Спосіб виготовлення вакуумованої форми
Номер патенту: 85515
Опубліковано: 26.01.2009
Автори: Дорошенко Володимир Степанович, Шинський Олег Йосипович

Формула / Реферат
(57)
1. Спосіб виготовлення вакуумованої форми, що містить сипучий наповнювач, який включає введення в сипучий наповнювач моделі з трубками, які виконують функції каналів випорів і стояка, причому трубки покриті синтетичною плівкою і жорстко закріплені до моделі, створення в наповнювачі розрідження, розкріплення цих трубок після створення розрідження, який відрізняється тим, що трубки після розкріплення видаляють.
2. Спосіб за п. 1, який відрізняється тим, що трубки розкріплюють шляхом зменшення їх діаметра при видаленні з них заздалегідь вставленої розпірки.
3. Спосіб за п. 1, який відрізняється тим, що трубки розкріплюють шляхом розплавлення моделі, в яку заздалегідь залиті кінці трубок.
4. Спосіб за п. 1, який відрізняється тим, що трубки додатково скріпляють між собою коромислом, за допомогою якого їх видаляють і/або транспортують модель.
5. Спосіб за п. 2, який відрізняється тим, що зменшення діаметра трубок проводять шляхом повернення в початкове положення пружного матеріалу стінок трубок, що скручують подібно до спіралі і заздалегідь розтискають розпірками.
6. Спосіб за п. 2, який відрізняється тим, що зменшення діаметра трубок проводять шляхом повернення в початкове положення пружного матеріалу, який прикріпляють до стінок трубок і заздалегідь розтискають розпірками.
7. Спосіб за п. 2, який відрізняється тим, що модель постійно підтримують сполученою з атмосферою шляхом застосування газопроникних з торців трубок і розпірок.
8. Спосіб за п. 2, який відрізняється тим, що трубки кріплять до моделі за допомогою виконаних на розпірках затискачів, які затискають ливники моделі.
9. Спосіб за п. 3, який відрізняється тим, що використовують трубки з металу з високою теплопровідністю.
10. Спосіб за п. 3 або 8, який відрізняється тим, що використовують трубки, які забезпечують ручкою для ручного і/або засобом зачеплення для механічного транспортування.
11. Спосіб за п. 9, який відрізняється тим, що верхню частину принаймні одної з трубок, яка виступає при формовці вище рівня сипучого наповнювача, покривають матеріалом низької теплопровідності.
Текст
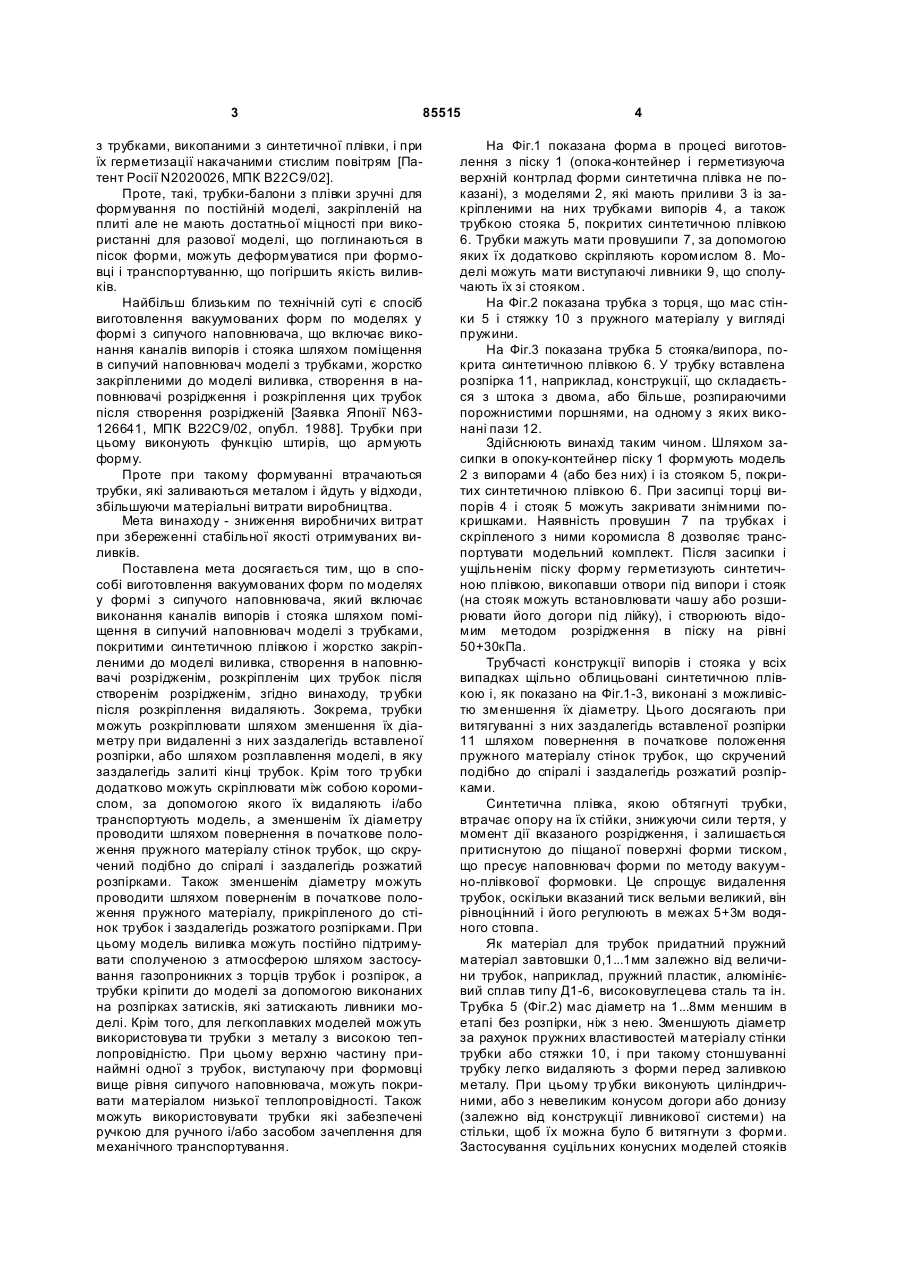
1. Спосіб виготовлення вакуумованої форми, що містить сипучий наповнювач, який включає введення в сипучий наповнювач моделі з трубками, які виконують функції каналів випорів і стояка, причому тр убки покриті синтетичною плівкою і жорстко закріплені до моделі, створення в наповнювачі розрідження, розкріплення цих трубок після створення розрідження, який відрізняється тим, що тр убки після розкріплення видаляють. 2. Спосіб за п. 1, який відрізняється тим, що трубки розкріплюють шляхом зменшення їх діаметра при видаленні з них заздалегідь вставленої розпірки. 3. Спосіб за п. 1, який відрізняється тим, що трубки розкріплюють шляхом розплавлення моделі, в яку заздалегідь залиті кінці трубок. 4. Спосіб за п. 1, який відрізняється тим, що трубки додатково скріпляють між собою коромислом, C2 2 (11) 1 3 85515 з трубками, викопаними з синтетичної плівки, і при їх герметизації накачаними стислим повітрям [Патент Росії N2020026, МПК В22С9/02]. Проте, такі, трубки-балони з плівки зручні для формування по постійній моделі, закріпленій на плиті але не мають достатньої міцності при використанні для разової моделі, що поглинаються в пісок форми, можуть деформуватися при формовці і транспортуванню, що погіршить якість виливків. Найбільш близьким по технічній суті є спосіб виготовлення вакуумованих форм по моделях у формі з сипучого наповнювача, що включає виконання каналів випорів і стояка шляхом поміщення в сипучий наповнювач моделі з трубками, жорстко закріпленими до моделі виливка, створення в наповнювачі розрідження і розкріплення цих трубок після створення розрідженій [Заявка Японії N63126641, МПК В22С9/02, опубл. 1988]. Трубки при цьому виконують функцію штирів, що армують форму. Проте при такому формуванні втрачаються трубки, які заливаються металом і йдуть у відходи, збільшуючи матеріальні витрати виробництва. Мета винаходу - зниження виробничих витрат при збереженні стабільної якості отримуваних виливків. Поставлена мета досягається тим, що в способі виготовлення вакуумованих форм по моделях у формі з сипучого наповнювача, який включає виконання каналів випорів і стояка шляхом поміщення в сипучий наповнювач моделі з трубками, покритими синтетичною плівкою і жорстко закріпленими до моделі виливка, створення в наповнювачі розрідженім, розкріпленім цих трубок після створенім розрідженім, згідно винаходу, тр убки після розкріплення видаляють. Зокрема, трубки можуть розкріплювати шляхом зменшення їх діаметру при видаленні з них заздалегідь вставленої розпірки, або шляхом розплавлення моделі, в яку заздалегідь залиті кінці трубок. Крім того тр убки додатково можуть скріплювати між собою коромислом, за допомогою якого їх видаляють і/або транспортують модель, а зменшенім їх діаметру проводити шляхом повернення в початкове положення пружного матеріалу стінок трубок, що скручений подібно до спіралі і заздалегідь розжатий розпірками. Також зменшенім діаметру можуть проводити шляхом поверненім в початкове положення пружного матеріалу, прикріпленого до стінок трубок і заздалегідь розжатого розпірками. При цьому модель виливка можуть постійно підтримувати сполученою з атмосферою шляхом застосування газопроникних з торців трубок і розпірок, а трубки кріпити до моделі за допомогою виконаних на розпірках затисків, які затискають ливники моделі. Крім того, для легкоплавких моделей можуть використовува ти трубки з металу з високою теплопровідністю. При цьому верхню частину принаймні одної з трубок, виступаючу при формовці вище рівня сипучого наповнювача, можуть покривати матеріалом низької теплопровідності. Також можуть використовувати трубки які забезпечені ручкою для ручного і/або засобом зачеплення для механічного транспортування. 4 На Фіг.1 показана форма в процесі виготовлення з піску 1 (опока-контейнер і герметизуюча верхній контрлад форми синтетична плівка не показані), з моделями 2, які мають приливи 3 із закріпленими на них трубками випорів 4, а також трубкою стояка 5, покритих синтетичною плівкою 6. Трубки мажуть мати провушипи 7, за допомогою яких їх додатково скріпляють коромислом 8. Моделі можуть мати виступаючі ливники 9, що сполучають їх зі стояком. На Фіг.2 показана трубка з торця, що мас стінки 5 і стяжку 10 з пружного матеріалу у вигляді пружини. На Фіг.3 показана трубка 5 стояка/випора, покрита синтетичною плівкою 6. У трубку вставлена розпірка 11, наприклад, конструкції, що складається з штока з двома, або більше, розпираючими порожнистими поршнями, на одному з яких виконані пази 12. Здійснюють винахід таким чином. Шляхом засипки в опоку-контейнер піску 1 формують модель 2 з випорами 4 (або без них) і із стояком 5, покритих синтетичною плівкою 6. При засипці торці випорів 4 і стояк 5 можуть закривати знімними покришками. Наявність провушин 7 па трубках і скріпленого з ними коромисла 8 дозволяє транспортувати модельний комплект. Після засипки і ущільненім піску форму герметизують синтетичною плівкою, викопавши отвори під випори і стояк (на стояк можуть встановлювати чашу або розширювати його догори під лійку), і створюють відомим методом розрідження в піску на рівні 50+30кПа. Трубчасті конструкції випорів і стояка у всіх випадках щільно облицьовані синтетичною плівкою і, як показано на Фіг.1-3, виконані з можливістю зменшення їх діаметру. Цього досягають при витягуванні з них заздалегідь вставленої розпірки 11 шляхом повернення в початкове положення пружного матеріалу стінок трубок, що скручений подібно до спіралі і заздалегідь розжатий розпірками. Синтетична плівка, якою обтягнуті трубки, втрачає опору на їх стійки, знижуючи сили тертя, у момент дії вказаного розрідження, і залишається притиснутою до піщаної поверхні форми тиском, що пресує наповнювач форми по методу вакуумно-плівкової формовки. Це спрощує видалення трубок, оскільки вказаний тиск вельми великий, він рівноцінний і його регулюють в межах 5+3м водяного стовпа. Як матеріал для трубок придатний пружний матеріал завтовшки 0,1...1мм залежно від величини трубок, наприклад, пружний пластик, алюмінієвий сплав типу Д1-6, високовуглецева сталь та ін. Трубка 5 (Фіг.2) мас діаметр на 1...8мм меншим в етапі без розпірки, ніж з нею. Зменшують діаметр за рахунок пружних властивостей матеріалу стінки трубки або стяжки 10, і при такому стоншуванні трубку легко видаляють з форми перед заливкою металу. При цьому тр убки виконують циліндричними, або з невеликим конусом догори або донизу (залежно від конструкції ливникової системи) на стільки, щоб їх можна було б витягнути з форми. Застосування суцільних конусних моделей стояків 5 85515 по традиційних технологіях приводить до зайвої витрати металу. Як інший приклад, для крижаних та інших легкоплавких моделей, що поглинаються піском форми (шляхом вбирання розплавленого модельного матеріалу), тр убки (цей варіант не показаний) із заздалегідь залитими в модель кіпцями розкріплюють шляхом розплавлення цих моделей. А для прискорення передачі тепла від піску до моделі використовують трубки з металу високої теплопровідності, наприклад, мідні. При цьому для зручності транспортування верхню частину принаймні однієї з трубок, виступаючу при формуванні вище рівня піску, що засипається, покривають матеріалом низької теплопровідності, за який беріть рукою при маніпуляціях і формуванні комплекту з холодних крижаних моделей. Для крижаних моделей, заформованих у вакуумований пісок з температурою 20...30°С, важливо, щоб модель постійно була сполучена з атмосферою шляхом застосувати газопроникних з торців трубок і розпірок, оскільки перепад атмосферного і внутрішньоформеного тиску утримує стінку порожнини форми, що звільняється від опори на модель, яка починає плавитись. Ця ж газопроникність збільшує доступ атмосферного тиску до поверхні стику трубки з плівкою, що облицьовувала її, у момент вакуумування форми і полегшує видалення трубки. Якщо трубки додатково скріпляють між собою коромислом, то за допомогою його їх видаляють і/або транспортують модель, що зміцнює жорсткість конструкції та підвищує зручність при формовці крупних моделей. Крім того, постачання трубок 6 ручкою для ручної і/або засобом зачеплення для механічного транспортування спрощує ці операції, чого для пінополістиролових моделей стояків практично не застосовують із-за низької міцності цього матеріалу. Останнє призводить до застосування цих стояків виключно в одноразовому варіанті. Трубки при монтажі моделей в єдину конструкцію перед формуванням кріплять до моделі за допомогою затисків, розташованих на розпірках, наприклад, у вигляді паза 12 (відповідний виріз мас і трубка), за допомогою якого деталь розпірки насаджується із зусиллям і силами тертя утримується, затискаючи ливники 9 або приливи 3, які вводять в ці пази. Така жорсткість кріплення достатня для легких пінополістиролових моделей. Розпірка у свою чергу силами тертя утримується в трубці. Знизу місце кріплення герметизують, а при необхідності, додатково зміцнюють обгортанням подовженими на 10...60мм кінцями плівки, якою щільно загорнуті трубки, для чого можуть також застосовувати липку синтетичн у стрічку типу «скоч», клей, попереднє виготовлення стрічкової петлі з плівки під ливник або інші варіанти щільної упаковки плівкою. При цьому для кріплення трубки до моделі може бути достатньо (залежно від її ваги) міцності одного або двох шарів синтетичної плівки, зазвичай використовуваної для вакуумноплівкової формовки, або для цього можуть застосовува ти плівки підвищеної міцності. Спосіб дозволяє понизити витрату матеріалу на стояки і випори при литті по моделях, що газифікуються, а також рекомендується для формовки по крижаних та інши х крихких моделях. 7 Комп’ютерна в ерстка В. Клюкін 85515 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing degasified form
Автори англійськоюShynskyi Oleh Yosypovych, Doroshenko Volodymyr Stepanovych
Назва патенту російськоюСпособ изготовления вакуумированной формы
Автори російськоюШинский Олег Иосифович, Дорошенко Владимир Степанович
МПК / Мітки
МПК: B22C 9/02
Мітки: спосіб, вакуумованої, виготовлення, форми
Код посилання
<a href="https://ua.patents.su/4-85515-sposib-vigotovlennya-vakuumovano-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вакуумованої форми</a>
Спосіб виготовлення багатомісної форми для пласких плит
Номер патенту: 13024
Опубліковано: 15.03.2006
Автори: Сердюк Олексій Іванович, Діамантопуло Костянтин Костянтинович, Сущенко Сергій Петрович
МПК: E04C 2/00
Мітки: форми, пласких, плит, виготовлення, спосіб, багатомісної
Формула / Реферат:
1. Спосіб виготовлення багатомісної форми для пласких плит, який включає гнуття бортів і/або їх елементів і елементів форми з листової заготовки і зварювання, який відрізняється тим, що облицювальні елементи багатомісної форми виконані із тонколистової заготовки шляхом сумісного або послідовного гнуття Π-подібного напівфабрикату і формування опуклих і/або увігнутих ребер жорсткості, розміри поперечного перерізу яких і їх довжина з...
Спосіб виготовлення форми для одержання виробів контактним формуванням
Номер патенту: 24455
Опубліковано: 25.06.2007
Автор: Абрамов Анатолій Миколайович
МПК: B29C 33/40
Мітки: виробів, контактним, одержання, форми, спосіб, виготовлення, формуванням
Формула / Реферат:
1. Спосіб виготовлення форми для одержання виробів контактним формуванням, який включає нанесення на модель лицьового шару отверджуваного полімерного матеріалу на основі кремнієорганічного каучуку у вигляді двох підшарів, часткове отверджування, укладання проміжного шару армувальної тканини з просоченням наданим полімерним матеріалом, часткове отверджування, укладання шару скловолокнистого матеріалу, остаточне отверджування і знімання форми з...
Спосіб виготовлення ливарної форми
Номер патенту: 37896
Опубліковано: 15.05.2001
Автори: Смирнов Борис Миколайович, Стеценко Іван Дмитрович, Козак Володимир Володимирович
МПК: B22C 9/00
Мітки: форми, спосіб, виготовлення, ливарної
Текст:
...винаходом, що пропонується, є вибір оптимального питомого тиску моделі на формовочну суміш, що забезпечує суттєве покращення якості ливарних форм та виливків. Суть запропонованого технічного рішення полягає в тому, що вагу моделі разом з підмодельною плитою встановлюють в строго визначених межах. Верхня межа запобігає створенню надмірних питомих тисків на РСС (вище 0,12 МПа), здатних ліквідувати її рідкотекучість. Нижня межа (0,08 МПа)...
Спосіб виготовлення двошарової ливарної форми
Номер патенту: 33474
Опубліковано: 15.02.2001
Автори: Смирнов Борис Миколайович, Соценко Олександр Васильович, Стеценко Іван Дмитрович, Козак Володимир Володимирович
МПК: B22C 9/00
Мітки: виготовлення, двошарової, спосіб, ливарної, форми
Текст:
...шляхом напилення сухого лротипригарного матеріалу в момент паузи на попередньо сформований облицювальний шар з наступним вдавлюванням цього матеріалу в поверхню форми під час другого этапу занурення моделі. При цьому протипригарний матеріал проникає в облицювальний шар,заповнюючи пори, що виникли в РСС після спадання піни. При затвердінні суміші утворюється надійний зв"язок між протипригарними матеріалами та облицювальним шаром. Таким...
Спосіб виготовлення керамічної форми
Номер патенту: 74257
Опубліковано: 15.11.2005
Автори: Чернишов Сергій Іванович, Конотопов Віктор Степанович, Триньова Тетяна Леонідівна, Вітязєв Юрій Борисович, Антипенко Володимир Федорович, Триньов Олег Петрович
МПК: B28B 11/00, B22C 9/00, B32B 18/00
Мітки: виготовлення, керамічної, спосіб, форми
Формула / Реферат:
Спосіб виготовлення керамічної форми за моделями, одержаними за технологією Quick Cast, що включає нанесення і сушіння керамічних покрить і випалювання моделей, який відрізняється тим, що форму завантажують в піч при температурі 700-800°С, відразу ж після завантаження до печі подають воду чи водяну пару на період випалювання моделей, процес випалювання проводять при температурі 850-900°С, а саму форму виготовляють з термостійких вогнетривких...
Попередній патент: Корпус судна на повітряній подушці
Наступний патент: Спосіб виготовлення виливка корпусу блока циліндрів
Випадковий патент: Гербіцидний концентрат водної суспензії, гербіцидний засіб та спосіб боротьби з небажаним ростом рослин