Спосіб виробництва довгомірної заготовки зі зливків, одержаних на машині безперервного лиття криволінійного типу
Номер патенту: 91544
Опубліковано: 10.08.2010
Автори: Крівченко Юрій Сергійович, Полєщук Валентин Михайлович, Марков Олександр Миколайович
Формула / Реферат
Спосіб виробництва довгомірної заготовки зі зливків на машині безперервного лиття (МБЛЗ) криволінійного типу, що містить формування в кристалізаторі поверхневого шару зливка, згинання частково закристалізованого зливка відповідно радіусу кривизни радіальної частини технологічної осі МБЛЗ та відокремлення заготовки від зливка, який відрізняється тим, що після згинання частково закристалізованого криволінійного зливка його передній кінець в заданій точці радіальної частини технологічної осі МБЛЗ захоплюють, обтискують і надають йому кривизну більшу, ніж в радіальній частині технологічної осі МБЛЗ, а утворений виток відхиляють під кутом до технологічної осі МБЛЗ, формують задані діаметр і крок циліндричної спіралі, після чого відокремлюють одержану циліндричну спіраль заданої довжини від зливка, а довгомірну заготовку одержують шляхом розгинання циліндричної спіралі перед введенням її у першу кліть прокатного стана.
Текст
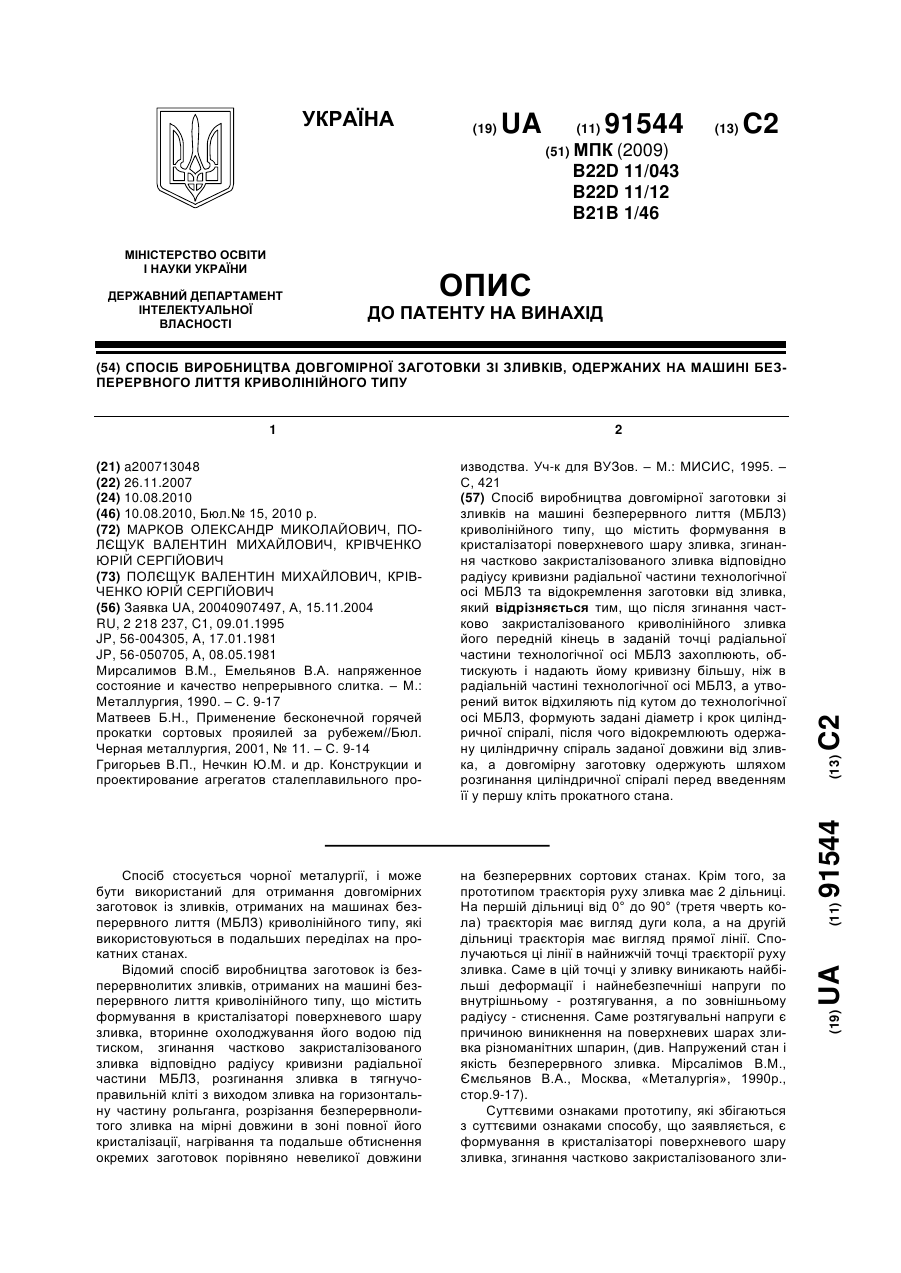
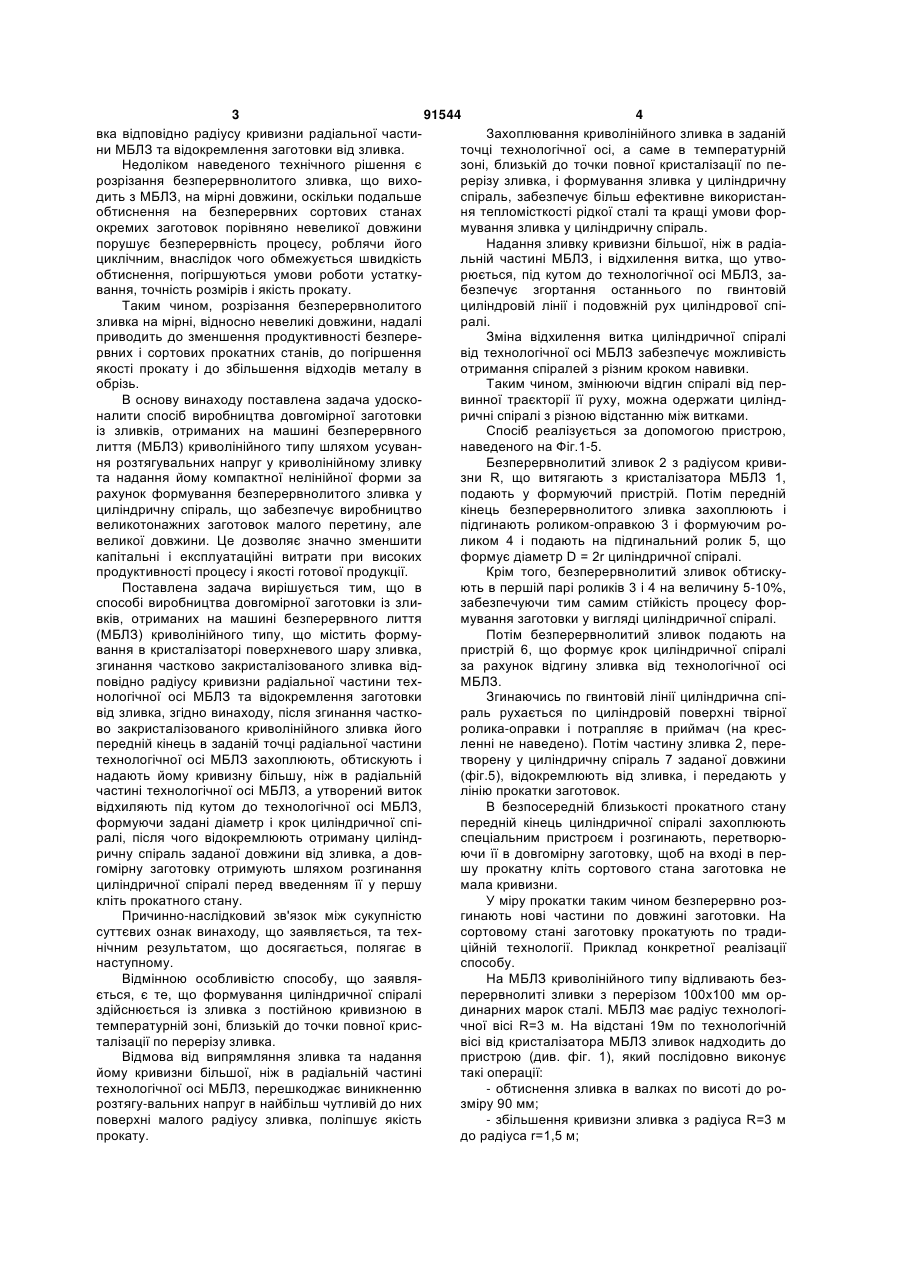
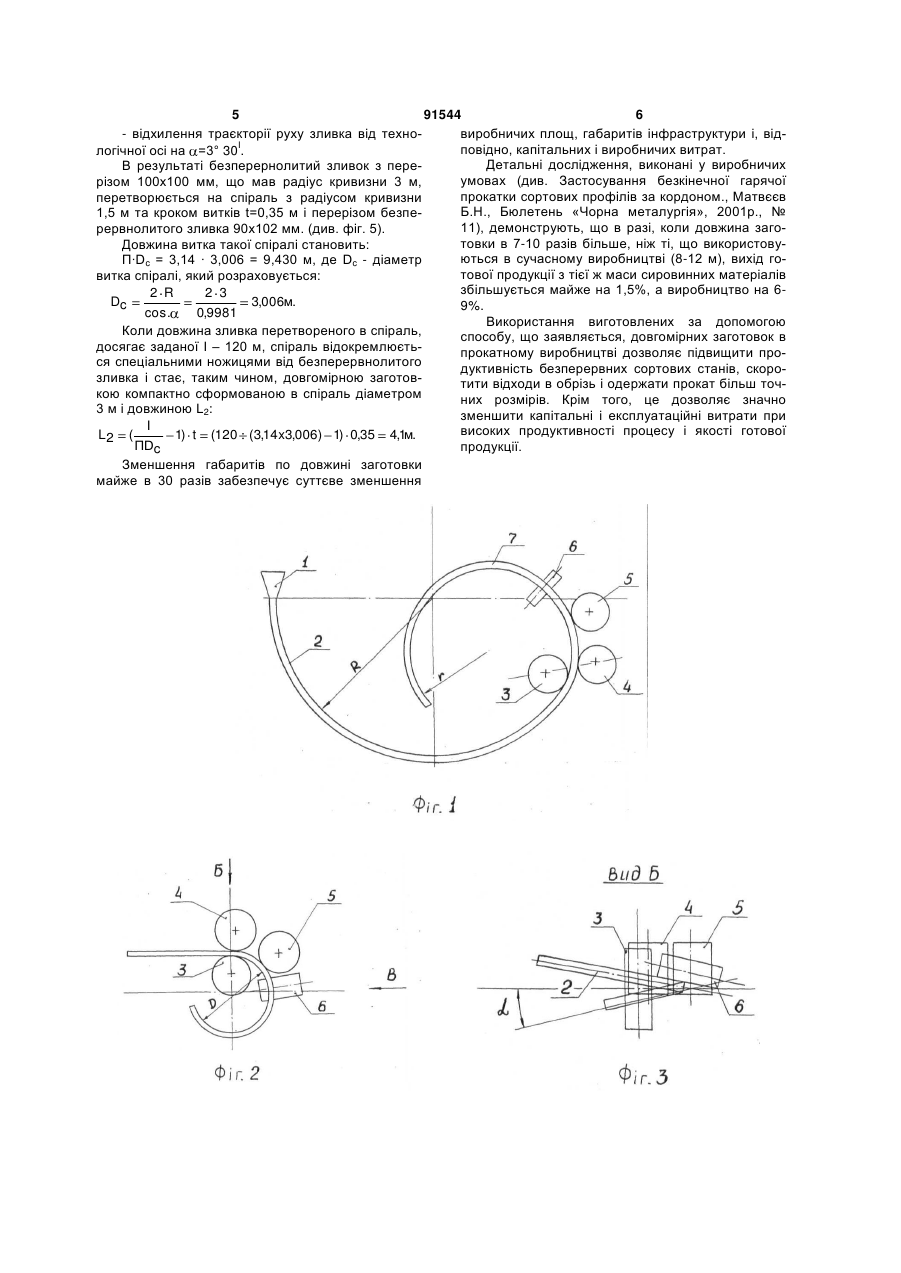
Спосіб виробництва довгомірної заготовки зі зливків на машині безперервного лиття (МБЛЗ) криволінійного типу, що містить формування в кристалізаторі поверхневого шару зливка, згинання частково закристалізованого зливка відповідно радіусу кривизни радіальної частини технологічної осі МБЛЗ та відокремлення заготовки від зливка, який відрізняється тим, що після згинання частково закристалізованого криволінійного зливка його передній кінець в заданій точці радіальної частини технологічної осі МБЛЗ захоплюють, обтискують і надають йому кривизну більшу, ніж в радіальній частині технологічної осі МБЛЗ, а утворений виток відхиляють під кутом до технологічної осі МБЛЗ, формують задані діаметр і крок циліндричної спіралі, після чого відокремлюють одержану циліндричну спіраль заданої довжини від зливка, а довгомірну заготовку одержують шляхом розгинання циліндричної спіралі перед введенням її у першу кліть прокатного стана. UA (21) a200713048 (22) 26.11.2007 (24) 10.08.2010 (46) 10.08.2010, Бюл.№ 15, 2010 р. (72) МАРКОВ ОЛЕКСАНДР МИКОЛАЙОВИЧ, ПОЛЄЩУК ВАЛЕНТИН МИХАЙЛОВИЧ, КРІВЧЕНКО ЮРІЙ СЕРГІЙОВИЧ (73) ПОЛЄЩУК ВАЛЕНТИН МИХАЙЛОВИЧ, КРІВЧЕНКО ЮРІЙ СЕРГІЙОВИЧ (56) Заявка UA, 20040907497, А, 15.11.2004 RU, 2 218 237, C1, 09.01.1995 JP, 56-004305, A, 17.01.1981 JP, 56-050705, A, 08.05.1981 Мирсалимов В.М., Емельянов В.А. напряженное состояние и качество непрерывного слитка. – М.: Металлургия, 1990. – С. 9-17 Матвеев Б.Н., Применение бесконечной горячей прокатки сортовых прояилей за рубежем//Бюл. Черная металлургия, 2001, № 11. – С. 9-14 Григорьев В.П., Нечкин Ю.М. и др. Конструкции и проектирование агрегатов сталеплавильного про C2 2 (19) 1 3 91544 4 вка відповідно радіусу кривизни радіальної частиЗахоплювання криволінійного зливка в заданій ни МБЛЗ та відокремлення заготовки від зливка. точці технологічної осі, а саме в температурній Недоліком наведеного технічного рішення є зоні, близькій до точки повної кристалізації по перозрізання безперервнолитого зливка, що вихорерізу зливка, і формування зливка у циліндричну дить з МБЛЗ, на мірні довжини, оскільки подальше спіраль, забезпечує більш ефективне використанобтиснення на безперервних сортових станах ня тепломісткості рідкої сталі та кращі умови форокремих заготовок порівняно невеликої довжини мування зливка у циліндричну спіраль. порушує безперервність процесу, роблячи його Надання зливку кривизни більшої, ніж в радіациклічним, внаслідок чого обмежується швидкість льній частині МБЛЗ, і відхилення витка, що утвообтиснення, погіршуються умови роботи устаткурюється, під кутом до технологічної осі МБЛЗ, завання, точність розмірів і якість прокату. безпечує згортання останнього по гвинтовій Таким чином, розрізання безперервнолитого циліндровій лінії і подовжній рух циліндрової спізливка на мірні, відносно невеликі довжини, надалі ралі. приводить до зменшення продуктивності безпереЗміна відхилення витка циліндричної спіралі рвних і сортових прокатних станів, до погіршення від технологічної осі МБЛЗ забезпечує можливість якості прокату і до збільшення відходів металу в отримання спіралей з різним кроком навивки. обрізь. Таким чином, змінюючи відгин спіралі від перВ основу винаходу поставлена задача удосковинної траєкторії її руху, можна одержати циліндналити спосіб виробництва довгомірної заготовки ричні спіралі з різною відстанню між витками. із зливків, отриманих на машині безперервного Спосіб реалізується за допомогою пристрою, лиття (МБЛЗ) криволінійного типу шляхом усуваннаведеного на Фіг.1-5. ня розтягувальних напруг у криволінійному зливку Безперервнолитий зливок 2 з радіусом кривита надання йому компактної нелінійної форми за зни R, що витягають з кристалізатора МБЛЗ 1, рахунок формування безперервнолитого зливка у подають у формуючий пристрій. Потім передній циліндричну спіраль, що забезпечує виробництво кінець безперервнолитого зливка захоплюють і великотонажних заготовок малого перетину, але підгинають роликом-оправкою 3 і формуючим ровеликої довжини. Це дозволяє значно зменшити ликом 4 і подають на підгинальний ролик 5, що капітальні і експлуатаційні витрати при високих формує діаметр D = 2r циліндричної спіралі. продуктивності процесу і якості готової продукції. Крім того, безперервнолитий зливок обтискуПоставлена задача вирішується тим, що в ють в першій парі роликів 3 і 4 на величину 5-10%, способі виробництва довгомірної заготовки із злизабезпечуючи тим самим стійкість процесу форвків, отриманих на машині безперервного лиття мування заготовки у вигляді циліндричної спіралі. (МБЛЗ) криволінійного типу, що містить формуПотім безперервнолитий зливок подають на вання в кристалізаторі поверхневого шару зливка, пристрій 6, що формує крок циліндричної спіралі згинання частково закристалізованого зливка відза рахунок відгину зливка від технологічної осі повідно радіусу кривизни радіальної частини техМБЛЗ. нологічної осі МБЛЗ та відокремлення заготовки Згинаючись по гвинтовій лінії циліндрична співід зливка, згідно винаходу, після згинання часткораль рухається по циліндровій поверхні твірної во закристалізованого криволінійного зливка його ролика-оправки і потрапляє в приймач (на креспередній кінець в заданій точці радіальної частини ленні не наведено). Потім частину зливка 2, перетехнологічної осі МБЛЗ захоплюють, обтискують і творену у циліндричну спіраль 7 заданої довжини надають йому кривизну більшу, ніж в радіальній (фіг.5), відокремлюють від зливка, і передають у частині технологічної осі МБЛЗ, а утворений виток лінію прокатки заготовок. відхиляють під кутом до технологічної осі МБЛЗ, В безпосередній близькості прокатного стану формуючи задані діаметр і крок циліндричної спіпередній кінець циліндричної спіралі захоплюють ралі, після чого відокремлюють отриману циліндспеціальним пристроєм і розгинають, перетворюричну спіраль заданої довжини від зливка, а довючи її в довгомірну заготовку, щоб на вході в пергомірну заготовку отримують шляхом розгинання шу прокатну кліть сортового стана заготовка не циліндричної спіралі перед введенням її у першу мала кривизни. кліть прокатного стану. У міру прокатки таким чином безперервно розПричинно-наслідковий зв'язок між сукупністю гинають нові частини по довжині заготовки. На суттєвих ознак винаходу, що заявляється, та техсортовому стані заготовку прокатують по традинічним результатом, що досягається, полягає в ційній технології. Приклад конкретної реалізації наступному. способу. Відмінною особливістю способу, що заявляНа МБЛЗ криволінійного типу відливають безється, є те, що формування циліндричної спіралі перервнолиті зливки з перерізом 100x100 мм орздійснюється із зливка з постійною кривизною в динарних марок сталі. МБЛЗ має радіус технологітемпературній зоні, близькій до точки повної крисчної вісі R=3 м. На відстані 19м по технологічній талізації по перерізу зливка. вісі від кристалізатора МБЛЗ зливок надходить до Відмова від випрямляння зливка та надання пристрою (див. фіг. 1), який послідовно виконує йому кривизни більшої, ніж в радіальній частині такі операції: технологічної осі МБЛЗ, перешкоджає виникненню - обтиснення зливка в валках по висоті до ророзтягу-вальних напруг в найбільш чутливій до них зміру 90 мм; поверхні малого радіусу зливка, поліпшує якість - збільшення кривизни зливка з радіуса R=3 м прокату. до радіуса r=1,5 м; 5 91544 6 - відхилення траєкторії руху зливка від техновиробничих площ, габаритів інфраструктури і, відповідно, капітальних і виробничих витрат. логічної осі на =3° 30I. Детальні дослідження, виконані у виробничих В результаті безперернолитий зливок з переумовах (див. Застосування безкінечної гарячої різом 100x100 мм, що мав радіус кривизни 3 м, прокатки сортових профілів за кордоном., Матвєєв перетворюється на спіраль з радіусом кривизни Б.Н., Бюлетень «Чорна металургія», 2001р., № 1,5 м та кроком витків t=0,35 м і перерізом безпе11), демонструють, що в разі, коли довжина загорервнолитого зливка 90x102 мм. (див. фіг. 5). товки в 7-10 разів більше, ніж ті, що використовуДовжина витка такої спіралі становить: ються в сучасному виробництві (8-12 м), вихід гоП·Dc = 3,14 · 3,006 = 9,430 м, де Dc - діаметр тової продукції з тієї ж маси сировинних матеріалів витка спіралі, який розраховується: збільшується майже на 1,5%, а виробництво на 62 R 2 3 Dc 3,006м. 9%. cos . 0,9981 Використання виготовлених за допомогою Коли довжина зливка перетвореного в спіраль, способу, що заявляється, довгомірних заготовок в досягає заданої І – 120 м, спіраль відокремлюєтьпрокатному виробництві дозволяє підвищити прося спеціальними ножицями від безперервнолитого дуктивність безперервних сортових станів, скорозливка і стає, таким чином, довгомірною заготовтити відходи в обрізь і одержати прокат більш точкою компактно сформованою в спіраль діаметром них розмірів. Крім того, це дозволяє значно 3 м і довжиною L2: зменшити капітальні і експлуатаційні витрати при I високих продуктивності процесу і якості готової L2 ( 1) t (120 (3,14x3,006) 1) 0,35 4,1м. ПDc продукції. Зменшення габаритів по довжині заготовки майже в 30 разів забезпечує суттєве зменшення 7 Комп’ютерна верстка В. Мацело 91544 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of elongated billet from the ingots by continuous casting machine of curvilinear type
Автори англійськоюMarkov Oleksandr Mykolaiovych, Polieschuk Valentyn Mykhailovych, Krivchenko Yurii Serhiiovych
Назва патенту російськоюСпособ производства длинномерной заготовки из слитков, полученных на машине непрерывного литья криволинейного типа
Автори російськоюМарков Александр Николаевич, Полещук Валентин Михайлович, Кривченко Юрий Сергеевич
МПК / Мітки
МПК: B22D 11/043, B21B 1/46, B22D 11/12
Мітки: машини, криволінійного, типу, одержаних, виробництва, безперервного, лиття, довгомірної, зливків, спосіб, заготовки
Код посилання
<a href="https://ua.patents.su/4-91544-sposib-virobnictva-dovgomirno-zagotovki-zi-zlivkiv-oderzhanikh-na-mashini-bezperervnogo-littya-krivolinijjnogo-tipu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва довгомірної заготовки зі зливків, одержаних на машині безперервного лиття криволінійного типу</a>
Спосіб виробництва гарячекатаної заготовки зі зливків, одержаних на машині безперервного лиття (мблз) криволінійного типу
Номер патенту: 91543
Опубліковано: 10.08.2010
Автори: Бичков Сергій Васильович, Полєщук Валентин Михайлович, Бровкін Володимир Леонідович, Крівченко Юрій Сергійович, Соловйов Віктор Михайлович
МПК: B22D 11/00, B21B 1/46, B22D 11/12, B22D 11/043
Мітки: типу, мблз, безперервного, зливків, заготовки, одержаних, гарячекатаної, машини, виробництва, криволінійного, спосіб, лиття
Формула / Реферат:
Спосіб виробництва гарячекатаної заготовки зі зливків, одержаних на машині безперервного лиття (МБЛЗ) криволінійного типу, що включає формування в кристалізаторі поверхневого шару зливка, витягання зливка з кристалізатора, відокремлення заготовки від зливка та прокатування випрямленої заготовки, який відрізняється тим, що безперервнолитий зливок, сформований у циліндричну спіраль після виходу з МБЛЗ, вводять до теплоізолюючого пристрою на...
Спосіб виробництва гарячекатаних заготовок зі зливків, одержаних на машині безперервного лиття криволінійного типу
Номер патенту: 90142
Опубліковано: 12.04.2010
Автори: Марков Олександр Миколайович, Крівченко Юрій Сергійович, Бичков Сергій Васильович, Лучкін Володимир Сергійович, Полєщук Валентин Михайлович
МПК: B22D 11/00, B22D 11/043, B22D 11/04, B21B 1/46
Мітки: лиття, одержаних, безперервного, типу, спосіб, криволінійного, машини, зливків, гарячекатаних, заготовок, виробництва
Формула / Реферат:
Спосіб виробництва гарячекатаних заготовок зі зливків, одержаних на машині безперервного лиття (МБЛЗ) криволінійного типу, який включає формування в кристалізаторі поверхневого шару зливка, витягання зливка з кристалізатора, відокремлення зливка на заготовки та прокатку заготовок, який відрізняється тим, що одержаний криволінійний зливок після проходження найнижчої точки траєкторії на відстані меншій, ніж металургійна довжина МБЛЗ,...
Спосіб виробництва безперервнолитих заготовок на машині безперервного лиття криволінійного типу
Номер патенту: 90141
Опубліковано: 12.04.2010
Автори: Бровкін Володимир Леонідович, Крівченко Юрій Сергійович, Бичков Сергій Васильович, Полєщук Валентин Михайлович, Марков Олександр Миколайович, Лучкін Володимир Сергійович
МПК: B22D 11/00, B22D 11/04, B21B 1/46, B22D 11/043
Мітки: типу, лиття, безперервнолитих, криволінійного, виробництва, заготовок, безперервного, машини, спосіб
Формула / Реферат:
1. Спосіб виробництва безперервнолитих заготовок на машині безперервного лиття (МБЛЗ) криволінійного типу, що включає формування в кристалізаторі поверхневого шару зливка, витягання зливка з кристалізатора та відокремлення заготовки від зливка, який відрізняється тим, що одержаний частково закристалізований криволінійний зливок в найнижчій точці траєкторії його руху спрямовують по колу з радіусом, рівним радіусу МБЛЗ, а потім формують зливок...
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу
Номер патенту: 44754
Опубліковано: 15.03.2002
Автори: Пікус Марк Ісерович, Несвіт Володимир Васильович, Учитель Лев Михайлович, Підберезний Микола Петрович, Бродський Сергій Сергійович, Єрмоленко Ганна Володимирівна
МПК: B22D 11/00
Мітки: перерізу, багатоструминних, безперервного, різного, криволінійного, заготовок, лиття, типу, квадратних, машинах, одночасного, прямокутних, поперечного, спосіб
Формула / Реферат:
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу, що включає подачу рідкого металу із проміжного ковша в радіальні кристалізатори, формування заготовок, охолодження їх водоповітряною сумішшю у зоні вторинного охолодження та витягнення із радіальних кристалізаторів зі змінними швидкостями, який відрізняється тим, що заготовки відсівають у...
Спосіб і пристрій для відведення стічної води з внутрішньої дуги напрямної для заготовки в машині безперервного лиття
Номер патенту: 76867
Опубліковано: 15.09.2006
Автори: Фрідріх Юрген, Фест Томас, Летцель Дірк, Цайбер Адольф-Густав, Коккентід Йозеф
МПК: B22D 11/124
Мітки: стічної, дуги, внутрішньої, заготовки, води, пристрій, відведення, напрямної, безперервного, спосіб, машини, лиття
Формула / Реферат:
1. Спосіб уловлювання і відведення стічної води з внутрішньої дуги напрямної для заготовки в машині безперервного лиття балкових заготовок, в якому заготовку (2), що відливається, охолоджують, і для тепловідведення на поверхню заготовки розпилюють воду, причому стічна вода збирається на внутрішній дузі (9) заготовки (2), стічну воду вловлюють і відсмоктують при застосуванні всмоктувальної головки (1), відкачану суміш води і повітря розділяють...