Спосіб зварювання із запобіганням перегріву металу, що зварюється
Номер патенту: 89109
Опубліковано: 25.12.2009
Автори: Гальцов Ігор Олександрович, Гедрович Анатолій Іванович, Каленська Ганна Василівна
Формула / Реферат
Спосіб зварювання із запобіганням перегріву металу, що зварюється, при якому в момент виконання кожної точки зону зварювання з нижньої сторони обдувають потоком стиснутого повітря, який відрізняється тим, що у процесі зварювання зону пластичних деформацій верхнього листа охолоджують пористим матеріалом, таким як скловата чи мінераловата, просоченим водою зі швидкістю Wохл.= 70-75 град./сек. в інтервалі температур 500-600 °С, а зону пластичних деформацій нижнього листа охолоджують активованим вируючим шаром води зі швидкістю Wохл.= 110-115 град./сек. в інтервалі температур 500-600 °С, активацію води виконують газом, таким як стиснуте повітря, СО2 або Аr.
Текст
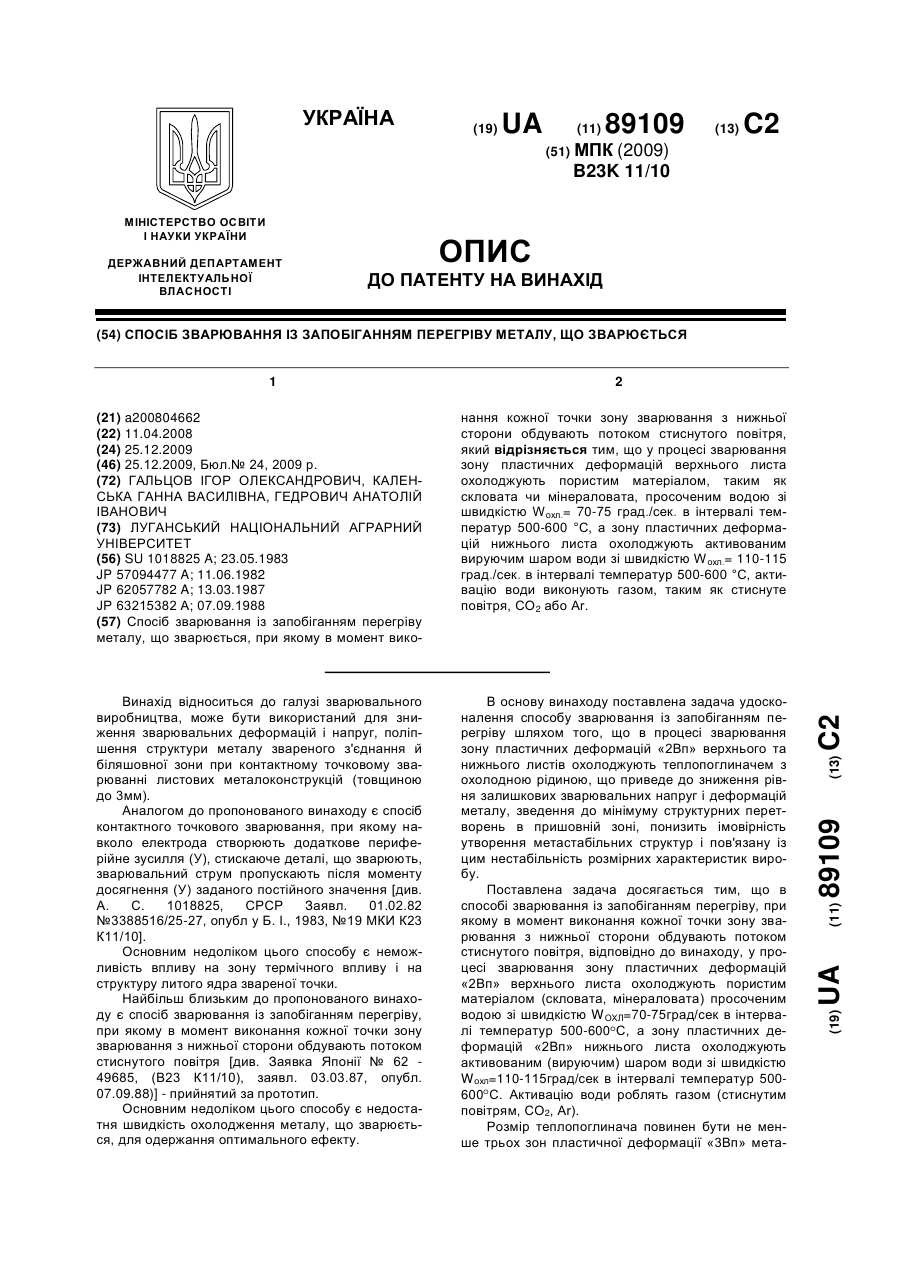
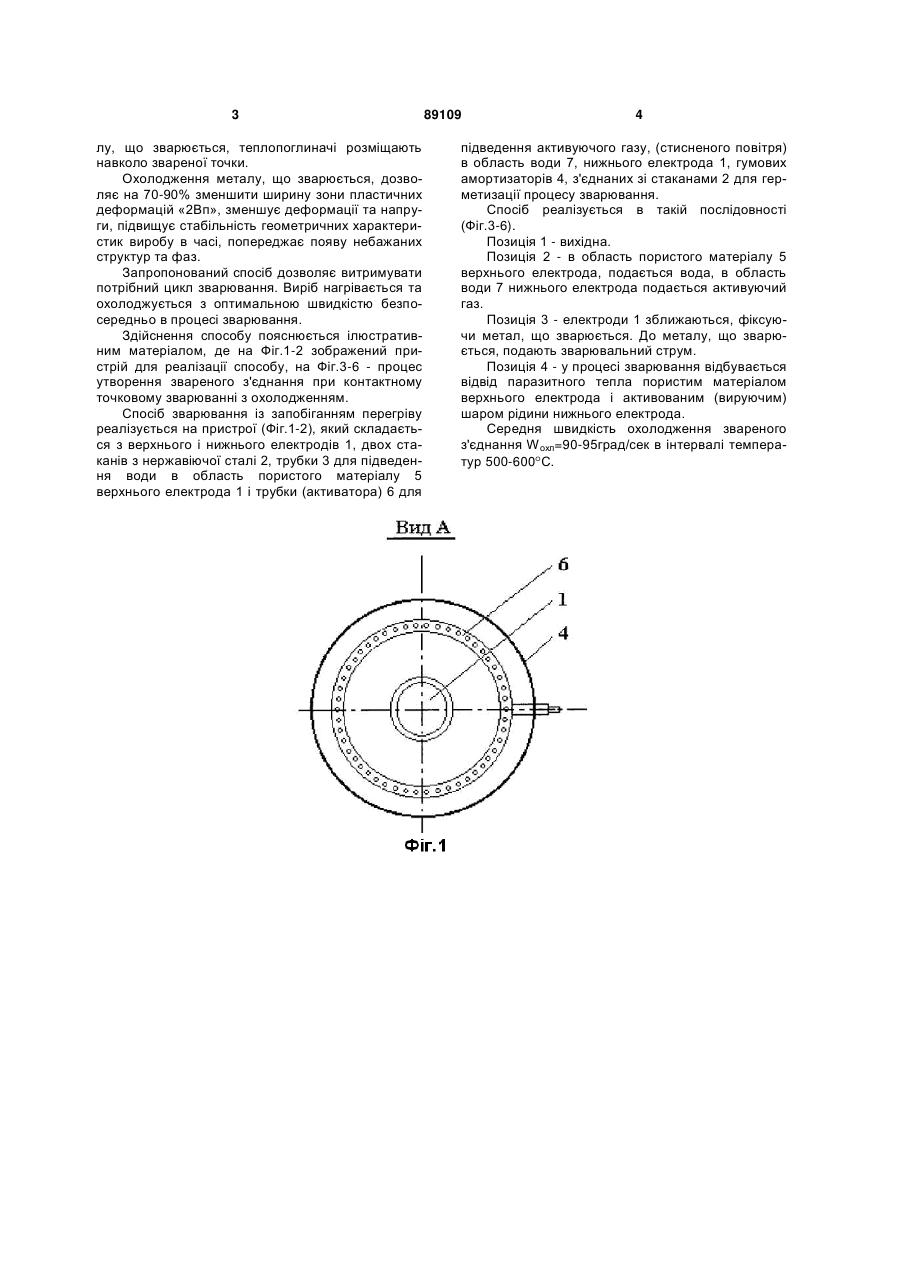
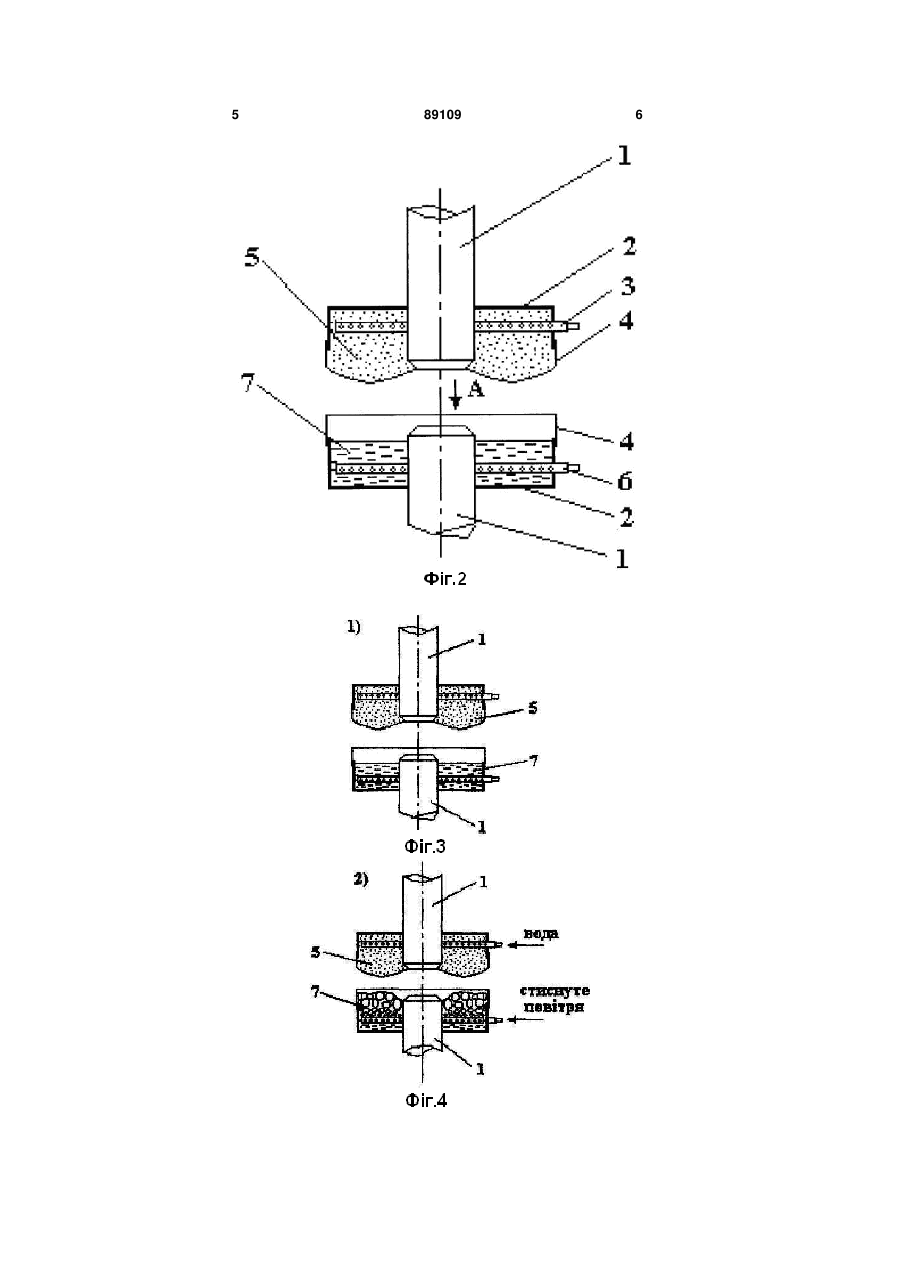
Спосіб зварювання із запобіганням перегріву металу, що зварюється, при якому в момент вико 3 лу, що зварюється, теплопоглиначі розміщають навколо звареної точки. Охолодження металу, що зварюється, дозволяє на 70-90% зменшити ширину зони пластичних деформацій «2Вп», зменшує деформації та напруги, підвищує стабільність геометричних характеристик виробу в часі, попереджає появу небажаних структур та фаз. Запропонований спосіб дозволяє витримувати потрібний цикл зварювання. Виріб нагрівається та охолоджується з оптимальною швидкістю безпосередньо в процесі зварювання. Здійснення способу пояснюється ілюстративним матеріалом, де на Фіг.1-2 зображений пристрій для реалізації способу, на Фіг.3-6 - процес утворення звареного з'єднання при контактному точковому зварюванні з охолодженням. Спосіб зварювання із запобіганням перегріву реалізується на пристрої (Фіг.1-2), який складається з верхнього і нижнього електродів 1, двох стаканів з нержавіючої сталі 2, трубки 3 для підведення води в область пористого матеріалу 5 верхнього електрода 1 і трубки (активатора) 6 для 89109 4 підведення активуючого газу, (стисненого повітря) в область води 7, нижнього електрода 1, гумових амортизаторів 4, з'єднаних зі стаканами 2 для герметизації процесу зварювання. Спосіб реалізується в такій послідовності (Фіг.3-6). Позиція 1 - вихідна. Позиція 2 - в область пористого матеріалу 5 верхнього електрода, подається вода, в область води 7 нижнього електрода подається активуючий газ. Позиція 3 - електроди 1 зближаються, фіксуючи метал, що зварюється. До металу, що зварюється, подають зварювальний струм. Позиція 4 - у процесі зварювання відбувається відвід паразитного тепла пористим матеріалом верхнього електрода і активованим (вируючим) шаром рідини нижнього електрода. Середня швидкість охолодження звареного з'єднання W охл=90-95град/сек в інтервалі температур 500-600 С. 5 89109 6 7 Комп’ютерна верстка А. Крижанівський 89109 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюWelding method with prevention of overheating welded metal
Автори англійськоюHaltsov Ihor Oleksandrovych, Kalenska Hanna Vasylivna, Hedrovych Anatolii Ivanovych
Назва патенту російськоюСпособ сварки с предотвращением перегрева свариваемого металла
Автори російськоюГальцов Игорь Александрович, Каленская Анна Васильевна, Гедрович Анатолий Иванович
МПК / Мітки
МПК: B23K 11/10
Мітки: перегріву, зварювання, запобіганням, зварюється, металу, спосіб
Код посилання
<a href="https://ua.patents.su/4-89109-sposib-zvaryuvannya-iz-zapobigannyam-peregrivu-metalu-shho-zvaryuehtsya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання із запобіганням перегріву металу, що зварюється</a>
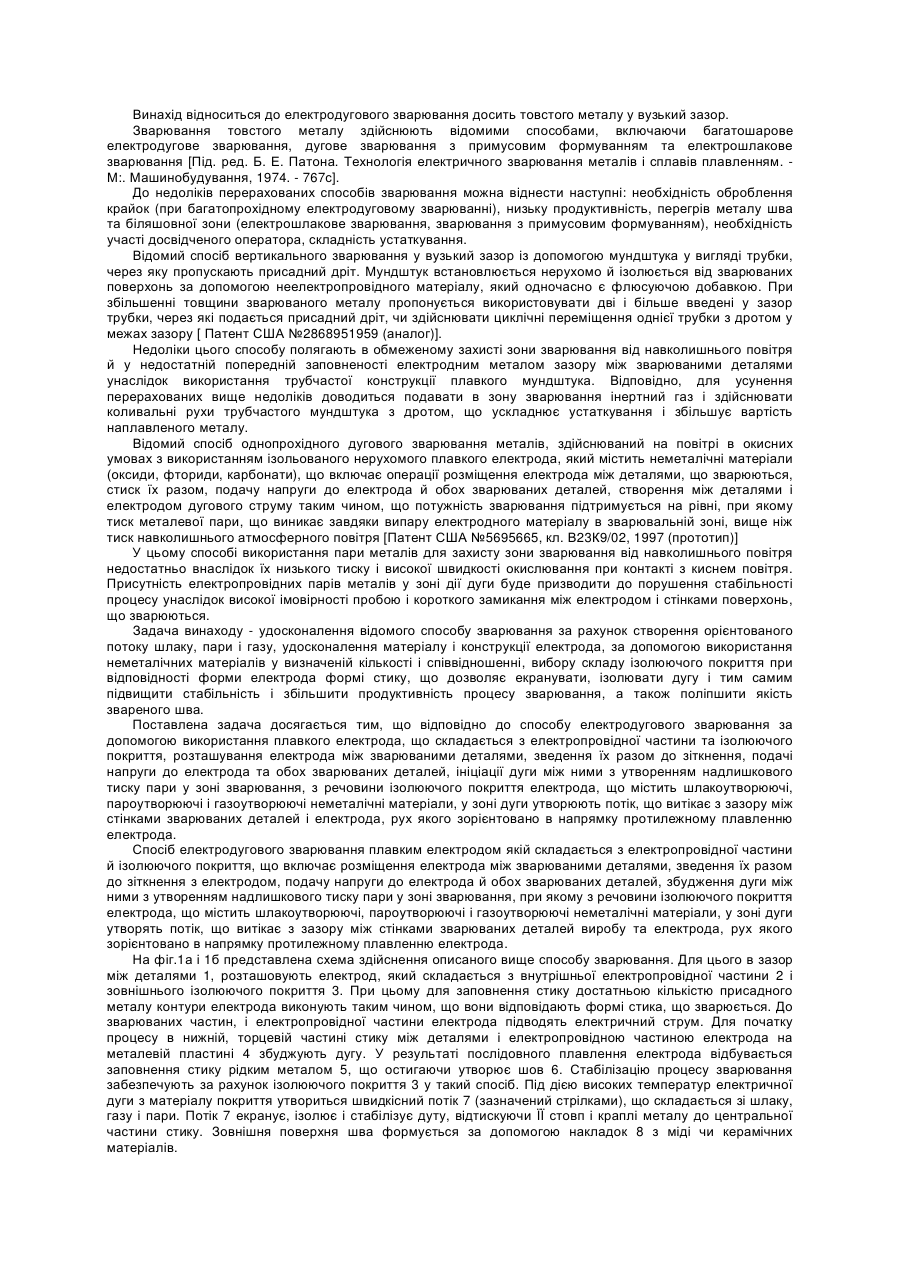
Спосіб електродугового зварювання плавким електродом та електрод для його здійснення
Номер патенту: 68361
Опубліковано: 16.08.2004
Автори: Кузьменко Володимир Григорович, Кузьменко Георгій Володимирович
МПК: B23K 9/02
Мітки: електродом, плавким, зварювання, електрод, спосіб, здійснення, електродугового
Формула / Реферат:
1. Спосіб електродугового зварювання плавким електродом, що складається з електропровідної частини та ізолюючого покриття, який включає розміщення електрода між деталями, що зварюються, зведення останніх на близьку відстань до зіткнення з електродом, подачу напруги до електрода й обох деталей, що зварюються, збудження дуги між ними з утворенням надлишкового тиску парів у зоні зварювання, який відрізняється тим, що для ізолюючого покриття...
Спосіб зварювання різнорідних металів
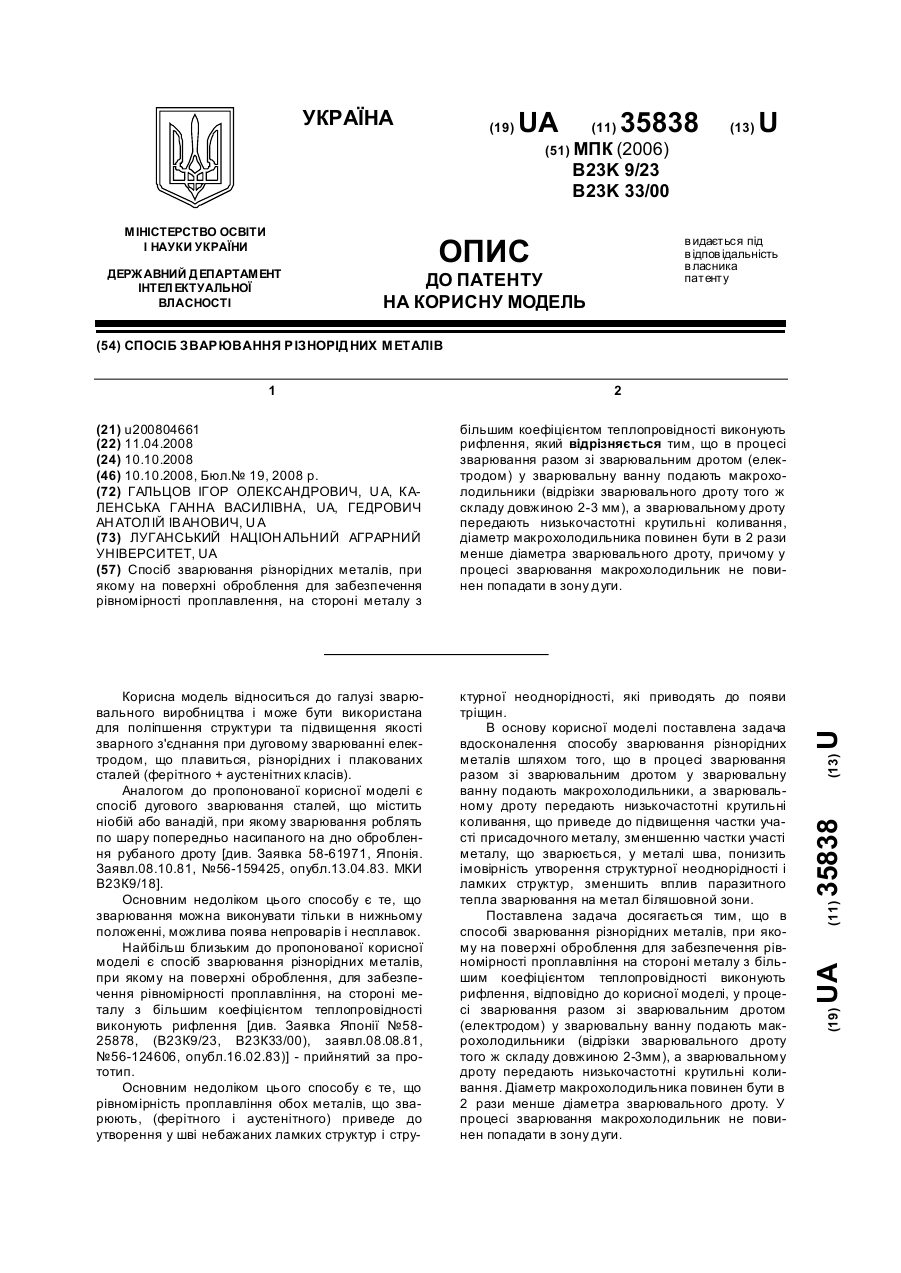
Номер патенту: 35838
Опубліковано: 10.10.2008
Автори: Гальцов Ігор Олександрович, Гедрович Анатолій Іванович, Каленська Ганна Василівна
МПК: B23K 33/00, B23K 9/23
Мітки: різнорідних, зварювання, металів, спосіб
Формула / Реферат:
Спосіб зварювання різнорідних металів, при якому на поверхні оброблення для забезпечення рівномірності проплавлення, на стороні металу з більшим коефіцієнтом теплопровідності виконують рифлення, який відрізняється тим, що в процесі зварювання разом зі зварювальним дротом (електродом) у зварювальну ванну подають макрохолодильники (відрізки зварювального дроту того ж складу довжиною 2-3 мм), а зварювальному дроту передають низькочастотні...
Пристрій формування пакетів у формі тетраедра з матеріалу, що зварюється
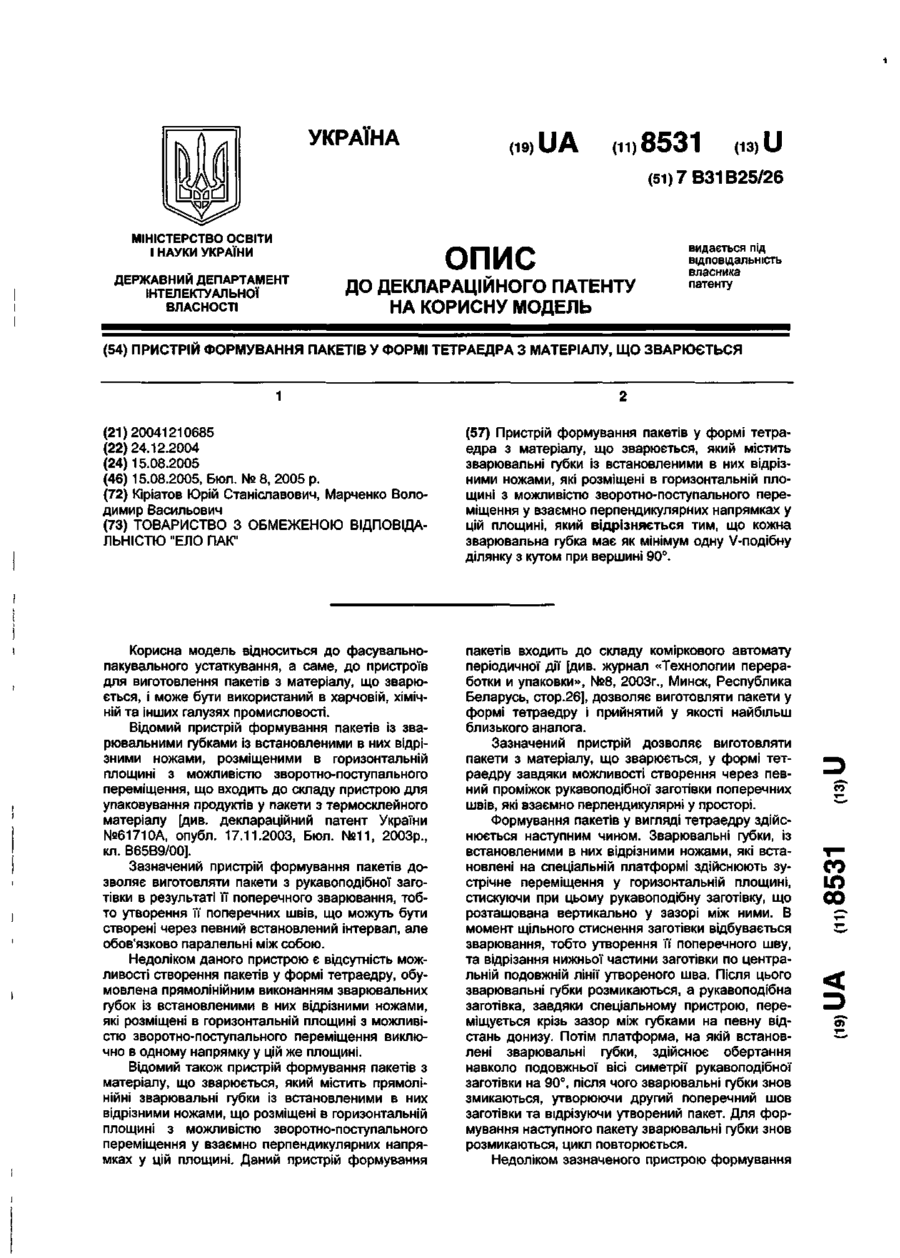
Номер патенту: 8531
Опубліковано: 15.08.2005
Автори: Кіріатов Юрій Станіславович, Марченко Володимир Васильович
МПК: B31B 25/00
Мітки: зварюється, пакетів, форми, матеріалу, формування, пристрій, тетраедра
Формула / Реферат:
Пристрій формування пакетів у формі тетраедра з матеріалу, що зварюється, який містить зварювальні губки із встановленими в них відрізними ножами, які розміщені в горизонтальній площині з можливістю зворотно-поступального переміщення у взаємно перпендикулярних напрямках у цій площині, який відрізняється тим, що кожна зварювальна губка має як мінімум одну V-подібну ділянку з кутом при вершині 90°.
Спосіб зварювання термічним олівцем

Номер патенту: 13200
Опубліковано: 15.03.2006
Автор: Набок Микола Романович
МПК: B23K 9/00
Мітки: спосіб, олівцем, зварювання, термічним
Формула / Реферат:
Спосіб зварювання термічним олівцем, що провоlдять за допомогою електрода, який виготовляють з стального дроту та покривають дрібною крейдою на силікатному клею, при цьому термічний олівець також виготовляють з стального дроту та покривають алюмінієвими і залізними ошурками на силікатному клею, а на кінці олівця виконана затравка з бертолетової солі на силікатному клею, яка ініціює реакцію горіння та зварювання металів.
Спосіб двоступеневого перегріву пари в котлах
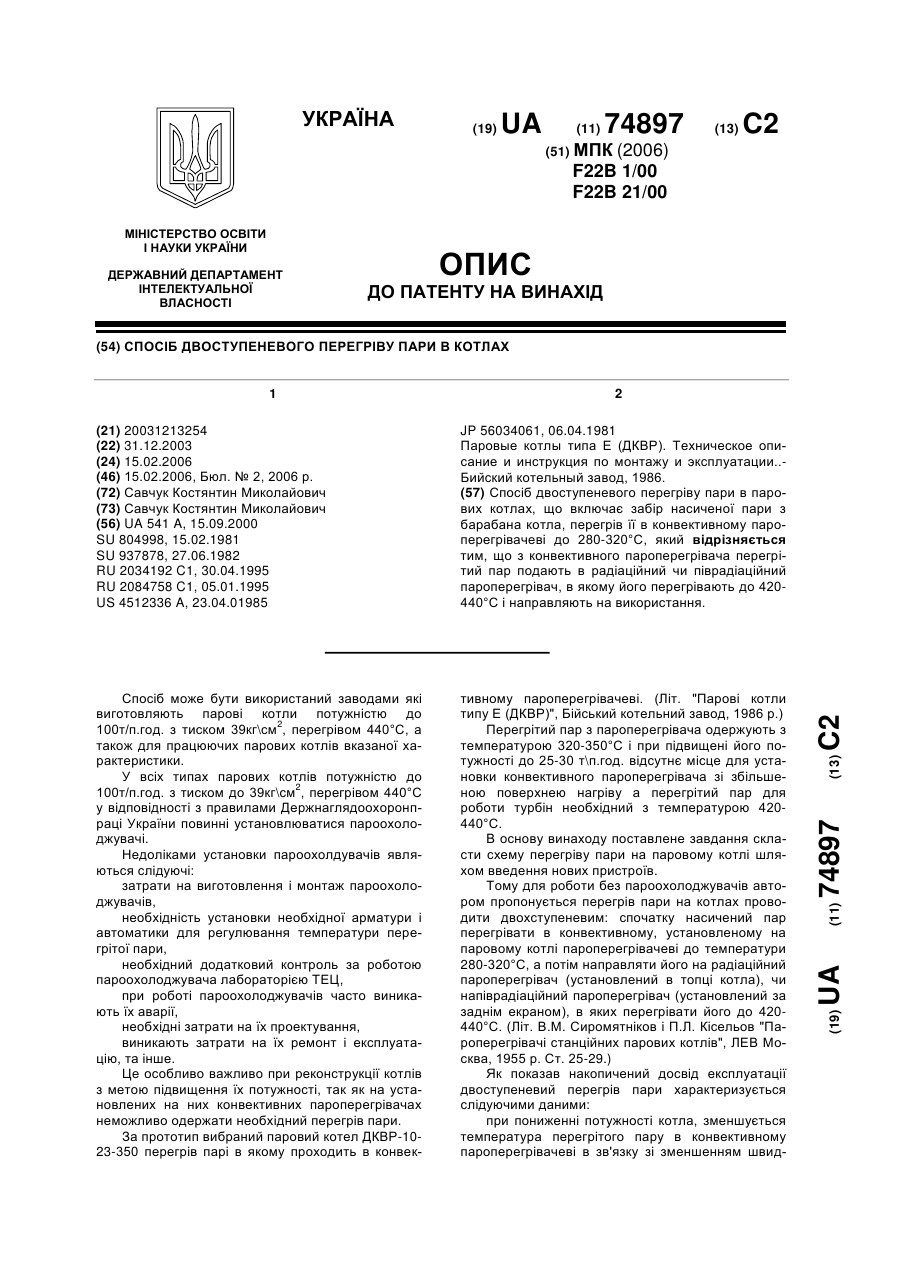
Номер патенту: 74897
Опубліковано: 15.02.2006
Автор: Савчук Костянтин Миколайович
МПК: F22B 21/00, F22B 1/00
Мітки: котлах, двоступеневого, спосіб, перегріву, пари
Формула / Реферат:
Спосіб двоступеневого перегріву пари в парових котлах, що включає забір насиченої пари з барабана котла, перегрів її в конвективному пароперегрівачеві до 280-320°С, який відрізняється тим, що з конвективного пароперегрівача перегрітий пар подають в радіаційний чи піврадіаційний пароперегрівач, в якому його перегрівають до 420-440°С і направляють на використання.
Попередній патент: Пружна муфта для з’єднання валів
Наступний патент: Пружна опора для підшипників роторних систем
Випадковий патент: З'єднувальна муфта для електричних кабелів напругою 1-10 кв