Застосування різця для обробки гвинтових поверхонь як прохідного різця для обробки опуклих поверхонь деталей
Формула / Реферат
Застосування різця для обробки гвинтових поверхонь, що має прямолінійну нахилену до основної площини різальну кромку, гвинтові передню та задню поверхні, як прохідного різця для обробки опуклих поверхонь деталей.
Текст
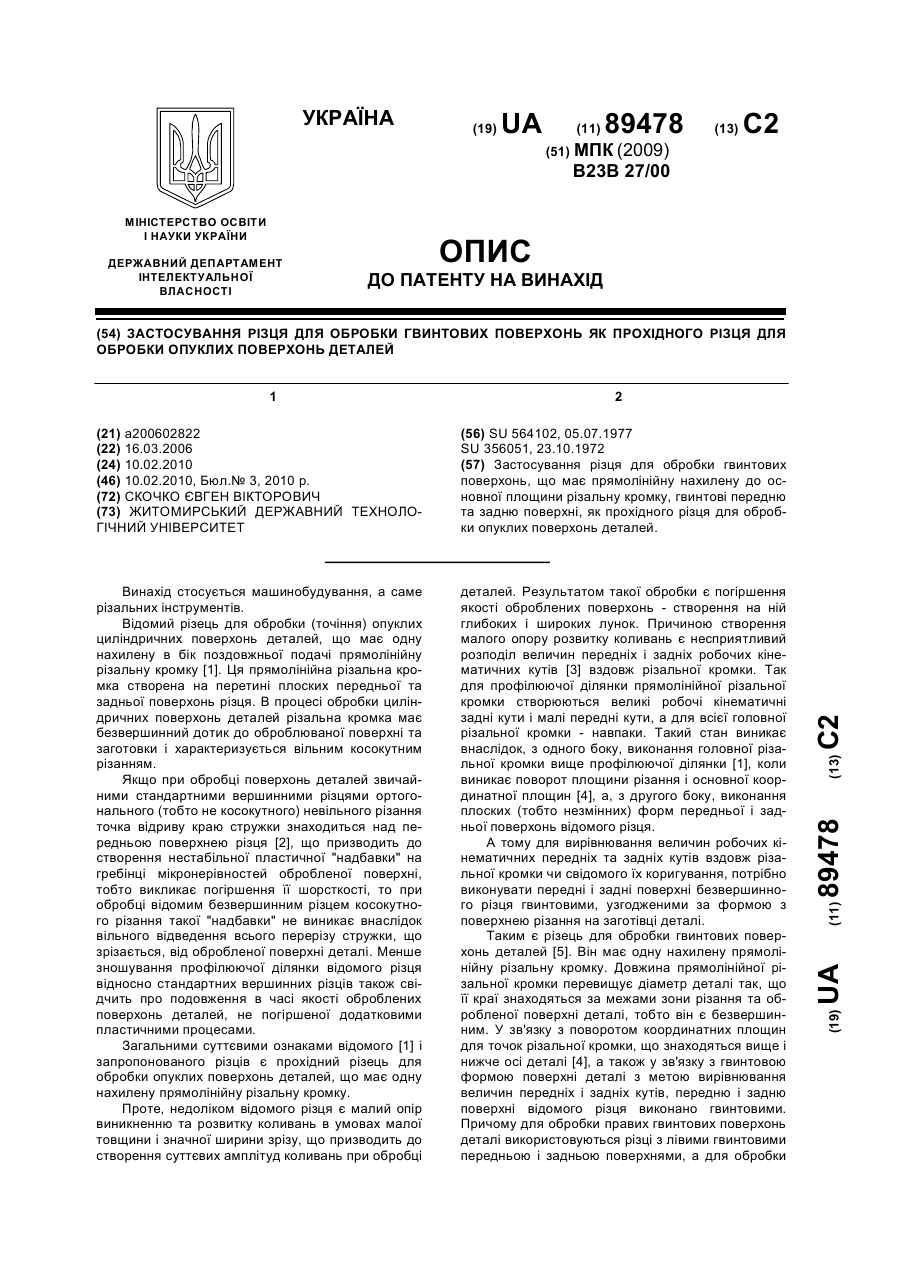
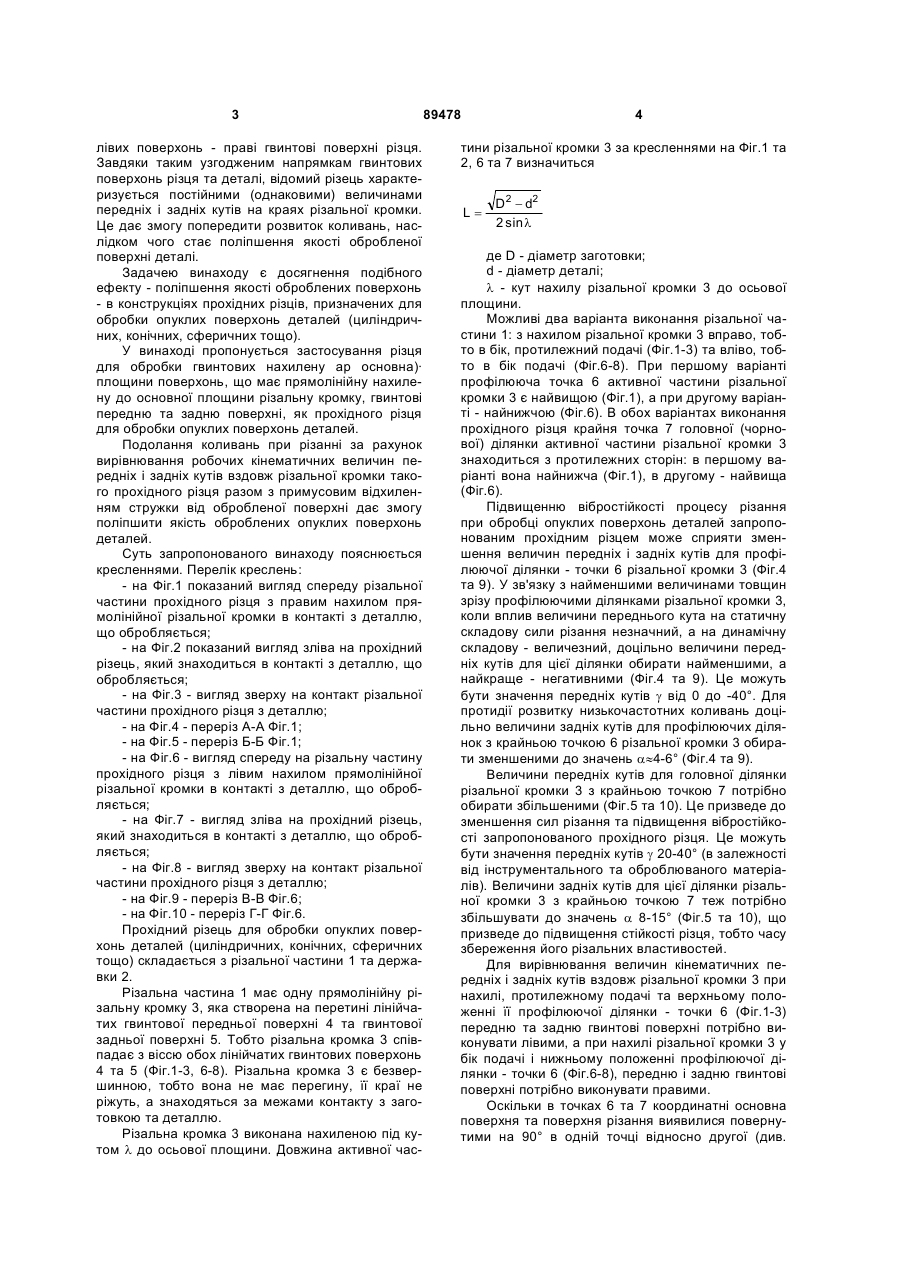
Застосування різця для обробки гвинтових поверхонь, що має прямолінійну нахилену до основної площини різальну кромку, гвинтові передню та задню поверхні, як прохідного різця для обробки опуклих поверхонь деталей. (19) (21) a200602822 (22) 16.03.2006 (24) 10.02.2010 (46) 10.02.2010, Бюл.№ 3, 2010 р. (72) СКОЧКО ЄВГЕН ВІКТОРОВИЧ (73) ЖИТОМИРСЬКИЙ ДЕРЖАВНИЙ ТЕХНОЛОГІЧНИЙ УНІВЕРСИТЕТ 3 лівих поверхонь - праві гвинтові поверхні різця. Завдяки таким узгодженим напрямкам гвинтових поверхонь різця та деталі, відомий різець характеризується постійними (однаковими) величинами передніх і задніх кутів на краях різальної кромки. Це дає змогу попередити розвиток коливань, наслідком чого стає поліпшення якості обробленої поверхні деталі. Задачею винаходу є досягнення подібного ефекту - поліпшення якості оброблених поверхонь - в конструкціях прохідних різців, призначених для обробки опуклих поверхонь деталей (циліндричних, конічних, сферичних тощо). У винаході пропонується застосування різця для обробки гвинтових нахилену ар основна)· площини поверхонь, що має прямолінійну нахилену до основної площини різальну кромку, гвинтові передню та задню поверхні, як прохідного різця для обробки опуклих поверхонь деталей. Подолання коливань при різанні за рахунок вирівнювання робочих кінематичних величин передніх і задніх кутів вздовж різальної кромки такого прохідного різця разом з примусовим відхиленням стружки від обробленої поверхні дає змогу поліпшити якість оброблених опуклих поверхонь деталей. Суть запропонованого винаходу пояснюється кресленнями. Перелік креслень: - на Фіг.1 показаний вигляд спереду різальної частини прохідного різця з правим нахилом прямолінійної різальної кромки в контакті з деталлю, що обробляється; - на Фіг.2 показаний вигляд зліва на прохідний різець, який знаходиться в контакті з деталлю, що обробляється; - на Фіг.3 - вигляд зверху на контакт різальної частини прохідного різця з деталлю; - на Фіг.4 - переріз А-А Фіг.1; - на Фіг.5 - переріз Б-Б Фіг.1; - на Фіг.6 - вигляд спереду на різальну частину прохідного різця з лівим нахилом прямолінійної різальної кромки в контакті з деталлю, що обробляється; - на Фіг.7 - вигляд зліва на прохідний різець, який знаходиться в контакті з деталлю, що обробляється; - на Фіг.8 - вигляд зверху на контакт різальної частини прохідного різця з деталлю; - на Фіг.9 - переріз В-В Фіг.6; - на Фіг.10 - переріз Г-Г Фіг.6. Прохідний різець для обробки опуклих поверхонь деталей (циліндричних, конічних, сферичних тощо) складається з різальної частини 1 та державки 2. Різальна частина 1 має одну прямолінійну різальну кромку 3, яка створена на перетині лінійчатих гвинтової передньої поверхні 4 та гвинтової задньої поверхні 5. Тобто різальна кромка 3 співпадає з віссю обох лінійчатих гвинтових поверхонь 4 та 5 (Фіг.1-3, 6-8). Різальна кромка 3 є безвершинною, тобто вона не має перегину, її краї не ріжуть, а знаходяться за межами контакту з заготовкою та деталлю. Різальна кромка 3 виконана нахиленою під кутом l до осьової площини. Довжина активної час 89478 4 тини різальної кромки 3 за кресленнями на Фіг.1 та 2, 6 та 7 визначиться L= D2 - d2 2 sin l де D - діаметр заготовки; d - діаметр деталі; l - кут нахилу різальної кромки 3 до осьової площини. Можливі два варіанта виконання різальної частини 1: з нахилом різальної кромки 3 вправо, тобто в бік, протилежний подачі (Фіг.1-3) та вліво, тобто в бік подачі (Фіг.6-8). При першому варіанті профілююча точка 6 активної частини різальної кромки 3 є найвищою (Фіг.1), а при другому варіанті - найнижчою (Фіг.6). В обох варіантах виконання прохідного різця крайня точка 7 головної (чорнової) ділянки активної частини різальної кромки 3 знаходиться з протилежних сторін: в першому варіанті вона найнижча (Фіг.1), в другому - найвища (Фіг.6). Підвищенню вібростійкості процесу різання при обробці опуклих поверхонь деталей запропонованим прохідним різцем може сприяти зменшення величин передніх і задніх кутів для профілюючої ділянки - точки 6 різальної кромки 3 (Фіг.4 та 9). У зв'язку з найменшими величинами товщин зрізу профілюючими ділянками різальної кромки 3, коли вплив величини переднього кута на статичну складову сили різання незначний, а на динамічну складову - величезний, доцільно величини передніх кутів для цієї ділянки обирати найменшими, а найкраще - негативними (Фіг.4 та 9). Це можуть бути значення передніх кутів g від 0 до -40°. Для протидії розвитку низькочастотних коливань доцільно величини задніх кутів для профілюючих ділянок з крайньою точкою 6 різальної кромки 3 обирати зменшеними до значень a»4-6° (Фіг.4 та 9). Величинипередніх кутів для головної ділянки різальної кромки 3 з крайньою точкою 7 потрібно обирати збільшеними (Фіг.5 та 10). Це призведе до зменшення сил різання та підвищення вібростійкості запропонованого прохідного різця. Це можуть бути значення передніх кутів g 20-40° (в залежності від інструментального та оброблюваного матеріалів). Величини задніх кутів для цієї ділянки різальної кромки 3 з крайньою точкою 7 теж потрібно збільшувати до значень a 8-15° (Фіг.5 та 10), що призведе до підвищення стійкості різця, тобто часу збереження його різальних властивостей. Для вирівнювання величин кінематичних передніх і задніх кутів вздовж різальної кромки 3 при нахилі, протилежному подачі та верхньому положенні її профілюючої ділянки - точки 6 (Фіг.1-3) передню та задню гвинтові поверхні потрібно виконувати лівими, а при нахилі різальної кромки 3 у бік подачі і нижньому положенні профілюючої ділянки - точки 6 (Фіг.6-8), передню і задню гвинтові поверхні потрібно виконувати правими. Оскільки в точках 6 та 7 координатні основна поверхня та поверхня різання виявилися повернутими на 90° в одній точці відносно другої (див. 5 Фіг.4 та 5, 9 та 10), то крок Рn гвинтової передньої поверхні 4 можна визначити Pn = L × 360° 90° - g 6 + g 7 де L - довжина активної частини різальної кромки 3; g6 - передній кут прохідного різця в профілюючій точці 6 різальної кромки 3; g7 - передній кут прохідного різця в точці 7 різальної кромки 3; Крок Р3 задньої гвинтової поверхні 5 можна розрахувати Pз = L × 360° 90° - a 6 + a 7 де a6 - задній кут прохідного різця в профілюючій точці 6 різальної кромки 3; a7 - задній кут прохідного різця в точці 7 різальної кромки 3. Доцільне використання запропонованих прохідних різців з кутами нахилу різальної кромки 3 l 20-70°, причому менші значення можна використовувати лише при малих глибинах різання, а великі - при обмежених подачах. Геометрична складова висоти мікронерівностей при розрахунках шорсткості оброблених опуклих поверхонь деталей визначиться за формулою Rz = S 2 × tg2l 4d де S - подача; l - кут нахилу різальної кромки в профілюючій точці 6 різальної кромки 3; d- діаметр деталі. 89478 6 Порівняння цієї геометричної складової мікронерівностей з аналогічною при обробці стандартними різцями визначає значну перевагу обробки запропонованим прохідним різцем, причому навіть при обробці з великою подачею (тобто з великою продуктивністю). Відносно пластичної складової мікронерівності можна відмітити, що вона значно менша, ніж при обробці стандартними вершинними різцями, внаслідок відхилення всієї ширини стружки від обробленої поверхні деталі згідно з варіантом правого нахилу прохідного різця у напрямку, протилежному подачі (Фіг.1-3). Таким чином, при застосуванні різця для обробки гвинтових поверхонь, що має прямолінійну різальну кромку, гвинтові передню та задню поверхні як прохідного різця для обробки опуклих поверхонь деталей, суттєво поліпшується шорсткість і якість оброблених опуклих (циліндричних, конічних, сферичних тощо) поверхонь деталей. Джерела інформації: 1. А.с. СССР №356051, кл. В 23 В 27/02. Резец / Г.С. Минасян. - Заявл. 22.02.64., Опубл. 23.10.72, бюл. №32. 2. Шевченко Н.А., Киппер Э.Е. Образование поперечных неровностей при несвободном резании пластичных материалов // Станки и инструмент. 1973. - №4. - С. 38-39. 3. ГОСТ 25762-83. Обработка резанием: Термины, определения и обозначение общих понятий. - М.: Государственный Комитет СССР по стандартам, 1983. - С. 12-13,22, черт. 9. 4. Грановский Г.И., Грановский В.Г. Резание металлов: Учебник для машиностроительных и приборостроительных специальностей вузов. - М.: Высш. шк., 1989. - С. 40-41, рис. 4.2; б, д. 5. А.с. СССР №564102, кл. В23В27/06. Резец / В.Г. Коротков. - Заявл. 09.12.75, Опубл. 05.07.77, бюл. №25. 6. Бармин Б.П. Вибрации и режимы резания. - М.: Машиностроение, 1972. - С. 49. 7 Комп’ютерна верстка О. Гапоненко 89478 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюUse of cutter for working helical surfaces as straight tool for treatment of convex surfaces of components
Автори англійськоюSkochko Yevhen Viktorovych
Назва патенту російськоюПрименение резца для обработки винтовых поверхностей в качестве проходного резца для обработки выпуклых поверхностей деталей
Автори російськоюСкочко Евгений Викторович
МПК / Мітки
МПК: B23B 27/00
Мітки: різця, прохідного, деталей, застосування, опуклих, обробки, гвинтових, поверхонь
Код посилання
<a href="https://ua.patents.su/4-89478-zastosuvannya-rizcya-dlya-obrobki-gvintovikh-poverkhon-yak-prokhidnogo-rizcya-dlya-obrobki-opuklikh-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Застосування різця для обробки гвинтових поверхонь як прохідного різця для обробки опуклих поверхонь деталей</a>
Застосування різця для обробки гвинтових поверхонь як упорного різця для торцювання деталей
Номер патенту: 86012
Опубліковано: 25.03.2009
Автор: Скочко Євген Вікторович
МПК: B23B 27/00
Мітки: торцювання, деталей, поверхонь, гвинтових, обробки, різця, упорного, застосування
Формула / Реферат:
Застосування різця для обробки гвинтових поверхонь деталей, що має прямолінійну різальну кромку, гвинтові передню і задню поверхні з постійними передніми і задніми кутами, як упорного різця для торцювання деталей з відкритим торцем.
Спосіб обробки задніх поверхонь фасонного різця
Номер патенту: 18487
Опубліковано: 15.11.2006
Автор: Усачов Петро Антонович
МПК: B23B 1/00
Мітки: задніх, спосіб, поверхонь, різця, фасонного, обробки
Формула / Реферат:
Спосіб обробки задніх поверхонь фасонного різця, що включає установку заготівки різця у патрон, надання патрону обертального руху і за допомогою фасонного інструмента ведуть обробку задніх поверхонь, який відрізняється тим, що заготівку різця установлюють у патроні перпендикулярно осі його обертання з зміщення на ексцентрицитет е від осі, при цьому виставляють оброблюваний торець заготівки на відстань А=е·tgα від лінії, що проходить...
Різальна пластина різця для обробки циліндричних поверхонь
Номер патенту: 20270
Опубліковано: 15.01.2007
Автори: Манохін Андрій Сергійович, Клименко Сергій Анатолійович, Лоєв Володимир Юхимович
МПК: B23B 1/00, B23B 27/16, B26D 1/00
Мітки: пластина, різальна, циліндричних, поверхонь, обробки, різця
Формула / Реферат:
1. Різальна пластина різця для обробки циліндричних поверхонь, що має призматичну форму з криволінійною різальною кромкою, яка відрізняється тим, що криволінійна різальна кромка виконана увігнутою відносно центру передньої поверхні пластини по всій довжині різальної кромки або на її ділянці.2. Різальна пластина за п. 1, яка відрізняється тим, що довжина ділянки, на якій різальна кромка виконана увігнутою складає не менше ніж...
Різальна пластина різця для обробки циліндричних поверхонь
Номер патенту: 84729
Опубліковано: 25.11.2008
Автори: Манохін Андрій Сергійович, Клименко Сергій Анатолійович, Лоєв Володимир Юхимович
МПК: B26D 1/00, B23B 27/16, B23B 1/00
Мітки: різальна, пластина, циліндричних, поверхонь, обробки, різця
Формула / Реферат:
1. Різальна пластина різця для обробки циліндричних поверхонь, що містить призматичний корпус з різальною кромкою і бокові грані, яка відрізняється тим, що різальна кромка складається з двох сполучених між собою ділянок: увігнутої по відношенню до протилежної задньої поверхні різальної пластини і прямолінійної ділянки.2. Пластина за п. 1, яка відрізняється тим, що довжина увігнутої ділянки складає не менш ніж
Спосіб електроерозійної обробки поверхонь струмопровідних деталей
Номер патенту: 5679
Опубліковано: 15.03.2005
Автори: Шульга Іван Федорович, Марчук Володимир Єфремович, Кравець Василь Васильович
МПК: B23H 9/04, B23H 9/00, B23H 7/00
Мітки: деталей, спосіб, струмопровідних, електроерозійної, поверхонь, обробки
Формула / Реферат:
Спосіб електроерозійної обробки поверхонь струмопровідних деталей, при якому розміщують електрод-інструмент з проміжком відносно поверхні деталі, подають в проміжок імпульси напруги, вимірюють температуру електрода-інструмента, підтримують автоматизовано оптимальне значення температури електрода-інструмента, який відрізняється тим, що під час підтримування автоматизованого оптимального значення температури електрода-інструмента додатково...
Попередній патент: Пристрій та спосіб заповнення пакетів з фольги харчовим продуктом (варіанти)
Наступний патент: Вагон-платформа
Випадковий патент: Адаптивне розпірно-піддатливе кріплення