Різальна пластина різця для обробки циліндричних поверхонь
Номер патенту: 20270
Опубліковано: 15.01.2007
Автори: Манохін Андрій Сергійович, Лоєв Володимир Юхимович, Клименко Сергій Анатолійович
Формула / Реферат
1. Різальна пластина різця для обробки циліндричних поверхонь, що має призматичну форму з криволінійною різальною кромкою, яка відрізняється тим, що криволінійна різальна кромка виконана увігнутою відносно центру передньої поверхні пластини по всій довжині різальної кромки або на її ділянці.
2. Різальна пластина за п. 1, яка відрізняється тим, що довжина ділянки, на якій різальна кромка виконана увігнутою складає не менше ніж s/(2cosλ), де
s - величина поздовжньої подачі;
λ - кут нахилу різальної кромки до поздовжньої осі деталі.
3. Різальна пластина за п. 1, яка відрізняється тим, що радіус увігнутої різальної кромки RК визначається за наступною залежністю:
![]() ,
,
де R - радіус поверхні, що обробляється,
λ - кут нахилу різальної кромки до поздовжньої осі оброблюваної деталі,
α - задній кут різальної пластини,
![]() - передній кут, що забезпечуєтьcя при установці різальної пластини на різець.
- передній кут, що забезпечуєтьcя при установці різальної пластини на різець.
Текст
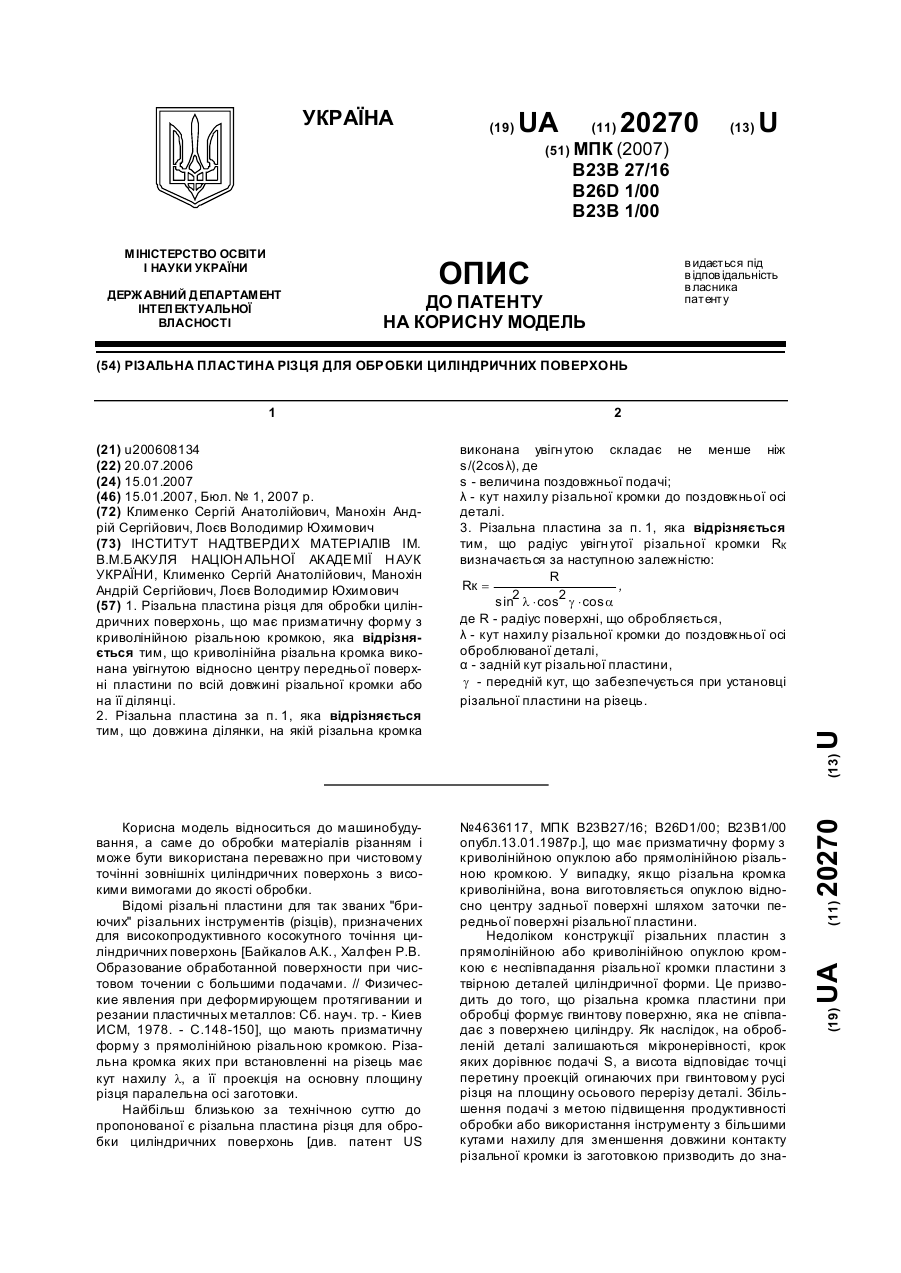
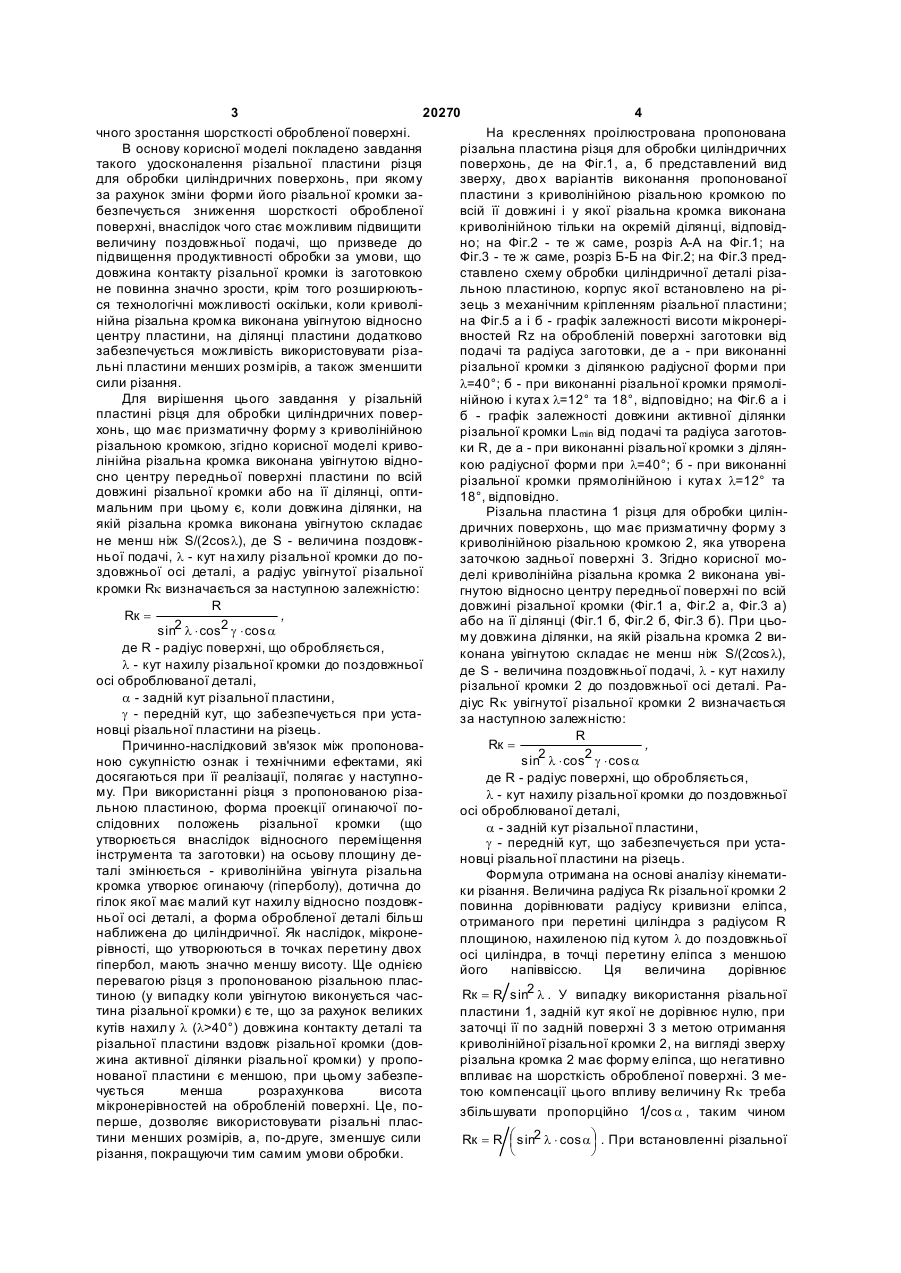
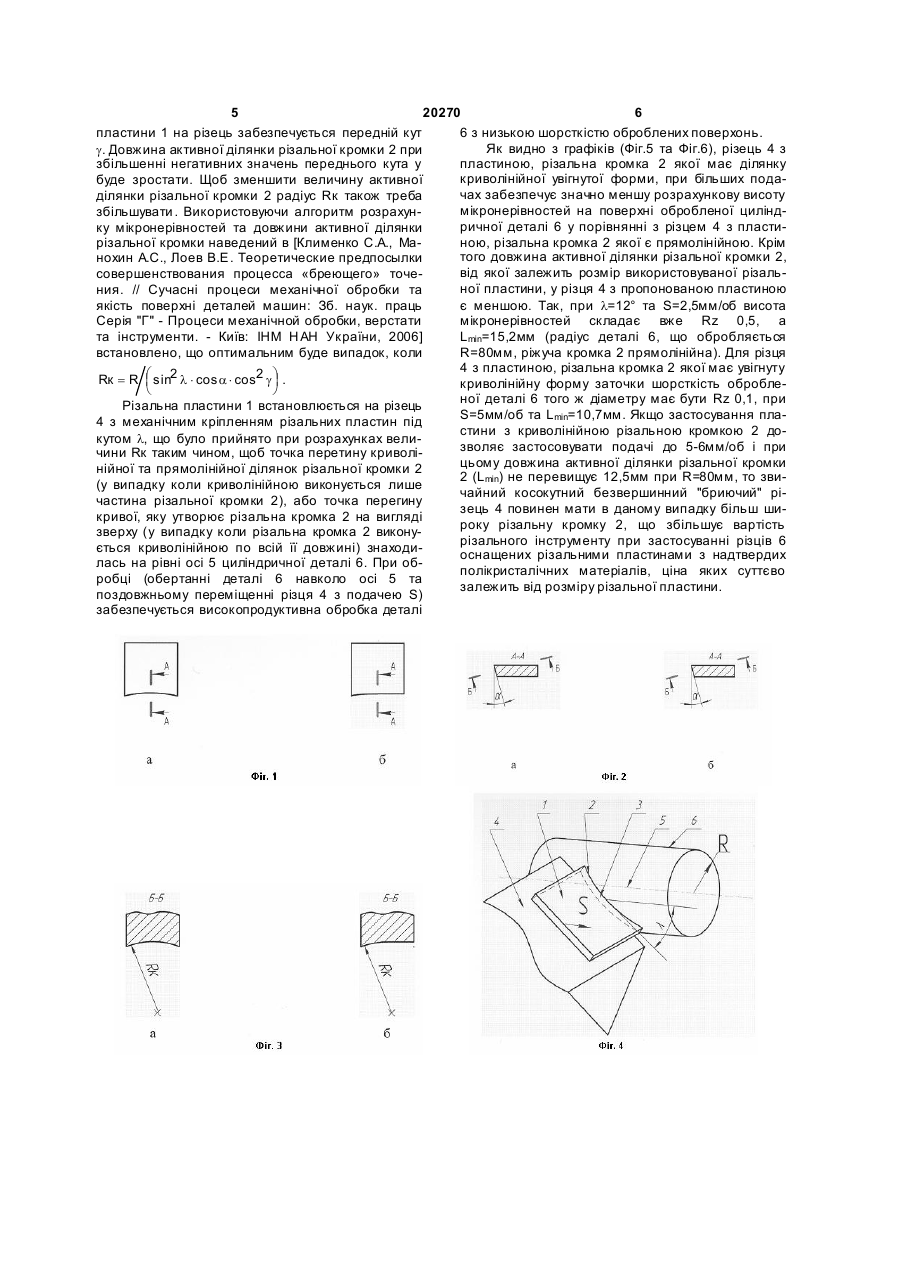
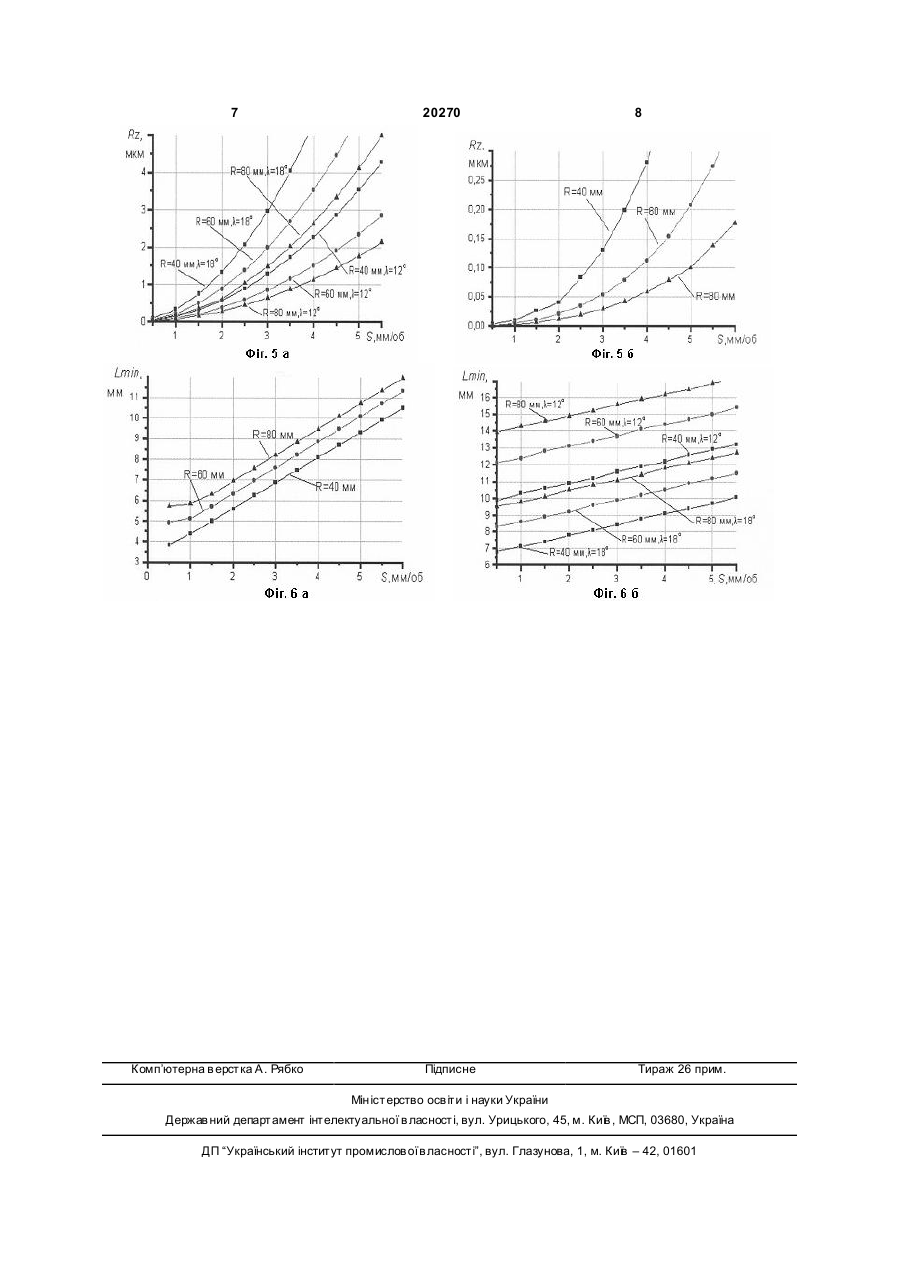
1. Різальна пластина різця для обробки циліндричних поверхонь, що має призматичну форму з криволінійною різальною кромкою, яка відрізняється тим, що криволінійна різальна кромка виконана увігнутою відносно центру передньої поверхні пластини по всій довжині різальної кромки або на її ділянці. 2. Різальна пластина за п. 1, яка відрізняється тим, що довжина ділянки, на якій різальна кромка виконана увігн утою складає не менше ніж s/(2cosλ), де s - величина поздовжньої подачі; λ - кут нахилу різальної кромки до поздовжньої осі деталі. 3. Різальна пластина за п. 1, яка відрізняється тим, що радіус увігн утої різальної кромки RК визначається за наступною залежністю: R Rк = , 2 l × cos2 g × cos a sin Корисна модель відноситься до машинобудування, а саме до обробки матеріалів різанням і може бути використана переважно при чистовому точінні зовнішніх циліндричних поверхонь з високими вимогами до якості обробки. Відомі різальні пластини для так званих "бриючих" різальних інструментів (різців), призначених для високопродуктивного косокутного точіння циліндричних поверхонь [Байкалов А.К., Халфен Р.В. Образование обработанной поверхности при чистовом точении с большими подачами. // Физические явления при деформирующем протягивании и резании пластичных металлов: Сб. науч. тр. - Киев ИСМ, 1978. - С.148-150], що мають призматичну форму з прямолінійною різальною кромкою. Різальна кромка яких при встановленні на різець має кут нахилу l, а її проекція на основну площину різця паралельна осі заготовки. Найбільш близькою за технічною суттю до пропонованої є різальна пластина різця для обробки циліндричних поверхонь [див. патент US №4636117, МПК В23В27/16; B26D1/00; В23В1/00 опубл.13.01.1987р.], що має призматичну форму з криволінійною опуклою або прямолінійною різальною кромкою. У випадку, якщо різальна кромка криволінійна, вона виготовляється опуклою відносно центру задньої поверхні шляхом заточки передньої поверхні різальної пластини. Недоліком конструкції різальних пластин з прямолінійною або криволінійною опуклою кромкою є неспівпадання різальної кромки пластини з твірною деталей циліндричної форми. Це призводить до того, що різальна кромка пластини при обробці формує гвинтову поверхню, яка не співпадає з поверхнею циліндру. Як наслідок, на обробленій деталі залишаються мікронерівності, крок яких дорівнює подачі S, а висота відповідає точці перетину проекцій огинаючих при гвинтовому русі різця на площину осьового перерізу деталі. Збільшення подачі з метою підвищення продуктивності обробки або використання інструменту з більшими кутами нахилу для зменшення довжини контакту різальної кромки із заготовкою призводить до зна (19) UA (11) 20270 (13) U де R - радіус поверхні, що обробляється, λ - кут нахилу різальної кромки до поздовжньої осі оброблюваної деталі, α - задній кут різальної пластини, g - передній кут, що забезпечується при установці різальної пластини на різець. 3 20270 4 чного зростання шорсткості обробленої поверхні. На кресленнях проілюстрована пропонована В основу корисної моделі покладено завдання різальна пластина різця для обробки циліндричних такого удосконалення різальної пластини різця поверхонь, де на Фіг.1, а, б представлений вид для обробки циліндричних поверхонь, при якому зверху, дво х варіантів виконання пропонованої за рахунок зміни форми його різальної кромки запластини з криволінійною різальною кромкою по безпечується зниження шорсткості обробленої всій її довжині і у якої різальна кромка виконана поверхні, внаслідок чого стає можливим підвищити криволінійною тільки на окремій ділянці, відповідвеличину поздовжньої подачі, що призведе до но; на Фіг.2 - те ж саме, розріз А-А на Фіг.1; на підвищення продуктивності обробки за умови, що Фіг.3 - те ж саме, розріз Б-Б на Фіг.2; на Фіг.3 преддовжина контакту різальної кромки із заготовкою ставлено схему обробки циліндричної деталі різане повинна значно зрости, крім того розширюютьльною пластиною, корпус якої встановлено на ріся технологічні можливості оскільки, коли криволізець з механічним кріпленням різальної пластини; нійна різальна кромка виконана увігнутою відносно на Фіг.5 а і б - графік залежності висоти мікронеріцентру пластини, на ділянці пластини додатково вностей Rz на обробленій поверхні заготовки від забезпечується можливість використовувати різаподачі та радіуса заготовки, де а - при виконанні льні пластини менших розмірів, а також зменшити різальної кромки з ділянкою радіусної форми при сили різання. l=40°; б - при виконанні різальної кромки прямоліДля вирішення цього завдання у різальній нійною і кута х l=12° та 18°, відповідно; на Фіг.6 а і пластині різця для обробки циліндричних поверб - графік залежності довжини активної ділянки хонь, що має призматичну форму з криволінійною різальної кромки Lmin від подачі та радіуса заготоврізальною кромкою, згідно корисної моделі кривоки R, де а - при виконанні різальної кромки з ділянлінійна різальна кромка виконана увігнутою віднокою радіусної форми при l=40°; б - при виконанні сно центру передньої поверхні пластини по всій різальної кромки прямолінійною і кута х l=12° та довжині різальної кромки або на її ділянці, опти18°, відповідно. мальним при цьому є, коли довжина ділянки, на Різальна пластина 1 різця для обробки цилінякій різальна кромка виконана увігнутою складає дричних поверхонь, що має призматичну форму з не менш ніж S/(2cosl), де S - величина поздовжкриволінійною різальною кромкою 2, яка утворена ньої подачі, l - кут на хилу різальної кромки до позаточкою задньої поверхні 3. Згідно корисної моздовжньої осі деталі, а радіус увігнутої різальної делі криволінійна різальна кромка 2 виконана увікромки Rk визначається за наступною залежністю: гнутою відносно центру передньої поверхні по всій R довжині різальної кромки (Фіг.1 а, Фіг.2 а, Фіг.3 а) Rк = , або на її ділянці (Фіг.1 б, Фіг.2 б, Фіг.3 б). При цьо2 l × cos2 g × cos a sin му довжина ділянки, на якій різальна кромка 2 виде R - радіус поверхні, що обробляється, конана увігнутою складає не менш ніж S/(2соsl), l - кут нахилу різальної кромки до поздовжньої де S - величина поздовжньої подачі, l - кут нахилу осі оброблюваної деталі, різальної кромки 2 до поздовжньої осі деталі. Раa - задній кут різальної пластини, діус Rk увігнутої різальної кромки 2 визначається g - передній кут, що забезпечується при устаза наступною залежністю: новці різальної пластини на різець. R Rк = , Причинно-наслідковий зв'язок між пропонова2 l × cos2 g × cos a sin ною сукупністю ознак і технічними ефектами, які досягаються при її реалізації, полягає у наступноде R - радіус поверхні, що обробляється, му. При використанні різця з пропонованою різаl - кут нахилу різальної кромки до поздовжньої льною пластиною, форма проекції огинаючої поосі оброблюваної деталі, слідовних положень різальної кромки (що a - задній кут різальної пластини, утворюється внаслідок відносного переміщення g - передній кут, що забезпечується при устаінструмента та заготовки) на осьову площину деновці різальної пластини на різець. талі змінюється - криволінійна увігнута різальна Формула отримана на основі аналізу кінематикромка утворює огинаючу (гіперболу), дотична до ки різання. Величина радіуса Rк різальної кромки 2 гілок якої має малий кут нахилу відносно поздовжповинна дорівнювати радіусу кривизни еліпса, ньої осі деталі, а форма обробленої деталі більш отриманого при перетині циліндра з радіусом R наближена до циліндричної. Як наслідок, мікронеплощиною, нахиленою під кутом l до поздовжньої рівності, що утворюються в точках перетину двох осі циліндра, в точці перетину еліпса з меншою гіпербол, мають значно меншу висоту. Ще однією його напіввіссю. Ця величина дорівнює перевагою різця з пропонованою різальною плас2 l . У випадку використання різальної Rк R sin = тиною (у випадку коли увігнутою виконується частина різальної кромки) є те, що за рахунок великих пластини 1, задній кут якої не дорівнює нулю, при кутів нахилу l (l>40°) довжина контакту деталі та заточці її по задній поверхні 3 з метою отримання різальної пластини вздовж різальної кромки (довкриволінійної різальної кромки 2, на вигляді зверху жина активної ділянки різальної кромки) у пропорізальна кромка 2 має форму еліпса, що негативно нованої пластини є меншою, при цьому забезпевпливає на шорсткість обробленої поверхні. З мечується менша розрахункова висота тою компенсації цього впливу величину Rk треба мікронерівностей на обробленій поверхні. Це, позбільшувати пропорційно 1 cos a , таким чином перше, дозволяє використовувати різальні пластини менших розмірів, а, по-друге, зменшує сили Rк = R æ sin2 l × cos a ö . При встановленні різальної ç ÷ è ø різання, покращуючи тим самим умови обробки. 5 20270 6 пластини 1 на різець забезпечується передній кут 6 з низькою шорсткістю оброблених поверхонь. Як видно з графіків (Фіг.5 та Фіг.6), різець 4 з g. Довжина активної ділянки різальної кромки 2 при збільшенні негативних значень переднього кута у пластиною, різальна кромка 2 якої має ділянку криволінійної увігнутої форми, при більших подабуде зростати. Щоб зменшити величину активної чах забезпечує значно меншу розрахункову висоту ділянки різальної кромки 2 радіус Rк також треба мікронерівностей на поверхні обробленої циліндзбільшувати . Використовуючи алгоритм розрахунричної деталі 6 у порівнянні з різцем 4 з пластику мікронерівностей та довжини активної ділянки різальної кромки наведений в [Клименко С.А., Маною, різальна кромка 2 якої є прямолінійною. Крім того довжина активної ділянки різальної кромки 2, нохин А.С., Лоев В.Е. Теоретические предпосылки від якої залежить розмір використовуваної різальсовершенствования процесса «бреющего» точеної пластини, у різця 4 з пропонованою пластиною ния. // Сучасні процеси механічної обробки та якість поверхні деталей машин: Зб. наук. праць є меншою. Так, при l=12° та S=2,5мм/об висота Серія "Г" - Процеси механічной обробки, верстати мікронерівностей складає вже Rz 0,5, a та інструменти. - Київ: ІНМ Н АН України, 2006] Lmin=15,2мм (радіус деталі 6, що обробляється встановлено, що оптимальним буде випадок, коли R=80мм, ріжуча кромка 2 прямолінійна). Для різця 4 з пластиною, різальна кромка 2 якої має увігнуту æ sin2 l × cos a × cos2 g ö . Rк = R ç ÷ криволінійну форму заточки шорсткість оброблеè ø ної деталі 6 того ж діаметру має бути Rz 0,1, при Різальна пластини 1 встановлюється на різець S=5мм/об та Lmin=10,7мм. Якщо застосування пла4 з механічним кріпленням різальних пластин під стини з криволінійною різальною кромкою 2 докутом l, що було прийнято при розрахунках велизволяє застосовувати подачі до 5-6мм/об і при чини Rк таким чином, щоб точка перетину криволіцьому довжина активної ділянки різальної кромки нійної та прямолінійної ділянок різальної кромки 2 2 (Lmin) не перевищує 12,5мм при R=80мм, то зви(у випадку коли криволінійною виконується лише чайний косокутний безвершинний "бриючий" річастина різальної кромки 2), або точка перегину зець 4 повинен мати в даному випадку більш шикривої, яку утворює різальна кромка 2 на вигляді року різальну кромку 2, що збільшує вартість зверху (у випадку коли різальна кромка 2 виконурізального інструменту при застосуванні різців 6 ється криволінійною по всій її довжині) знаходиоснащених різальними пластинами з надтвердих лась на рівні осі 5 циліндричної деталі 6. При обполікристалічних матеріалів, ціна яких суттєво робці (обертанні деталі 6 навколо осі 5 та залежить від розміру різальної пластини. поздовжньому переміщенні різця 4 з подачею S) забезпечується високопродуктивна обробка деталі 7 Комп’ютерна в ерстка А. Рябко 20270 8 Підписне Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCutting plate of cutter for treatment of cylindrical surfaces
Автори англійськоюKlymenko Serhii Anatoliiovych, Manokhin Andrii Serhiiovych, Loiev Volodymyr Yukhymovych
Назва патенту російськоюРежущая пластина резца для обработки цилиндрических поверхностей
Автори російськоюКлименко Сергей Анатольевич, Манохин Андрей Сергеевич, Лоев Владимир Ефимович
МПК / Мітки
МПК: B23B 1/00, B23B 27/16, B26D 1/00
Мітки: циліндричних, поверхонь, пластина, різальна, різця, обробки
Код посилання
<a href="https://ua.patents.su/4-20270-rizalna-plastina-rizcya-dlya-obrobki-cilindrichnikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Різальна пластина різця для обробки циліндричних поверхонь</a>
Різальна пластина із кристалів синтетичного монокорунду
Номер патенту: 16096
Опубліковано: 17.07.2006
Автори: Рублев Микола Дмитрович, Рогов Валентин Васильович, Троян Олександр Васильович, Попельнюк Валентин Миколайович, Ветров Анатолій Григорович
МПК: B23B 27/14
Мітки: монокорунду, різальна, кристалів, синтетичного, пластина
Формула / Реферат:
1. Різальна пластина із кристалів синтетичного монокорунду, що має радіус закруглення різальної кромки різальної частини 0,001-0,002 мм, яка відрізняється тим, що різальна кромка, утворена перетинанням площинної передньої і конічної задньої поверхонь, які мають шорсткість поверхні Ra≤0,003 мкм, виконана круговою, а передня поверхня розташована у площині, що складає кут 60±2° до оптичної осі L36 кристала.2. Різальна...
Різальна пластина із синтетичного монокорунду
Номер патенту: 7398
Опубліковано: 15.06.2005
Автори: Ветров Анатолій Григорович, Бояринцев Андрій Юрійович, Рогов Валентин Васильович, Кротенко Тетяна Леонідівна, Попельнюк Валентин Миколайович
МПК: B23B 27/14
Мітки: пластина, синтетичного, монокорунду, різальна
Формула / Реферат:
1. Різальна пластина із синтетичного монокорунду, робоча кромка різальної частини якої знаходиться під кутом до оптичної осі кристала, яка відрізняється тим, що геометрія різальної частини така:- передній кут ;- задній кут
Спосіб обробки задніх поверхонь фасонного різця
Номер патенту: 18487
Опубліковано: 15.11.2006
Автор: Усачов Петро Антонович
МПК: B23B 1/00
Мітки: спосіб, поверхонь, обробки, задніх, фасонного, різця
Формула / Реферат:
Спосіб обробки задніх поверхонь фасонного різця, що включає установку заготівки різця у патрон, надання патрону обертального руху і за допомогою фасонного інструмента ведуть обробку задніх поверхонь, який відрізняється тим, що заготівку різця установлюють у патроні перпендикулярно осі його обертання з зміщення на ексцентрицитет е від осі, при цьому виставляють оброблюваний торець заготівки на відстань А=е·tgα від лінії, що проходить...
Різальна пластина та спосіб її заточування
Номер патенту: 63253
Опубліковано: 15.01.2004
Автори: Кісельова Ірина Володимирівна, Матюха Петро Григорович
МПК: B23B 27/16
Мітки: заточування, пластина, різальна, спосіб
Формула / Реферат:
1. Різальна пластина, що має призматичну форму, на більших гранях якої сформовані поверхні для закріплення і передні поверхні, а на основах сформовані допоміжні задні поверхні, заточені під допоміжними задніми кутами, яка відрізняється тим, що задні поверхні виконані у вигляді частини циліндричної поверхні, твірна якої співпадає з меншою діагоналлю основи, що має вигляд паралелограма.2. Спосіб заточування різальної пластини, що...
Пластина різальна

Номер патенту: 48414
Опубліковано: 15.08.2002
Автори: Івашко Іван Єфимович, Кондратюк Олександр Олександрович, Пентюк Борис Миколайович
МПК: B23B 27/00
Формула / Реферат:
Пластина різальна з центральним отвором для інструмента з механічним кріпленням, яка відрізняється тим, що вона виконана у вигляді одновиткового гвинтового елемента зі східчастими основами.
Попередній патент: Пристрій для обмеження руху транспорту
Наступний патент: Пристрій для передпосівної мікрохвильової обробки насіння
Випадковий патент: Спосіб захисту електродвигуна