посилання
<a href="https://ua.patents.su/5-880-pristrijj-dlya-avtomatichnogo-nalagodzhuvannya-valcyuvalno-kliti.html" target="_blank" rel="follow" title="База патентів України">Пристрій для автоматичного налагоджування вальцювальної кліті</a>
Пристрій для формування залишків по модулю
Номер патенту: 612
Опубліковано: 15.12.1993
Автор: Черкаський Микола Вячеславович
МПК: H03M 7/14
Мітки: модулю, пристрій, залишків, формування
Формула / Реферат:
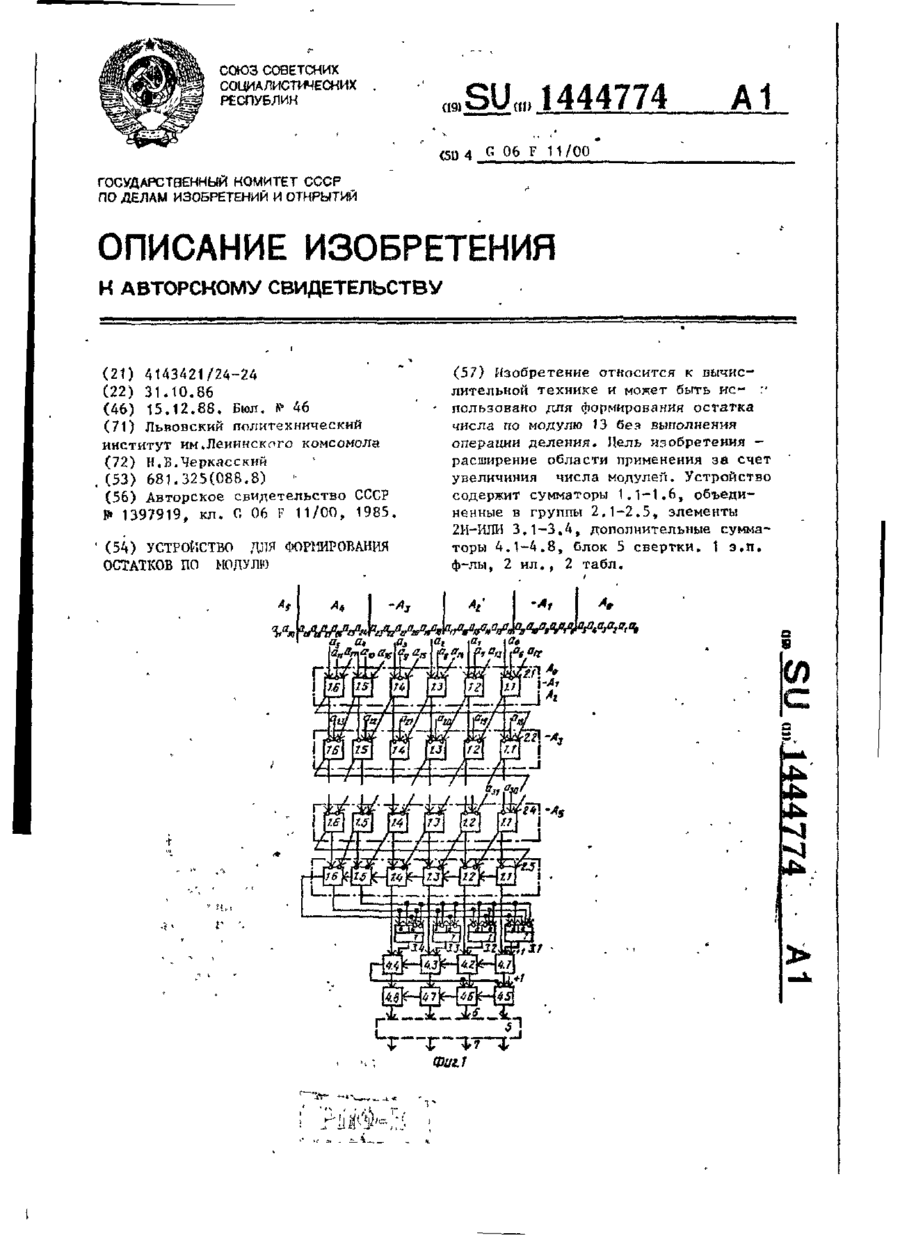
Формула изобретения1. Устройство для формирования остатков по модулю, содержащее (1-1) групп одноразрядных сумматоров (1= n/q, где n - разрядность числа, q - число сумматоров в группах) и блок свертки, причем прямые входы первого слагаемого одноразрядных сумматоров і-й группы (I = 1 - 1 - 1) соединены с входами соответствующих разрядов (і+1)-й группы информационного входа устройства, выход переноса к-го одноразрядного сумматора і-й...
Пристрій для стримання перешкод
Номер патенту: 159
Опубліковано: 30.04.1993
Автори: Владимирський Олександр Альбертович, Годлевський Віталій Станіславович
МПК: G01S 7/537
Мітки: пристрій, стримання, перешкод
Формула / Реферат:
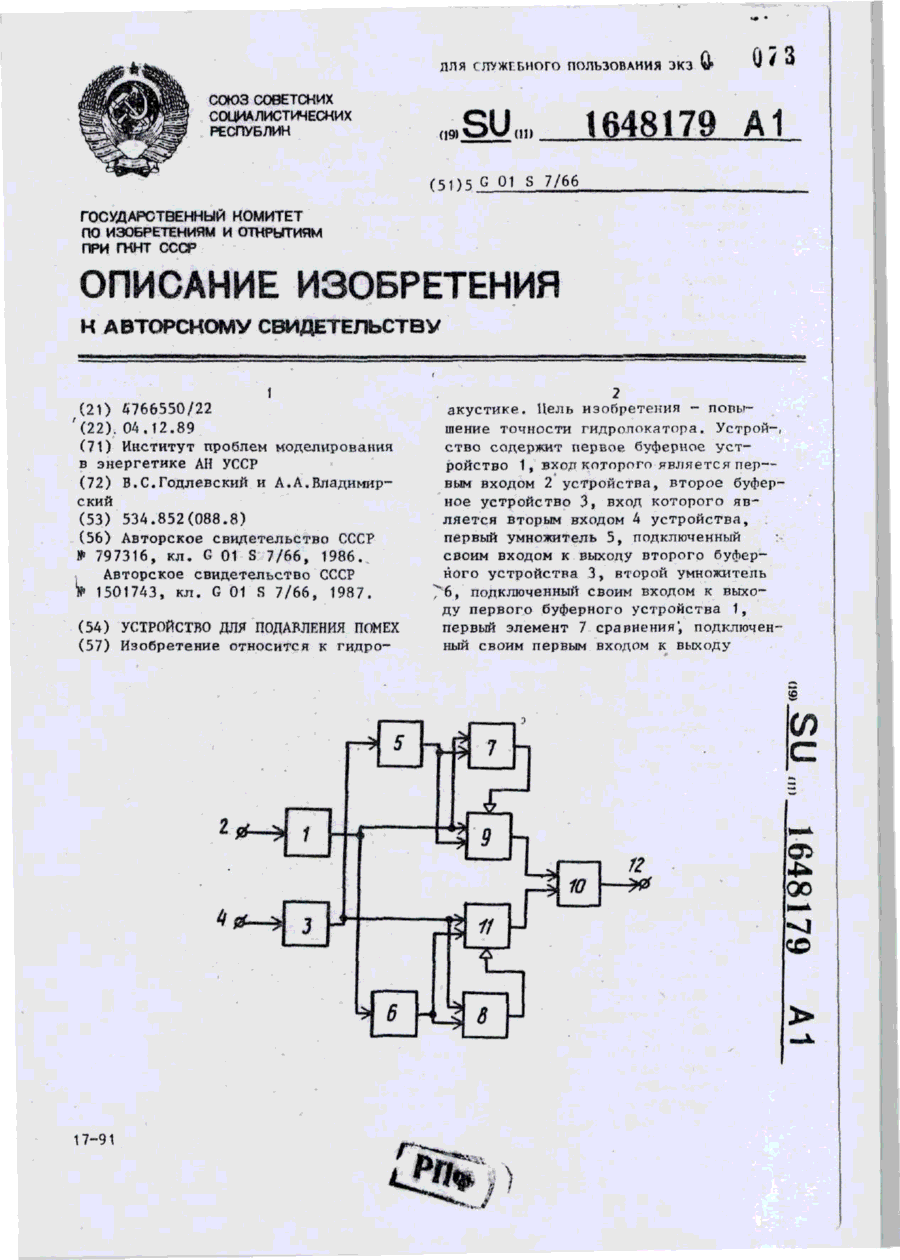
Устройство для подавления помех, содержащее первое буферное устройство, вход которого является первым входом устройства, второе буферное устройство, вход которого является вторым входом устройства, первый умножитель, подключенный своим входом к выходу второго буферного устройства, второй умножитель, подключенный своим входом к выходу первого буферного устройства, первый элемент сравнения, подключенный своим первым входом к выходу первого...
Пристрій для формування залишків по модулю
Номер патенту: 614
Опубліковано: 15.12.1993
Автор: Черкаський Микола Вячеславович
МПК: G06F 7/60, G06F 11/00
Мітки: модулю, залишків, пристрій, формування
Формула / Реферат:
Формула изобретения1. Устройство для формирования остатков по модулю, содержащее 1-1 группу сумматоров (1 = n/q, n - разрядность числа, q - число сумматоров в группе) и блок свертки, выходы которого являются выходами устройства, прямые входы первого слагаемого и входы переноса сумматоров первой группы являются первой, второй и третьей группами информационного входов устройства, прямые входы первого слагаемого сумматоров (і-й группы. (і...
Пристрій для автоматичного визначення часу фільтрування
Номер патенту: 101
Опубліковано: 30.04.1993
Автор: Воробйов Євгеній Ігоревич
МПК: B01D 37/00
Мітки: пристрій, фільтрування, автоматичного, визначення, часу
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Устройство для автоматического определения времени фильтрования, содержащее расходомер, установленный на выходном продуктопроводе, интегратор, вход которого связан с выходом расходомера, сумматор, выход которого соединен через нулевое реле с запорным органом на входе фильтра, и блок умножения, первый вход которого связан с выходом блока нелинейности, а выход — с первым входом сумматора, второй вход...
Пристрій для вимірювання переміщень
Номер патенту: 454
Опубліковано: 30.04.1993
Автори: Вдовиченко Валерій Іванович, Тализін Григорій Володимирович, Токовенко Степан Омелянович, Виговський Олександр Володимирович, Свідлер Ігор Давидович, Оснач Віктор Григорович
МПК: H03M 1/50
Мітки: вимірювання, пристрій, переміщень
Формула / Реферат:
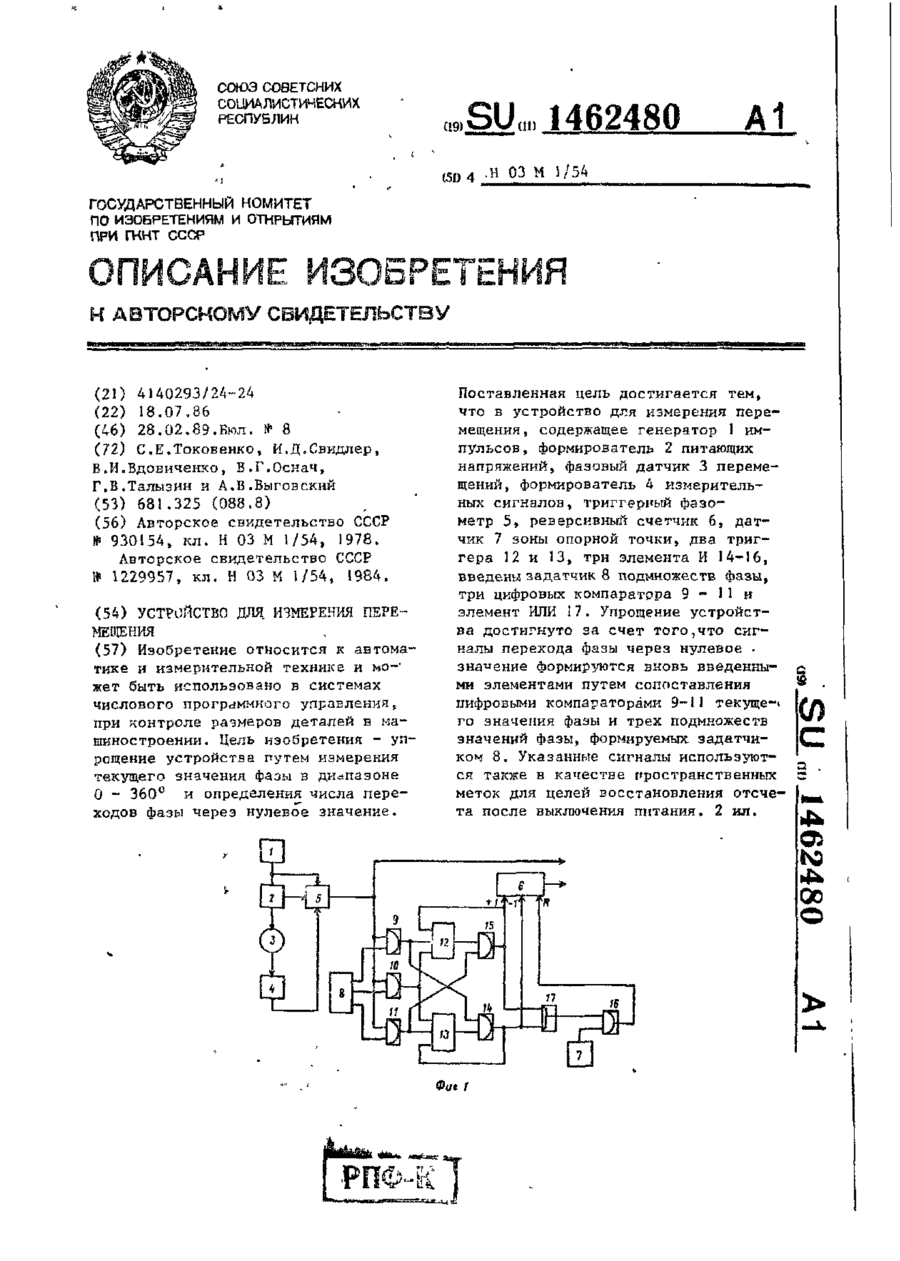
Формула изобретенияУстройство для измерения перемещения, содержащее генератор импульсов, выход которого соединен с входом формирователя питающих напряжений и с первым входом триггерного фазометра, второй вход которого подключен к первому выходу формирователя питающих напряжений, второй выход которого соединен с входом фазового датчика перемещений, выход которого через формирователь измерительных сигналов подключен к третьему входу...
Попередній патент: Консорціум штамів бактерій аgrовастеrіuм sр. 172, васіllus меgатеrіuм 171, васіllus рuтіlus 123, що використовується для очистки стічних вод від діетиленгліколю
Наступний патент: Спосіб продувки розплаву у подовому сталеплавильному агрегаті
Випадковий патент: Пристрій реєстрації зміни показника заломлення газових та рідких середовищ