Спосіб монтажу кабельної муфти
Номер патенту: 8860
Опубліковано: 15.08.2005
Автори: Мельничук Олександр Володимирович, Мазепа Микола Костянтинович

Формула / Реферат
1. Спосіб монтажу кабельної муфти, згідно з яким термоусадкову трубку з клейким шаром на внутрішній поверхні насувають на один із кінців кабелю, здійснюють послідовно зрощення жил та ізолювання місця зрощення, знежирення і обробку наждачним матеріалом оболонки кабелю в місцях зчленування термоусадкової трубки з оболонкою кабелю, обробку цих місць м'яким полум'ям, розміщують металевий каркас та термоусадкову трубку над місцем зрощення симетрично останньому, обробляють полум'ям термоусадкову трубку до усадки останньої на каркас та оболонку кабелю, який відрізняється тим, що на оболонку кабелю перед розміщенням металевого каркасу над місцем зрощення симетрично останньому додатково наносять смужки клейкої мастики, температура плавлення якої більша за температуру плавлення клейкого шару термоусадкової трубки, при цьому відстань між смужками клейкої мастики менша від довжини металевого каркаса і смужки виступають за торці останнього.
2. Спосіб за п. 1, який відрізняється тим, що клейку мастику наносять принаймні в один шар.
Текст
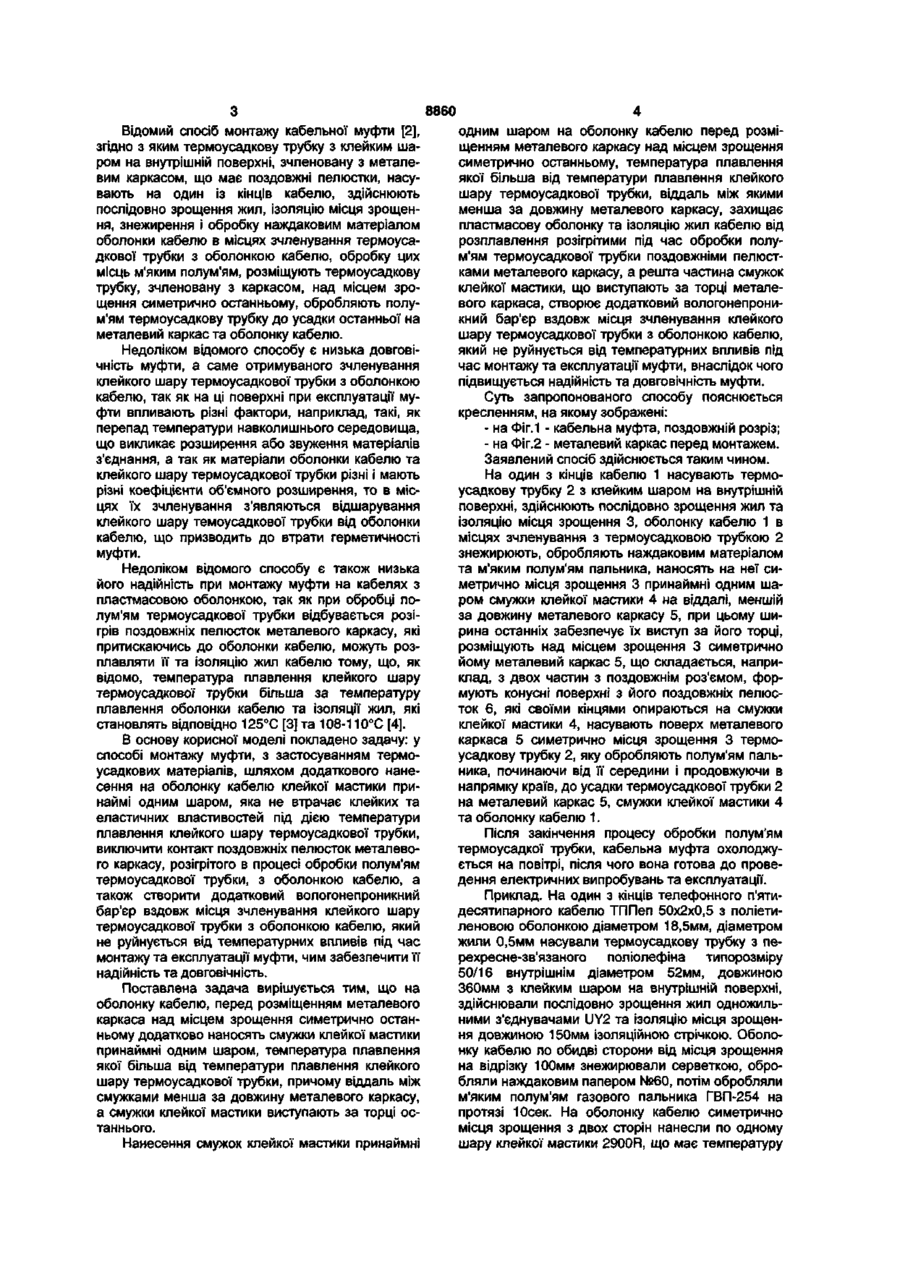
1. Спосіб монтажу кабельної муфти, згідно з яким термоусадкову трубку з клейким шаром на внутрішній поверхні насувають на один із кінців кабелю, здійснюють послідовно зрощення жил та ізолювання місця зрощення, знежирення і обробку наждачним матеріалом оболонки кабелю в місцях зчленування термоусадкової трубки з оболонкою кабелю, обробку цих місць м'яким полум'ям, роз міщують металевий каркас та термоусадкову трубку над місцем зрощення симетрично останньому, обробляють полум'ям термоусадкову трубку до усадки останньої на каркас та оболонку кабелю, який відрізняється тим, що на оболонку кабелю перед розміщенням металевого каркасу над місцем зрощення симетрично останньому додатково наносять смужки клейкої мастики, температура плавлення якої більша за температуру плавлення клейкого шару термоусадкової трубки, при цьому відстань між смужками клейкої мастиш менша від довжини металевого каркаса і смужки виступають за торці останнього. 2. Спосіб за п. 1, який відрізняється тим, що клейку мастику наносять принаймні в один шар. Корисна модель відноситься до електротехніки, а саме до способів монтажу кабельних з'єднувальних пристроїв і може бути використана в галузі зв'язку для монтажу кабельних з'єднувальних муфт. Відомий спосіб монтажу кабельної муфти [1], згідно з яким термоусадкову трубку з клейким шаром на внутрішній поверхні зчленовану з пластмасовим корпусом, що має поздовжні пелюстки, насувають на один із кінців кабелю, здійснюють послідовно зрощення жил, ізоляцію місця зрощення, знежирення і обробку наждаковим матеріалом оболонку кабелю в місцях зчленування термоусадкової трубки з оболонкою кабелю, обробку цих місць м'яким полум'ям, розміщують термоусадкову трубку, зчленовану з корпусом, над місцем зрощення симетрично останньому, обробляють полум'ям термоусадкову трубку до усадки останньої на корпус та оболонку кабелю. Тут і далі під терміном «м'яке» полум'я позначена властивість хвоста жовтої частини полум'я пальника. Недоліками відомого способу є низькі надійність та довговічність отримуваного зчленування клейкого шару термоусадкової трубки з оболонкою кабелю та поздовжніми пелюстками корпусу муфти, що виражається у втраті герметичності муфти в процесі експлуатації внаслідок наступних причин: при обробці полум'ям термоусадкової трубки, зчленованої з пластмасовим корпусом, що має поздовжні пелюстки, як показала практика, згинання поздовжніх пелюсток пластмасового корпусу під дією розплавленого клейового шару термоусадкової трубки відбувається нерівномірно, що не забезпечує плавний перехід термоусадкової трубки від корпусу до оболонки кабелю, саме місце переходу набуває невизначеної форми, термоусадкова трубка набуває різної товщини на поздовжніх пелюстках корпусу, що призводить до прогарів та тріщин в таких місцях, а отже, спосіб не забезпечує довговічності муфти; на місце зчленування клейкого шару термоусадковї трубки з оболонкою кабелю при експлуатації муфти впливає фактор перепаду температури навколишнього середовища, що викликає розширення та звуження матеріалів в місцях з'єднання, а як відомо, матеріал оболонки кабелю та клейкого шару термоусадкової трубки мають різні коефіцієнти об'ємного розширення, внаслідок чого в місцях їх зчленування з'являються відшарування клейкого шару термоусадкової трубки від оболонки кабелю, а отже, спосіб не забезпечує надійності та довговічності муфти. 00 00 ST 8860 Відомий спосіб монтажу кабельної муфти [2], згідно з яким термоусадкову трубку з клейким шаром на внутрішній поверхні, зчленовану з металевим каркасом, що має поздовжні пелюстки, насувають на один із кінців кабелю, здійснюють послідовно зрощення жил, ізоляцію місця зрощення, знежирення і обробку наждаковим матеріалом оболонки кабелю в місцях зчленування термоусадкової трубки з оболонкою кабелю, обробку цих місць м'яким полум'ям, розміщують термоусадкову трубку, зчленовану з каркасом, над місцем зрощення симетрично останньому, обробляють полум'ям термоусадкову трубку до усадки останньої на металевий каркас та оболонку кабелю. Недоліком відомого способу є низька довговічність муфти, а саме отримуваного зчленування клейкого шару термоусадкової трубки з оболонкою кабелю, так як на ці поверхні при експлуатації муфти впливають різні фактори, наприклад, такі, як перепад температури навколишнього середовища, що викликає розширення або звуження матеріалів з'єднання, а так як матеріали оболонки кабелю та клейкого шару термоусадкової трубки різні і маютьрізні коефіцієнти об'ємного розширення, то в місцях їх зчленування з'являються відшарування клейкого шару темоусадкової трубки від оболонки кабелю, що призводить до втрати герметичності муфти. Недоліком відомого способу є також низька його надійність при монтажу муфти на кабелях з пластмасовою оболонкою, так як при обробці полум'ям термоусадкової трубки відбувається розігрів поздовжніх пелюсток металевого каркасу, які притискаючись до оболонки кабелю, можуть розплавляти її та ізоляцію жил кабелю тому, що, як відомо, температура плавлення клейкого шару термоусадкової трубки більша за температуру плавлення оболонки кабелю та ізоляції жил, які становлять відповідно 125°С [3] та 108-110°С [4]. В основу корисної моделі покладено задачу: у способі монтажу муфти, з застосуванням термоусадкових матеріалів, шляхом додаткового нанесення на оболонку кабелю клейкої мастики принаймі одним шаром, яка не втрачає клейких та еластичних властивостей під дією температури плавлення клейкого шару термоусадкової трубки, виключити контакт поздовжніх пелюсток металевого каркасу, розігрітого в процесі обробки полум'ям термоусадкової трубки, з оболонкою кабелю, а також створити додатковий вологонепроникний бар'єр вздовж місця зчленування клейкого шару термоусадкової трубки з оболонкою кабелю, який не руйнується від температурних впливів під час монтажу та експлуатації муфти, чим забезпечити її надійність та довговічність. Поставлена задача вирішується тим, що на оболонку кабелю, перед розміщенням металевого каркаса над місцем зрощення симетрично останньому додатково наносять смужки клейкої мастики принаймні одним шаром, температура плавлення якої більша від температури плавлення клейкого шару термоусадкової трубки, причому віддаль між смужками менша за довжину металевого каркасу, а смужки клейкої мастики виступають за торці останнього. Нанесення смужок клейкої мастики принаймні одним шаром на оболонку кабелю перед розміщенням металевого каркасу над місцем зрощення симетрично останньому, температура плавлення якої більша від температури плавлення клейкого шару термоусадкової трубки, віддаль між якими менша за довжину металевого каркасу, захищає пластмасову оболонку та ізоляцію жил кабелю від розплавлення розігрітими під час обробки полум'ям термоусадкової трубки поздовжніми пелюстками металевого каркасу, а решта частина смужок клейкої мастики, що виступають за торці металевого каркаса, створює додатковий вологонепроникний бар'єр вздовж місця зчленування клейкого шару термоусадкової трубки з оболонкою кабелю, який не руйнується від температурних впливів під час монтажу та експлуатації муфти, внаслідок чого підвищується надійність та довговічність муфти. Суть запропонованого способу пояснюється кресленням, на якому зображені: - на Фіг.1 - кабельна муфта, поздовжній розріз; - на Фіг.2 - металевий каркас перед монтажем. Заявлений спосіб здійснюється таким чином. На один з кінців кабелю 1 насувають термоусадкову трубку 2 з клейким шаром на внутрішній поверхні, здійснюють послідовно зрощення жил та ізоляцію місця зрощення 3, оболонку кабелю 1 в місцях зчленування з термоусадковою трубкою 2 знежирюють, обробляють наждаковим матеріалом та м'яким полум'ям пальника, наносять на неї симетрично місця зрощення 3 принаймні одним шаром смужки клейкої мастики 4 на віддалі, меншій за довжину металевого каркасу 5, при цьому ширина останніх забезпечує їх виступ за його торці, розміщують над місцем зрощення 3 симетрично йому металевий каркас 5, що складається, наприклад, з двох частин з поздовжнім роз'ємом, формують конусні поверхні з його поздовжніх пелюсток 6, які своїми кінцями опираються на смужки клейкої мастики 4, насувають поверх металевого каркаса 5 симетрично місця зрощення 3 термоусадкову трубку 2, яку обробляють полум'ям пальника, починаючи від її середини і продовжуючи в напрямку країв, до усадки термоусадкової трубки 2 на металевий каркас 5, смужки клейкої мастики 4 та оболонку кабелю 1. Після закінчення процесу обробки полум'ям термоусадкої трубки, кабельна муфта охолоджується на повітрі, після чого вона готова до проведення електричних випробувань та експлуатації. Приклад. На один з кінців телефонного п'ятидесятипарного кабелю ТППеп 50x2x0,5 з поліетиленовою оболонкою діаметром 18,5мм, діаметром жили 0,5мм насували термоусадкову трубку з перехресне-зв'язаного поліолефіна типорозміру 50/16 внутрішнім діаметром 52мм, довжиною 360мм з клейким шаром на внутрішній поверхні, здійснювали послідовно зрощення жил одножильними з'єднувачами UY2 та ізоляцію місця зрощення довжиною 150мм ізоляційною стрічкою. Оболонку кабелю по обидві сторони від місця зрощення на відрізку 100мм знежирювали серветкою, обробляли наждаковим папером №60, потім обробляли м'яким полум'ям газового пальника ГВП-254 на протязі Юсек. На оболонку кабелю симетрично місця зрощення з двох сторін нанесли по одному шару клейкої мастики 2900R, що має температуру 8860 плавлення 140°С [5], довжиною 58мм шириною 19мм товщиною Змм на віддалі 240мм між ними. Над місцем зрощення встановлювали двохелементний з поздовжнім роз'ємом металевий каркас з алюмінієвого сплаву АМЦ-М товщиною 0,8мм діаметром 47мм довжиною 250мм, формували конусні поверхні з поздовжніх пелюсток, при цьому торцеві поверхні останніх притискали до поверхні клейкої мастики, а смужки клейкої мастики виступали за торці металевого каркасу на 15мм. За тим насували термоусадкову трубку з перехреснезв'язаного поліолефіна типорозміру 50/16 на металевий каркас та установлювили її симетрично місця зрощення, після чого обробляли зовнішню поверхню термоусадкової трубки м'яким полум'ям газового пальника ГВП-254, починаючи від її середини і продовжуючи в напрямку країв, до усадки термоусадкової трубки на металевий каркас, смужки клейкої мастики та оболонку кабелю, не допускаючи при цьому підгоряння поверхні термоусадковї трубки. Час обробки полум'ям становив 120с. Після охолодження муфти, візуально контролювали поверхню оболонки термоусадкової трубки, при цьому підгарів та тріщин не виявили. Далі вирізали частину термоусадкової трубки починаючи з краю і до металевого каркасу. На зрізі виявили місця неповної адгезії клейкого шару термоусадкової трубки до поліетиленової оболонки кабелю, повну адгезію клейкої мастики до клейкого шару термоусадкової трубки та поліетиленової оболонки кабелю, при цьому торцеві поверхні поздовжніх пелюсток металевого каркасу не пошкодили поліетиленову оболонку кабелю. Наведений приклад підтверджує досягнення технічного результату при здійсненні заявленого способу. Джерела інформації. 1. Патент України №55126, МПК7 H02G15/18, 2003. 2. Патент України №3009, МПК7 H02G15/18, 2004. 3. Каталог продукции. В-3010 Kessel-Lo: Tyco Electronics Raychem NV, 2003. 4. Краткий справочник конструктора. Ленинград: «Машиностроение», 1975. 5. Вироботи та матеріали для лінійнокабельних споруд зв'язку. Каталог. Рівне: ПрінтХауз, 2004. Фіг. 1 Фіг. 2 Комп'ютерна верстка М. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for assembling a cable joint
Автори англійськоюMelnychuk Oleksandr Volodymyrovych
Назва патенту російськоюСпособ монтажа кабельной муфты
Автори російськоюМельничук Александр Владимирович
МПК / Мітки
МПК: H02G 15/18
Мітки: монтажу, муфти, спосіб, кабельної
Код посилання
<a href="https://ua.patents.su/4-8860-sposib-montazhu-kabelno-mufti.html" target="_blank" rel="follow" title="База патентів України">Спосіб монтажу кабельної муфти</a>
Спосіб монтажу підсилюючої муфти на дефектний стик діючого трубопроводу
Номер патенту: 36426
Опубліковано: 17.02.2003
Автори: Розгонюк Василь Васильович, Бут Віктор Степанович, Дрогомирецький Михайло Миколайович, Сидор Михайло Дмитрович, Педько Борис Іванович, Коломєєв Валентин Миколайович, Ковалів Євстахій Осипович
МПК: B23K 31/02, F16L 13/00
Мітки: стик, трубопроводу, діючого, дефектний, підсилюючої, спосіб, муфти, монтажу
Формула / Реферат:
1. Спосіб монтажу підсилюючої муфти на дефектний стик діючого трубопроводу, який включає установку технологічних кілець, які приварюють до трубопроводу з частковим проплавленням його стінки, і розрізної муфти, виготовленої із двох частин і розміщеної на кільцях, заповнення порожнини між трубою і муфтою газонепроникною самотвердіючою масою, який відрізняється тим, що з двох сторін дефектного стику трубопроводу встановлюють по два...
Кабельна муфта
Номер патенту: 55126
Опубліковано: 17.03.2003
Автор: Бондаренко Костянтин Георгійович
МПК: H02G 15/18
Формула / Реферат:
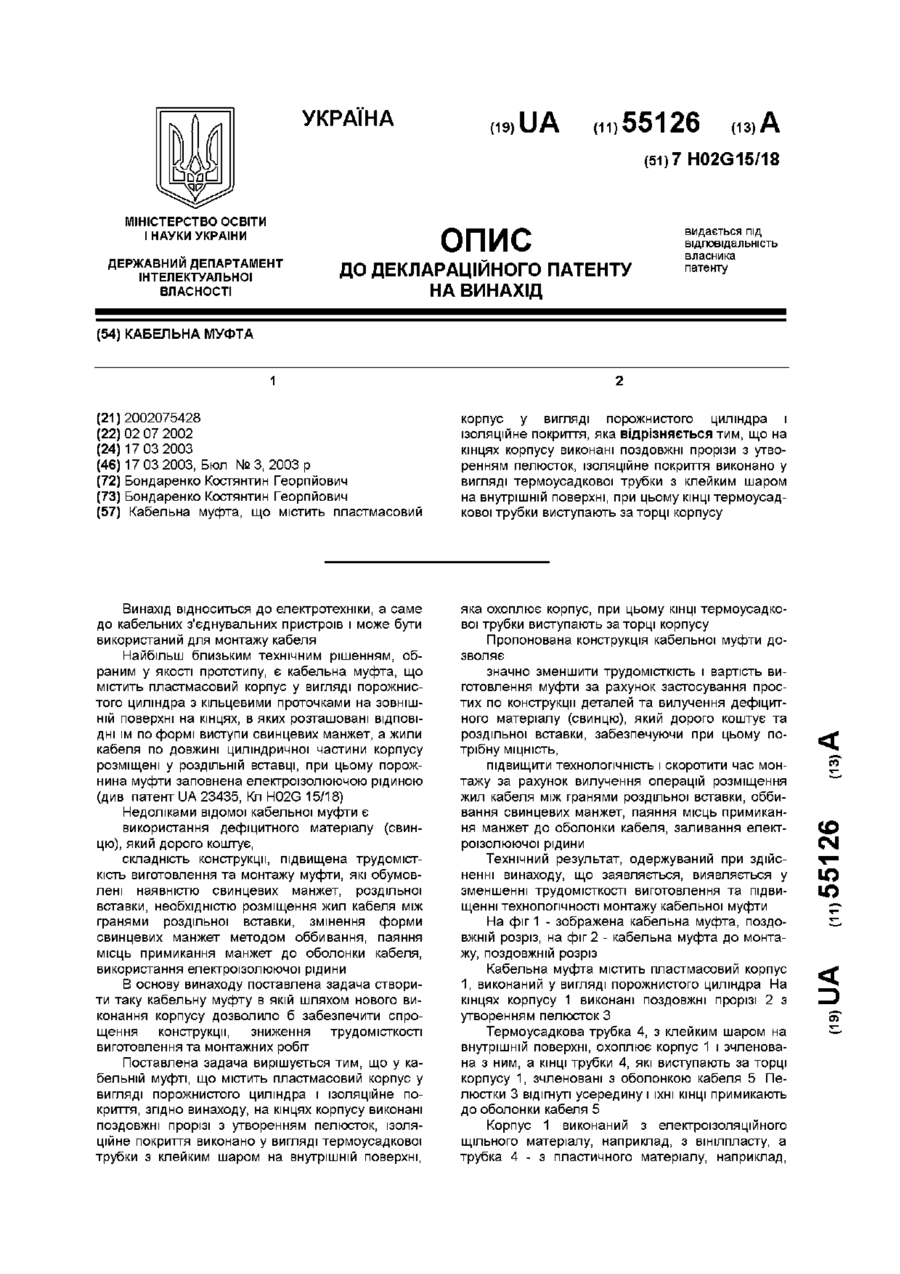
Кабельна муфта, що містить пластмасовий корпус у вигляді порожнистого циліндра і ізоляційне покриття, яка відрізняється тим, що на кінцях корпусу виконані поздовжні прорізи з утворенням пелюсток, ізоляційне покриття виконано у вигляді термоусадкової трубки з клейким шаром на внутрішній поверхні, при цьому кінці термоусадкової трубки виступають за торці корпусу.
Муфта кабельна
Номер патенту: 3009
Опубліковано: 15.09.2004
Автор: Бондаренко Костянтин Георгійович
МПК: H02G 15/18
Формула / Реферат:
1. Кабельна муфта, що містить корпус у вигляді порожнистого циліндра і ізоляційне покриття, яка відрізняється тим, що корпус виконаний з металевого сплаву, на кінцях корпусу виконані повздовжні прорізі з утворенням пелюсток, ізоляційне покриття виконано у вигляді термоусадкової трубки з клейким шаром на внутрішній поверхні, яка охоплює корпус, при цьому кінці термоусадкової трубки виступають за торці корпусу.2. Кабельна муфта за п. 1,...
Спосіб регулювання крутного моменту муфти ковзання
Номер патенту: 3608
Опубліковано: 15.12.2004
Автор: Чиннов В'ячеслав Андрійович
МПК: F16D 7/00
Мітки: регулювання, спосіб, муфти, крутного, ковзання, моменту
Формула / Реферат:
Спосіб регулювання крутного моменту муфти ковзання, що включає регулювання крутного моменту між провідною і веденою ланками муфти шляхом їх проковзування між собою, який відрізняється тим, що проковзування ланок здійснюють зміною форми ланок шляхом теплової дії, що виникає при терті їх між собою, а ланки виконують з матеріалів з термомеханічною здатністю змінювати власну форму при зміні температури.
Спосіб встановлення муфти на дефектну ділянку трубопроводу
Номер патенту: 42602
Опубліковано: 15.06.2004
Автори: Бут Віктор Степанович, Педько Борис Іванович, Коломєєв Валентин Миколайович, Дрогомирецький Михайло Миколайович, Васильєв Юрій Степанович, Розгонюк Василь Васильович, Щербак Олександр Вікторович
МПК: F16L 55/16
Мітки: дефектну, ділянку, спосіб, муфти, встановлення, трубопроводу
Формула / Реферат:
1. Спосіб встановлення муфти на дефектну ділянку трубопроводу, що включає встановлення розрізної муфти на технологічні елементи, зачищення ділянки перед встановленням муфти, нанесення шару герметика на зачищену ділянку, який відрізняється тим, що технологічні елементи виготовляють із дроту, який намотують на трубу не менше 4-х витків і з'єднують витки між собою зварними прихватками.2. Спосіб за п. 1, який відрізняється тим, що дріт...
Попередній патент: Вогнетривка газопроникна кладка
Наступний патент: Теплоаерокліматрон “мідбар”
Випадковий патент: Система пасивного аварійного охолодження реактора