Пристрій для суперфінішної обробки поверхні обертання деталі з криволінійною твірною
Формула / Реферат
1. Пристрій для суперфінішної обробки поверхні обертання деталі з криволінійної твірною, що містить встановлену з можливістю обертання оправку для закріплення деталі і тримач з абразивними інструментами, що мають можливість хитання в площині, перпендикулярній осі обертання оправки, й уздовж твірної оброблюваної поверхні, який відрізняється тим, що тримач з абразивними інструментами встановлено співвісно з оправкою для закріплення деталі і виконаний у вигляді двох плоских пружин, на одних кінцях яких шарнірно закріплені абразивні інструменти, внутрішні поверхні плоских пружин мають виступи, з якими взаємодіє двосторонній клин, що має можливість зворотно-поступального переміщення між цими плоскими пружинами, а на інших кінцях плоских пружин закріплені дві встановлені зустрічно зі зсувом відносно одна одної частини кулькової гвинтової пари, одна з гайок яких має можливість нерухомого закріплення на супорті верстата, при цьому гвинти частин кулькової гвинтової пари мають можливість хитання в гайках.
2. Пристрій за п. 1, який відрізняється тим, що одна частина кулькової гвинтової пари закріплена на основі, призначеній для з'єднання із супортом верстата, нерухомо, а інша частина підпружинена до неї в радіальному напрямку.
3. Пристрій за п. 1, який відрізняється тим, що гвинти частин кулькової гвинтової пари кінематично зв'язані з водилом, що має можливість хитання навколо осі обертання оправки.
4. Пристрій за п. 1, який відрізняється тим, що хвостовик двостороннього клина виконаний у вигляді гвинта, на який нагвинчений регулювальний маховичок з лімбом, призначений для регулювання зусилля притискання абразивних інструментів до оброблюваної поверхні.
5. Пристрій за п. 1, який відрізняється тим, що абразивні інструменти шарнірно зв'язані з плоскими пружинами за допомогою розташованих зустрічно конусів, що проходять через отвори в рамках, закріплених на кінцях згаданих плоских пружин.
6. Пристрій за п. 1 або п. 5, який відрізняється тим, що абразивні інструменти підпружинені в площині обертання оброблюваної деталі за допомогою легких пружин, закріплених на рамках.
7. Пристрій за п. 1, який відрізняється тим, що перпендикулярно плоским пружинам встановлені напрямні.
8. Пристрій за п. 1 або п.7, який відрізняється тим, що гвинти частин кулькової гвинтової пари стягують у єдине ціле збірку, що складається з кінців згаданих плоских пружин і напрямних.
Текст
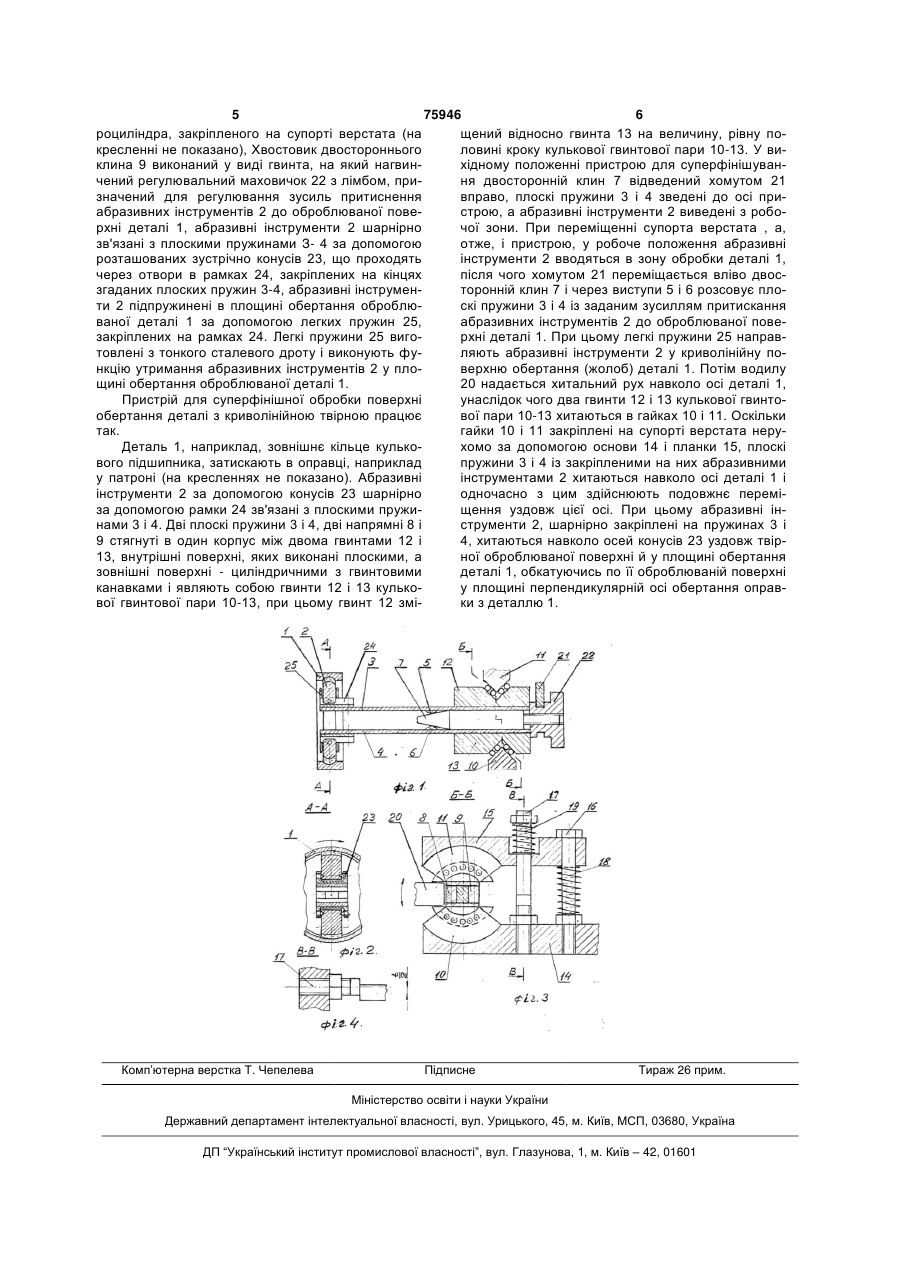
1. Пристрій для суперфінішної обробки поверхні обертання деталі з криволінійної твірною, що містить встановлену з можливістю обертання оправку для закріплення деталі і тримач з абразивними інструментами, що мають можливість хитання в площині, перпендикулярній осі обертання оправки, й уздовж твірної оброблюваної поверхні, який відрізняється тим, що тримач з абразивними інструментами встановлено співвісно з оправкою для закріплення деталі і виконаний у вигляді двох плоских пружин, на одних кінцях яких шарнірно закріплені абразивні інструменти, внутрішні поверхні плоских пружин мають виступи, з якими взаємодіє двосторонній клин, що має можливість зворотно-поступального переміщення між цими плоскими пружинами, а на інших кінцях плоских пружин закріплені дві встановлені зустрічно зі зсувом відносно одна одної частини кулькової гвинтової пари, одна з гайок яких має можливість неру C2 2 (19) 1 3 75946 4 ють прямий кут. гвинти частин кулькової гвинтової пари стягають у Недоліками цього пристрою є наступне. єдине ціле зборку, що складається з кінців згадаУ зв'язку з тим, що абразивні інструменти них плоских пружин і напрямних. (бруски) здійснюють у площині обертання деталі Причинно-наслідковий зв'язок між пропоновапрямолінійне зворотно-поступальне переміщення ною сукупністю ознак і технічним ефектом, що доце може привести до гранності оброблюваної посягається, полягає в наступному. верхні, тобто помітного зниження якості обробки, Унаслідок здійснення можливості в пропонокрім того для кращої приробки абразивного інваному пристрої здійснення хитання абразивних струмента необхідно буде використовувати більш інструментів в площині обробки на кут у межах ±1° м'які бруски, унаслідок чого їх необхідно буде часі з самоустановкою їх по оброблюваній поверхні тіше заміняти в процесі роботи, що знизить продузабезпечується максимальне наближення форми ктивність і точність обробки. Конструкція відомого інструмента до профілю оброблюваного жолоба і пристрою досить складна. скорочення до мінімуму приробляння абразивного В основу винаходу покладено завдання такого інструмента, що дозволяє у свою чергу використоудосконалення пристрою для суперфінішної обровувати для обробки як абразивний інструмент албки поверхні обертання деталі з криволінійної твімазні бруски, наслідком чого буде забезпечення рною, при якому за рахунок здійснення хитального стабільності процесу обробки, підвищення продукпереміщення абразивного інструмента в площині тивності і поліпшення якості обробки. Крім того обертання деталі відпадає необхідність тривалої значно спрощується конструкція пристрою, досяприробки абразивного інструмента (брусків), що гається його мобільність. дозволить використовувати для суперфінішу алНа кресленнях проілюстровано пропонований мазні бруски, виключається утворення гранності винахід, де на оброблюваній поверхні і, як наслідок, підвина Фіг.1 показаний поздовжній розріз пропонощиться продуктивність процесу, якість обробленої ваного пристрою, поверхні і спроститься конструкція пристрою. на Фіг.2 - розріз А-А на Фіг.1, Для вирішення цього завдання в пристрої для на Фіг.3 - розріз Б-Б на Фіг.1, суперфінішної обробки поверхні обертання деталі на Фіг.4 - розріз В-В на Фіг.3. з криволінійною твірною, що містить встановлену з Пристрій для суперфінішної обробки поверхні можливістю обертання оправку для закріплення обертання деталі з криволінійної твірною містить деталі і тримач з абразивними інструментами, що установлену з можливістю обертання оправку (на мають можливість хитання в площині перпендикукресленні не показана) для закріплення деталі 1, лярній осі обертання оправки й уздовж твірної обспіввісно якій установлений тримач з абразивними роблюваної поверхні, згідно винаходу тримач з інструментами 2, що мають можливість хитання в абразивними інструментами встановлено співвісно площині перпендикулярній осі обертання оправки з оправкою для закріплення деталі і виконаний у з деталлю 1 і уздовж твірної оброблюваної повервигляді двох плоских пружин, на одних кінцях яких хні деталі 1, для цього тримач абразивних інструшарнірно закріплені абразивні інструменти, внутментів 2 виконаний у вигляді двох плоских пружин рішні поверхні плоских пружин мають виступи, з 3 і 4, на зовнішніх сторонах одних кінців яких шарякими взаємодіє двосторонній клин, що має можнірно закріплені абразивні інструменти 2, внутрішні ливість зворотно-поступального переміщення між поверхні плоских пружин 3-4 мають виступи 5 і 6, цими плоскими пружинами, а на інших кінцях пловідповідно, з якими взаємодіє двосторонній клин 7, ских пружин закріплені дві встановлені зустрічно зі що має можливість зворотно-поступального перезсувом відносно одна одної частини кулькової гвиміщення між цими плоскими пружинами 3-4 і рознтової пари, одна з гайок яких має можливість неміщеними перпендикулярно їм напрямними 8-9, а рухомого закріплення на супорті верстата, при на інших кінцях плоских пружин 3-4 закріплені дві цьому гвинти частин кулькової гвинтової пари мавстановлені зустрічно із зміщенням відносно одна ють можливість хитання в гайках; при цьому одна одної частини кулькової гвинтової пари, одна з частина кулькової гвинтової пари закріплена на гайок 10 яких має можливість нерухомого закріпоснові, призначеній для з'єднання із супортом верлення на супорті верстата, при цьому гайки 10 і 11 стата, нерухомо, а інша частина підпружинена до частин кулькової гвинтової пари стягають у єдине неї в радіальному напрямку; гвинти частин кулькоціле зборку, що складається з кінців згаданих плової гвинтової пари кінематично зв'язані з водилом, ских пружин 3-4 і напрямних 8-9, а гвинти 12-13 що має можливість хитання навколо осі обертання частин кулькової гвинтової пари 10-13 мають можоправки; хвостовик двостороннього клина виконаливість хитання в гайках 10-11, одна гайка 10 нижний у вигляді гвинта, на який нагвинчений регулюньої частини кулькової гвинтової пари 10-13 закрівальний маховичок з лімбом, призначений для плена на основі 14, призначеній для з'єднання із регулювання зусилля притискання абразивних супортом верстата нерухомо, а інша гайка 11 верінструментів до оброблюваної поверхні; абразивні хньої частини кулькової гвинтової пари 10-13 заінструменти шарнірно зв'язані з плоскими пружикріплена на планці 15, що за допомогою ексцентнами за допомогою розташованих зустрічно конуричних стійок 16 і 17, пружин 18 і 19 зв'язана з сів, що проходять через отвори в рамках, закріпосновою 14, крім того гвинти 12-13 частин кульколених на кінцях згаданих плоских пружин; вої гвинтової пари 10-13 кинематично зв'язані з абразивні інструменти підпружинені в площині водилом 20, що має можливість хитання навколо обертання оброблюваної деталі за допомогою осі обертання оправки з деталлю 1 від привода легких пружин, закріплених на рамках; перпендистанка (на кресленнях не показано). Хомут 21 прикулярно плоским пружинам встановлені напрямні; водиться в рух від стандартного пневмо- або гід 5 75946 6 роциліндра, закріпленого на супорті верстата (на щений відносно гвинта 13 на величину, рівну покресленні не показано), Хвостовик двостороннього ловині кроку кулькової гвинтової пари 10-13. У виклина 9 виконаний у виді гвинта, на який нагвинхідному положенні пристрою для суперфінішуванчений регулювальний маховичок 22 з лімбом, приня двосторонній клин 7 відведений хомутом 21 значений для регулювання зусиль притиснення вправо, плоскі пружини 3 і 4 зведені до осі приабразивних інструментів 2 до оброблюваної повестрою, а абразивні інструменти 2 виведені з роборхні деталі 1, абразивні інструменти 2 шарнірно чої зони. При переміщенні супорта верстата , а, зв'язані з плоскими пружинами З- 4 за допомогою отже, і пристрою, у робоче положення абразивні розташованих зустрічно конусів 23, що проходять інструменти 2 вводяться в зону обробки деталі 1, через отвори в рамках 24, закріплених на кінцях після чого хомутом 21 переміщається вліво двосзгаданих плоских пружин 3-4, абразивні інструменторонній клин 7 і через виступи 5 і 6 розсовує плоти 2 підпружинені в площині обертання оброблюскі пружини 3 і 4 із заданим зусиллям притискання ваної деталі 1 за допомогою легких пружин 25, абразивних інструментів 2 до оброблюваної повезакріплених на рамках 24. Легкі пружини 25 вигорхні деталі 1. При цьому легкі пружини 25 направтовлені з тонкого сталевого дроту і виконують фуляють абразивні інструменти 2 у криволінійну понкцію утримання абразивних інструментів 2 у пловерхню обертання (жолоб) деталі 1. Потім водилу щині обертання оброблюваної деталі 1. 20 надається хитальний рух навколо осі деталі 1, Пристрій для суперфінішної обробки поверхні унаслідок чого два гвинти 12 і 13 кулькової гвинтообертання деталі з криволінійною твірною працює вої пари 10-13 хитаються в гайках 10 і 11. Оскільки так. гайки 10 і 11 закріплені на супорті верстата неруДеталь 1, наприклад, зовнішнє кільце кулькохомо за допомогою основи 14 і планки 15, плоскі вого підшипника, затискають в оправці, наприклад пружини 3 і 4 із закріпленими на них абразивними у патроні (на кресленнях не показано). Абразивні інструментами 2 хитаються навколо осі деталі 1 і інструменти 2 за допомогою конусів 23 шарнірно одночасно з цим здійснюють подовжнє переміза допомогою рамки 24 зв'язані з плоскими пружищення уздовж цієї осі. При цьому абразивні іннами 3 і 4. Дві плоскі пружини 3 і 4, дві напрямні 8 і струменти 2, шарнірно закріплені на пружинах 3 і 9 стягнуті в один корпус між двома гвинтами 12 і 4, хитаються навколо осей конусів 23 уздовж твір13, внутрішні поверхні, яких виконані плоскими, а ної оброблюваної поверхні й у площині обертання зовнішні поверхні - циліндричними з гвинтовими деталі 1, обкатуючись по її оброблюваній поверхні канавками і являють собою гвинти 12 і 13 кулькоу площині перпендикулярній осі обертання оправвої гвинтової пари 10-13, при цьому гвинт 12 зміки з деталлю 1. Комп’ютерна верстка Т. Чепелева Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for super-finishing working of the surface of revolution of the part with curvilinear generatrix
Автори англійськоюCherenov Oleksii Borysovych
Назва патенту російськоюУстройство для суперфинишной обработки поверхности вращения детали с криволинейной образующей
Автори російськоюЧеренов Алексей Борисович
МПК / Мітки
МПК: B24B 35/00
Мітки: поверхні, криволінійною, обробки, деталі, обертання, пристрій, твірною, суперфінішної
Код посилання
<a href="https://ua.patents.su/3-75946-pristrijj-dlya-superfinishno-obrobki-poverkhni-obertannya-detali-z-krivolinijjnoyu-tvirnoyu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для суперфінішної обробки поверхні обертання деталі з криволінійною твірною</a>
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною
Номер патенту: 52085
Опубліковано: 16.12.2002
Автори: Шмельов Віталій Миколайович, Боков Віктор Михайлович, Мельник Тетяна Олександрівна
МПК: B23P 6/00, B22D 19/00
Мітки: тіл, електричною, твірною, спосіб, дугою, обробки, криволінійною, розмірної, обертання, поверхонь
Формула / Реферат:
Спосіб розмірної обробки електричною дугою поверхонь тіл обертання з криволінійною твірною, що передбачає нагнітання робочої рідини у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх поверхонь - фасонних наскрізних отворів та від центра до периферії електрода-інструмента для формоутворення зовнішніх поверхонь - фасонних стержнів, який відрізняється...
Пристрій для установки осі обертання вала шпиндельної опори перпендикулярно оброблюваній плоскій поверхні
Номер патенту: 52409
Опубліковано: 16.12.2002
Автор: Зіненко Володимир Миколайович
МПК: B23B 41/00
Мітки: вала, осі, обертання, плоский, опори, пристрій, оброблюваній, шпиндельної, установки, перпендикулярно, поверхні
Формула / Реферат:
Пристрій для установки осі обертання вала шпиндельної опори перпендикулярно оброблювальній плоскій поверхні, який включає регулювальні гвинти для зміни положення шпиндельної опори, який відрізняється тим, що він обладнаний пристроєм обертання датчика величини проміжку, який включає втулку, до якої шарнірно з можливістю повороту у вертикальній площині прикріплений кронштейн, в кронштейні з можливістю повороту у вертикальній площині, яка...
Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів

Номер патенту: 68309
Опубліковано: 15.07.2004
Автор: Полонський Леонід Григорович
МПК: B24B 39/00
Мітки: відновлення, допомогою, техніки, зняттям, покриттів, спрацьованої, попередньо, напилення, обробки, поверхні, механічної, глибини, газотермічних, визначення, деталі, стружки, підготовки, спосіб
Формула / Реферат:
1. Спосіб визначення глибини попередньої механічної обробки зі зняттям стружки для підготовки поверхні спрацьованої деталі під відновлення за допомогою техніки напилення газотермічних покриттів, що передбачає ліквідацію наслідків спрацювання та доведення поверхні до розміру, що забезпечує нанесення покриття необхідної товщини, який відрізняється тим, що використовують пробну заготовку, яка імітує спрацьовану деталь, попередню механічну...
Пристрій для затискання оброблюваної деталі
Номер патенту: 66373
Опубліковано: 17.05.2004
Автори: Фріс Карл, Люшер Марсель
МПК: B23B 31/00, B23B 31/02, B23Q 3/00
Мітки: деталі, пристрій, оброблюваної, затискання
Формула / Реферат:
1. Пристрій для затискання оброблюваної деталі у точно визначеному положенні в робочому просторі верстата, де цей пристрій містить патрон, пристосований до того, щоб закріплюватися в робочому просторі верстата, носій оброблюваної деталі, пристосований до того, щоб закріплюватися у згаданому патроні і затискатися у ньому, і затискні засоби для затискання згаданого носія оброблюваної деталі в патроні, які пристосовані до того, щоб перемикатися...
Спосіб обробки тіл обертання електричною дугою
Номер патенту: 50552
Опубліковано: 15.10.2002
Автори: Гросул Ігор Анатолійович, Боков Віктор Михайлович, Шмельов Віталій Миколайович, Мельник Тетяна Олександрівна
МПК: B23P 17/00
Мітки: обробки, спосіб, дугою, електричною, обертання, тіл
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, що включає збудження дуги між електродом-заготовкою, що обертається, і електродом-інструментом, який має поступальний дискретний рух осьової подачі, з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що прокачування здійснюють за напрямком від периферії до центра електрода-інструмента.2. Спосіб за п. 1, який відрізняється тим, що осьову подачу...
Попередній патент: Камера згоряння газотурбінної установки
Наступний патент: Клапан насоса
Випадковий патент: Спосіб одержання 2-іміно-3-(2-гідрокси-2-фенілетил)тіазолідину або його кислотно-адитивних солей