Застосування різця для обробки гвинтових поверхонь як упорного різця для торцювання деталей
Формула / Реферат
Застосування різця для обробки гвинтових поверхонь деталей, що має прямолінійну різальну кромку, гвинтові передню і задню поверхні з постійними передніми і задніми кутами, як упорного різця для торцювання деталей з відкритим торцем.
Текст
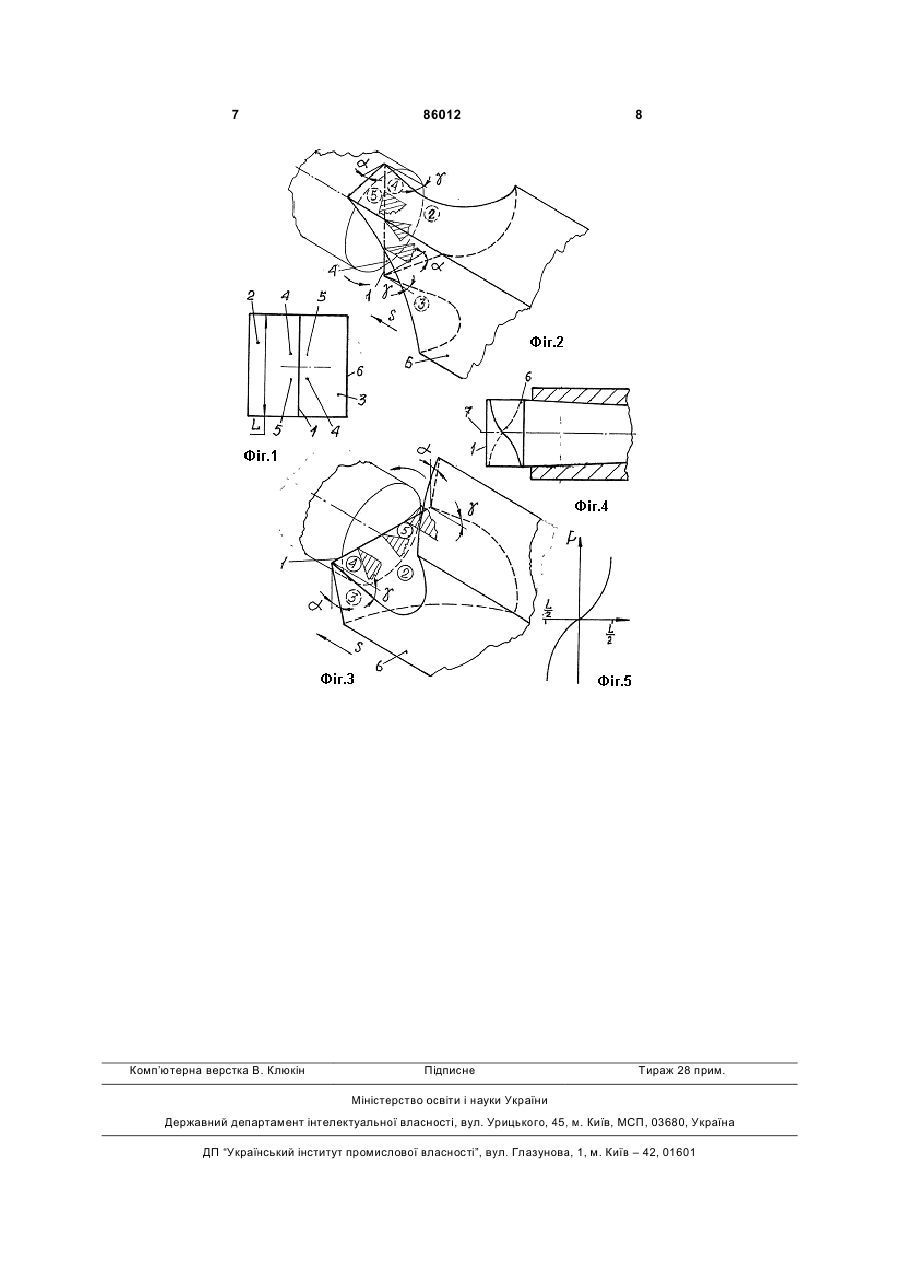
Застосування різця для обробки гвинтових поверхонь деталей, що має прямолінійну різальну кромку, гвинтові передню і задню поверхні з постійними передніми і задніми кутами, як упорного різця для торцювання деталей з відкритим торцем. Винахід стосується машинобудування, а саме різальних інструментів. Відомий упорний різець з кутом в плані, рівним 90° [1]. Він має прямолінійну головну різальну кромку, отриману на пересіченні плоских передньої та задньої поверхонь. Допоміжна різальна кромка виникає при пересіченні плоских передньої та допоміжної задньої поверхонь. На пересіченні головної і допоміжної різальних кромок створюється вершина різця. Найбільш вразливою в силовому і тепловому відношеннях відомого різця є його вершина, яка інтенсивно зношується, що в результаті призводить до суттєвого скорочення стійкості різця. При торцюванні деталей з поздовжньою подачею, коли вершина відомого різця співпадає з віссю деталі, має місце різка зміна величин передніх і задніх кутів вздовж різальної кромки вимірюваних в кінематичній системі координат [2]. Так, при подачі рівній 0,5мм/об різець, що має довжину головної різальної кромки, рівну 20мм, при плоскій формі передньої та задньої поверхонь, величини кінематичних передніх та задніх кутів визначаються лише положеннями площини різання та основної площин, котрі пов'язані з траєкторіями кінематичного руху кожної з точок різальної кромки. Так для вершинної точки різальної кромки, що співпадає з віссю деталі, коли траєкторія руху цієї точки визначається не обертовим рухом, а лише рухом подачі, а основна кінематична площина перпендикулярна осі деталі, то для віддаленої на 20мм другої крайньої точки різальної кромки її траєкторія руху і нахил основної площини визначиться за формулою ö = 0,23° = arctgæ 0,5 ç 2pR 2p × 20 ÷ è ø тобто напрям останньої практично буде співпадати з напрямом осі деталі. Тобто змінність величин кінематичних передніх і задніх кутів для вказаних крайніх точок кромки відомого різця буде сягати значення, рівного майже 90°. У цьому випадку задовільнення сприятливим умовам різання стає неможливим через глибокі негативні значення задніх кутів та надто великі значення передніх кутів, що мають вершинні точки різальної кромки відомого різця. За рахунок можливої похибки встановлення вершини різця по висоті осі [3], значення кінематичних передніх і задніх кутів стають ще більш несприятливими. Відомо [4], що зі зменшенням швидкості різання усадка стружки збільшується. Тобто для вершини різця, підведеної до осі деталі, вона буде найбільшою. Відомо також [5], що однією з характеристик усадки стружки є усадка стружки по ширині. Сукупна дія деформування зрізуваного шару викликає всебічне стискання, яке визначається величиною гідростатичного тиску [6], в результаті чого, завдяки послідовним деформаціям зсуву, створюється стружка. Відомий вплив величини гідростатичного тиску на величину напружень зсуву в процесі різання [7], коли зі зростанням цього тиску напруження зсуву при руйнуванні припуску і, відповідно, енергія на різання, збільшується. Сукупна дія невизначеності положення вершини різця при різанні, незадовільності розподілу величин передніх і задніх кутів вздовж різальної кромки, високої чутливості вершини до зношуван UA (11) 86012 (13) C2 ) (19) ( arctg S 3 ня створюють неможливі умови для торцювання деталей великих розмірів (більше 3-5мм) відомим стандартним вершинним різцем з осьовою подачею. Вказане визначає значні сили різання, високу температуру вершини, що разом викликає зниження стійкості стандартного упорного різця та обмежену продуктивність операції торцювання ним. Метою винаходу є підвищення стійкості упорного різця, збільшення продуктивності обробки при торцюванні деталей. Потрібна безвершинна конструкція упорного різця, виконаного суцільним з двох вершинних різців, з "об'єднаними" вершинами, з двома різальними кромками, подовженими в одну, загальна довжина якої більше діаметра деталі. Але таке безпосереднє об'єднання двох різців з плоскими передньою та задніми поверхнями неможливе через вказану геометрію та безтілесний зв'язок між ними (загальною в них в цьому випадку буде лише допоміжна різальна кромка, а точніше - лише вершинна точка). Такий безвершинний упорний різець повинен мати постійний тілесний кут для будь-якої точки прямолінійної різальної кромки, тобто мати постійні величини кінематичних передніх та задніх кутів вздовж всієї різальної кромки. Таким є різець для обробки гвинтових поверхонь [8], що має прямолінійну головну різальну кромку, створену гвинтовими передньою та задньою поверхнями. Довжина цієї єдиної різальної кромки перевищує діаметр деталі. На кінцях різальної кромки величини передніх і задніх кутів виконані постійними (однаковими). Отже, необхідним і шуканим технічним рішенням упорного різця є: застосування різця для обробки гвинтових поверхонь деталей [8], що має прямолінійну різальну кромку, гвинтові передню і задню поверхні з постійними передніми і задніми кутами, як упорного різця для торцювання деталей. Суть винаходу пояснюється кресленнями. Перелік креслень: - на Фіг.1 показаний осьовий вигляд упорного різця з однією довгою безвершинною різальною кромкою при її вертикальному положенні; - на Фіг.2 - упорний різець з вертикальною безвершинною різальною кромкою в контакті з деталлю; - на Фіг.3 - упорний різець з горизонтальною безвершинною різальною кромкою в контакті з деталлю; - на Фіг.4 - упорний різець з конічним хвостовиком, встановлений в пінолі задньої бабки верстата; - на Фіг.5 - бажаний нелінійний закон зміни кроку передніх і задніх поверхонь безвершинного різця (за законом тангенсоїди). Упорний різець для торцювання деталей характеризується безвершинною конструкцією, що має одну довгу різальну кромку 1, гвинтові поверхні 2 та 3, які на кожній з них віссю 7 розділяються на передню 4 і задню 5 поверхні та корпус 6 (Фіг.1). 86012 4 Гвинтові поверхні 2 та З упорного різця повинні бути архімедовими [9], тобто різальна кромка 1, яка створюється на їх пересіченні, повинна одночасно і бути віссю гвинтових поверхонь (гелікоїдів). Іншими словами, твірні гвинтових поверхонь 2 та 3 повинні перетинати їх вісь, тобто різальну кромку 1. Для кращої ілюстрації гвинтових поверхонь 2 та 3 на Фіг.2 і 3 показані накладені січення. Для отримання симетричного різання обома половинками різальної кромки 1 вона повинна бути перпендикулярною осі 7 корпусу 6 упорного різця. Гвинтові поверхні 2 та 3 повинні бути симетричними відносно осі 7 упорного різця. При правому напрямку траєкторій точок різальної кромки 1 (обертання деталі - проти годинникової стрілки з боку задньої бабки) на різці повинні бути виконаними ліві гвинтові поверхні 2 та 3 і навпаки. Задовільною буде робота такого упорного різця навіть у випадку рівномірного кроку його гвинтових поверхонь 2 та 3. Достатньо величини задніх кутів на краях різальної кромки задати рівними α = 20...30°, а передніх кутів - в залежності від характеристик оброблюваного матеріалу - рівними g=10...40°. Тоді необхідний крок гвинтових поверхонь 2 та 3 визначиться 360° × L P= (90° - g + a ) де L - довжина різальної кромки 1. Але у зв'язку з різною усадкою стружки в залежності від швидкості різання [4], виникає проблема стружкоутворення серединною ділянкою різальної кромки 1, яка характеризується малими швидкостями різання. А тому бажано зменшувати крок гвинтових поверхонь 2 та 3 біля осі 7 різця. Це призведе до збільшення кута нахилу гвинтових поверхонь 2 та 3 та подовження гвинтових ліній в циліндричному перерізі, вісь якого співпадає з різальною кромкою 1. А це дозволить отримати вільне стружкоутворення серединною ділянкою різальної кромки 1 тому, що зі збільшенням кута нахилу гвинтових поверхонь 2 та 3 зростає ширина простору для стружки, зрізаної найбільш короткою з гвинтових - прямою різальною кромкою 1. Найбільш доцільним варто вважати тангенціальний закон нелінійності кроку гвинтових поверхонь 2 та 3 упорного різця (Фіг.5). Новими властивостями різця для обробки гвинтових поверхонь, які обумовлюють можливість його застосування для торцювання деталей є без вершинна конструкція різця, у якого різальна кромка виконана прямолінійною з довжиною більшою діаметра деталі, а точка різальної кромки, що ріже на осі, виконана з постійною величиною тілесного кута, незмінного на всій її довжині. Робота упорного різця протікає наступним чином. При вертикальному положенні різальної кромки 1 упорного різця його не потрібно виставляти по висоті осі на токарному верстаті (Фіг.2). Потрібно тільки виконати радіальне горизонтальне зміщення різця до пересічення різальної кромки з віссю 5 обертання шпинделя верстата, що легко виконується на токарних верстатах за рахунок відповідного поперечного зсуву різцетримача з різцем. Навпаки, при горизонтальному положенні різальної кромки 1 на різці, його потрібно підводити в поперечному напрямку до пересічення середини різальної кромки 1 з віссю обертання деталі (Фіг.3). В вертикальному положенні різець виставляється за допомогою підкладок (не показано). У випадку виготовлення корпусу 6 з конічним хвостовиком (один з конусів Морзе) різець не потрібно виставляти по осі деталі тому, що він закріпляється в пінолі співвісної задньої бабки токарного верстата (Фіг.4). У зв'язку зі зростаючою шириною стружкового простору у напрямку руху стружки по гвинтовим переднім поверхням 4, починаючи від короткої (відносно довжин гвинтових ліній, отриманих циліндричними перерізами) різальної кромки 1, має місце процес вільного стружкоутворення всією довжиною кромки 1. Це призводить до зменшення гідростатичного тиску в зоні різання [6], [7] і, як наслідок, - до зменшення сил різання. Великий і практично постійний тілесний кут для будь-якої точки різальної кромки 1 визначає її значну міцність та суттєвий тепловідвід від кромки. При застосуванні відомого різця для обробки гвинтових поверхонь, як упорного різця, на осі торця деталі не буде створюватись залишку (хвостика), звичайного при роботі стандартного упорного (торцевого) різця, тобто поліпшиться якість поверхні торця деталі, суттєво зменшиться зношування та підвищиться стійкість такого упорного різця (до 86012 6 2-3 раз), а також підвищиться продуктивність операції торцювання в 1,5-2 рази в порівнянні зі стандартними упорними різцями. Джерела інформації: 1. Металлорежущий инструмент. Часть 1. Резцы. Каталог /ВНИИ-инструмент. М.: ВНИИТЭМР, 1988. - С. 6. Резцы проходные упорные. ГОСТ 18870-73. 2. Обработка резанием. Термины, определения и обозначения общих понятий. ГОСТ 2576283. - М.: Госстандарт СССР, 1985. С. 12. 3. Грановский Г. И., Грановский В. Г. Резание металлов: Учебник для машиностр. и приборостр. спец. вузов. - М.: Высш. шк., 1985. - С. 41, Рис. 4.2. 4. Развитие науки о резании металлов. Коллектив авторов. - М.: Машиностроение, 1967. - С. 70. Рис. 11.56. 5. Ящерицын П. И. и др. Теория резания. Физические и тепловые процессы в технологических системах: учебник для вузов / П. И. Ящерицын и др. Мн.: Высш. шк., 1990. - С. 81. 6. Армарего И. Дж. Α., Браун Р.Х. Обработка металлов резанием. Пер. с англ. В. А. Пастунова. М.: Машиностроение, 1977. - С. 23-24. 7. Береснев Б. И., Мартынов Е. Д. и др. Пластичность и прочность твердых тел при высоких давлениях. - М.: Наука, 1970.-С. 58. 8. Ас. СССР № 564102, кл. В23В 27/06, 1975. Опубл. 05.07.77. Бюл. № 25. Резец. Автор - Короткое В. Г. 9. Люкшин В. С. Теория винтовых поверхностей в проектировании режущих инструментов.-М.: Машиностроения, 1968. - С. 69,152-166. 7 Комп’ютерна верстка В. Клюкін 86012 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюApplication of cutter for machining of helical surfaces as side-facing tool for cutoff turning of components
Автори англійськоюSkochko Yevhen Viktorovych
Назва патенту російськоюПрименение резца для обработки винтовых поверхностей в качестве упорного резца для торцевания деталей
Автори російськоюСкочко Евгений Викторович
МПК / Мітки
МПК: B23B 27/00
Мітки: упорного, деталей, гвинтових, поверхонь, торцювання, різця, застосування, обробки
Код посилання
<a href="https://ua.patents.su/4-86012-zastosuvannya-rizcya-dlya-obrobki-gvintovikh-poverkhon-yak-upornogo-rizcya-dlya-torcyuvannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Застосування різця для обробки гвинтових поверхонь як упорного різця для торцювання деталей</a>
Спосіб обробки задніх поверхонь фасонного різця
Номер патенту: 18487
Опубліковано: 15.11.2006
Автор: Усачов Петро Антонович
МПК: B23B 1/00
Мітки: спосіб, поверхонь, задніх, фасонного, різця, обробки
Формула / Реферат:
Спосіб обробки задніх поверхонь фасонного різця, що включає установку заготівки різця у патрон, надання патрону обертального руху і за допомогою фасонного інструмента ведуть обробку задніх поверхонь, який відрізняється тим, що заготівку різця установлюють у патроні перпендикулярно осі його обертання з зміщення на ексцентрицитет е від осі, при цьому виставляють оброблюваний торець заготівки на відстань А=е·tgα від лінії, що проходить...
Різальна пластина різця для обробки циліндричних поверхонь
Номер патенту: 20270
Опубліковано: 15.01.2007
Автори: Манохін Андрій Сергійович, Клименко Сергій Анатолійович, Лоєв Володимир Юхимович
МПК: B23B 27/16, B26D 1/00, B23B 1/00
Мітки: обробки, різця, циліндричних, пластина, поверхонь, різальна
Формула / Реферат:
1. Різальна пластина різця для обробки циліндричних поверхонь, що має призматичну форму з криволінійною різальною кромкою, яка відрізняється тим, що криволінійна різальна кромка виконана увігнутою відносно центру передньої поверхні пластини по всій довжині різальної кромки або на її ділянці.2. Різальна пластина за п. 1, яка відрізняється тим, що довжина ділянки, на якій різальна кромка виконана увігнутою складає не менше ніж...
Різальна пластина різця для обробки циліндричних поверхонь
Номер патенту: 84729
Опубліковано: 25.11.2008
Автори: Манохін Андрій Сергійович, Клименко Сергій Анатолійович, Лоєв Володимир Юхимович
МПК: B23B 27/16, B26D 1/00, B23B 1/00
Мітки: пластина, циліндричних, різця, поверхонь, обробки, різальна
Формула / Реферат:
1. Різальна пластина різця для обробки циліндричних поверхонь, що містить призматичний корпус з різальною кромкою і бокові грані, яка відрізняється тим, що різальна кромка складається з двох сполучених між собою ділянок: увігнутої по відношенню до протилежної задньої поверхні різальної пластини і прямолінійної ділянки.2. Пластина за п. 1, яка відрізняється тим, що довжина увігнутої ділянки складає не менш ніж
Спосіб проточування перервних еліпсних гвинтових поверхонь
Номер патенту: 56639
Опубліковано: 15.05.2003
Автори: Васильків Василь Васильович, Пилипець Михайло Ількович, Гудь Віктор Зіновійович, Гевко Ігор Богданович
МПК: B23B 5/00
Мітки: спосіб, гвинтових, поверхонь, перервних, еліпсних, проточування
Формула / Реферат:
Спосіб проточування перервних еліпсних гвинтових поверхонь, при якому оброблюваній деталі надають обертання навколо своєї осі, а різцеві - поступове переміщення паралельно осі оброблюваної деталі, який відрізняється тим, що різцеві при осьовому переміщенні надають і радіальне переміщення в заданих параметрах зміни радіусів еліпсного профілю копірувальним профілем копіра, який в поперечному перерізі і гвинтовій поверхні має форму еліпсного...
Фасонний різець
Номер патенту: 35491
Опубліковано: 25.09.2008
Автор: Усачов Петро Антонович
МПК: B23B 27/00
Формула / Реферат:
Фасонний різець, що містить на робочій частині тіла різця фасонну різальну крайку, який відрізняється тим, що передня поверхня робочої частини різця має передній кут γ=0°, а задні основні і допоміжні робочі поверхні виконані у вигляді гвинтових поверхонь так, що на ділянках профілів задніх поверхонь, перпендикулярних до осі гвинтових поверхонь, утворені основні задні кути α=arctgA/e і допоміжні задні кути α1=arctgK/R,де...
Наступний патент: Похідні арилалкілкарбаматів, їх одержання та застосування в лікуванні
Випадковий патент: Пристрій для термічної обробки виробів