Спосіб виготовлення суцільнокатаних залізничних коліс зі сталі бейнітної
Номер патенту: 90916
Опубліковано: 10.06.2010
Автори: Іськов Михайло Вікторович, Міленін Андрій Анатолійович, Губенко Світлана Іванівна, Данченко Валентин Миколайович, Беспалько Валентина Миколаївна, Шрамко Олександр Вікторович, Пройдак Юрій Сергійович
Формула / Реферат
Спосіб виготовлення суцільнокатаних залізничних коліс зі сталі бейнітної, який включає нагрівання заготовки до температури гарячої пластичної деформації, її осаджування, формування, розкатку ободу та диска на колесопрокатному стані, вигинання диска, калібрування ободу, прошивання отвору в ступиці та відпуск, який відрізняється тим, що під час деформування металу ободу колеса здійснюють термомеханічне зміцнення, яке включає його деформацію зі ступенем деформації, достатнім для компенсації відносного зниження напруження плинності (![]() ) після міждеформаційної паузи, що розраховується за формулою:
) після міждеформаційної паузи, що розраховується за формулою:
![]()
де ![]() - опір деформації, що відповідає умовній відносній деформації 0,05 після паузи;
- опір деформації, що відповідає умовній відносній деформації 0,05 після паузи;
![]() - опір деформації при монотонному навантаженні;
- опір деформації при монотонному навантаженні;
при цьому після деформації колісних заготовок здійснюють їх безперервне охолодження на повітрі від температури кінця деформації 900-850 °С зі швидкістю 1,5-5 °С/с, після чого проводять відпуск.
Текст
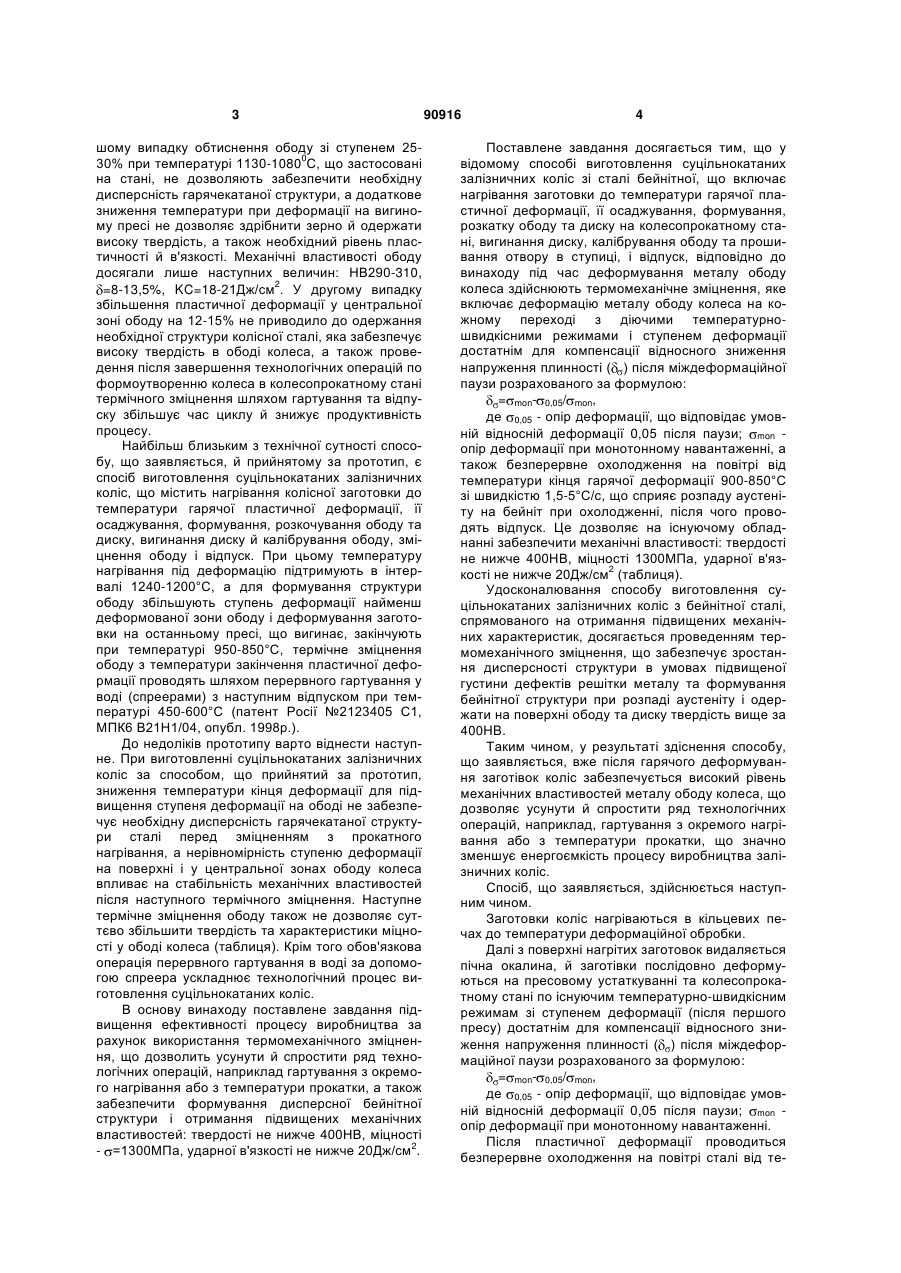
Спосіб виготовлення суцільнокатаних залізничних коліс зі сталі бейнітної, який включає нагрі вання заготовки до температури гарячої пластичної деформації, її осаджування, формування, розкатку ободу та диска на колесопрокатному стані, вигинання диска, калібрування ободу, прошивання отвору в ступиці та відпуск, який відрізняється тим, що під час деформування металу ободу колеса здійснюють термомеханічне зміцнення, яке включає його деформацію зі ступенем деформації, достатнім для компенсації відносного зниження напруження плинності ( ) після міждеформаційної паузи, що розраховується за формулою: mon 0,05 / mon , Винахід відноситься до чорної металургії, зокрема до технології виготовлення суцільнокатаних залізничних коліс. Відомі способи виготовлення суцільнокатаних залізничних коліс, спрямовані на підвищення твердості, характеристик міцності й пластичності у конструкційних елементах колеса (ободу й диску), за рахунок формування їх структури в процесі гарячої пластичної деформації й наступної термічної обробки. Суть відомого способу виготовлення залізничних коліс полягає в тому, що формування структури ободу перед зміцненням з прокатного нагрівання забезпечується за рахунок обтиснення зі ступенем деформації 25-30% при температурі 1130-1080°С, а також зниженням температури вигинання й калібрування ободу до 880-900°C (Авт. св. CPCP №121313 МПК C21D9/34, опубл. 1986p.). Відомий також спосіб виготовлення суцільнокатаних залізничних коліс, що включає нагрівання заготовки до температури гарячої пластичної деформації, її осаджування, формування, розкочування ободу та диску на колесопрокатному стані, вигинання диску, калібрування ободу та прошивання отвору в маточині, термічне зміцнення ободу, у якому формування структури ободу перед термічним зміцненням досягається підвищенням ступеню деформації в центральній зоні ободу на 12-15%, що спричиняє до збільшення механічних характеристик міцності та пластичності металу ободу колеса в середньому 1,5-5,7% у порівнянні з існуючим у виробництві (патент України №74116 С2, МПК7 B21J5/10, В21К1/28, опубл. 2005р.). Недоліками відомих способів є те, що в пер (13) 90916 (11) UA таженні; при цьому після деформації колісних заготовок здійснюють їх безперервне охолодження на повітрі від температури кінця деформації 900-850 °С зі швидкістю 1,5-5 °С/с, після чого проводять відпуск. (19) 0,05 - опір деформації, що відповідає умовній відносній деформації 0,05 після паузи; mon - опір деформації при монотонному наван C2 де 3 шому випадку обтиснення ободу зі ступенем 2530% при температурі 1130-10800C, що застосовані на стані, не дозволяють забезпечити необхідну дисперсність гарячекатаної структури, а додаткове зниження температури при деформації на вигиному пресі не дозволяє здрібнити зерно й одержати високу твердість, а також необхідний рівень пластичності й в'язкості. Механічні властивості ободу досягали лише наступних величин: НВ290-310, =8-13,5%, KC=18-21Дж/см2. У другому випадку збільшення пластичної деформації у центральної зоні ободу на 12-15% не приводило до одержання необхідної структури колісної сталі, яка забезпечує високу твердість в ободі колеса, а також проведення після завершення технологічних операцій по формоутворенню колеса в колесопрокатному стані термічного зміцнення шляхом гартування та відпуску збільшує час циклу й знижує продуктивність процесу. Найбільш близьким з технічної сутності способу, що заявляється, й прийнятому за прототип, є спосіб виготовлення суцільнокатаних залізничних коліс, що містить нагрівання колісної заготовки до температури гарячої пластичної деформації, її осаджування, формування, розкочування ободу та диску, вигинання диску й калібрування ободу, зміцнення ободу і відпуск. При цьому температуру нагрівання під деформацію підтримують в інтервалі 1240-1200°С, а для формування структури ободу збільшують ступень деформації найменш деформованої зони ободу і деформування заготовки на останньому пресі, що вигинає, закінчують при температурі 950-850°С, термічне зміцнення ободу з температури закінчення пластичної деформації проводять шляхом перервного гартування у воді (спреерами) з наступним відпуском при температурі 450-600°C (патент Росії №2123405 C1, МПК6 В21Н1/04, опубл. 1998p.). До недоліків прототипу варто віднести наступне. При виготовленні суцільнокатаних залізничних коліс за способом, що прийнятий за прототип, зниження температури кінця деформації для підвищення ступеня деформації на ободі не забезпечує необхідну дисперсність гарячекатаної структури сталі перед зміцненням з прокатногонагрівання, а нерівномірність ступеню деформації на поверхні і у центральної зонах ободу колеса впливає на стабільність механічних властивостей після наступного термічного зміцнення. Наступне термічне зміцнення ободу також не дозволяє суттєво збільшити твердість та характеристики міцності у ободі колеса (таблиця). Крім того обов'язкова операція перервного гартування в воді за допомогою спреера ускладнює технологічний процес виготовлення суцільнокатаних коліс. В основу винаходу поставлене завдання підвищення ефективності процесу виробництва за рахунок використання термомеханічного зміцнення, що дозволить усунути й спростити ряд технологічних операцій, наприклад гартування з окремого нагрівання або з температури прокатки, а також забезпечити формування дисперсної бейнітної структури і отримання підвищених механічних властивостей: твердості не нижче 400НВ, міцності - =1300МПа, ударної в'язкості не нижче 20Дж/см2. 90916 4 Поставлене завдання досягається тим, що у відомому способі виготовлення суцільнокатаних залізничних коліс зі сталі бейнітної, що включає нагрівання заготовки до температури гарячої пластичної деформації, її осаджування, формування, розкатку ободу та диску на колесопрокатному стані, вигинання диску, калібрування ободу та прошивання отвору в ступиці, і відпуск, відповідно до винаходу під час деформування металу ободу колеса здійснюють термомеханічне зміцнення, яке включає деформацію металу ободу колеса на кожному переході з діючими температурношвидкісними режимами і ступенем деформації достатнім для компенсації відносного зниження напруження плинності ( ) після міждеформаційної паузи розрахованого за формулою: = mon- 0,05/ mon, де 0,05 - опір деформації, що відповідає умовній відносній деформації 0,05 після паузи; mon опір деформації при монотонному навантаженні, а також безперервне охолодження на повітрі від температури кінця гарячої деформації 900-850°C зі швидкістю 1,5-5°C/с, що сприяє розпаду аустеніту на бейніт при охолодженні, після чого проводять відпуск. Це дозволяє на існуючому обладнанні забезпечити механічні властивості: твердості не нижче 400НВ, міцності 1300МПа, ударної в'язкості не нижче 20Дж/см2 (таблиця). Удосконалювання способу виготовлення суцільнокатаних залізничних коліс з бейнітної сталі, спрямованого на отримання підвищених механічних характеристик, досягається проведенням термомеханічного зміцнення, що забезпечує зростання дисперсності структури в умовах підвищеної густини дефектів решітки металу та формування бейнітної структури при розпаді аустеніту і одержати на поверхні ободу та диску твердість вище за 400HB. Таким чином, у результаті здіснення способу, що заявляється, вже після гарячого деформування заготівок коліс забезпечується високий рівень механічних властивостей металу ободу колеса, що дозволяє усунути й спростити ряд технологічних операцій, наприклад, гартування з окремого нагрівання або з температури прокатки, що значно зменшує енергоємкість процесу виробництва залізничних коліс. Спосіб, що заявляється, здійснюється наступним чином. Заготовки коліс нагріваються в кільцевих печах до температури деформаційної обробки. Далі з поверхні нагрітих заготовок видаляється пічна окалина, й заготівки послідовно деформуються на пресовому устаткуванні та колесопрокатному стані по існуючим температурно-швидкісним режимам зі ступенем деформації (після першого пресу) достатнім для компенсації відносного зниження напруження плинності ( ) після міждеформаційної паузи розрахованого за формулою: = mon- 0,05/ mon, де 0,05 - опір деформації, що відповідає умовній відносній деформації 0,05 після паузи; mon опір деформації при монотонному навантаженні. Після пластичної деформації проводиться безперервне охолодження на повітрі сталі від те 5 90916 мператури кінця пластичної деформації, рівної 900-850°С/с з швидкістю 1,5-5°С/с до кімнатної температури для одержання бейнітної структури без спеціального термічного зміцнення. Інтервал швидкостей охолодження 1,5-5°C/c відповідає умовам охолодження в колесопрокатному цеху в літній та зимовий періоди. Далі впроваджується відпуск при температурі 450-525°C, необхідний для зменшення залишкових напруг у колесі. Рівень ступеню деформації колісної заготівки після першого пресу обумовлений реологічними властивостями колісної сталі. При деформуванні колісної заготівки після першого пресу по існуючим температурно-швидкісним режимам зі ступенем деформації більш ніж достатнім для компенсації метал знеміцнюється. При деформуванні колісної заготівки зі ступенем деформації менш ніж достатнім для компенсації метал набуває меншого зміцнення ніж на попередньому переході (Обґрунтування і розробка раціональної технології виготовлення залізничних коліс підвищеної якості з урахуванням історії діформування /О.В.Шрамко// автореферат дисертації на здобуття наукового ступеня кандидата технічних наук, 2007р). Таким чином і в першому і в другому випадках метал не набуває максимального рівня зміцнення. 0,05 - опір деформації, що відповідає умовній відносній деформації 0,05 після паузи та mon опір деформації при монотонному навантаженні визначаються експериментально шляхом реологічних досліджень. Обраний інтервал температур кінця пластичної деформації й швидкості охолодження на повітрі з наступним відпуском дозволяє отримати дисперсну бейнітну структуру, що забезпечує оптимальне співвідношення підвищених характеристик твердості, міцності та в'язкості. Приклад конкретної реалізації способу виготовлення суцільнокатаних залізничних коліс в умовах колесопрокатного цеху ВАТ "ИНТЕРПАЙПНТЗ" м.Дніпропетровськ. Для оцінки способу і властивостей, структурного стану сталі бейнітної колісної в порівнянні з прототипом заготівки зі сталі 6 бейнітної колісної піддавали деформації по режиму: температура початку деформації 1260°C, температура закінчення деформації 900-850°C, ступені деформації 50 й 90% (що відповідає режимам одержання відповідно ободу й диску суцільнокатаного залізничного колеса). Швидкість охолодження на повітрі від температури кінця деформації становила 1,5-5°С/с залежно від пори року. Після деформації зразки піддавали відпуску при температурі 450-525°C Після всіх обробок проводили металографічні дослідження (оптична й електронна мікроскопія - "Неофот-21", JSM-35, ЭМ-125, рентгеноструктурний аналіз), вимірювали твердість (твердомір ТБ 5004 за ГОСТ 9012-59), а також проводили механічні випробування на розрив (випробна машина "Instron" за ГОСТ 1497-89), ударну в'язкість (на маятниковому копрі PSW-5 за ГОСТ 9454-78), зносостійкість (пари тертя "колесорейка", випробна машина СМЦ-2). Металографічні дослідження показали, що після безперервного охолодження від температури кінця деформації 900-850°C зі швидкістю 1,55,0°С/с, формувалась дисперсна бейнітна структура сталі (бейніт верхній, бейніт нижній, або суміш верхнього й нижнього бейніту) з підвищеною густиною дислокацій і розвиненою комірковою субструктурою. Результати виміру твердості, а також механічних випробувань приведені в таблиці. Пропонований спосіб виготовлення суцільнокатаних залізничних коліс зі сталі бейнітної з термомеханічним зміцненням дозволяє отримати істотно більш високі твердість та міцності властивості в порівнянні із прототипом (таблиця). Що стосується пластичних характеристик, то вони у прототипу трохи вище, однак це не може бути позитивним фактом, оскільки залізничне колесо при експлуатації відчуває складні навантаження й у різних його елементах (ободі, диску) виникають термічні, деформаційні й контактні напруги, які можуть привести до формозміни колеса при занадто високій пластичності сталі. Таблиця Властивості Твердість, HB Границя міцності, в, МПа Відносне подовження, , % Відносне звуження , % Ударна в'язкість, KCU, Дж/см2 Спосіб виготовлення Спосіб за прототипом Пропонований спосіб 300-340 400-435 830-1090 1300-1600 12-20 8-14 24-30 14-25 20-24 20-42 Таким чином, вибір оптимальних параметрів деформування матеріалу ободу суцільнокатаних залізничних коліс із бейнітної сталі та режимів охолодження прокату забезпечує зростання дисперсності структури в умовах підвищеної густини дефектів решітки металу та формування бейнітної структури при розпаді аустеніту. Сукупність характеристик твердості, міцносних та в'язких властивостей не нижче ніж у прототипу. 7 Комп’ютерна верстка А. Рябко 90916 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of solid-rolled railway wheels of bainite steel
Автори англійськоюProidak Yurii Serhiiovych, Hubenko Svitlana Ivanivna, Danchenko Valentyn Mykolaiovych, Shramko Oleksandr Viktorovych, Milenin Andrii Anatoiiovych, Bespalko Valentyna Mykolaivna, Iskov Mykhailo Viktorovych
Назва патенту російськоюСпособ изготовления цельнокатаных железнодорожных колес из стали бейнитной
Автори російськоюПройдак Юрий Сергеевич, Губенко Светлана Ивановна, Данченко Валентин Николаевич, Шрамко Александр Викторович, Миленин Андрей Анатолиевич, Беспалько Валентина Николаевна, Иськов Михаил Викторович
МПК / Мітки
МПК: B21K 1/28, C21D 1/02, C21D 9/34, B21H 1/00
Мітки: суцільнокатаних, сталі, бейнітної, виготовлення, залізничних, коліс, спосіб
Код посилання
<a href="https://ua.patents.su/4-90916-sposib-vigotovlennya-sucilnokatanikh-zaliznichnikh-kolis-zi-stali-bejjnitno.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення суцільнокатаних залізничних коліс зі сталі бейнітної</a>
Сталь бейнітна для суцільнокатаних залізничних коліс (варіанти) і спосіб термічної обробки суцільнокатаних залізничних коліс з бейнітної сталі
Номер патенту: 84987
Опубліковано: 10.12.2008
Автори: Губенко Світлана Іванівна, Горб Євгеній Васильович, Іськов Михайло Вікторович, Сухомлин Георгій Дмитрович, Єсаулов Геннадій Олександрович, Козловський Альфред Іванович, Узлов Іван Герасимович, Беспалько Валентина Миколаївна, Пройдак Юрій Сергійович, Чуприна Любов Володимирівна
МПК: C22C 38/04, C22C 38/18, B60B 17/00, B21H 1/00, C22C 38/00, C22C 38/22, C21D 1/78, C22C 38/50, C21D 9/34, C22C 38/24, C21D 1/18, C22C 38/08
Мітки: сталі, обробки, коліс, спосіб, термічної, бейнітна, варіанти, бейнітної, суцільнокатаних, сталь, залізничних
Формула / Реферат:
1. Сталь бейнітна для суцільнокатаних залізничних коліс, що містить вуглець, марганець, кремній, хром, нікель, алюміній, титан, залізо, яка відрізняється тим, що вона додатково містить молібден, ванадій при наступному співвідношенні компонентів, мас. %: C 0,12-0,129 Мn 1,02-1,5 Si 0,24-0,32 Сr 0,37-3,5 ...
Спосіб виробництва суцільнокатаних залізничних коліс
Номер патенту: 74116
Опубліковано: 17.10.2005
Автори: Польський Георгій Миколаєвич, Горб Євген Васильович, Шрамко Олександр Вікторович, Соловйов Сергій Едуардович, Грінкевич Володимир Олександрович, Чуприна Любов Володимирівна, Бабаченко Олександр Іванович, Козловський Альфред Іванович, Голубєва Людмила Вікторівна, Узлов Іван Герасимович, Данченко Валентин Миколаєвич
Мітки: суцільнокатаних, залізничних, спосіб, коліс, виробництва
Формула / Реферат:
1. Спосіб виготовлення суцільнокатаних залізничних коліс, що включає нагрівання заготовки до температури гарячої пластичної деформації, її осаджування, формування, розкочування ободу та диска на колесопрокатному стані, вигинання диска, калібрування ободу та прошивання отвору в маточині, термічне зміцнення ободу, який відрізняється тим, що до моменту розкочування на колесопрокатному стані деформування металу зони ободу колеса здійснюють зі...
Спосіб термічного зміцнення суцільнокатаних залізничних коліс
Номер патенту: 67568
Опубліковано: 15.06.2004
Автори: Шрамко Олександр Вікторович, Узлов Костянтин Іванович, Мархай Володимир Вікторович, Бабаченко Олександр Іванович, Узлов Іван Герасимович, Кабачний Віктор Петрович, Бесєднов Сергій Вікторович, Лашко Анатолій Дмитрович, Чуприна Любов Володимирівна, Козловський Альфред Іванович
МПК: C21D 9/34
Мітки: спосіб, залізничних, суцільнокатаних, коліс, термічного, зміцнення
Формула / Реферат:
1. Спосіб термічного зміцнення суцільнокатаних залізничних коліс, що включає нагрівання коліс до температури аустенітизації, термічне зміцнення ободу охолодженням його водою, підстуджування коліс на повітрі і їх відпуск, який відрізняється тим, що нагрівання коліс до температури аустенітизації виконують при 875-900°С, термічне зміцнення ободу охолодженням його водою виконують при температурі води 23-27°С, питомою витратою води 75-100 м3/год....
Спосіб поверхневого зміцнення коліс суцільнокатаних
Номер патенту: 87796
Опубліковано: 10.08.2009
Автори: Остапчук Віктор Миколайович, Тимофеєв Сергій Сергійович, Тимофеєва Лариса Андріївна, Федченко Ірина Іванівна
МПК: C23C 8/00, C21D 9/34, C21D 8/00
Мітки: спосіб, суцільнокатаних, поверхневого, коліс, зміцнення
Формула / Реферат:
Спосіб поверхневого зміцнення коліс суцільнокатаних, який включає їх штамповку, механічну обробку, загартування і середній відпуск при t = 450-500 °С до одержання заданої структури тростит, який відрізняється тим, що загартування проводять при t = 860 °С, а перед середнім відпуском колеса суцільнокатані поміщують в 20-25 % водний розчин алюмофосфатів.
Спосіб виготовлення суцільнокатаних коліс залізничного транспорту та виробничо-технологічний комплекс для його здійснення
Номер патенту: 76217
Опубліковано: 17.07.2006
Автори: Яцків Ігор Петрович, Луконін Віктор Сергійович
МПК: B21H 1/00
Мітки: транспорту, спосіб, коліс, залізничного, суцільнокатаних, комплекс, здійснення, виробничо-технологічний, виготовлення
Формула / Реферат:
1. Спосіб виготовлення суцільнокатаних коліс залізничного транспорту, що включає виготовлення зливка, різання зливка на заготовки, осадку, розганяння, прошивання отвору і формування заготовки на гідравлічних штамповочних пресах, викачування обода та гребеня і розкачування диска на колесопрокатному стані і вигин диска колеса на пресі, який відрізняється тим, що на машині безперервного лиття заготовок виготовляють зливок круглої форми,...
Попередній патент: Скоборозкріплювач
Наступний патент: Високопродуктивний флотатор (варіанти)
Випадковий патент: Вимірювальний перетворювач магнітного поля