Спосіб виготовлення суцільнокатаних коліс залізничного транспорту та виробничо-технологічний комплекс для його здійснення
Номер патенту: 76217
Опубліковано: 17.07.2006
Формула / Реферат
1. Спосіб виготовлення суцільнокатаних коліс залізничного транспорту, що включає виготовлення зливка, різання зливка на заготовки, осадку, розганяння, прошивання отвору і формування заготовки на гідравлічних штамповочних пресах, викачування обода та гребеня і розкачування диска на колесопрокатному стані і вигин диска колеса на пресі, який відрізняється тим, що на машині безперервного лиття заготовок виготовляють зливок круглої форми, суцільного перерізу з діаметром, придатним для виготовлення коліс залізничного транспорту, і безпосередньо зразу після виходу безперервнолитого зливка з машини безперервного лиття заготовок виконують його різання на заготовки пристроєм швидкого повного механічного гарячого різання, наприклад, роторною пилкою для гарячого розпилювання, а отримані заготовки подають на подальші операції на пресах з використанням тепла вихідного безперервнолитого зливка з машини безперервного лиття заготовок.
2. Спосіб за п. 1, який відрізняється тим, що безперервнолитий зливок безпосередньо після виходу його з машини безперервного лиття заготовок ріжуть на попередні заготовки, що містять в собі декілька окремих заготовок, які далі подають на додаткові пристрої швидкого повного механічного гарячого різання, наприклад, роторні пилки для гарячого розпилювання, де виконують різання попередніх заготовок на окремі заготовки для виготовлення коліс, які подають на подальші операції, а залишки окремих заготовок розміщують у термостатичних проміжних сховищах гарячих заготовок.
3. Виробничо-технологічний комплекс для виготовлення суцільнокатаних коліс залізничного транспорту, який містить вишикуване у одну технологічну лінію устаткування для виготовлення зливка, устаткування для різання зливка на заготовки для виготовлення коліс залізничного транспорту, гідравлічні штамповочні преси для осадки, розганяння, прошивання та чорнового формування заготовок, формування маточини, диска та обода, колесопрокатний стан для остаточного викачування обода та гребеня і розкачування диска, прес для вигину диска колеса, калібровки обода і видаляння перемички у центральному отворі маточини заготовки та різне допоміжне устаткування, який відрізняється тим, що устаткування для виготовлення зливка виконано у вигляді машини безперервного лиття заготовок круглої форми, суцільного перерізу з діаметром, придатним для виготовлення коліс залізничного транспорту, а устаткування для різання безперервнолитого зливка на заготовки встановлено безпосередньо поряд з машиною безперервного лиття заготовок на платформі з можливістю зворотно-поступального руху синхронно з рухом безперервнолитого зливка й виконано у вигляді пристрою швидкого повного механічного гарячого різання, наприклад, роторної пилки для гарячого розпилювання.
4. Виробничо-технологічний комплекс за п. 3, який відрізняється тим, що устаткування для різання безперервнолитого зливка на заготовки розділено на основне устаткування для попереднього різання безперервнолитого зливка на попередні заготовки, що містять декілька окремих заготовок для виготовлення коліс, яке виконано у вигляді пристрою швидкого повного механічного гарячого різання, наприклад, роторної пилки для гарячого розпилювання, й додаткове устаткування для остаточного різання попередніх заготовок на окремі заготовки для виготовлення коліс, яке виконано у вигляді додаткових, встановлених паралельно основному устаткуванню для різання заготовок та загальній технологічній лінії, пристроїв швидкого повного механічного гарячого різання, наприклад, роторних пилок для гарячого розпилювання, причому як основне, так і додаткове устаткування змонтовано на платформах з можливістю зворотно-поступального руху синхронно з рухом зливка й можливою взаємозамінністю, а поряд з додатковим устаткуванням змонтовані термостатичні проміжні сховища гарячих заготовок.
Текст
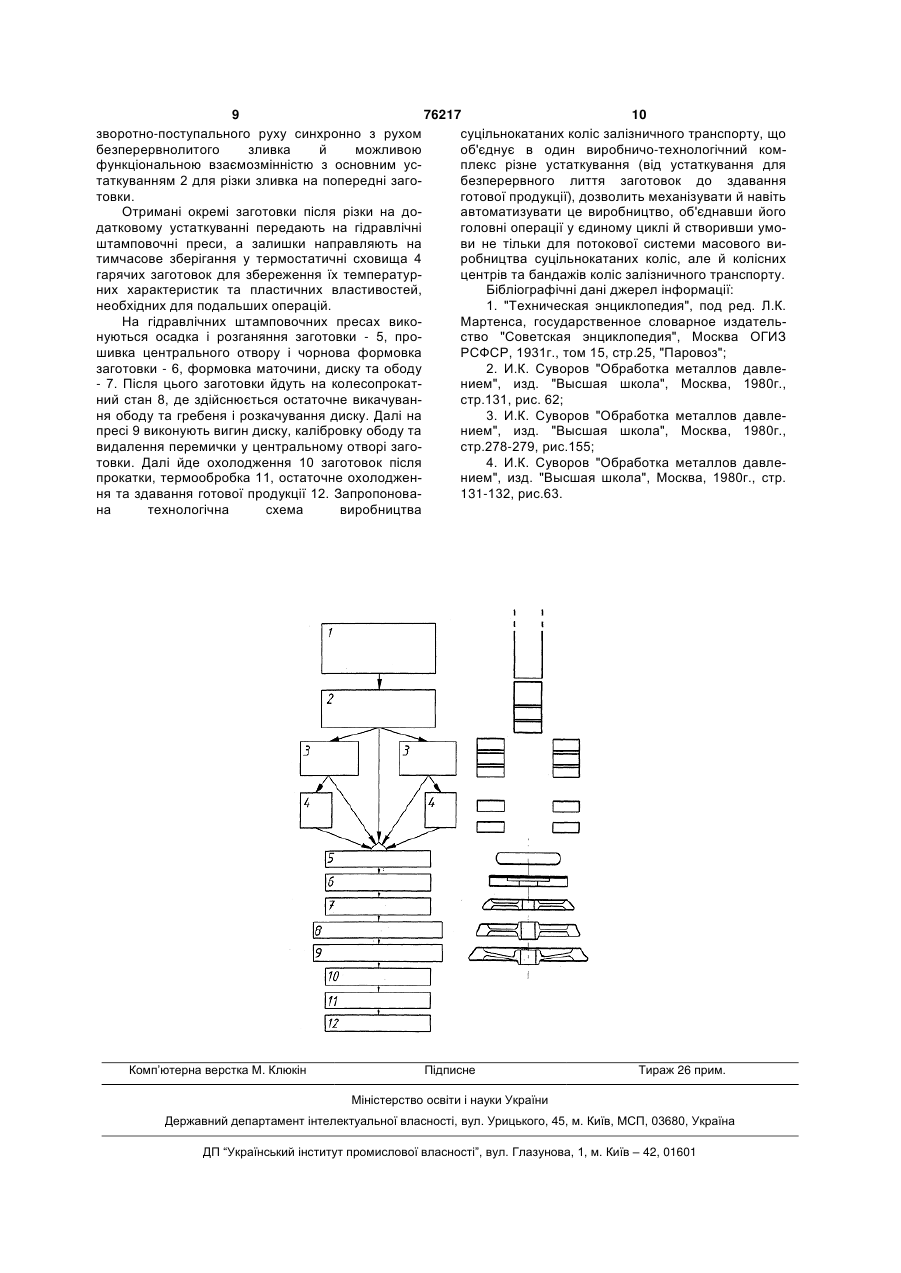
1. Спосіб виготовлення суцільнокатаних коліс залізничного транспорту, що включає виготовлення зливка, різання зливка на заготовки, осадку, розганяння, прошивання отвору і формування заготовки на гідравлічних штамповочних пресах, викачування обода та гребеня і розкачування диска на колесопрокатному стані і вигин диска колеса на пресі, який відрізняється тим, що на машині безперервного лиття заготовок виготовляють зливок круглої форми, суцільного перерізу з діаметром, придатним для виготовлення коліс залізничного транспорту, і безпосередньо зразу після виходу безперервнолитого зливка з машини безперервного лиття заготовок виконують його різання на заготовки пристроєм швидкого повного механічного гарячого різання, наприклад, роторною пилкою для гарячого розпилювання, а отримані заготовки подають на подальші операції на пресах з використанням тепла вихідного безперервнолитого зливка з машини безперервного лиття заготовок. 2. Спосіб за п. 1, який відрізняється тим, що безперервнолитий зливок безпосередньо після виходу його з машини безперервного лиття заготовок ріжуть на попередні заготовки, що містять в собі декілька окремих заготовок, які далі подають на додаткові пристрої швидкого повного механічного гарячого різання, наприклад, роторні пилки для гарячого розпилювання, де виконують різання попередніх заготовок на окремі заготовки для виготовлення коліс, які подають на подальші операції, а залишки окремих заготовок розміщують у термостатичних проміжних сховищах гарячих заготовок. 3. Виробничо-технологічний комплекс для виготовлення суцільнокатаних коліс залізничного транспорту, який містить вишикуване у одну технологіч 2 (19) 1 3 Винахід належить до способів та пристроїв для виготовлення коліс, а точніше до технологічних питань виготовлення коліс, колісних центрів та бандажів коліс залізничного транспорту прокаткою, тобто обробкою металу тисненням у пластичному стані. Відомо, що проблема виготовлення залізничних коліс виникала разом з будівництвом перших залізниць, а точніше перших вагонів та локомотивів, серед яких багато десятків років успішно використовувалися паровози. На перших порах, коли паровози виготовляли індивідуальним шляхом, колеса або відливали з високоякісної на той час сталі зразу у вигляді ободу зі спицями, або виготовляли куванням окремих компонентів, які подалі з'єднували куванням або зварюванням [1]. Далі йшла механічна обробка осьових отворів та поверхні котіння на карусельних або лоботокарних верстатах з подальшим збиранням колісних пар методом напресовування двох коліс на одну вісь. Виготовлення коліс індивідуальним шляхом, яке здійснювалося таким чином, у зв'язку з подальшим розвитком залізничних мереж, звичайно не могло задовольнити зростаючих потреб у вагонних колесах для залізничного транспорту. Масові потреби у колесах привели до пошуків технологічних рішень, які повинні були вирішити проблеми масового виготовлення коліс. Відома технологічна схема під назвою "зливок - готовий прокат", яка довгий час застосовувалася для одержування готових виробів шляхом обробки заготовок прокаткою металу у пластичному стані. Причому спочатку маса зливку вибиралася з таким рахунком, щоб з нього можна було безпосередньо отримати необхідний виріб за одне нагрівання. Проте, по мірі розвитку машинобудування та металургії сталь почали розливати у зливки до 10 тонн і більше, в зв'язку з чим виникла необхідність в охолодженні зливка та розділенню його на заготовки і в зв'язку з чим технологічна схема набула вигляду "зливок - напів продукт (заготовка) - повторне нагрівання - готовий прокат [2]. Відомий технологічний процес, розроблений у відповідності з цією технологічною схемою для масового виробництва коліс та бандажів для залізничного транспорту. Цей процес виготовлення коліс містить в собі такі операції як відливка зливка у кокіль, охолодження, розрізка зливка на декілька заготовок на зливкорозрізному токарному верстаті й подальше розламування по одній заготовці на колесо (тому що між заготовками залишається недоріз до 90мм), нагрівання заготовок до 1200-1250°С, далі обробка заготовки на гідравлічних штампувальних пресах (на одному осадка заготовки, на другом - прошивка центрального отвору та надання заготовці форми чорнового колеса, на наступному - формування маточини, диску та обода). Далі колісна заготовка йде на колесопрокатний стан, де виконується остаточне викачування ободу та гребеня і розкачування дис 76217 4 ку. Остання операція - вигин диску, калібровка ободу і видалення перемички у центральному отворі маточини. Усі операції при виготовленні коліс, зв'язані з обробкою металу тисненням, виконуються за одне нагрівання [3]. Далі йдуть такі операції як термічна обробка та остаточна механічна обробка. Поряд з вищевикладеними широко вживаними технічними схемами набуває все більше поширення схема "лита заготовка - готовий прокат", у відповідності з якою заготовку квадратного або прямокутного перерізу одержують на установці безперервного розливання сталі або на машині безперервного лиття заготовок. Застосування безперервного розливання сталі знижує собівартість металургійного переділу, а також суттєвим чином змінює умови праці у сталеплавильних цехах і відкриває можливості для широкої механізації та автоматизації всього металургійного виробництва. Відома більш прогресивна технологічна схема виробництва прокату з литої заготовки, яка відрізняється від викладених виключенням ряду операцій на перших етапах обробки вихідного матеріалу. Вона містить отримання литої заготовки квадратного, прямокутного перерізу або круглої порожнистої трубної заготовки на машині безперервного лиття заготовок, розрізку на окремі заготовки, охолодження, огляд та зачищення, нагрівання у методичних печах, прокатку, охолодження після прокатки, оброблення та здача готового прокату [4]. Порівнювання вищевикладених технологічних схем з точки зору пристосування їх для виготовлення прокаткою залізничних коліс дозволяє зробити загальний висновок, що, по-перше, відсутні машини безперервного лиття заготовок для безперервного лиття круглої заготовки суцільного перерізу з діаметром, придатним для виготовлення залізничних коліс, а також, що практично усі схеми мають один важливий недолік, який присутній як при схемі "зливок - охолодження розрізка - нагрівання - готовий прокат", так і при схемі "лита заготовка - розрізка - охолодження зачищення - нагрівання - готовий прокат". І цей недолік - охолодження зливка, низькопродуктивна механічна різка охолодженого зливка на заготовки, розламування недорізаних заготовок одна від другої, тому що різка зливка на зливкорозрізних токарних верстатах дає недоріз діаметром до 90мм, знову нагрівання і далі прокатка, тобто у наявності величезні невиправдані утрати та повторні витрати теплової енергії, а також використання низькопродуктивного устаткування для різки заготовок. В основу винахода поставлена задача запропонувати такий спосіб виготовлення суцільнокатаних коліс залізничного транспорту, при якому будуть використані технологічні особливості машини безперервного лиття заготовок та сучасного устаткування для гарячої різки 5 76217 6 заготовок, а також будуть виключені величезні на платформі з можливістю зворотно - поступальвтрати тепла, що утримується у безперервно литій ного руху синхронно з рухом безперервно литого заготовці, і значно скорочені витрати тепла на зливка й виконано у вигляді пристрою швидкої, повторні нагрівання заготовок, що дозволить повної, механічної, гарячої різки, наприклад, більш економно витрачати енергоресурси та уникроторної пилки для гарячого розпилювання. Окрім нути ряду невиправданих проміжних операцій. цього, устаткування для різки безперервно литого Поставлена задача вирішується тим, що зливка на заготовки розділено на основне устаткувинахід, який заявляється усуває виявлені вання для попередньої різки безперервно литого недоліки відомого рішення та пропонує більш зливка на попередні заготовки, що містять в собі ефективне технічне рішення з новим технічним декілька окремих заготовок для виготовлення результатом. коліс, яке виконано у вигляді пристрою швидкої, Запропоноване рішення у вигляді способу та повної, механічної, гарячої різки, наприклад, пристрою для виготовлення суцільнокатаних коліс роторної пилки для гарячого розпилювання, і дозалізничного транспорту об'єднано в один даткове устаткування для остаточної різки технологічний комплекс. При цьому спосіб вигопопередніх заготовок на окремі заготовки для витовлення суцільнокатаних коліс залізничного готовлення коліс, яке виконано у вигляді додаткотранспорту полягає в тому, що на машині безпевих, встановлених паралельно основному, рервного лиття заготовок виготовляють зливки пристроїв швидкої, повної, механічної, гарячої круглої форми, суцільного перерізу і з діаметром, різки, наприклад, роторних пилок для гарячого придатним для виготовлення коліс залізничного розпилювання, поряд з якими змонтовані транспорту, і безпосередньо зразу після виходу термостатичні проміжні сховища гарячих заготобезперервно литого зливка з машини безперевок. рвного лиття заготовок виконують його різку на Аналіз причинно-наслідкового зв'язку дозволяє заготовки пристроєм швидкої, повної, механічної, зробити висновок, що наведені ознаки заявляємих гарячої різки заготовок, наприклад, роторною пилспособу та пристрою належать до суттєвих, тому кою для гарячого розпилювання, а одержані загощо вони забезпечують досягнення нового товки з чистим і рівним зрізом зразу з використотехнічного результату, відрізняють винаходи, що вуванням тепла вихідного безперервно литого заявляються від відомого прототипа. зливка з машини безперервного лиття заготовок Технічний результат забезпечується таким чиподають на подальші операції: осадку заготовки, ном. Створення виробничо-технологічного компрошивку центрального отвору і формовку загоплексу для виготовлення суцільнокатаних коліс товки на гідравлічних штампувальних пресах, визалізничного транспорту, в якому у відповідності з качування ободу та гребеня і розкачування диску заявляємим способом та пристроєм запропонована колесопрокатному стані, вигін диску з но на початку технологічної лінії встановити макалібровкою обода та видаленням перемички у шину безперервного лиття заготовок круглої форцентральному отворі маточини. Крім цього ми, суцільного перерізу із діаметром, придатним особливістю способу є можливість різати безпередля виготовлення коліс залізничного транспорту, а рвно литий зливок на попередні заготовки, що поряд з цією машиною встановити устаткування, містять в собі декілька окремих заготовок, з пояке дозволить виконувати швидку, повну, дальшою передачею їх на додаткові, встановлені механічну, гарячу різку безперервнолитого зливка паралельно основному, пристрої швидкої, повної, на заготовки безпосередньо поряд з машиною механічної, гарячої різки, наприклад, роторні пилки безперервного лиття заготовок, замість лиття для гарячого розпилювання, де й виконують різку зливка у кокіль з обов'язковим додатком на кожний попередніх заготовок на окремі заготовки для визливок, охолодження зливка, холодної різки зливка готовлення коліс, які подають на подальші на заготовки на низькопродуктивних операції, а залишки розміщують у термостатичних зливкорозрізних токарних верстатах, розламуванпроміжних сховищах гарячих заготовок. У ня недорізаних заготовок одна від другої, тому що відповідності з запропонованим способом пристрій при цьому виникає недоріз діаметром до 90мм, для виготовлення суцільнокатаних коліс відрізання додатків та повторного нагрівання залізничного транспорту подається у вигляді викожної окремої заготовки перед подачею її на робниче - технологічного комплексу, до складу подальші операції на пресах, дозволить різко якого входить устаткування для виготовлення підвищити об'єм виробництва коліс залізничного зливку, устаткування для різки зливка на заготовки транспорту у порівнянні з відомою технологічною для виготовлення коліс залізничного транспорту, схемою. Окрім цього, використання машини безгідравлічні штамповочні преси для осадки, розгаперервного лиття заготовок дозволить знизити няння, прошивки та формування заготовок, колесобівартість продукції при поліпшенні механічних сопрокатний стан, прес для вигину диску та властивостей та інших характеристик стальних калібровки ободу колеса і допоміжне устаткування, виробів, а також створити умови для механізації та і який відрізняється тим, що устаткування для виавтоматизації усього металургійного виробництва готовлення зливку виконано у вигляді машини коліс залізничного транспорту. Використання мабезперервного лиття заготовок круглої форми, шини безперервного лиття заготовок і устаткувансуцільного перерізу із діаметром, придатним для ня швидкої гарячої різки безперервнолитого зливвиготовлення коліс залізничного транспорту. При ка на заготовки дозволить використовувати тепло цьому устаткування для різки безперервно литого самого зливка, отримане їм при його виготовленні, зливка на заготовки встановлено безпосередньо на інших операціях, що виконуються на пресах і поряд з машиною безперервного лиття заготовок станах, що у свою чергу дозволить виключити 7 76217 8 необхідність в додаткових проміжних нагріваннях У відповідності з запропонованим способом та забезпечити значну економію енергоресурсів та пристрій для виготовлення суцільнокатаних коліс скорочення ряду невиправданих операцій і залізничного транспорту подається у вигляді визв'язаного з цим устаткування. робничо-технологічного комплексу, на початку Винахід, що завляється є новим, має певний якого встановлено машину 1 безперервного лиття винахідницький рівень і придатний для промислозаготовок, круглої форми, суцільного перерізу і з вого виготовлення та використання в умовах діаметром, придатним для виготовлення металургійного виробництва, у зв'язку з чим йому суцільнокатаних коліс залізничного транспорту. може бути надана правова охорона. Безпосередньо поряд з машиною безпереДалі сутність винаходу пояснюється описом та рвного лиття заготовок встановлено устаткування технологічною схемою виготовлення для різання зливка на заготовки, яке поділено на суцільнокатаних коліс залізничного транспорту з основне устаткування 2 для попереднього різання заготовок, отриманих у вигляді безперервнолитого безперервнолитого зливка на попередні заготовки, зливка на машині безперервного лиття заготовок. що містять в собі декілька окремих заготовок, яке На наданій фігурі зображено технологічну виконано у вигляді пристрою швидкої, повної, схему виробництва у відповідності з винаходом, механічної, гарячої різки, наприклад, роторної пилщо заявляється і з паралельно наданими зобраки для гарячого розпилювання, й додаткове устатженнями змін, що мають чинитися з заготовкою по кування 3 остаточного різання попередніх заготомірі її проходження крізь окремі технологічні вок на окремі заготовки для виготовлення коліс, операції. Спосіб виготовлення суцільнокатаних яке виконано у вигляді додаткових, встановлених коліс залізничного транспорту, що заявляється паралельно основному, пристроїв швидкої, повної, виконується таким чином. Зливок круглої форми, механічної, гарячої різки, наприклад, роторних суцільного перерізу і з діаметром, придатним для пилок для гарячого розпилювання. Причому як виготовлення коліс залізничного транспорту, вигоосновне, так і додаткове устаткування для різання товляють на машині безперервного лиття заготозаготовок, змонтовано на платформах з вок. Далі безпосередньо зразу після виготовлення можливістю зворотно-поступального руху синзливок з боковою поверхнею, що не вимагає очихронно з рухом зливка та можливою щення, ріжуть на заготовки пристроєм швидкої, взаємозамінністю. повної, механічної, гарячої різки, наприклад, у Поряд з устаткуванням 3 остаточного різання вигляді роторної пилки для гарячого розпилюванзмонтовані термостатичні сховища 4 гарячих загоня, яка забезпечує чистий й повний різ, зберігаючи товок. Далі встановлені гідравлічні штамповочні початкове тепло зливка в заготовках і створюючи преси для виконання технологічних операцій: можливість виконувати подальші операції без охоосадка та розганяння заготовки 5, прошивка ценлодження заготовок, очищення, розламування та трального отвору і надання заготовці форми чорповторного нагрівання до температури, необхідної нового колеса 6, формовка маточини, диску і ободля подальших операцій. Для забезпечення ду 7. Після гідравлічних штамповочних пресів гарантії безперервного різання безперервно установлено колесопрокатний стан 8 для остаточвідливаємого зливка на заготовки передбачено ного викачування ободу та гребеня і розкачування декілька варіантів різання, використання яких задиску колеса. За ним встановлено прес 9 для вилежить від взаємного сполучення швидкостей руху гину диску, калібровки ободу та видаляння перебезперервнолитого зливка, відрізання окремої мички у центральному отворі маточини. Далі по заготовки або часу на один різ та виконання потехнологічній схемі йде устаткування для охолоддальших операцій. Перший варіант - різання безження 10 після прокатки, устаткування для термоперервнолитого зливка на окремі заготовки (по обробки 11 і остаточного охолодження та здаванодній на колесо) виконують основним пристроєм ня готової продукції 12. безпосередньо по виходу зливка з машини безпеРобота виробничо-технологічного комплексу у рервного лиття заготовок і подають кожну відповідності з заявляємим винаходом відрізану заготовку прямо на подальші операції на виконується таким чином. Машина 1 безперервнопресах. Другий варіант - безперервнолитий зливок го лиття заготовок, призначена для виготовлення спочатку ріжуть на попередні заготовки, що зливка круглої форми, суцільного перерізу і з містять в собі декілька окремих заготовок, і подадіаметром, придатним для виготовлення ють їх на остаточне різання на окремі заготовки на суцільнокатаних коліс залізничного транспорту, додаткових, встановлених паралельно основному, безперервно видає зливок. Встановлене поряд з пристроях швидкої, повної, механічної, гарячої машиною 1 основне устаткування для різання зарізки, після чого окремі заготовки подають на готовок у вигляді пристрою 2 для швидкої, повної, подальші операції на пресах. Третій варіант - безмеханічної, гарячої різки, наприклад, роторної пилперервнолитий зливок ріжуть на попередні загоки для гарячого розпилювання, змонтованого на товки, далі ці заготовки подають на додаткові, платформі з можливістю зворотно-поступального встановлені паралельно основному, пристрої, на руху синхронно з рухом безперервнолитого зливяких попередні заготовки ріжуть на окремі заготовка, виконує різку зливка на попередні заготовки, ки, які у випадку затримки проходження на що містять в собі декілька окремих заготовок, з подальші операції направляють у термостатичні передачею їх на додаткове устаткування 3 для сховища гарячих заготовок, щоб зберегти їх різки попередніх заготовок, яке змонтовано паратемпературні характеристики та пластичні лельно основному устаткуванню 2 для різки зливвластивості, звідки вже після певної паузи заготовка на попередні заготовки й загальній ки направляють на подальші операції на пресах. технологічній лінії на платформах з можливістю 9 76217 10 зворотно-поступального руху синхронно з рухом суцільнокатаних коліс залізничного транспорту, що безперервнолитого зливка й можливою об'єднує в один виробничо-технологічний комфункціональною взаємозмінністю з основним усплекс різне устаткування (від устаткування для таткуванням 2 для різки зливка на попередні загобезперервного лиття заготовок до здавання товки. готової продукції), дозволить механізувати й навіть Отримані окремі заготовки після різки на доавтоматизувати це виробництво, об'єднавши його датковому устаткуванні передають на гідравлічні головні операції у єдиному циклі й створивши умоштамповочні преси, а залишки направляють на ви не тільки для потокової системи масового витимчасове зберігання у термостатичні сховища 4 робництва суцільнокатаних коліс, але й колісних гарячих заготовок для збереження їх температурцентрів та бандажів коліс залізничного транспорту. них характеристик та пластичних властивостей, Бібліографічні дані джерел інформації: необхідних для подальших операцій. 1. "Техническая энциклопедия", под ред. Л.К. На гідравлічних штамповочних пресах викоМартенса, государственное словарное издательнуються осадка і розганяння заготовки - 5, проство "Советская энциклопедия", Москва ОГИЗ шивка центрального отвору і чорнова формовка РСФСР, 1931г., том 15, стр.25, "Паровоз"; заготовки - 6, формовка маточини, диску та ободу 2. И.К. Суворов "Обработка металлов давле- 7. Після цього заготовки йдуть на колесопрокатнием", изд. "Высшая школа", Москва, 1980г., ний стан 8, де здійснюється остаточне викачуванстр.131, рис. 62; ня ободу та гребеня і розкачування диску. Далі на 3. И.К. Суворов "Обработка металлов давлепресі 9 виконують вигин диску, калібровку ободу та нием", изд. "Высшая школа", Москва, 1980г., видалення перемички у центральному отворі загостр.278-279, рис.155; товки. Далі йде охолодження 10 заготовок після 4. И.К. Суворов "Обработка металлов давлепрокатки, термообробка 11, остаточне охолодженнием", изд. "Высшая школа", Москва, 1980г., стр. ня та здавання готової продукції 12. Запропонова131-132, рис.63. на технологічна схема виробництва Комп’ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of seamless-rolled wheels of rail transport and production complex for its implementation
Назва патенту російськоюСпособ изготовления цельнокатаных колес железнодорожного транспорта и производственно-технологический комплекс для его осуществления
МПК / Мітки
МПК: B21H 1/00
Мітки: спосіб, комплекс, виробничо-технологічний, транспорту, виготовлення, здійснення, залізничного, коліс, суцільнокатаних
Код посилання
<a href="https://ua.patents.su/5-76217-sposib-vigotovlennya-sucilnokatanikh-kolis-zaliznichnogo-transportu-ta-virobnicho-tekhnologichnijj-kompleks-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення суцільнокатаних коліс залізничного транспорту та виробничо-технологічний комплекс для його здійснення</a>
Спосіб знищення гострокінцевого накату на гребені колеса вагона залізничного транспорту та пристрій для його здійснення
Номер патенту: 75729
Опубліковано: 15.05.2006
Автори: Луконін Віктор Сергійович, Мальцев Олег Аверкійович
МПК: B24B 5/00, B61D 43/00, B23P 6/00
Мітки: гребені, здійснення, колеса, знищення, спосіб, гострокінцевого, залізничного, транспорту, пристрій, накату, вагона
Формула / Реферат:
1. Спосіб знищення гострокінцевого накату на гребені колеса вагона залізничного транспорту, який включає обробку місця виникнення накату пристроєм з абразивним вкладишем, який відрізняється тим, що згадану обробку здійснюють під час руху вагона у процесі його експлуатації у звичайних умовах. 2. Спосіб за п. 1, який відрізняється тим, що пристрій для згаданої обробки є окремим від автоматичної гальмівної системи та виконаний з...
Спосіб виробництва суцільнокатаних залізничних коліс
Номер патенту: 74116
Опубліковано: 17.10.2005
Автори: Польський Георгій Миколаєвич, Голубєва Людмила Вікторівна, Козловський Альфред Іванович, Чуприна Любов Володимирівна, Бабаченко Олександр Іванович, Грінкевич Володимир Олександрович, Соловйов Сергій Едуардович, Горб Євген Васильович, Данченко Валентин Миколаєвич, Шрамко Олександр Вікторович, Узлов Іван Герасимович
Мітки: залізничних, виробництва, спосіб, суцільнокатаних, коліс
Формула / Реферат:
1. Спосіб виготовлення суцільнокатаних залізничних коліс, що включає нагрівання заготовки до температури гарячої пластичної деформації, її осаджування, формування, розкочування ободу та диска на колесопрокатному стані, вигинання диска, калібрування ободу та прошивання отвору в маточині, термічне зміцнення ободу, який відрізняється тим, що до моменту розкочування на колесопрокатному стані деформування металу зони ободу колеса здійснюють зі...
Вузол взаємодії рейкової колії та коліс колісних пар залізничного транспорту
Номер патенту: 75730
Опубліковано: 15.05.2006
Автори: Луконін Віктор Сергійович, Яцків Ігор Петрович
МПК: B61F 9/00, B61F 13/00
Мітки: колії, вузол, залізничного, колісних, транспорту, коліс, пар, рейкової, взаємодії
Формула / Реферат:
1. Вузол взаємодії рейкової колії та коліс колісних пар залізничного транспорту, що містить рейку та взаємодіюче з нею колесо колісної пари, змонтованої у візку з ресорним підвішуванням, який відрізняється тим, що поверхня котіння несучого основне навантаження колеса ходової колісної пари виконана симетричною та сферичною з радіусом сфери у поперечному перерізі, близьким по величині до радіусу поверхні котіння колеса, а поряд з основними...
Спосіб виготовлення суцільнокатаних коліс із вигнутим диском
Номер патенту: 12802
Опубліковано: 28.02.1997
Автори: Буряк Анатолій Вікторович, Крашевич Віктор Наумович, Пахомов Геннадій Юхимович, Корж Дмитро Васильович, Белущенко Олександр Вячеславович, Іллюкович-Страковський Олександр Будимирович, Валетов Михайло Серафимович, Староселецький Михайло Ілліч
МПК: B21H 1/00
Мітки: суцільнокатаних, виготовлення, спосіб, коліс, вигнутим, диском
Формула / Реферат:
(57) Способ изготовления цельнокатаных колес с изогнутым диском, включающий осадку заготовки, формовку ступицы сприлегающей к ней частью диска изогнутой формы в виде гофра, прокатку обода с прилегающей к нему частью диска, выгибку диска, калибровку колеса и прошивку отверстия в ступице, отличающийся тем, что в процессе формовки ступицы формовку прилегающей к ней части диска осуществляют на длину не менее чем до вершины гофра и не далее точки,...
Спосіб підвищення безпеки руху на переїздах залізничного транспорту
Номер патенту: 14573
Опубліковано: 15.05.2006
Автор: Парфьонов Володимир Іванович
МПК: B61L 29/00
Мітки: залізничного, переїздах, транспорту, спосіб, безпеки, руху, підвищення
Формула / Реферат:
Спосіб підвищення безпеки руху на переїздах залізничного транспорту, при якому в момент вступання потяга на першу ділянку приближення вмикають загороджувальні пристрої і сигналізацію, який відрізняється тим, що в зонах переїзду додатково контролюють стан інтерференційного поля в інфрачервоному діапазоні і в разі його зміни додатково вмикають мовну сигналізацію.
Попередній патент: Поглинальний стержневий елемент ядерного реактора (варіанти)
Наступний патент: Спосіб прискорення і кумуляції іонів лазерними імпульсами і пристрій (варіанти) для його здійснення
Випадковий патент: Спосіб одержання лінійно поляризованого світла автомобільною протизасліплювальною фарою