Спосіб термічного зміцнення суцільнокатаних залізничних коліс
Номер патенту: 67568
Опубліковано: 15.06.2004
Автори: Бабаченко Олександр Іванович, Кабачний Віктор Петрович, Мархай Володимир Вікторович, Бесєднов Сергій Вікторович, Козловський Альфред Іванович, Узлов Костянтин Іванович, Узлов Іван Герасимович, Лашко Анатолій Дмитрович, Чуприна Любов Володимирівна, Шрамко Олександр Вікторович

Формула / Реферат
1. Спосіб термічного зміцнення суцільнокатаних залізничних коліс, що включає нагрівання коліс до температури аустенітизації, термічне зміцнення ободу охолодженням його водою, підстуджування коліс на повітрі і їх відпуск, який відрізняється тим, що нагрівання коліс до температури аустенітизації виконують при 875-900°С, термічне зміцнення ободу охолодженням його водою виконують при температурі води 23-27°С, питомою витратою води 75-100 м3/год. і протягом 215-225 сек., підстуджування коліс проводять протягом 40-50 хв., а відпуск здійснюють при середньомасовій температурі 440-460°С протягом 2 год. 20 хв. - 2 год. 40 хв.
2. Спосіб по п. 1, який відрізняється тим, що термічне зміцнення виконують методом вертикального переривчастого гартування.
Текст
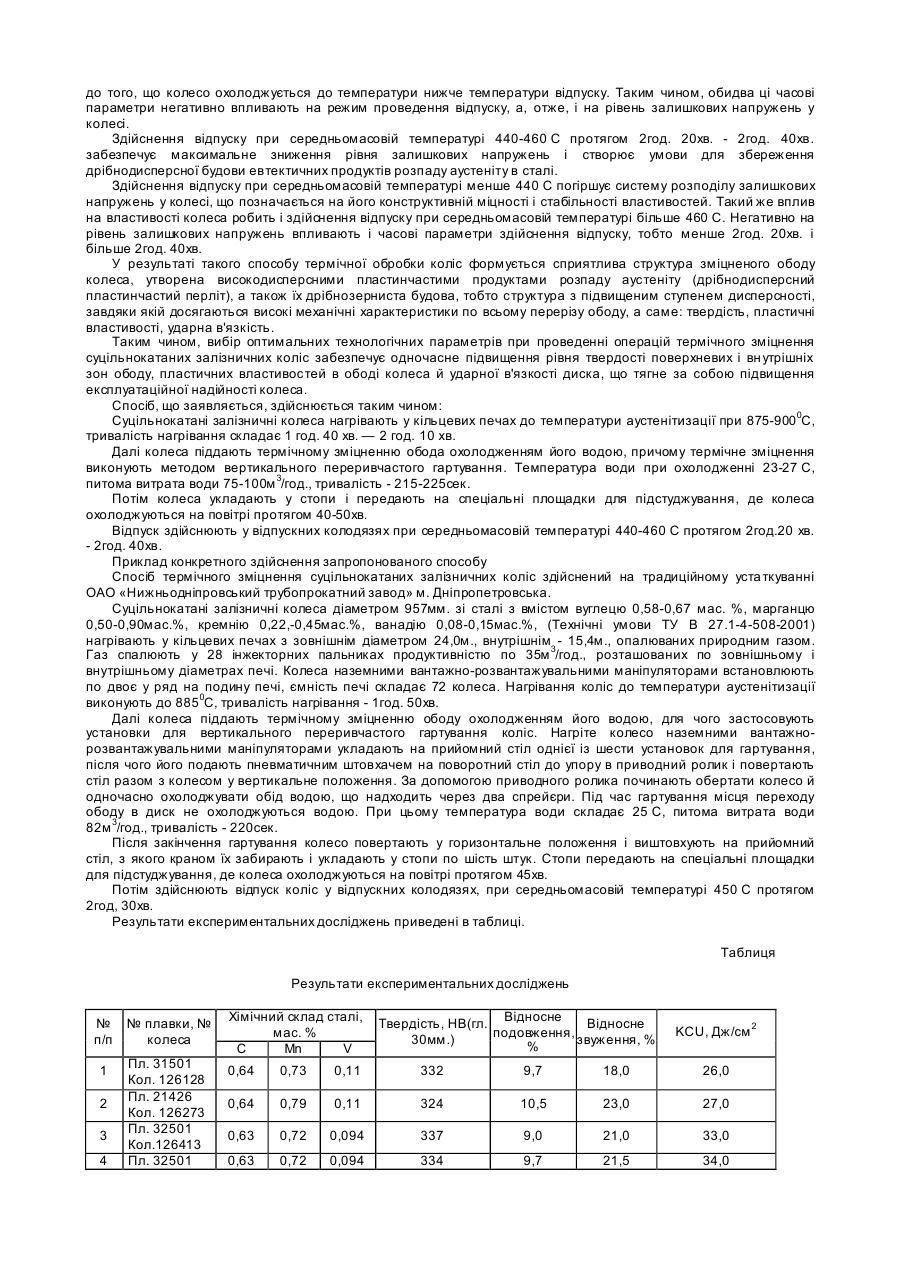
Винахід відноситься до області металургії, зокрема до термічної обробки суцільнокатаних залізничних коліс. Відомий спосіб термічного зміцнення суцільнокатаних залізничних коліс, що включає нагрівання коліс до температури аустенітизації, термічне зміцнення ободу охолодженням його водою і відпуск. Крім того, спосіб включає підстуджування коліс на повітрі перед відпуском (Авт. свід. СРСР № 549485, МКВ2 C21D 9/34, заявл. 22.12.75, опубл. 05.03.77, бюл. № 9). Недоліком способу є низький рівень міцностних властивостей і твердості в ободі на глибині 30мм і більше від поверхні кочення в сполученні з передбаченими ГОСТ 10791-89 вимогами до ударної в'язкості диска через недостатнє перебування внутрішніх зон ободу при температурі аустенітизації в порівнянні з поверхневими зонами, а також через високу температуру колеса безпосередньо перед гартуванням. Найбільш близьким по технічній суті і досягнутому результату до те хнічного рішення, що заявляється, прийнятому як прототип, є спосіб термічного зміцнення суцільнокатаних залізничних коліс, що включає нагрівання коліс до температури аустенітизації, термічне зміцнення ободу охолодженням його водою, підстуджування коліс на повітрі і відпуск. До того ж спосіб передбачає в процесі нагрівання коліс до температури аустенітизації вирівнювання температури внутрішніх і поверхневих зон ободу за рахунок більш високої температури нагріву під гартування, а також включає зниження температури поверхні коліс перед термозміцненням (патент Росії № 2059001, MKB7 C21D 9/34, заявл. 22.02.94, опубл. 27.04.96, бюл.№ 12). У порівнянні з аналогом, застосування в способі операції більш інтенсивного вирівнювання по температурі поверхневої і внутрішньої зон ободу збільшує тривалість перебування внутрішніх зон при температурі аустенітизації і зрівнює стійкість аустеніту зон ободу, що дозволяє підвищити міцностні властивості внутрішніх зон ободу, на що також впливає і зниження температури поверхні коліс перед термозміцненням. Однак, істотним недоліком даного способу є низький рівень твердості поверхневих і вн утрішніх зон ободу внаслідок невисоких технологічних параметрів, зокрема, низької температури нагрівання коліс перед термозміцненням, а також нетривалих параметрів охолодження колеса в гартувальній машині, що приводить до структурної неоднорідності по перерізу ободу, а це, у свою чергу, знижує експлуатаційну надійність коліс. За результатами експериментальних досліджень, приведених у прототипі, температура ободу перед термозміцненням складала 770-800 С, колеса охолоджували в гартувальній машині протягом 150сек. при температурі води 26 С зі швидкістю охолодження, що дорівнює 4 С/сек., а рівень твердості поверхневих зон ободу складав 286-293 НВ, внутрішніх зон - 279-285НВ. В основу винаходу поставлена задача удосконалення способу термічного зміцнення суцільнокатаних залізничних коліс, в якому шляхом оптимізації технологічних параметрів забезпечується одночасне підвищення рівня твердості поверхневих і внутрішніх зон ободу, пластичних властивостей в ободі колеса й ударної в'язкості диска колеса, що тягне за собою підвищення експлуатаційної надійності колеса. Поставлена задача вирішується тим, що в способі термічного зміцнення суцільнокатаних залізничних коліс, що включає нагрівання коліс до температури аустенітизації, термічне зміцнення ободу охолодженням його водою, підстуджування коліс на повітрі і їх відпуск, відповідно до винаходу, нагрівання коліс до температури аустенітизації виконують при 875-900 С, термічне зміцнення ободу охолодженням його водою виконують при температурі води 23-27 С, питомою витратою води 75-100м 3/год. і протягом 215-225сек., підстуджування коліс проводять протягом 40-50 хв., а відп уск здійснюють при середньомасовій температурі 440-460 С протягом 2год. 20хв. - 2год. 40 хв., при цьому, термічне зміцнення виконують методом вертикального переривчастого гартування. Нагрівання коліс до температури аустенітизації при 875-900 С забезпечує одержання рівномірного аустенітного стану в металі, що характеризується розчиненням мікролегуючих елементів у складі сталі, яке сповільнює ріст аустенітного зерна, що не приводить до рекристалізації аустеніту завдяки присутності мікролегуючи х добавок. В результаті метал має однорідний структурний стан як поверхневих, так і внутрішніх зон ободу зі збереженням дрібнозернистої структури. При нагріванні до температури менше 875 С відбувається повне розчинення мікролегуючих елементів, чим цілком усувається їхній негативний вплив на структурний стан, апри температурі нагрівання понад 9000С спостерігається інтенсивне зростання аустенітного зерна, що негативно позначається на однорідності структури. Проведення термічного зміцнення ободу охолодженням його водою при температурі води 23-27 С, питомою витратою води 75-100м 3/год. і протягом 215-225сек. забезпечує формування в металі структури дрібнодисперсного пластинчастого перліту. Вибір запропонованого сполучення параметрів дозволяє створити умови прискореного охолодження ободу, при яких через вплив на процес розпаду аустенітного зерна в поверхневих і внутрішніх зонах металу ободу колеса, практично в усіх робочих зонах утворюються високодисперсні пластинчасті продукти розпаду аустеніту. Цьому сприяє і проведення термічного зміцнення методом вертикального переривчастого гартування, коли охолодженню піддаються не тільки поверхня ободу, але і його бокові грані. При цьому швидкості охолодження шарів ободу розрізняються незначно, ступінь дисперсності продуктів розпаду аустеніту практично не зменшується в нижче лежачих шарах (НВ на поверхні і на глибині 30мм. практично однакова). Вибір температури охолодження в межах 23-27 С обумовлений уніфікуванням способу термічного зміцнення коліс незалежно від природних коливань температури гартувальної води (літо, зима), що обмежує застосування температури охолодження нижче 23 С, а вибір температури вище 27 С приводить до утворення грубодисперсного перліту, що негативно впливає на властивості коліс. Величини меж питомих витрат води, що заявляються (75-100м 3/год.) і часу охолодження (215-225сек.) встановлені емпіричним шляхом з обліком того, що зниження параметрів нижче мінімальної межі (нижче 75м 3/год. і менше 215сек.) не забезпечує середньомасової температури відпуску (440-460 С), а перевищення параметрів (вище 100м 3/год. і більше 225сек.) приводить до збільшення тривалості наступного відпуску. Усе це, разом узяте, негативно позначається на одержані структури металу, яка забезпечує необхідні показники зміцненого ободу. Проведення підстуджування протягом 40-50хв. забезпечує більш сприятливі умови для здійснення відпуску, тобто витримки колеса при оптимальній температурі, необхідній для максимального зниження рівня залишкових напружень у колесі. Проведення підстуджування протягом менш 40 хв. приводить до того, що колесо охолоджується до температури вище температури відпуску, а підстуджування протягом більш 50 хв, приводить до того, що колесо охолоджується до температури нижче температури відпуску. Таким чином, обидва ці часові параметри негативно впливають на режим проведення відпуску, а, отже, і на рівень залишкових напружень у колесі. Здійснення відпуску при середньомасовій температурі 440-460 С протягом 2год. 20хв. - 2год. 40хв. забезпечує максимальне зниження рівня залишкових напружень і створює умови для збереження дрібнодисперсної будови евтектичних продуктів розпаду аустеніту в сталі. Здійснення відпуску при середньомасовій температурі менше 440 С погіршує систему розподілу залишкових напружень у колесі, що позначається на його конструктивній міцності і стабільності властивостей. Такий же вплив на властивості колеса робить і здійснення відпуску при середньомасовій температурі більше 460 С. Негативно на рівень залишкових напружень впливають і часові параметри здійснення відпуску, тобто менше 2год. 20хв. і більше 2год. 40хв. У результаті такого способу термічної обробки коліс формується сприятлива структура зміцненого ободу колеса, утворена високодисперсними пластинчастими продуктами розпаду аустеніту (дрібнодисперсний пластинчастий перліт), а також їх дрібнозерниста будова, тобто структура з підвищеним ступенем дисперсності, завдяки якій досягаються високі механічні характеристики по всьому перерізу ободу, а саме: твердість, пластичні властивості, ударна в'язкість. Таким чином, вибір оптимальних технологічних параметрів при проведенні операцій термічного зміцнення суцільнокатаних залізничних коліс забезпечує одночасне підвищення рівня твердості поверхневих і вн утрішніх зон ободу, пластичних властивостей в ободі колеса й ударної в'язкості диска, що тягне за собою підвищення експлуатаційної надійності колеса. Спосіб, що заявляється, здійснюється таким чином: Суцільнокатані залізничні колеса нагрівають у кільцевих печах до температури аустенітизації при 875-9000С, тривалість нагрівання складає 1 год. 40 хв. — 2 год. 10 хв. Далі колеса піддають термічному зміцненню обода охолодженням його водою, причому термічне зміцнення виконують методом вертикального переривчастого гартування. Температура води при охолодженні 23-27 С, питома витрата води 75-100м 3/год., тривалість - 215-225сек. Потім колеса укладають у стопи і передають на спеціальні площадки для підстуджування, де колеса охолоджуються на повітрі протягом 40-50хв. Відпуск здійснюють у відпускних колодязях при середньомасовій температурі 440-460 С протягом 2год.20 хв. - 2год. 40хв. Приклад конкретного здійснення запропонованого способу Спосіб термічного зміцнення суцільнокатаних залізничних коліс здійснений на традиційному уста ткуванні ОАО «Нижньодніпровський трубопрокатний завод» м. Дніпропетровська. Суцільнокатані залізничні колеса діаметром 957мм. зі сталі з вмістом вуглецю 0,58-0,67 мас. %, марганцю 0,50-0,90мас.%, кремнію 0,22,-0,45мас.%, ванадію 0,08-0,15мас.%, (Технічні умови ТУ В 27.1-4-508-2001) нагрівають у кільцевих печах з зовнішнім діаметром 24,0м., внутрішнім - 15,4м., опалюваних природним газом. Газ спалюють у 28 інжекторних пальниках продуктивністю по 35м 3/год., розташованих по зовнішньому і внутрішньому діаметрах печі. Колеса наземними вантажно-розвантажувальними маніпуляторами встановлюють по двоє у ряд на подину печі, ємність печі складає 72 колеса. Нагрівання коліс до температури аустенітизації виконують до 8850С, тривалість нагрівання - 1год. 50хв. Далі колеса піддають термічному зміцненню ободу охолодженням його водою, для чого застосовують установки для вертикального переривчастого гартування коліс. Нагріте колесо наземними вантажнорозвантажувальними маніпуляторами укладають на прийомний стіл однієї із шести установок для гартування, після чого його подають пневматичним штовхачем на поворотний стіл до упору в приводний ролик і повертають стіл разом з колесом у вертикальне положення. За допомогою приводного ролика починають обертати колесо й одночасно охолоджувати обід водою, що надходить через два спрейєри. Під час гартування місця переходу ободу в диск не охолоджуються водою. При цьому температура води складає 25 С, питома витрата води 82м 3/год., тривалість - 220сек. Після закінчення гартування колесо повертають у горизонтальне положення і виштовхують на прийомний стіл, з якого краном їх забирають і укладають у стопи по шість штук. Стопи передають на спеціальні площадки для підстуджування, де колеса охолоджуються на повітрі протягом 45хв. Потім здійснюють відпуск коліс у відпускних колодязях, при середньомасовій температурі 450 С протягом 2год, 30хв. Результати експериментальних досліджень приведені в таблиці. Таблиця Результати експериментальних досліджень № п/п № плавки, № колеса Хімічний склад сталі, мас. % С Mn V 1 Пл. 31501 Кол. 126128 Пл. 21426 Кол. 126273 Пл. 32501 Кол.126413 Пл. 32501 0,64 0,73 0,11 332 9,7 18,0 26,0 0,64 0,79 0,11 324 10,5 23,0 27,0 0,63 0,72 0,094 337 9,0 21,0 33,0 0,63 0,72 0,094 334 9,7 21,5 34,0 2 3 4 Твердість, НВ(гл. Відносне Відносне подовження, звуження, % 30мм.) % KCU, Дж/см 2 5 6 7 Кол. 126430 ТУ У 27.1-4508-2001 ГОСТ 1079189, марка 2 0,580,67 0,550,65 0,500,90 0,500,90 0,080,15 Прототип 0,63 0,74 320 255 Пов. Серед 287-293 279-287 Не менш 8,0 14,0 Не менш 8,0 14,0 Факультативно 16,0 20,0 Як свідчать результати таблиці, запропонований спосіб термічного зміцнення суцільнокатаних залізничних коліс у порівнянні з відомими ( ТУ В 27.1-4-508-2001, ГОСТ 10791-89, прототип ) забезпечує одночасне підвищення рівня твердості, пластичних властивостей в ободі колеса, ударної в'язкості диска, що підвищує експлуатаційну надійність коліс (твердість 324-337НВ на глибині 30мм.; відносне подовження, %, 9,0-10,5; відносне звуження, %, 18,0-23,0; ударна в'язкість диска KCU 26,0-34,0Дж/см 2).
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the solid-rolled railway wheels thermal strengthening
Автори англійськоюUzlov Ivan Herasymovych, Uzlov Kostiantyn Ivanovych, Babachenko Oleksandr Ivanovych, Lashko Anatolii Dmytrovych, Markhaj Volodymyr Viktorovych, Kabachnyi Viktor Petrovych, Kozlovskyi Alfred Ivanovych, Chupryna Liubov Volodymyrivna, Shramko Oleksandr Viktorovych
Назва патенту російськоюСпособ термического упрочнения целькокатаных железнодорожных колес
Автори російськоюУзлов Иван Герасимович, Узлов Константин Иванович, Бабаченко Александр Иванович, Лашко Анатолий Дмитриевич, Мархай Владимир Викторович, Кабачный Виктор Петрович, Козловский Альфред Иванович, Чуприна Любовь Владимировна, Шрамко Александр Викторович
МПК / Мітки
МПК: C21D 9/34
Мітки: спосіб, коліс, залізничних, термічного, зміцнення, суцільнокатаних
Код посилання
<a href="https://ua.patents.su/3-67568-sposib-termichnogo-zmicnennya-sucilnokatanikh-zaliznichnikh-kolis.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічного зміцнення суцільнокатаних залізничних коліс</a>
Пристрій для термічного зміцнення залізничних коліс
Номер патенту: 43438
Опубліковано: 17.12.2001
Автори: Узлов Іван Герасимович, Перков Олег Миколайович, Весна Олександр Іванович, Козловський Альфред Іванович, Мирошниченко Микола Григорович, Чуприна Любов Володимирівна, Бабаченко Олександр Іванович, Кузьменко Володимир Олексійович, Кірсанов Володимир Михайлович, Немога Вячеслав Анатолійович
МПК: C21D 9/34
Мітки: залізничних, зміцнення, пристрій, термічного, коліс
Формула / Реферат:
Пристрій для термічного зміцнення залізничних коліс, що містить порожнистий корпус з перфорованою стінкою і патрубком для подання охолоджувача, який відрізняється тим, що перфорована стінка корпусу виконана плоскою і має канали з співвідношенням їх1/d=1.8 - 2.2, де 1 - довжина каналу;d - діаметр каналу та нахилені під кутами 60°-70° та 150°-160° до стінки.
Машина для вимірювання геометричних параметрів залізничних суцільнокатаних коліс у потоці виробництва
Номер патенту: 28080
Опубліковано: 16.10.2000
Автори: Крашевич Віктор Наумович, Буряк Анатолій Вікторович, Кузьменко Володимир Олексійович, Сідорін Генадій Миколайович, Староселецький Михайло Іліч, Скрипниченко Анатолій Іванович, Сологуб Борис Васильович, Черніхов Юрій Веніамінович, Козловський Альфред Іванович, Шифрін Євген Ісайович, Морозов Павло Едуардович, Ганжа Валерій Володимирович, Ободан Володимир Якович, Пахомов Генадій Юхимович, Бердянський Юхим Натан-Анатолійович, Мирошниченко Микола Григорович, Новосадов Валерій Олександрович
МПК: G01B 5/20, G01B 11/24, G01B 7/28
Мітки: суцільнокатаних, параметрів, коліс, потоці, геометричних, вимірювання, виробництва, машина, залізничних
Текст:
...вид по стрелке А на блок датчиков и на фиг. 3 - вид по стрелке Б на кантователь. Машина для измерения геометрических параметров железнодорожных цельнокатаных колес в потоке производства содержит блок 1 датчиков положения поверхностей колеса, выполненный в виде двух лазерных дальномеров 2, сканирующей оптоэлектронной системы 3, первой 4 и второй 5 оптопары. На основании 6 установлены механизм 7 перемещения блока датчиков, кантователь 8 колес и...
Спосіб виготовлення суцільнокатаних коліс із вигнутим диском
Номер патенту: 12802
Опубліковано: 28.02.1997
Автори: Староселецький Михайло Ілліч, Белущенко Олександр Вячеславович, Буряк Анатолій Вікторович, Пахомов Геннадій Юхимович, Крашевич Віктор Наумович, Корж Дмитро Васильович, Іллюкович-Страковський Олександр Будимирович, Валетов Михайло Серафимович
МПК: B21H 1/00
Мітки: виготовлення, диском, спосіб, суцільнокатаних, коліс, вигнутим
Формула / Реферат:
(57) Способ изготовления цельнокатаных колес с изогнутым диском, включающий осадку заготовки, формовку ступицы сприлегающей к ней частью диска изогнутой формы в виде гофра, прокатку обода с прилегающей к нему частью диска, выгибку диска, калибровку колеса и прошивку отверстия в ступице, отличающийся тем, что в процессе формовки ступицы формовку прилегающей к ней части диска осуществляют на длину не менее чем до вершины гофра и не далее точки,...
Спосіб зміцнення зубців зубчатих коліс
Номер патенту: 49194
Опубліковано: 16.09.2002
Автори: Саункін Володимир Тимофійович, Лобунець Євген Юрійович, Онищук Сергій Григорович
МПК: B23C 3/00, B24B 39/00
Мітки: коліс, зубців, зубчатих, спосіб, зміцнення
Формула / Реферат:
Спосіб зміцнення зубців зубчатих коліс, що здійснюється шляхом пластичного деформування поверхні зубців обробляючими тілами, що вільно розташовані у западинах зубців, при цьому оброблюваному зубчатому колесу і уведеному з ним у зачеплення деформуючому елементу, виконаному у вигляді шестірні зі зменшеною висотою зубців до діаметра ділильного кола, надають обертання з рівними кутовими швидкостями, але у різні сторони, який відрізняється тим, що...
Спосіб прокатки чорнових залізничних коліс
Номер патенту: 67603
Опубліковано: 15.06.2004
Автори: Яковченко Олександр Васильович, Новиков Денис Миколайович
МПК: B21H 1/00
Мітки: коліс, залізничних, чорнових, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки чорнових залізничних коліс, що включає гарячу пластичну деформацію обода похилими і натискними валками і прилеглого до нього диска - похилими валками, який відрізняється тим, що процес осьової і/або радіальної деформації обода суміщають із примусовим охолодженням бічних поверхонь обода і/або поверхні кочення обода і гребеня до температури 1000 – 1070 °С.
Попередній патент: Спосіб одержання органо-мінерального добрива з пташиного посліду
Наступний патент: Протиобліднювальний реагент
Випадковий патент: Спосіб та пристрій для змотування металевої стрічки