Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми
Номер патенту: 89664
Опубліковано: 25.02.2010
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович

Формула / Реферат
1. Спосіб виготовлення піщаних форм за моделями, які поглинаються піском форми, який включає формування моделей, вакуумування форми і розплавлення моделей із застосуванням теплоносія, який відрізняється тим, що як теплоносій застосовують нагріту рідину, яку вбирають в пісок форми.
2. Спосіб за п. 1, який відрізняється тим, що нагріту рідину подають на модель через щонайменше одну з тих частин моделі, які формують випір та/або стояк форми виливка і які виконують з крізним отвором.
3. Спосіб за п. 1, який відрізняється тим, що рідину подають нагрітою до температури кипіння.
4. Спосіб за п. 1, який відрізняється тим, що кількість рідини, що подають, та/або швидкість її подачі регулюють дозатором.
5. Спосіб за п. 1, який відрізняється тим, що використовують моделі з матеріалу, який після плавлення служить сполучним для піску.
6. Спосіб за п. 1, який відрізняється тим, що як нагріту рідину використовують розплавлений модельний матеріал.
7. Спосіб за п. 1, який відрізняється тим, що як нагріту рідину використовують рідкий сполучний матеріал для піску, або розчин сполучного матеріалу в рідині.
8. Спосіб за п. 1, який відрізняється тим, що прошарок піску, в який поглинулись модельний матеріал і нагріта рідина, використовують як оболонкову форму.
9. Спосіб за п. 1, який відрізняється тим, що проводять регулювання швидкості розплавлення та/або вбирання моделі і нагрітої рідини, та/або товщини зв'язаного оболонкового шару піску шляхом дії надмірного тиску на пісок форми, та/або ступенем розрідження в піску, а також кількістю нагрітої рідини, та/або її температури.
10. Спосіб за п. 1, який відрізняється тим, що як нагріту рідину використовують рідину з реагентом, який знижує температуру плавлення моделей.
11. Спосіб за п. 1, який відрізняється тим, що як нагріту рідину використовують рідину з реагентом, який впливає на модельний матеріал з утворенням гелю.
12. Спосіб за п. 1, який відрізняється тим, що в нагріту рідину додатково вводять модифікуючі, легуючі, армуючі або інші добавки, що впливають на піщану форму або виливок, що отримують в робочій порожнині цієї форми.
13. Спосіб за п. 2, який відрізняється тим, що випір та/або стояк форми виливка, через які подають на модель нагріту рідину, виконують порожнистим методом вакуумно-плівкового формування.
14. Спосіб за п. 2, який відрізняється тим, що під випором в моделі виконують отвір або порожнину.
Текст
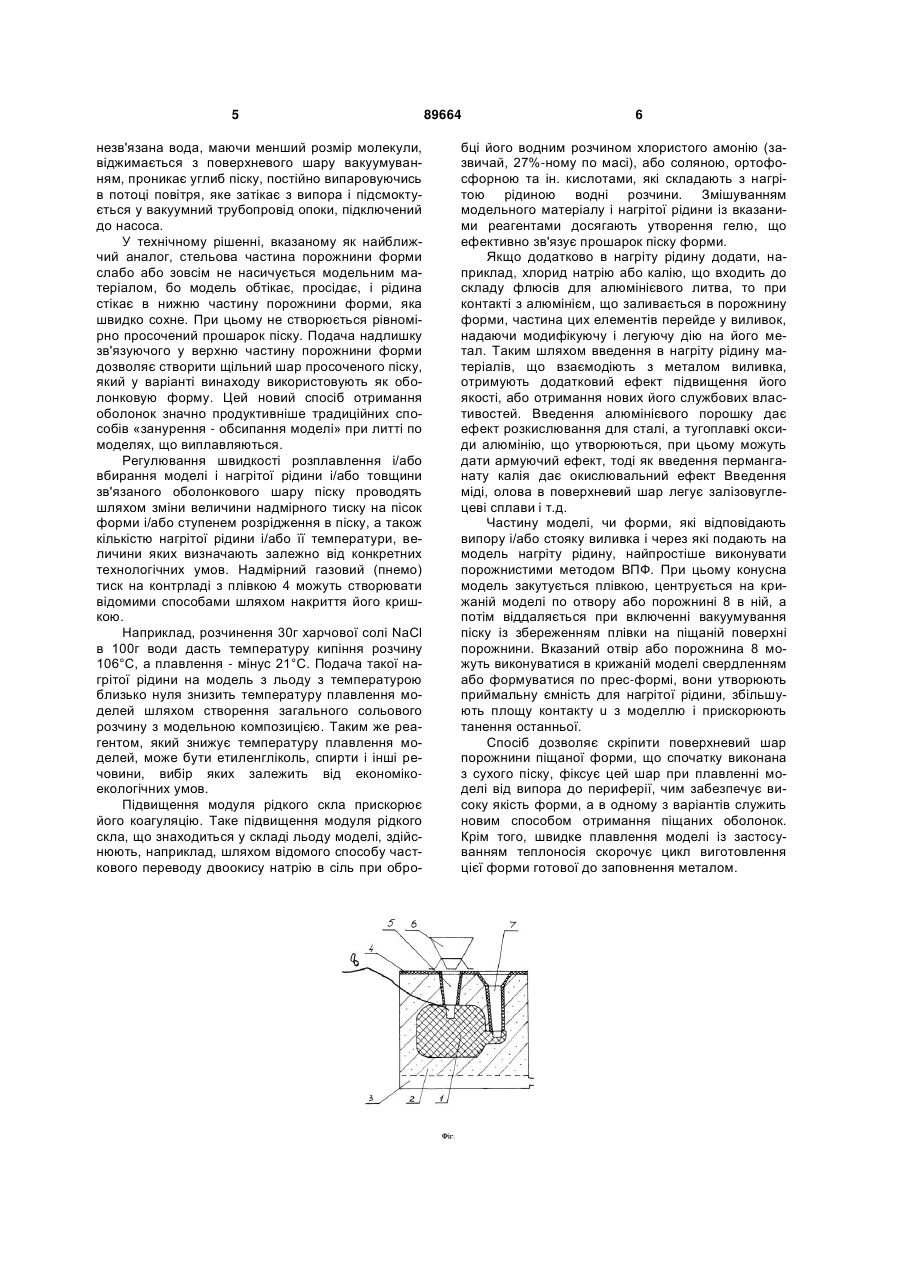
1. Спосіб виготовлення піщаних форм за моделями, які поглинаються піском форми, який включає формування моделей, вакуумування форми і розплавлення моделей із застосуванням теплоносія, який відрізняється тим, що як теплоносій застосовують нагріту рідину, яку вбирають в пісок форми. 2. Спосіб за п. 1, який відрізняється тим, що нагріту рідину подають на модель через щонайменше одну з тих частин моделі, які формують випір та/або стояк форми виливка і які виконують з крізним отвором. 3. Спосіб за п. 1, який відрізняється тим, що рідину подають нагрітою до температури кипіння. 4. Спосіб за п. 1, який відрізняється тим, що кількість рідини, що подають, та/або швидкість її подачі регулюють дозатором. 5. Спосіб за п. 1, який відрізняється тим, що використовують моделі з матеріалу, який після плавлення служить сполучним для піску. C2 2 UA 1 3 дить на порожнину форми, а видалення моделі це окрема трудомістка операція. Найбільш близьким до заявленого по технічному рішенню є спосіб виготовлення піщаних форм по моделях (зокрема, крижаних), які поглинаються піском форми, що включає формування моделей, вакуумування форми і переведення модельного матеріалу в рідкий стан, зокрема, шляхом розплавлення із застосуванням теплоносія, яким служить пісок Гаврилин И. В. Литье по ледяным моделям. Литейное производство - 1994 - №9 -С 14-15). Якісну поверхню порожнини форми можна забезпечити у тому випадку, коли після формування пісок, що контактує з моделлю, залишиться нерухомим. При цьому модель як опору для піску, треба замінити на утримуючий пісок перепад тиску, аналогічний вакуумно-плівковому формуванню (ВПФ). Проте, розплавлення моделі в теплій формі почнеться з периферійних тонких і виступаючих н частин, що приведе до зсуву в цих місцях піщинок поверхневого шару робочої порожнини форми і погіршення π якості, оскільки подати тиск до периферійних частин тим важче, чим більший розмір моделі. Мета винаходу - підвищення якості форми і продуктивності формування. Поставлена мета досягається тим, що в способі виготовлення піщаних форм за моделями, які .поглинаються піском форми, що включає формування моделей, вакуумування форми і розплавлення моделей із застосуванням теплоносія, згідно винаходу, як теплоносій застосовують нагріту рідину, яку вбирають в пісок форми. Крім того, нагріту рідину подають на модель через щонайменше одну з тих частин моделі, які формують випір і/або стояк виливка і які виконують з крізним отвором. А також рідину можуть подавати нагрітою до температури кипіння, а кількість рідини, що подається, і/або швидкість u подачі можуть регулювати дозатором. Крім того, можуть використовувати моделі з матеріалу, який після плавлення служитиме зв'язуючим для піску, а як нагріту рідину можуть використовувати розплавлений модельний матеріал. Також як нагріту рідину можуть використовувати рідкий зв'язуючий матеріал для піску, або розчин зв'язуючого матеріалу в рідині, а прошарок піску, в який поглинулись модельний матеріал і нагріта рідина, можуть використовувати як оболонковую форму. У варіантах способу проводять регулювання швидкості розплавлення і/або вбирання моделі і нагрітої рідини і/або товщини зв'язаного оболонкового шару піску шляхом дії надмірного тиску на пісок форми і/або ступенем розрідження в піску, а також кількістю нагрітої рідини і/або її температури, а також як нагріту рідину використовують рідину з реагентом, який знижує температуру плавлення моделей, або як нагріту рідину використовують рідину з реагентом, який впливає на модельний матеріал з утворенням гелю. Крім того, в нагріту рідину можуть додатково вводити модифікуючі, легуючі, армуючі або інші добавки, що впливають на піщану форму або отримуваний в робочій порожнині цієї форми виливок, а випір і/або стояк виливка, через які пода 89664 4 ють на модель нагріту рідину, можуть виконувати порожнистими методом вакуумно-плівкової формовки, а під випором в моделі можуть виконувати отвір або порожнину. На Фіг. у розрізі показана модель 1, виконана, наприклад, з льоду і заформована в пісок 2 форми, який вакуумують відомими способами, наприклад, через пористе дно з вакуумованою порожниною 3. Верхню поверхню піску форми (контрлад) герметизують синтетичною плівкою 4, а іншу чистину поверхні піску - стінками опоки або контейнера (контури їх умовно показані лінією, що обмежує пісок форми). Випор 5 і стояк 7 (або ливниковий колектор) також покриті синтетичною плівкою відомими способами, що застосовують при ВПФ. Над випором встановлений дозатор 6, а під випором в моделі виконана порожнина 8. Здійснення винаходу засноване на суміщенні в тій чи іншій мірі дії двох процесів 1) направленого руху фронту плавлення моделі від випора (і/або стояка) до периферії (модель плавить нагріта рідина і повітря) разом з розповсюдженням атмосферного тиску зрештою до всієї поверхні порожнини форми, і 2) склеювання піщинок поверхневого шару форми шляхом просочення при примусовому всмоктуванні в пори піску під вакуумом або нагнітанні гад тиском рідким зв'язучим матеріалом. Формують модель 1, наприклад, з льоду або інших матеріалів, які поглинаються піском форми, в сухому піску 2 подібно до формування за газифікованими моделями. Випор 5 і стояк 7 (колектор) зручно виконувати за технологією ВПФ. Відразу після формування слід забезпечити направлене танення моделі, щоб поява рідкої фази в будь-якому місці моделі не випереджала проникнення до цього місця атмосферного тиску при притоці повітря через випір або стояк. При цьому для товстостінних моделей немає необхідності охолоджувати пісок, бо прилеглий його шар може охолодити сама модель, для тонкостінних моделей потрібно застосувати охолоджений формувальний пісок, принаймі для виконання облицювального модель прошарку, або істотно охолоджувати модель до температури мінус 20 - 60°С і нижче. Направлене танення моделі дає дія теплоносія в вигляді нагрітої рідини, яку заливають на модель через крізний отвір тих частин моделі, що відповідають випору і/або стояку майбутнього виливка, а порожнина 8 сприяє такому таненню. Максимальну теплову енергію матиме рідина, яку подають нагрітою до температури кипіння. Кількість рідини, що подається, і/або швидкість її подачі регулюють дозатором необхідного об'єму і/або з отвором малого прохідного діаметра, через який рідина поступово стікає на модель. Модель може бути виконана з водного розчину рідкого скла, або іншого зв'язуючого піщаних ливарних форм. Такий же розчин, підвищеної концентрації або зв'язуюче в рідкому стані, традиційно використовуване для формувальних сумішей, може підігріватися і подаватися як теплоносій. Змішуючись з талим матеріалом моделі, зв'язуюче просочує поверхневий шар піску і прагне закупорити пори між піщинками, склеюючи їх. А 5 незв'язана вода, маючи менший розмір молекули, віджимається з поверхневого шару вакуумуванням, проникає углиб піску, постійно випаровуючись в потоці повітря, яке затікає з випора і підсмоктується у вакуумний трубопровід опоки, підключений до насоса. У технічному рішенні, вказаному як найближчий аналог, стельова частина порожнини форми слабо або зовсім не насичується модельним матеріалом, бо модель обтікає, просідає, і рідина стікає в нижню частину порожнини форми, яка швидко сохне. При цьому не створюється рівномірно просочений прошарок піску. Подача надлишку зв'язуючого у верхню частину порожнини форми дозволяє створити щільний шар просоченого піску, який у варіанті винаходу використовують як оболонковую форму. Цей новий спосіб отримання оболонок значно продуктивніше традиційних способів «занурення - обсипання моделі» при литті по моделях, що виплавляються. Регулювання швидкості розплавлення і/або вбирання моделі і нагрітої рідини і/або товщини зв'язаного оболонкового шару піску проводять шляхом зміни величини надмірного тиску на пісок форми і/або ступенем розрідження в піску, а також кількістю нагрітої рідини і/або її температури, величини яких визначають залежно від конкретних технологічних умов. Надмірний газовий (пнемо) тиск на контрладі з плівкою 4 можуть створювати відомими способами шляхом накриття його кришкою. Наприклад, розчинення 30г харчової солі NaCl в 100г води дасть температуру кипіння розчину 106°С, а плавлення - мінус 21°С. Подача такої нагрітої рідини на модель з льоду з температурою близько нуля знизить температуру плавлення моделей шляхом створення загального сольового розчину з модельною композицією. Таким же реагентом, який знижує температуру плавлення моделей, може бути етиленгліколь, спирти і інші речовини, вибір яких залежить від економікоекологічних умов. Підвищення модуля рідкого скла прискорює його коагуляцію. Таке підвищення модуля рідкого скла, що знаходиться у складі льоду моделі, здійснюють, наприклад, шляхом відомого способу часткового переводу двоокису натрію в сіль при обро 89664 6 бці його водним розчином хлористого амонію (зазвичай, 27%-ному по масі), або соляною, ортофосфорною та ін. кислотами, які складають з нагрітою рідиною водні розчини. Змішуванням модельного матеріалу і нагрітої рідини із вказаними реагентами досягають утворення гелю, що ефективно зв'язує прошарок піску форми. Якщо додатково в нагріту рідину додати, наприклад, хлорид натрію або калію, що входить до складу флюсів для алюмінієвого литва, то при контакті з алюмінієм, що заливається в порожнину форми, частина цих елементів перейде у виливок, надаючи модифікуючу і легуючу дію на його метал. Таким шляхом введення в нагріту рідину матеріалів, що взаємодіють з металом виливка, отримують додатковий ефект підвищення його якості, або отримання нових його службових властивостей. Введення алюмінієвого порошку дає ефект розкислювання для сталі, а тугоплавкі оксиди алюмінію, що утворюються, при цьому можуть дати армуючий ефект, тоді як введення перманганату калія дає окислювальний ефект Введення міді, олова в поверхневий шар легує залізовуглецеві сплави і т.д. Частину моделі, чи форми, які відповідають випору і/або стояку виливка і через які подають на модель нагріту рідину, найпростіше виконувати порожнистими методом ВПФ. При цьому конусна модель закутується плівкою, центрується на крижаній моделі по отвору або порожнині 8 в ній, а потім віддаляється при включенні вакуумування піску із збереженням плівки на піщаній поверхні порожнини. Вказаний отвір або порожнина 8 можуть виконуватися в крижаній моделі свердленням або формуватися по прес-формі, вони утворюють приймальну ємність для нагрітої рідини, збільшують площу контакту u з моделлю і прискорюють танення останньої. Спосіб дозволяє скріпити поверхневий шар порожнини піщаної форми, що спочатку виконана з сухого піску, фіксує цей шар при плавленні моделі від випора до периферії, чим забезпечує високу якість форми, а в одному з варіантів служить новим способом отримання піщаних оболонок. Крім того, швидке плавлення моделі із застосуванням теплоносія скорочує цикл виготовлення цієї форми готової до заповнення металом. 7 Комп’ютерна верстка Л. Купенко 89664 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing sand moulds according to patterns absorbed by sand of mould
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюСпособ изготовления песчаных форм по моделям, которые поглощаются песком формы
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
Мітки: поглинаються, форми, моделями, виготовлення, форм, піщаних, спосіб, піском
Код посилання
<a href="https://ua.patents.su/4-89664-sposib-vigotovlennya-pishhanikh-form-za-modelyami-shho-poglinayutsya-piskom-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми</a>
Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми
Номер патенту: 86634
Опубліковано: 12.05.2009
Автори: Шинський Олег Йосипович, Дорошенко Володимир Степанович
МПК: B22C 9/04, B22C 7/00, B22C 9/02
Мітки: виготовлення, піщаних, поглинаються, форми, спосіб, піском, форм, моделями
Формула / Реферат:
1. Спосіб виготовлення піщаних форм за моделями, що поглинаються піском форми, який включає формування моделі з пінополістиролу та переведення його в рідкий стан шляхом розчинення його рідким розчинником, який відрізняється тим, що для виготовлення форм і формування моделі застосовують пісок, який не містить сполучного, як розчинник використовують живичний скипидар, а під час розчинення і поглинання моделі в піску створюють газове...
Спосіб виплавлення модельної маси із оболонкової форми, одержаної за моделями, що виплавляють
Номер патенту: 79063
Опубліковано: 10.05.2007
Автор: Глива Володимир Кирилович
МПК: B22D 25/00, B22C 9/04, B22C 7/00
Мітки: модельної, одержаної, виплавлення, оболонкової, спосіб, виплавляють, маси, форми, моделями
Формула / Реферат:
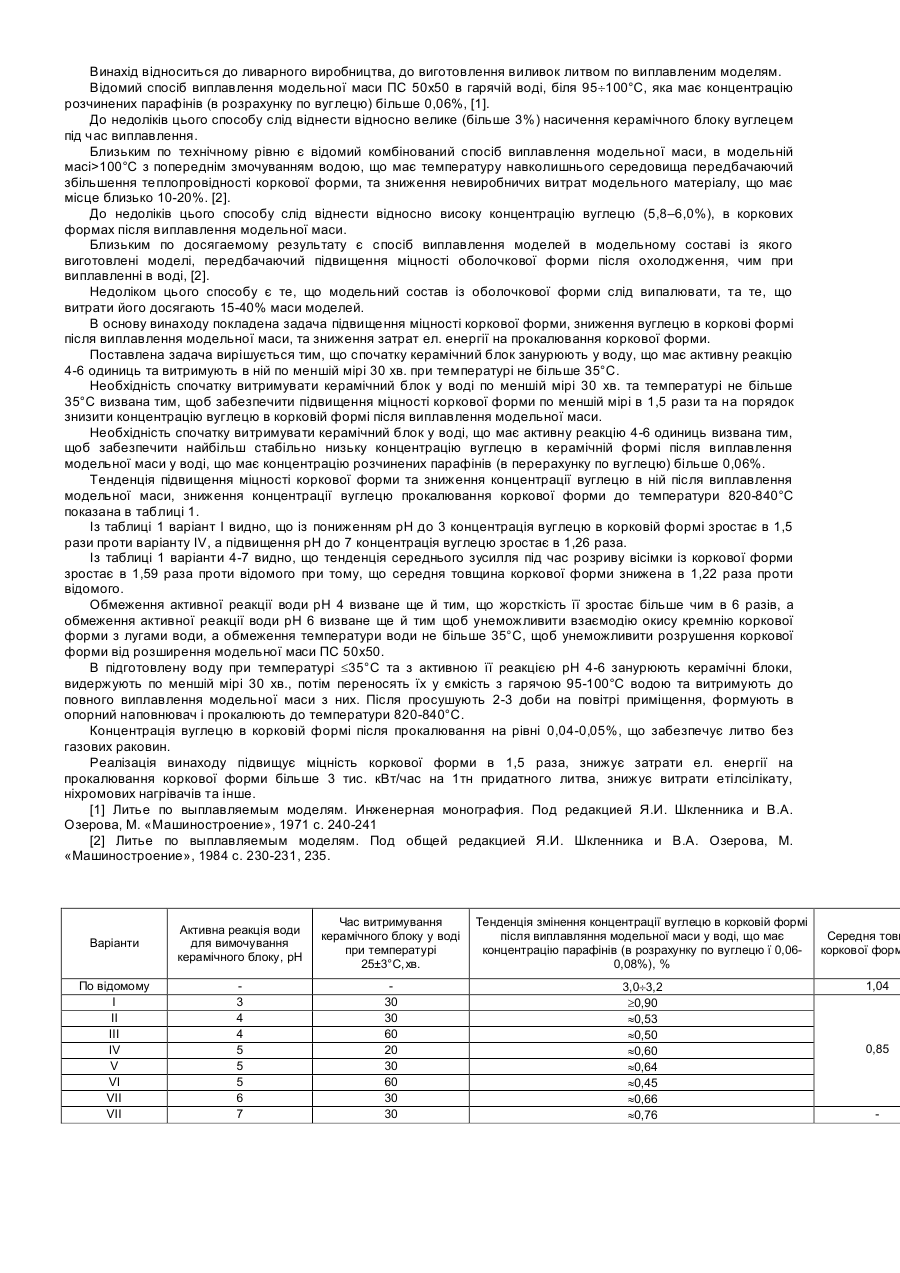
Спосіб виплавлення модельної маси із оболонкової форми, одержаної за моделями, що виплавляють, який включає занурення невиплавленої оболонкової форми в гарячу воду та витримку в ній, який відрізняється тим, що спочатку невиплавлену оболонкову форму занурюють у воду, що має активну реакцію 4-6 одиниць, та витримують в ній принаймні 30 хвилин при температурі не більше 35 °С.
Спосіб засипання модельних блоків піском у контейнері
Номер патенту: 81726
Опубліковано: 25.01.2008
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 9/02, B22C 9/06, B22C 9/04, B22C 9/00
Мітки: піском, модельних, контейнері, блоків, спосіб, засипання
Формула / Реферат:
1. Спосіб засипання модельних блоків піском у контейнері шляхом встановення модельного блока в контейнер, засипання піску з бункера через розподільний пристрій з отворами при попередньому встановленні рухомого екрана на шляху потоку піску, який відрізняється тим, що екран, виконаний у вигляді рамки, поміщають всередину контейнера, покриваючи їм модельний блок, і переміщають екран вгору в міру засипання піску, а пісок засипають по периметру...
Спосіб виготовлення скульптур, бюстів та інших художніх виробів литтям за виплавлюваними моделями
Номер патенту: 49947
Опубліковано: 15.10.2002
Автори: Черевко Петро Васильович, Бекеш Генадій Вітальович, Нікітченко Віктор Семенович, Майстренко Федір Андрійович
МПК: B22D 25/00
Мітки: художніх, бюстів, виробів, виплавлюваними, скульптур, литтям, спосіб, інших, виготовлення, моделями
Формула / Реферат:
Спосіб виготовлення скульптур, бюстів та інших художніх виробів литтям за виплавлюваними моделями, який включає виготовлення гіпсових відбитків з оригінала скульптури, нанесення на робочу поверхню відбитків модельної композиції, монтаж модельного блоку, нанесення багатошарового вогнетривкого покриття, витоплювання модельної композиції із форм, випал і заливку форм металом, який відрізняється тим, що витоплювані моделі виливок виготовляють з...
Спосіб виготовлення вакуумованої форми
Номер патенту: 85515
Опубліковано: 26.01.2009
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович
МПК: B22C 9/02
Мітки: виготовлення, форми, спосіб, вакуумованої
Формула / Реферат:
(57) 1. Спосіб виготовлення вакуумованої форми, що містить сипучий наповнювач, який включає введення в сипучий наповнювач моделі з трубками, які виконують функції каналів випорів і стояка, причому трубки покриті синтетичною плівкою і жорстко закріплені до моделі, створення в наповнювачі розрідження, розкріплення цих трубок після створення розрідження, який відрізняється тим, що трубки після розкріплення видаляють.2. Спосіб за п....
Попередній патент: Спосіб флокуляції та композиція, що містить емульсії типу “вода в маслі у воді”
Наступний патент: Реконфігурація стільників послуги мультимедійної широкосмугової/багатоадресної передачі
Випадковий патент: Лезо, лезо для гоління та спосіб його виготовлення, спосіб нанесення твердого вуглецевого покриття на лезо та блок для гоління