Спосіб суперфінішної обробки абразивним бруском
Номер патенту: 90566
Опубліковано: 11.05.2010
Автори: Савчук Володимир Іванович, Сахарова Світлана Миколаївна
Формула / Реферат
1. Спосіб суперфінішної обробки абразивним бруском, в якому бруску в процесі зворотно-поступального руху уздовж осі обертання деталі задають зміну кратності частот радіальних та осьових коливань й обробку деталі виконують зі зміною швидкості зняття металу, який відрізняється тим, що кратність частот радіальних та осьових коливань збільшують у момент зупинки зворотно-поступального руху бруска.
2. Спосіб суперфінішної обробки абразивним бруском за п. 1, який відрізняється тим, що час зворотно-поступального руху бруска розраховують по залежності:
![]() ,
,
де Ts - час зворотно-поступального переміщення бруска уздовж осі обертання деталі за весь період обробки, с;
Tsn - час переміщення бруска уздовж осі деталі в інтервалі обробки, с;
n - кількість інтервалів.
3. Спосіб суперфінішної обробки абразивним бруском за п. 1, який відрізняється тим, що час переміщення бруска уздовж осі обертання деталі в межах одного інтервалу змінюють за експоненціальним законом в залежності від марки оброблюваного матеріалу.
4. Спосіб суперфінішної обробки абразивним бруском за п. 1, який відрізняється тим, що обробку деталі виконують зі зміною швидкості зняття металу по залежності:
![]() ,
,
де Q - швидкість зняття металу, мм3/с;
k - коефіцієнт, залежний від марки матеріалу;
λn - кратність частот радіальних та осьових коливань, що встановлюється в момент зупинки руху бруска;
n - кількість дискретних поступальних переміщень бруска поздовж осі обертання деталі.
Текст
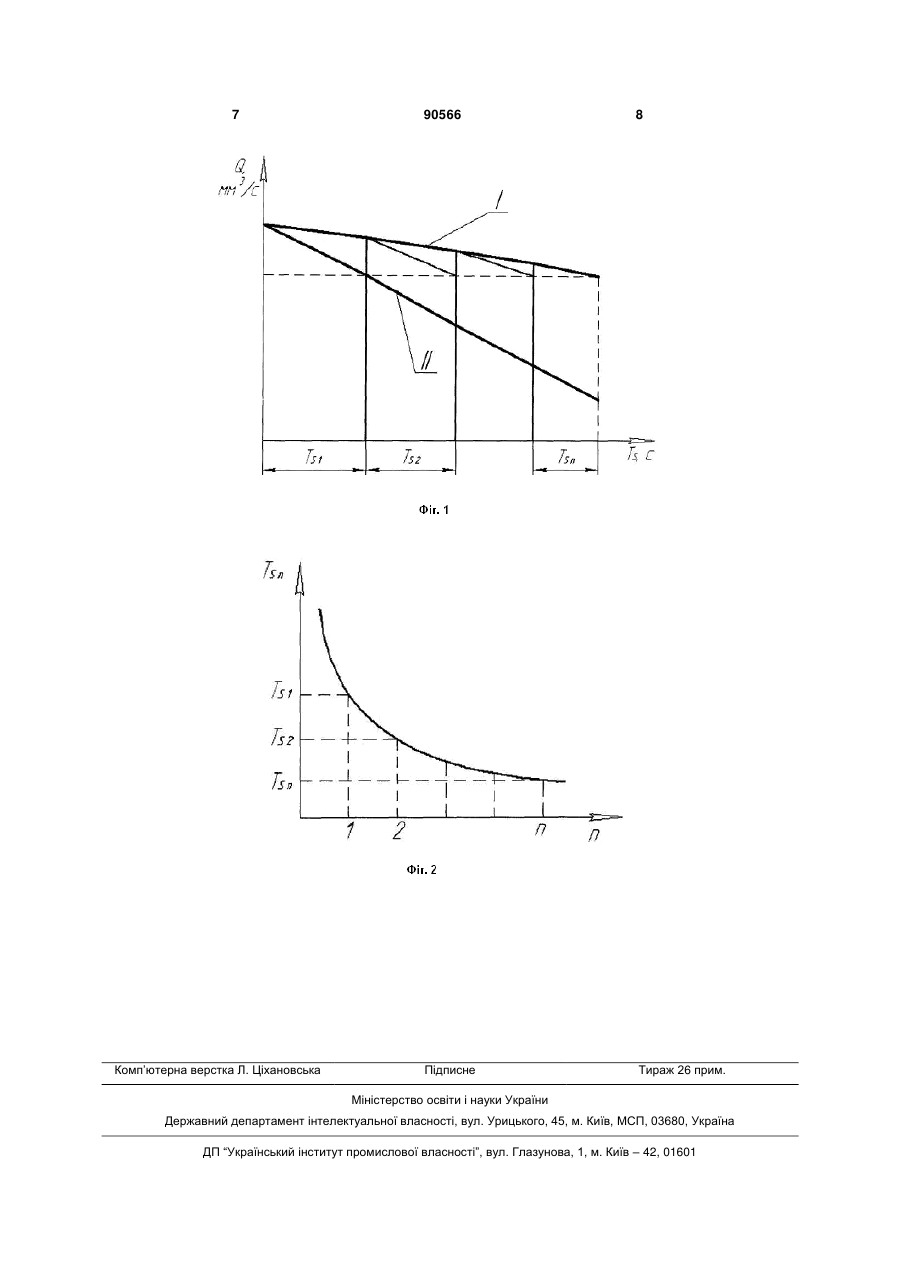
1. Спосіб суперфінішної обробки абразивним бруском, в якому бруску в процесі зворотнопоступального руху уздовж осі обертання деталі задають зміну кратності частот радіальних та осьових коливань й обробку деталі виконують зі зміною швидкості зняття металу, який відрізняється тим, що кратність частот радіальних та осьових коливань збільшують у момент зупинки зворотно-поступального руху бруска. 2. Спосіб суперфінішної обробки абразивним бруском за п. 1, який відрізняється тим, що час зворотно-поступального руху бруска розраховують по залежності: n Ts Ts n , i 1 C2 2 90566 1 3 прямку бруску в процесі зворотно-поступального переміщення задають зміну кратності частот радіальних та осьових коливань і обробку виконують зі зміною швидкості зняття металу [А.с. СССР №774927, МПК В24В35/00, 1980]. Однак недоліком даного способу є умова регулювання кратності частот радіальних та осьових коливань при наявності похибки форми циліндричної поверхні деталі. Спосіб лише усуває надлишок металу, а не дефектний поверхневий шар, що не впливає на продуктивність процесу та на забезпечення потрібної якості поверхні оброблюваних деталей. Крім того, у випадку відсутності похибки форми, яка здебільшого усувається на шліфувальній операції, таке регулювання не виконується. Також до недоліків існуючих способів відноситься поступове зниження шорсткості й зменшення зняття металу в процесі зворотнопоступального переміщення бруска. При зниженні шорсткості деталі знижується і шорсткість інструмента, зменшується швидкість зносу бруска, формується мікрорельєф оброблюваної поверхні бруска. Це призводить до збільшення площі контакту інструменту з оброблюваною деталлю. Внаслідок цього зменшується тиск з боку деталі, що викликає зниження здатності до самозагострювання абразивного інструменту і поступове зниження інтенсивності різання. В основу винаходу поставлено завдання вдосконалення способу оздоблюваної обробки абразивним бруском, в якому шляхом збільшення кратності частот радіальних та осьових коливань у момент зупинки зворотно-поступального руху бруска запобігається передчасне припинення процесу різання та забезпечується повне видалення дефектного поверхневого шару металу, утвореного при шліфуванні, збільшується шорсткість поверхні, що сприяє підвищенню продуктивності та якості обробки. Поставлена задача досягається тим, що у відомому способі оздоблювальної обробки абразивним бруском, в якому бруску в процесі зворотнопоступального руху уздовж осі обертання деталі задають зміну кратності частот радіальних та осьових коливань й обробку деталі виконують зі зміною швидкості зняття метала, згідно до винаходу, кратність частот радіальних та осьових коливань збільшують у момент зупинки зворотнопоступального руху бруска. Крім того, час зворотно-поступального руху бруска розраховують по залежності: n Ts TSn , i 1 де Ts - час зворотно-поступального переміщення бруска уздовж осі обертання деталі за весь період обробки, с; TSn - час переміщення бруска уздовж осі деталі в інтервалі обробки, с; n - кількість інтервалів. Час переміщення бруска уздовж осі обертання деталі в межах одного інтервалу змінюють за експоненціальним законом в залежності від марки оброблюваного матеріалу. 90566 4 Обробку деталі виконують зі зміною швидкості зняття металу по залежності: n Q ek n , i 1 де Q - швидкість зняття металу, мм3/с; k - коефіцієнт, залежний від марки матеріалу; n - кратність частот радіальних та осьових коливань, що встановлюється в момент зупинки руху бруска; n - кількість дискретних поступальних переміщень бруска поздовж осі обертання деталі. В запропонованому способі обробки у момент зупинки зворотно-поступального руху бруска кратність частот радіальних та осьових коливань збільшують за рахунок збільшення числа радіальних коливань, що призводить до підвищення числа ударних контактів інструмента з деталлю. Ударний контакт призводить до поновлення різальних кромок зерен, шляхом їх мікросколювання, і сприяє проникненню активної частини зерен бруска у метал. Таким чином, підвищена кратність частот радіальних та осьових коливань, що встановлюється у момент зупинки зворотно-поступального руху бруска, збільшує проникнення поновлених зерен в поверхню металу, що призводить до збільшення швидкості зняття металу з оброблюваної поверхні, забезпечує повне видалення дефектного поверхневого шару матеріалу й збільшує шорсткість поверхні. Збільшення кратності частот перешкоджає передчасному припиненню процесу різання. Отже, зняття металу не скінчиться доки не буде видалені сліди попередньої обробки. Зупинка зворотнопоступального руху бруска необхідна для того, щоб не залишалися ділянки поверхні з незадовільною якістю, викликані недопустимим зниженням швидкості зняття металу в процесі обробки. Сутність винаходу пояснюється рисунками (Фіг.1-2), на яких зображені графіки, що характеризують відповідно залежність швидкості зняття металу від часу зворотно-поступального переміщення, а також зміну часу руху бруска уздовж осі обертання деталі. На Фіг.1 позначена крива І, що відповідає зміні швидкості зняття металу від часу зворотнопоступального переміщення бруска при обробці запропонованим способом, і крива II, що відображає зміну швидкості зняття металу при відсутності регулювання кратності частот радіальних та осьових коливань у момент зупинки зворотнопоступального руху бруска. Як видно з рисунка, швидкість зняття металу при виконанні запропонованого способу вища, а, відповідно, й вища продуктивність обробки. Крива І складається з окремих n-ділянок, що характеризує запропонований спосіб обробки. У початку процесу обробки встановлюють значення кратності радіальних та осьових частот 1, й обробку виконують зі зміною швидкості зняття металу по залежності Q1 ek 1 . У момент часу t=TS1, виникає необхідність збільшення швидкості зняття металу. Зворотнопоступальний рух бруска зупиняють, а кратність 5 90566 частот радіальних та осьових коливань збільшують до значення 2. Швидкість зняття металу на даному інтервалі обробки змінюється по залежності Q2 ek 2 . В процесі подальшої обробки виникають повторні необхідності зміни кратності частот до значення n, при якому буде досягнуто необхідна якість поверхні. Таким чином, зворотнопоступальний рух бруска являє собою дискретне переміщення бруска уздовж осі обертання деталі в інтервалах часу TS 1, TS 2,..., TS n, , в момент зупинки якого відбувається зміна кратності частот від 1 до n. Збільшення кратності частот за рахунок збільшення числа радіальних коливань призводить до збільшення швидкості зносу бруска. Отже, притуплення абразивних зерен буде наступати швидше, викликаючи необхідність збільшення швидкості зняття металу за рахунок зміни кратності частот, що, в підсумку, буде визначати необхідність зупинки зворотно-поступального руху. Відповідно, час зворотно-поступального переміщення кожного наступного інтервалу буде зменшуватися. Таким чином, час переміщення бруска уздовж осі обертання деталі в межах одного інтервалу змінюється за експоненціальним законом в залежності від марки оброблюваного матеріалу (Фіг.2), з метою сприяння тривалому протіканню процесу різання. Запропонований спосіб реалізується наступним чином. Циліндрична деталь - шатунний болт (матеріал - сталь 20Х) установлюється в центрах суперфінішного верстата моделі 3Д871Б, який забезпечує осьові коливання уздовж осі деталі. Обробка буде виконуватися із застосуванням спе 6 ціального пристосування, що містить вібратор, утворюючий радіальні коливання. Характеристика абразивного бруска - 63СМ40С2К6. Режим обробки: колова швидкість деталі Vd=0,12м/с; швидкість осьових коливань бруска Vo=0,12м/с; швидкість зворотно-поступального руху бруска Vn=0,02м/с. Змащувально-охолоджуюча рідина - суміш гасу (90%) з веретенним маслом (7%) й олеїновою кислотою (3%). Обробка деталі відбувалась наступним чином: токарна обробка, цементація + закалювання, шліфування (чорнове й чистове), спосіб оздоблювальної обробки абразивним бруском. На першому переході виконується зняття припуску й отримання шорсткості Ra=0,16 0,24мкм. На другому переході вимикаються радіальні коливання й обробка здійснюється в режимі виходжування. В результаті продуктивність обробки підвищилась, а шорсткість поверхні склала Ra=0,08 0,12мкм. Перший перехід здійснюється за приведеним способом оздоблювальної обробки абразивним бруском. Зворотно-поступальний рух бруска здійснюється в 5 інтервалів, n=5. В момент зупинки зворотно-поступального руху встановлюється кратність частот радіальних та осьових коливань, причому на кожному наступному інтервалі вона збільшується. В продовж усього періоду обробки кратність частот радіальних та осьових коливань збільшується від 1=0,3 до 51=0,5. Час руху бруска в межах одного інтервалу зменшується згідно до експоненціального закону від TS 1=2,5хв. до TS 5=0,9хв. Час руху бруска на кожному інтервалі, а також значення кратності частот радіальних та осьових коливань наведені в таблиці. Таблиця № інтервалу Час руху бруска в межах одного інтервалу TS i, хв Значення кратності частот радіальних та осьових коливань i 1 2 3 4 5 2,5 2,2 1,7 1,2 0,9 0,3 0,35 0,4 0,45 0,5 Час зворотно-поступального руху бруска розраховують по залежності: n 5 Ts Ts n 2,5 2,2 17 12 0,9 8,5хв. , , i 1 При здійсненні запропонованого способу обробки час обробки зменшився від 10хв. до 8,5хв., що очевидно підвищує продуктивність обробки. Обробку деталі виконують зі зміною швидкості зняття металу по залежності: n ek n i 1 таким чином, що знімний припуск 0,02 мм на діаметр зберігається постійним впродовж усього періоду обробки. Отже, застосування даного способу забезпечує тривале протікання процесу різання та повне видалення дефектного поверхневого шару металу, утвореного при шліфуванні. Q 7 Комп’ютерна верстка Л. Ціхановська 90566 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of superfinishing machining by abrasive brick
Автори англійськоюSavchuk Volodymyr Ivanovych, Sakharova Svitlana Mykolaivna
Назва патенту російськоюСпособ суперфинишной обработки абразивным бруском
Автори російськоюСавчук Владимир Иванович, Сахарова Светлана Николаевна
МПК / Мітки
МПК: B24B 35/00
Мітки: спосіб, абразивним, бруском, суперфінішної, обробки
Код посилання
<a href="https://ua.patents.su/4-90566-sposib-superfinishno-obrobki-abrazivnim-bruskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб суперфінішної обробки абразивним бруском</a>
Пристрій для суперфінішної обробки поверхні обертання деталі з криволінійною твірною
Номер патенту: 75946
Опубліковано: 15.06.2006
Автор: Черенов Олексій Борисович
МПК: B24B 35/00
Мітки: деталі, суперфінішної, твірною, обробки, поверхні, криволінійною, пристрій, обертання
Формула / Реферат:
1. Пристрій для суперфінішної обробки поверхні обертання деталі з криволінійної твірною, що містить встановлену з можливістю обертання оправку для закріплення деталі і тримач з абразивними інструментами, що мають можливість хитання в площині, перпендикулярній осі обертання оправки, й уздовж твірної оброблюваної поверхні, який відрізняється тим, що тримач з абразивними інструментами встановлено співвісно з оправкою для закріплення деталі і...
Спосіб лікування гриж і рубців з допомогою пояса медичного з бруском воску в марлевій кишені
Номер патенту: 56395
Опубліковано: 15.05.2003
Автори: Болехівський Мирон Миколайович, Савчин Михайло Петрович, Волошин Мар'яна Мирославівна, Болехівська Марія Миронівна
МПК: A61F 13/14
Мітки: спосіб, кишені, марлевій, бруском, лікування, рубців, воску, гриж, допомогою, пояса, медичного
Формула / Реферат:
1. Спосіб лікування гриж і рубців з допомогою пояса медичного з бруском воску в марлевій кишені, який відрізняється тим, що бджолиний віск або лікувальні мазі на основі воску з вітамінами і біологічно активними речовинами періодично наносять на контактну з тілом поверхню навощеної марлевої кишені пояса медичного, в якій на провощеній основі розміщують плоский і округлений по торцях брусок воску, при цьому хвору ділянку тіла щодоби знежирюють...
Спосіб магнітно-абразивної обробки
Номер патенту: 44708
Опубліковано: 12.10.2009
Автори: Лошковський Андрій Олександрович, Сивак Іван Онуфрійович
МПК: B24B 31/112
Мітки: спосіб, магнітно-абразивної, обробки
Формула / Реферат:
Спосіб магнітно-абразивної обробки, при якому абразивну масу зворотно-поступальним рухом багатократно продавлюють вздовж каналу, утвореного направляючим елементом разом із оброблюваною деталлю, причому направляючий елемент беруть із отворами, що плавно розширюються від торцевих поверхонь, і розміщують його по торцях оброблюваних заготовок отворами меншого діаметра в стик і співвісно оброблюваними отворами, який відрізняється тим, що як...
Спосіб розмірної обробки абразивними брусками
Номер патенту: 73132
Опубліковано: 15.06.2005
Автори: Гришкевич Олександр Васильович, Попов Володимир Іванович, Коган Борис Герцевич, Якушко Сергій Іванович, Собко Леонід Андрійович, Чижов Ігор Григорович
МПК: B24B 1/00, B24B 35/00
Мітки: спосіб, брусками, розмірної, абразивними, обробки
Формула / Реферат:
1. Спосіб розмірної обробки абразивними брусками, в якому абразивні бруски здійснюють коливальні рухи відносно оброблюваної поверхні при одночасному введенні додаткової енергії в зону різання, який відрізняється тим, що питоме знімання металу здійснюють за законом Релея, а частоту комутації введеної додатково енергії, вибраної кратною частоті коливань абразивного інструмента, змінюють за законом арифметичної прогресії.2. Спосіб за п....
Спосіб комбінованого оброблення матеріалів струмопровідним абразивним інструментом
Номер патенту: 22847
Опубліковано: 21.04.1998
Автор: Узунян Матвій Данилович
МПК: B24B 1/00
Мітки: інструментом, струмопровідним, оброблення, спосіб, абразивним, комбінованого, матеріалів
Формула / Реферат:
Способ комбинированной обработки материалов токопроводящим абразивным инструментом, режущие свойства которого восстанавливаются в процессе обработки, для чего абразивный инструмент и обрабатываемую деталь включают в цепь источника питания, в среде диэлектрика, отличающийся тем, что процесс ведут с обратной полярностью, используя в качестве технологической среды твердые сухие смазки на основе экологически чистых углеводородов.
Попередній патент: Дисплейний модуль і способи виготовлення багатомодульного пристрою відображення та дисплейного модуля
Наступний патент: Ролик
Випадковий патент: Спосіб знищення коренепаросткових бур'янів на пару