Спосіб електродугового зварювання плавким електродом та електрод для його здійснення
Номер патенту: 68361
Опубліковано: 16.08.2004
Автори: Кузьменко Георгій Володимирович, Кузьменко Володимир Григорович
Формула / Реферат
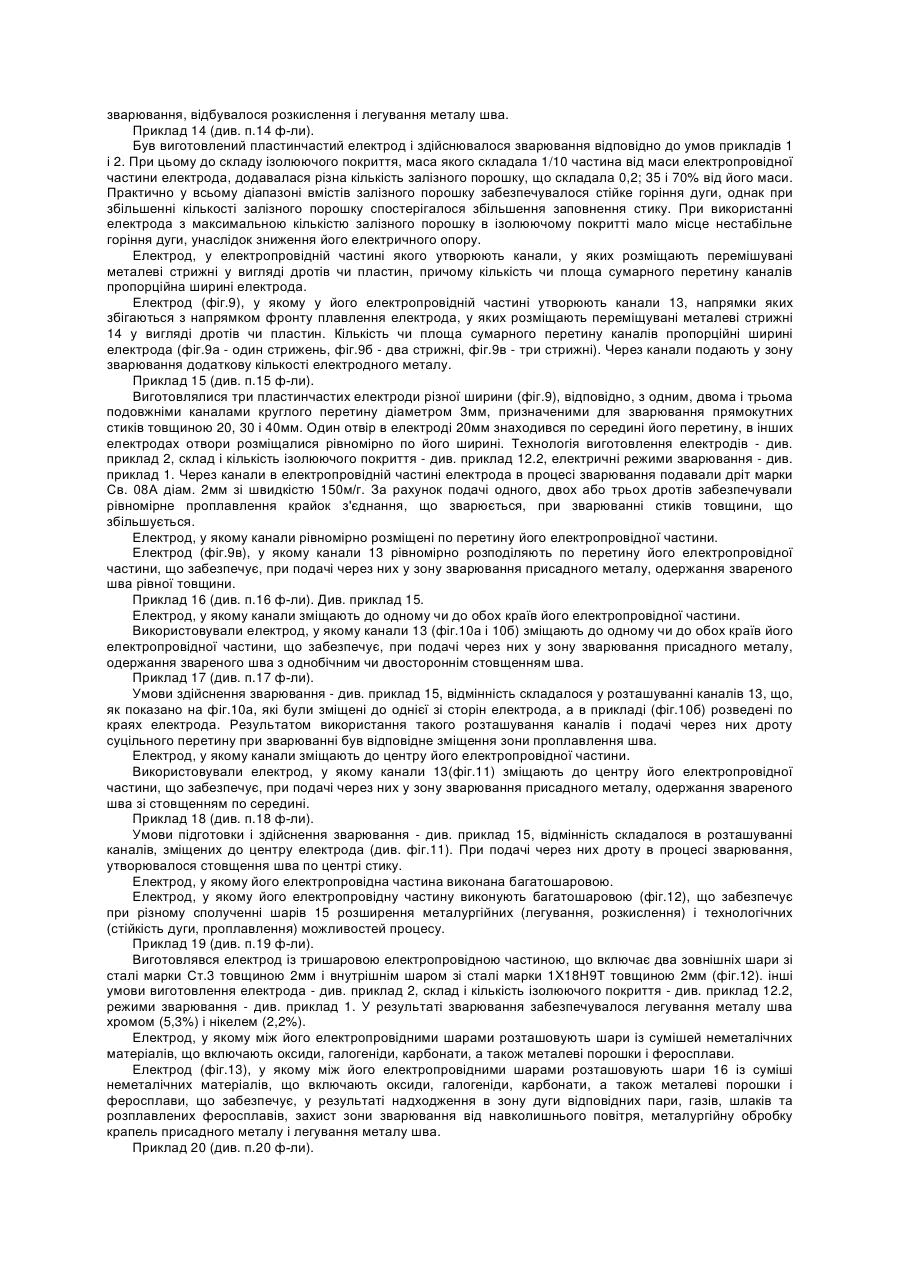
1. Спосіб електродугового зварювання плавким електродом, що складається з електропровідної частини та ізолюючого покриття, який включає розміщення електрода між деталями, що зварюються, зведення останніх на близьку відстань до зіткнення з електродом, подачу напруги до електрода й обох деталей, що зварюються, збудження дуги між ними з утворенням надлишкового тиску парів у зоні зварювання, який відрізняється тим, що для ізолюючого покриття електрода вибирають шлакоутворюючі, пароутворюючі та газоутворюючі неметалічні матеріали, що включають оксиди, галогеніди і карбонати, взяті у співвідношенні, відповідно, 1-6 : 4-10 : 1-12, яке забезпечує створення в зазорі між стінками зварюваного виробу й електродом в зоні дії дуги потоку, що складається з шлаку, пари і газу, рух якого зорієнтовано в протилежному шляху плавлення електрода напрямку.
2. Спосіб за п. 1, який відрізняється тим, що неметалічні матеріали додатково введені до електропровідної частини електрода.
3. Спосіб за п. 1, який відрізняється тим, то неметалічні матеріали додатково введені в порошковий дріт, який подають у зону дуги через електропровідну частину електрода.
4. Спосіб за п. 1, який відрізняється тим, що через електропровідну частину електрода подають дріт суцільного перерізу, хімічний склад якої відповідає хімічному складу матеріалу електрода.
5. Спосіб за п. 1, який відрізняється тим, то через електропровідну частину електрода подають дріт суцільного перерізу, матеріал якого відрізняється від матеріалу електропровідної частини електрода.
6. Спосіб за п. 1, який відрізняється тим, що в зазор між стінками частин, що зварюються, і електродом вводять металеві пластини, контури яких відповідають контуру стику, що зварюється, а їх хімічний склад відповідає хімічному складу електропровідної частини електрода чи виробу, що зварюється.
7. Спосіб за п. 1, який відрізняється тим, що у зазор між стінками частин, що зварюються, і електродом вводять металеві пластини, хімічний склад яких відрізняється від хімічного складу матеріалу електропровідної частини електрода, або вводять пластини з інших металів.
8. Спосіб за п. 1, який відрізняється тим, що електроду надають ковзних переміщень між поверхнями деталей, що зварюються.
9. Спосіб за п. 1, який відрізняється тим, що після виходу дуги за межі стику електрод подають до місця зварювання зі швидкістю, яка дорівнює швидкості його плавлення.
10. Спосіб за п. 1, який відрізняється тим, що після виходу дуги за межі стику в зону її дії додатково подають флюс у вигляді сипкого, зернистого матеріалу.
11. Електрод, що складається з електропровідної частини і ізолюючого покриття, форма якого повторює форму стику з’єднання, що зварюється, який відрізняється тим, що покриття містить неметалічні матеріали, що включають оксиди, карбонати і галогеніди, взяті, відповідно, у співвідношенні 1-6 : 4-10 : 1-12, при відношенні маси ізолюючого покриття до маси електропровідної частини електрода 0,02-0,30.
12. Електрод за п. 11, який відрізняється тим, що ізолююче покриття електрода додатково містить металеві порошки і/або феросплави в кількості 0,1-70 % за масою.
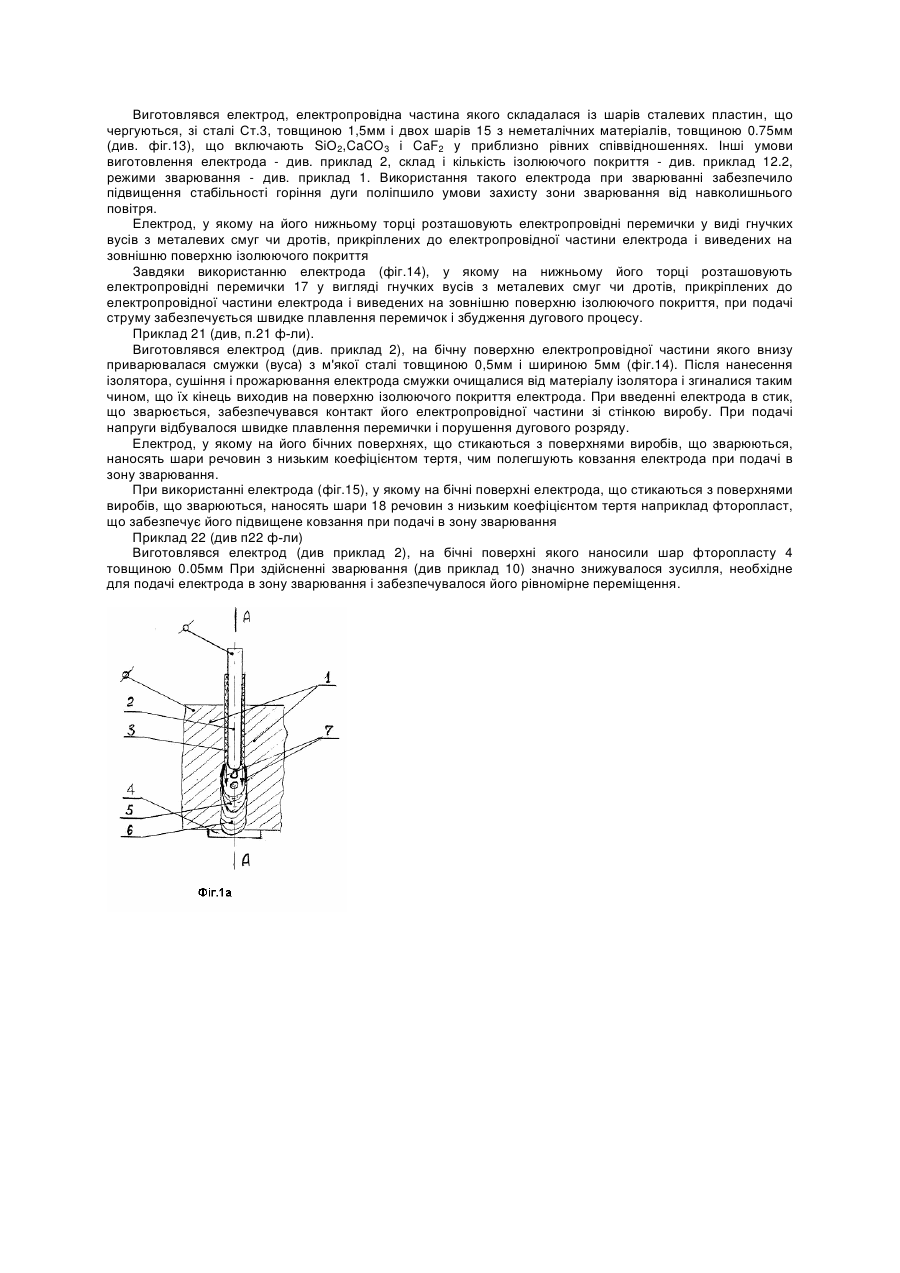
13. Електрод за п. 11, який відрізняється тим, що електропровідна частина електрода оснащена каналами, у яких розміщені з можливістю переміщення металеві стрижні у вигляді дротів чи пластин, причому кількість чи площа сумарного перерізу каналів пропорційна ширині електрода.
14. Електрод за п. 11, який відрізняється тим, що канали рівномірно розміщені по перерізу його електропровідної частини.
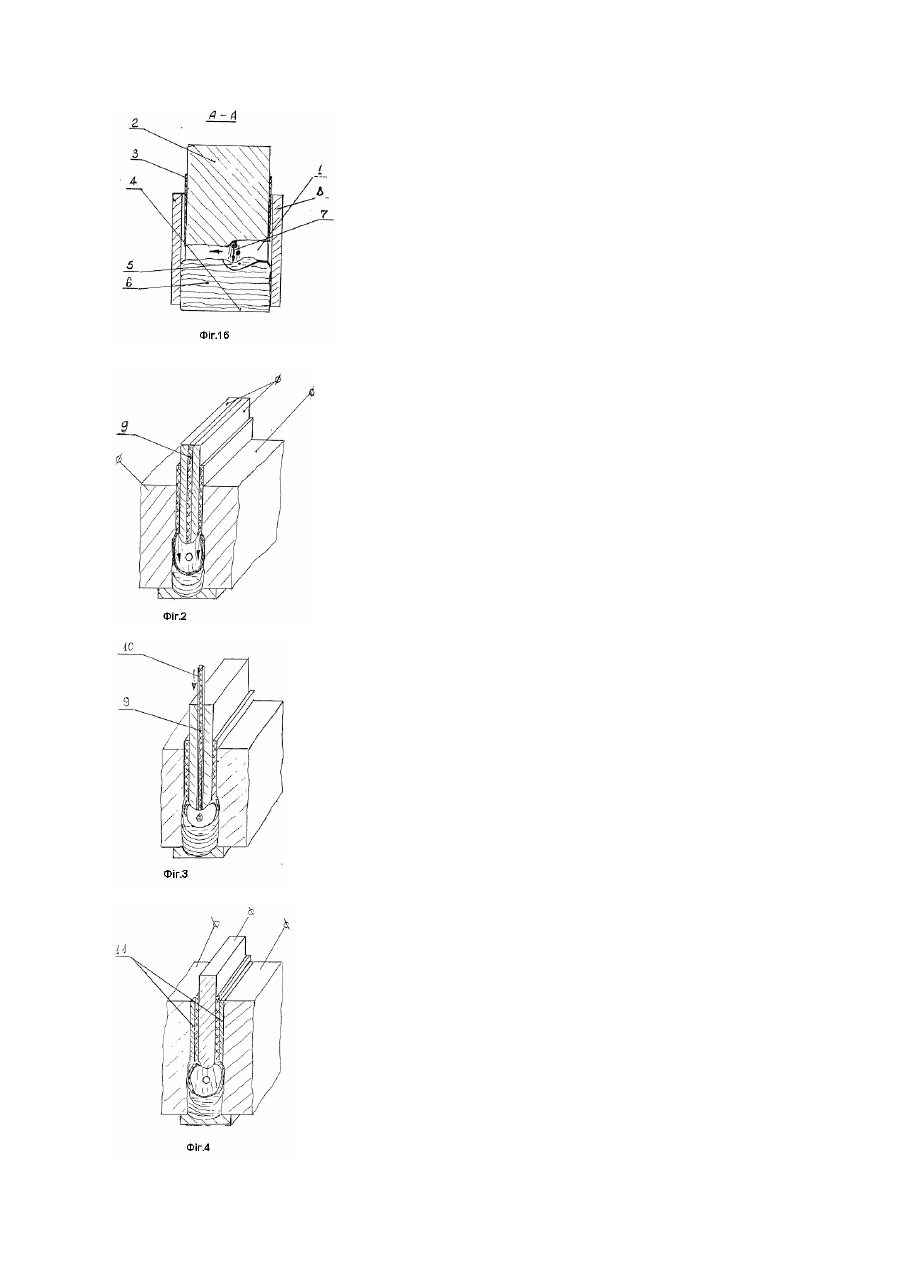
15. Електрод за п. 11, який відрізняється тим, що канали зміщені до одного чи до обох країв його електропровідної частини.
16. Електрод за п. 11, який відрізняється тим, що канали зміщені до центра його електропровідної частини.
17. Електрод за п. 11, який відрізняється тим, що його електропровідна частина виконана багатошаровою.
18. Електрод за п. 17, який відрізняється тим, що між його електропровідними шарами розташовані шари із суміші неметалічних матеріалів, що містять принаймні один з наступного ряду компонентів, що включають оксиди, галогеніди, карбонати, а також металеві порошки і феросплави.
19. Електрод за п. 11, який відрізняється тим, що на його нижньому торці розташовані електропровідні перемички у вигляді гнучких вусів з металевих смуг чи дротів, прикріплених до електропровідної частини електрода і виведених на зовнішню поверхню ізолюючого покриття.
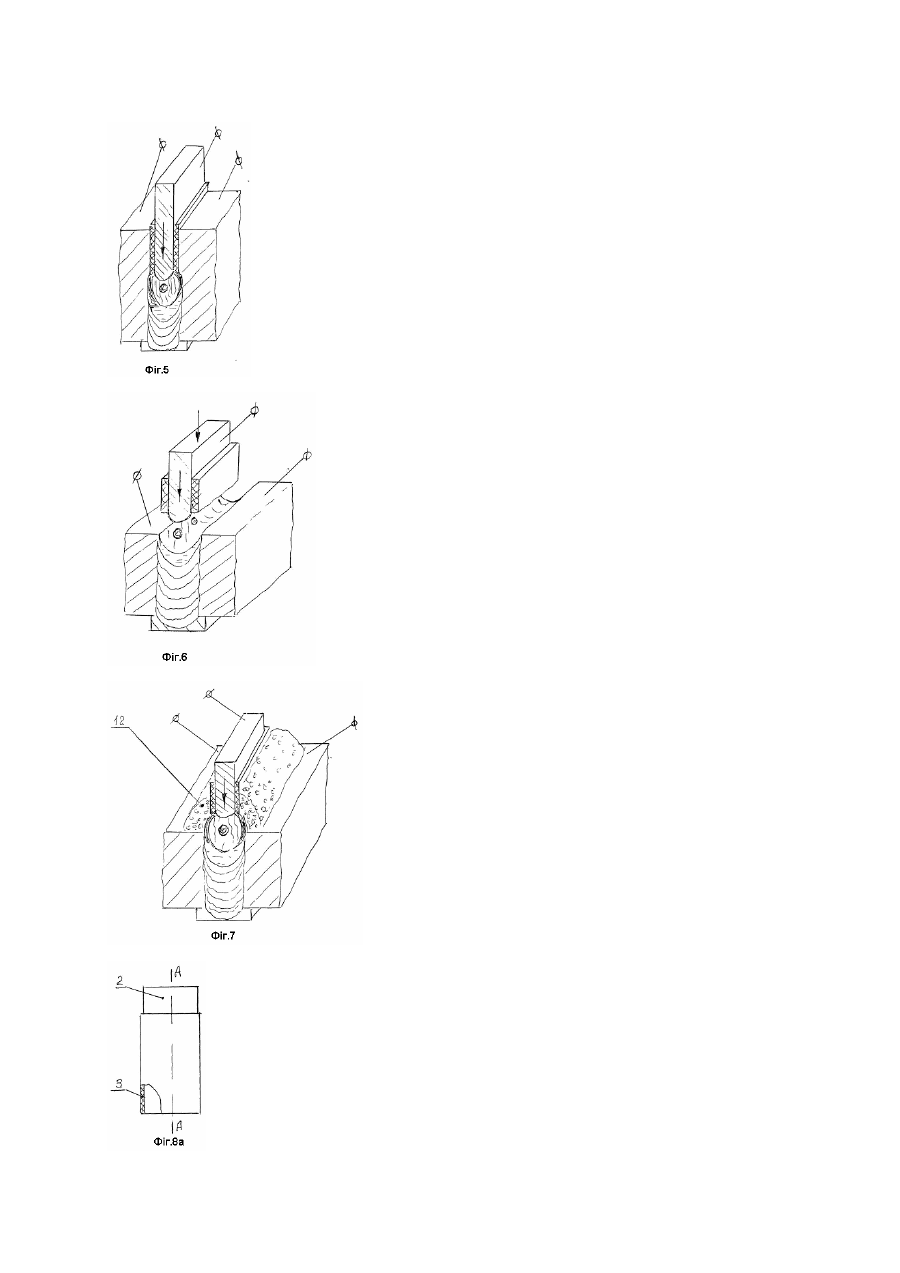
20. Електрод за п. 11, який відрізняється тим, що на його бічних поверхнях, які стикаються з поверхнями виробів, що зварюються, нанесений шар з речовин з коефіцієнтом тертя, нижчим, ніж коефіцієнт тертя між поверхнями виробу й електрода, для полегшення ковзання останнього при подачі в зону зварювання.
Додаткова інформація
Назва патенту англійськоюMethod for consumable electrode welding and electrode for its implementation
Автори англійськоюKuzmenko Volodymyr Hryhorovych
Назва патенту російськоюСпособ электродуговой сварки плавким электродом и электрод для его осуществления
Автори російськоюКузьменко Владимир Григорьевич
МПК / Мітки
МПК: B23K 9/02
Мітки: здійснення, зварювання, електродом, плавким, електродугового, електрод, спосіб
Код посилання
<a href="https://ua.patents.su/13-68361-sposib-elektrodugovogo-zvaryuvannya-plavkim-elektrodom-ta-elektrod-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового зварювання плавким електродом та електрод для його здійснення</a>
Спосіб дугового зварювання плавким електродом змінним струмом та пристрій для його здійснення
Номер патенту: 27182
Опубліковано: 15.08.2000
Автори: Шатан Олександр Федорович, Болотько Віктор Іванович, Дименко Володимир Васильович
Мітки: дугового, змінним, спосіб, струмом, здійснення, пристрій, зварювання, плавким, електродом
Формула / Реферат:
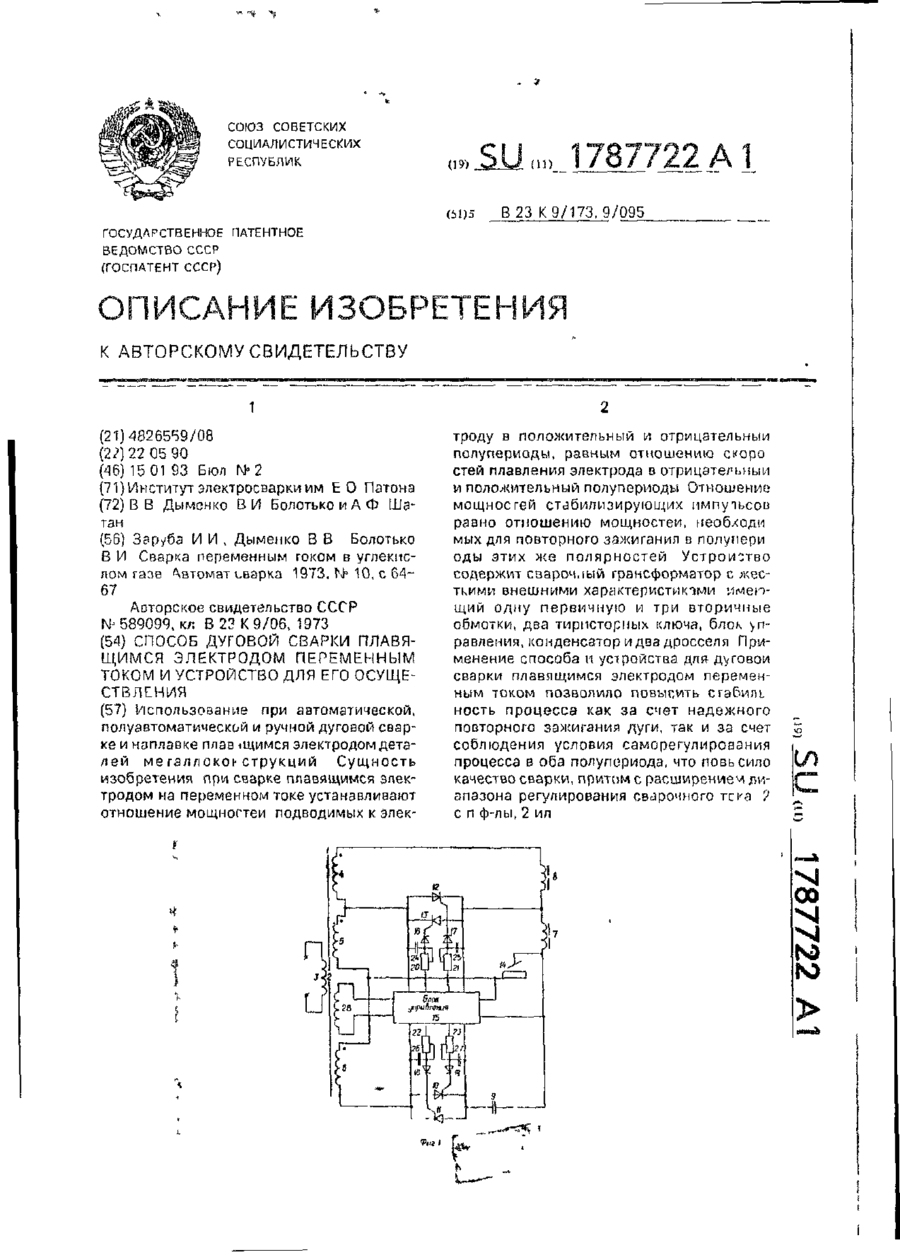
Формула изобретения1.Способ дуговой сварки плавящимся электродом переменным током, при котором в каждый полупериод в дуговой промежуток для повторного зажигания дуги подают стабилизирующие импульсы энергии, отличающийся тем, что, с целью улучшения качества сварки и расширения диапазонов режима сварки путем повышения стабильности процесса и выбора оптимальных режимов сварки в оба полупериода, отношение величин мощностей, подводимых...
Спосіб дугового зварювання плавким електродом в середовищі захисних газів

Номер патенту: 43424
Опубліковано: 17.12.2001
Автори: Шевчук Сергій Анатолійович, Патон Борис Євгенович, Жерносєков Анатолій Максимович, Лебедєв Володимир Костянтинович, Шейко Павло Петрович
МПК: B23K 9/167, B23K 9/173
Мітки: газів, спосіб, дугового, захисних, середовищі, зварювання, плавким, електродом
Формула / Реферат:
1. Спосіб дугового зварювання плавким електродом в середовищі захисних газів, при якому декілька одноатомних, багатоатомних газів або їх сумішей подають в зону горіння дуги імпульсами, який відрізняється тим, що частоту чергування імпульсів подачі різних газів або їх сумішей вибирають рівною або близькою до власної частоти коливань розплавленого об'єму зварювальної ванни.2. Спосіб за п.1, який відрізняється тим, що при подачі в зону...
Спосіб дугового зварювання плавким електродом таврових з’єднань

Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Поздняков Вадим Андрійович, Дворяшин Володимир Григорович, Руденко Юрій Миколаєвич, Гутман Лія Миронівна, Мосенкіс Юрій Григорович, Сіріца Володимир Михайлович, Сердюк Ірина Василівна, Масюков Валерій Вікторович, Покладій Вадим Ростиславович, Демченко Юрій Володимирович, Корнієнко Олег Леонідович, Горбачов Василь Михайлович
МПК: B23K 9/173, B23K 9/14
Мітки: зварювання, таврових, з'єднань, спосіб, електродом, плавким, дугового
Формула / Реферат:
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной...
Випрямляч для дугового зварювання плавким електродом
Номер патенту: 17187
Опубліковано: 18.03.1997
Автори: Зацерковний Сергій Анатолійович, Гавва Віктор Маркович, Махлін Наум Мордухович, Федотенков В'ячеслав Георгійович
МПК: B23K 9/00
Мітки: плавким, випрямляч, дугового, електродом, зварювання
Формула / Реферат:
Выпрямитель для дуговой сварки плавящимся электродом, содержащий регулируемый трехфазный силовой трансформатор с основной вторичной обмоткой с повышенным рассеянием и вспомогательной вторичной обмоткой с нормальным рассеянием, основной и вспомогательный выпрямительные блоки, отличающийся тем, что в выпрямитель дополнительно введен трехфазный магнитный усилитель, каждая рабочая обмотка которого подключена последовательно к соответствующей фазе...
Струмопідвідний мундштук для дугового зварювання плавким електродом
Номер патенту: 16007
Опубліковано: 29.08.1997
Автори: Зацерковний Вадим Володимирович, Ткач Володимир Миколайович, Рибаков Анатолій Олександрович, Файнберг Леонід Йосипович
МПК: B23K 9/18, B23K 9/12, B23K 9/16
Мітки: електродом, мундштук, зварювання, струмопідвідний, дугового, плавким
Формула / Реферат:
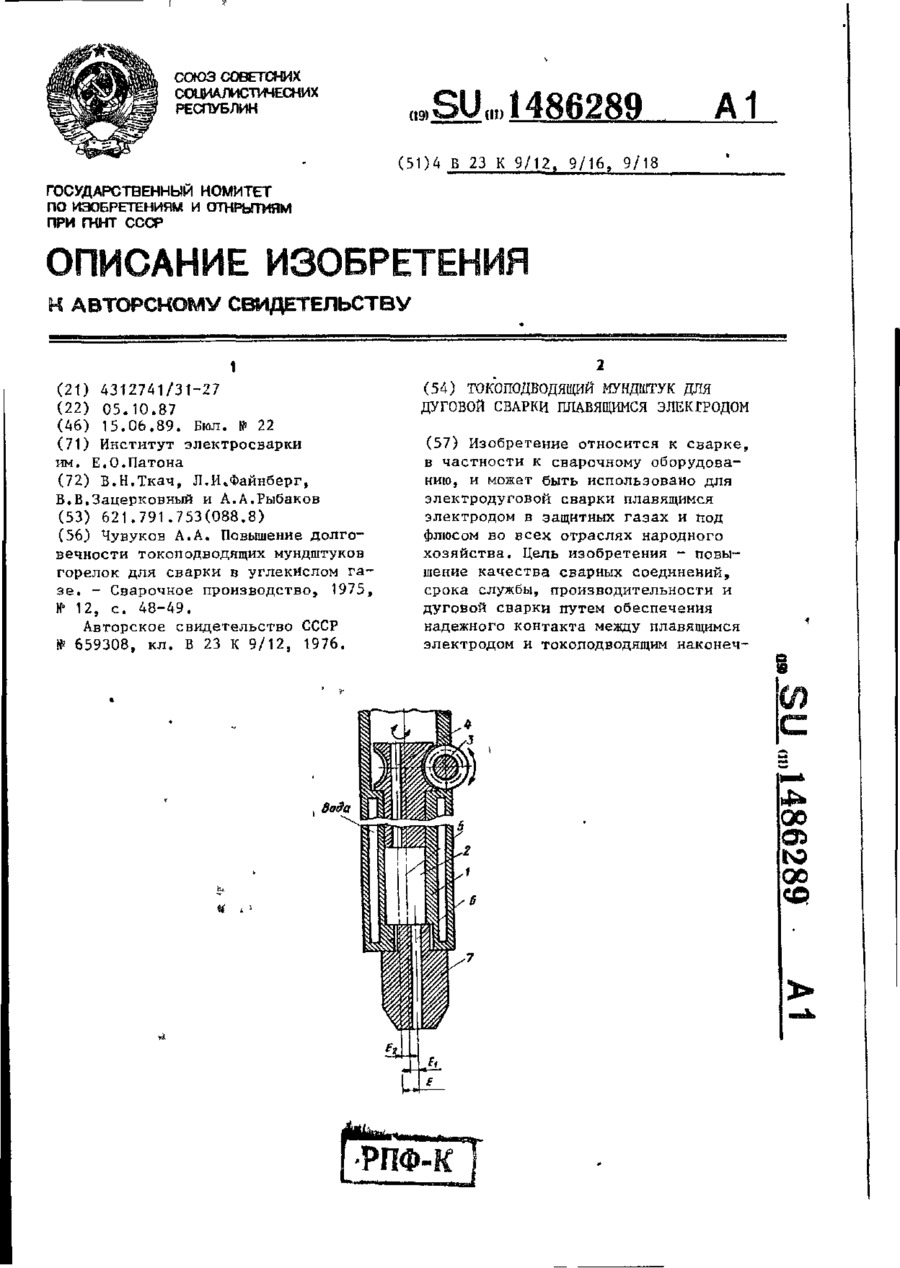
1. Токоподводящий мундштук для дуговой сварки плавящимся электродом, содержащий токоподводящий наконечник с отверстием, корпус с цилиндрическим каналом, в котором установлена направляющая втулка с отверстием для прохождения плавящегося электрода, выполненным эксцентрично отверстию в токоподводящем наконечнике и цилиндрическому каналу, отличающийся тем, что, с целью повышения качества сварных соединений, срока службы и производительности...
Попередній патент: Композиція для попередження солевідкладень та корозії
Наступний патент: Спосіб керування курсором та пристрій для його здійснення
Випадковий патент: Засіб для зовнішнього лікування гнійних ран і трофічних виразок