Спосіб виробництва безперервнолитих заготовок на машині безперервного лиття криволінійного типу
Номер патенту: 90141
Опубліковано: 12.04.2010
Автори: Лучкін Володимир Сергійович, Полєщук Валентин Михайлович, Крівченко Юрій Сергійович, Бровкін Володимир Леонідович, Бичков Сергій Васильович, Марков Олександр Миколайович


Формула / Реферат
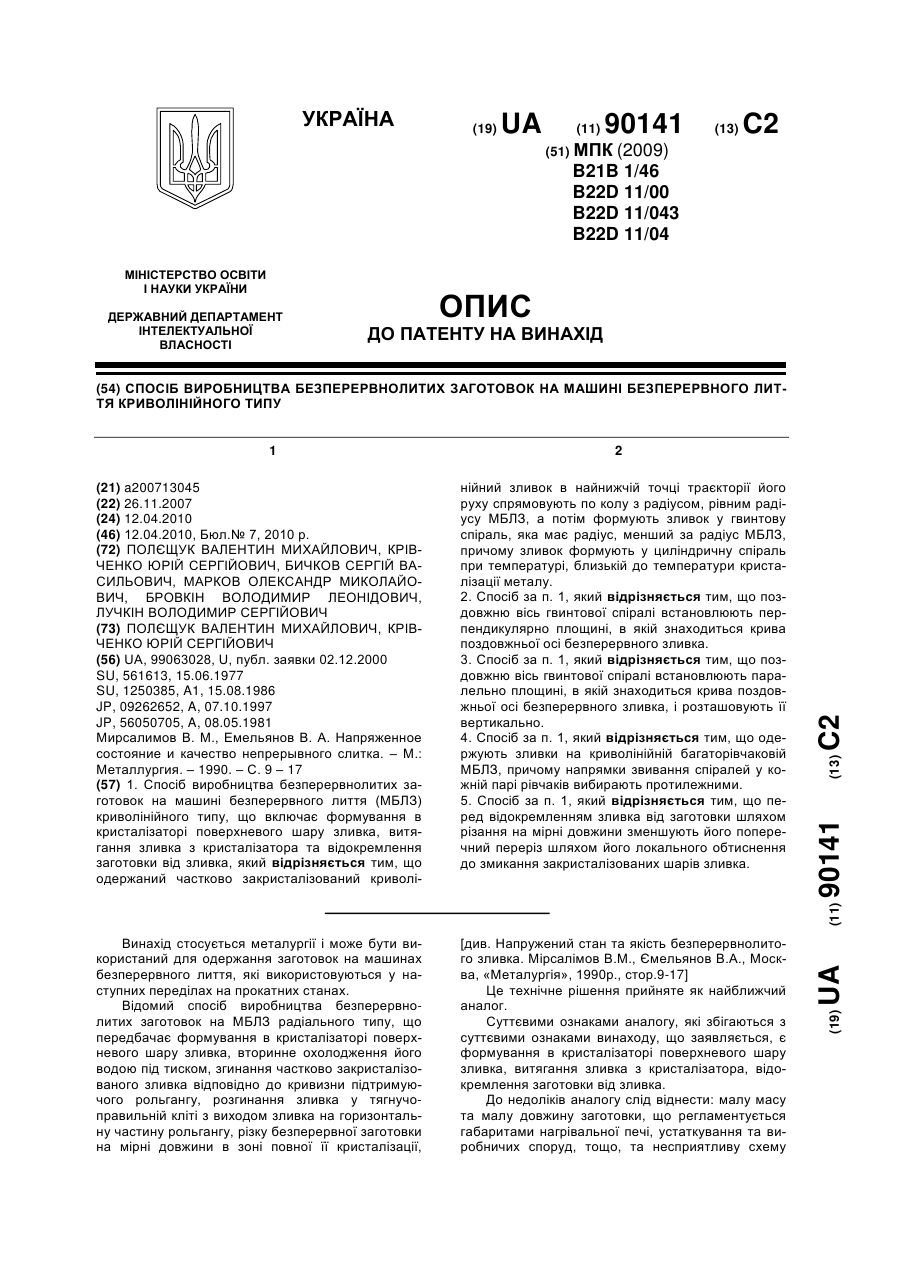
1. Спосіб виробництва безперервнолитих заготовок на машині безперервного лиття (МБЛЗ) криволінійного типу, що включає формування в кристалізаторі поверхневого шару зливка, витягання зливка з кристалізатора та відокремлення заготовки від зливка, який відрізняється тим, що одержаний частково закристалізований криволінійний зливок в найнижчій точці траєкторії його руху спрямовують по колу з радіусом, рівним радіусу МБЛЗ, а потім формують зливок у гвинтову спіраль, яка має радіус, менший за радіус МБЛЗ, причому зливок формують у циліндричну спіраль при температурі, близькій до температури кристалізації металу.
2. Спосіб за п. 1, який відрізняється тим, що поздовжню вісь гвинтової спіралі встановлюють перпендикулярно площині, в якій знаходиться крива поздовжньої осі безперервного зливка.
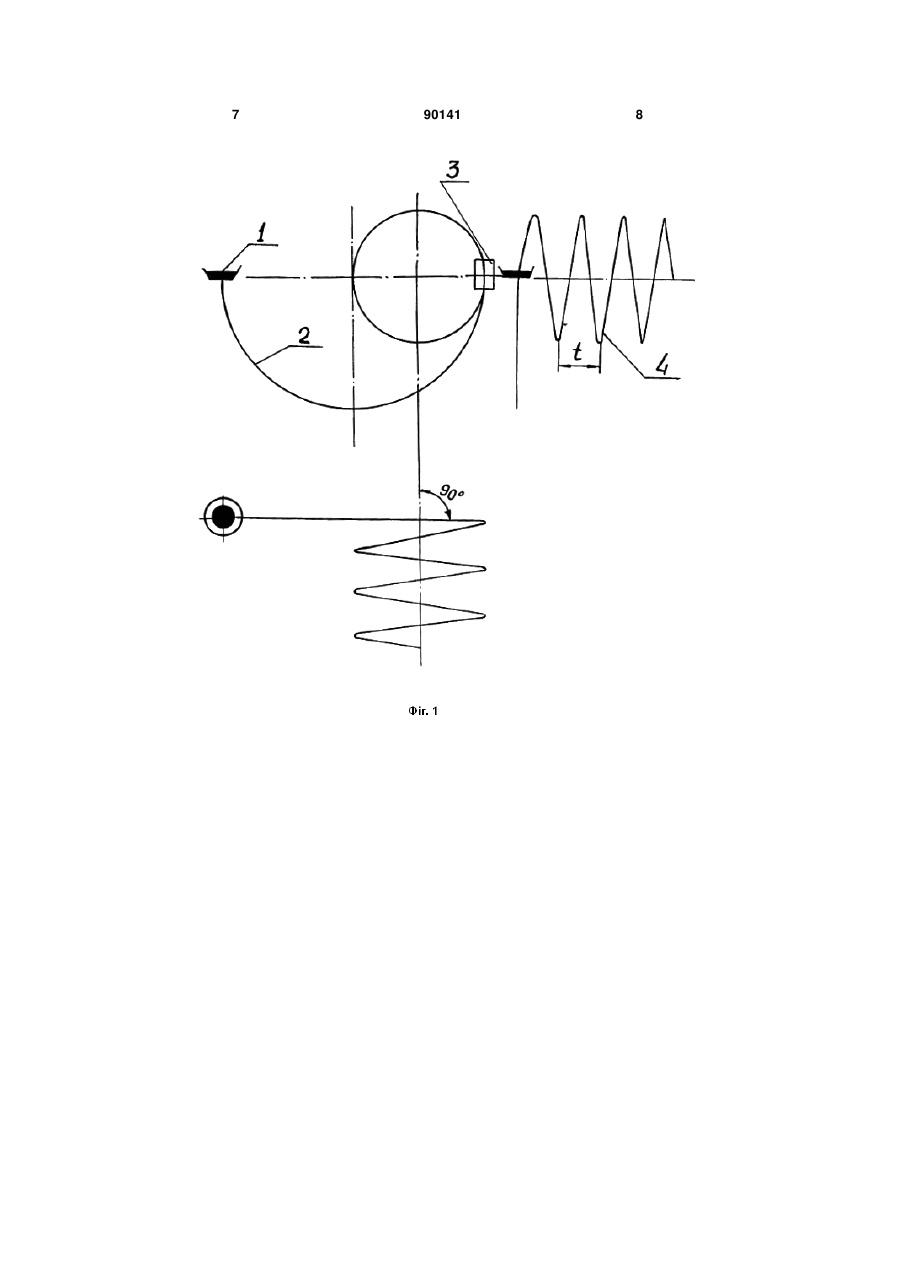
3. Спосіб за п. 1, який відрізняється тим, що поздовжню вісь гвинтової спіралі встановлюють паралельно площині, в якій знаходиться крива поздовжньої осі безперервного зливка, і розташовують її вертикально.
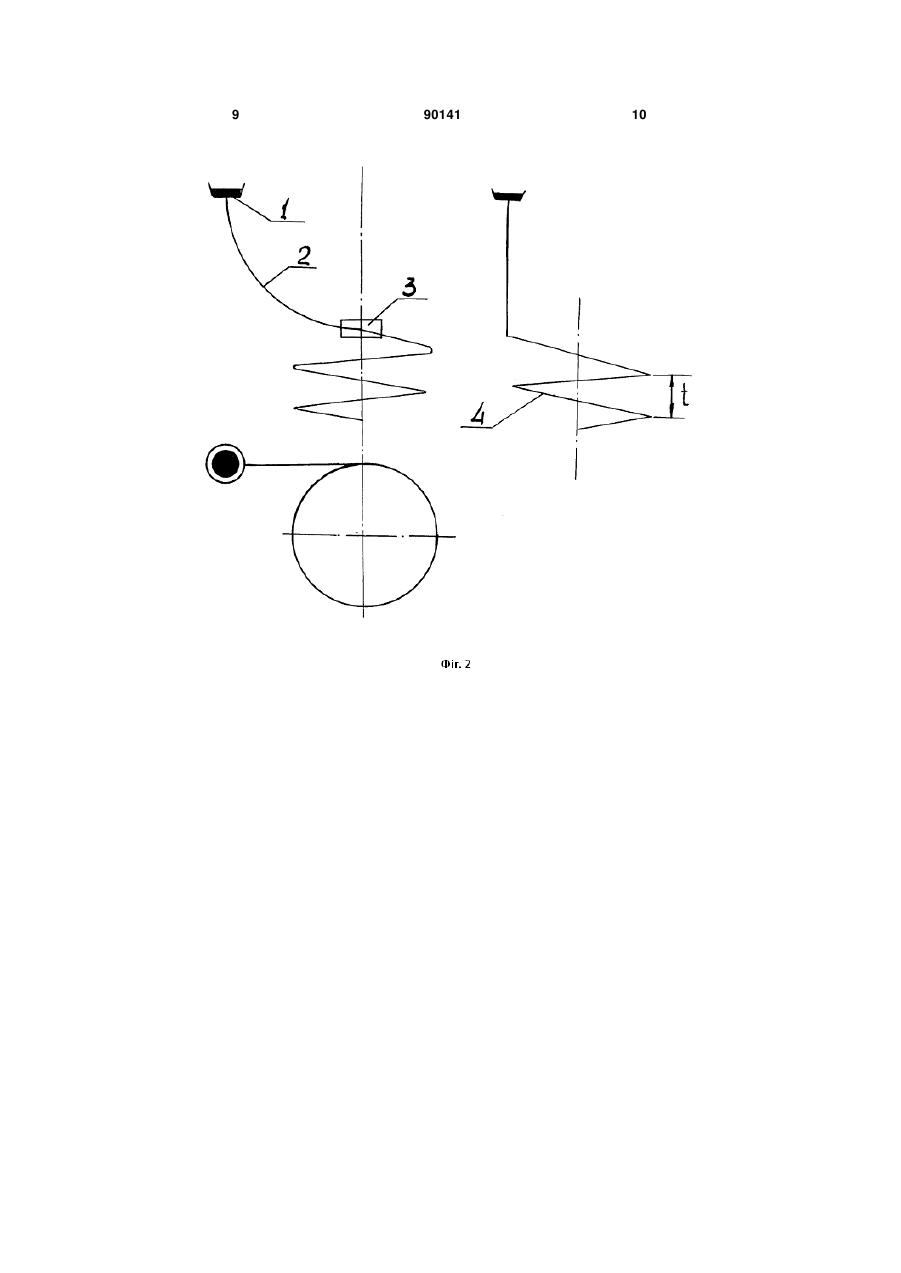
4. Спосіб за п. 1, який відрізняється тим, що одержують зливки на криволінійній багаторівчаковій МБЛЗ, причому напрямки звивання спіралей у кожній парі рівчаків вибирають протилежними.
5. Спосіб за п. 1, який відрізняється тим, що перед відокремленням зливка від заготовки шляхом різання на мірні довжини зменшують його поперечний переріз шляхом його локального обтиснення до змикання закристалізованих шарів зливка.
Текст
1. Спосіб виробництва безперервнолитих заготовок на машині безперервного лиття (МБЛЗ) криволінійного типу, що включає формування в кристалізаторі поверхневого шару зливка, витягання зливка з кристалізатора та відокремлення заготовки від зливка, який відрізняється тим, що одержаний частково закристалізований криволі C2 2 90141 1 3 напружень в поверхневих шарах зливка, що в поєднанні з їх низькою пластичністю на внутрішньому радіусі (сегрегація неметалевих включень, шлаку, тощо) призводить до порушення суцільності металу внаслідок утворення шпарин. Недоліком найближчого аналогу є те, що в процесі випрямляння у зливку, що виходить з криволінійної МБЛЗ, виникають розтягувальні напруги, які є причиною виникнення на поверхневих шарах зливка різноманітних шпарин. Таким чином, до недоліків найближчого аналогу слід віднести несприятливу схему напружень в поверхневих шарах безперервно литого зливка, отриманого на МБЛЗ радіального типу, що в поєднанні з їх низькою пластичністю на внутрішньому радіусі (сегрегація неметалевих включень, шлаку, тощо) призводить до порушення суцільності металу внаслідок утворення шпарин. В основу винаходу поставлено задачу удосконалити спосіб виробництва безперервно литих заготовок на машині безперервного лиття (МБЛЗ) криволінійного типу, шляхом зменшення розтягувальних напруг у зливку за рахунок введення операцій з формування зливка, отриманого на МБЛЗ радіального типу, у гвинтову спіраль, що забезпечує одержання наддовгої заготовки (тобто заготовки, що має довжину в 10 і більше разів, ніж заготовка, виготовлена за традиційною технологією, яка має довжину 10-12м) малого поперечного перерізу, але великої маси, збільшення тепломісткості заготовки, що виходить з МБЛЗ та дозволяє зменшити капітальні і експлуатаційні витрати при високій продуктивності процесу і високій якості готової продукції. Поставлена задача вирішується тим, що у способі виробництва безперервно литих заготовок на машині безперервного лиття (МБЛЗ) криволінійного типу, що містить формування в кристалізаторі поверхневого шару зливка, витягання зливка з кристалізатора, формування зливка у циліндричну спіраль та відокремлення заготовки від зливка, відповідно винаходу, частково закристалізований криволінійний зливок в найнижчій точці траєкторії його руху спрямовують по колу з радіусом, рівним радіусу МБЛЗ, а потім формують зливок у циліндричну спіраль, яка має радіус менший за радіус МБЛЗ, причому зливок формують у циліндричну спіраль при температурі, близькій до температури кристалізації металу. При цьому, поздовжню вісь гвинтової спіралі встановлюють перпендикулярно площині, в якій знаходиться крива поздовжньої осі безперервного зливка. Поздовжня вісь гвинтової спіралі також може бути спрямована паралельно площині, в якій знаходиться крива поздовжньої осі безперервного зливка і розташована вертикально. Крім того, при одержанні заготовок на багаторівчаковій МБЛЗ напрямки звивання спіралей у кожній парі рівчаків спрямовані протилежно. При тому, перед різкою зливка на мірні довжини зменшують його поперечний переріз шляхом локального обтиснення до змикання закристалізованих шарів зливка. Наявність причинно-наслідкового зв'язку між сукупністю суттєвих ознак винаходу, що заявляється, і технічним результатом, підтверджується 90141 4 тим, що тільки сукупність всіх суттєвих ознак необхідна і достатня для одержання технічного результату: одержання на МБЛЗ наддовгої заготовки малого поперечного перерізу але великої довжини та маси з великою тепломісткістю. Причинно-наслідковий зв'язок між суттєвими ознаками винаходу, що заявляється, і технічним результатом, що досягається, полягає в наступному. Формування зливка в гвинтову спіраль дозволяє при незмінному перерізі заготовки багаторазово (у 10-20 разів) збільшити її довжину і, відповідно, масу. Спрямування зливка у найнижчій точці траєкторії його руху по колу з радіусом, рівним радіусу МБЛЗ дозволяє уникнути утворення небезпечних розтягувальних напруг в поверхневих шарах внутрішнього радіусу в умовах часткової кристалізації заготовки по її перерізу. Виготовлення гвинтової спіралі з радіусом, меншим за радіус МБЛЗ, дозволяє уникнути утворення небезпечних розтягувальних напруг в поверхневих шарах зливка на внутрішньому радіусі та перерозподілити розтягувальні напруги з поверхневих шарів внутрішнього радіуса на поверхневі шари зливка на зовнішньому радіусі, які мають більш високі пластичні властивості. Це зменшує загрозу утворення дефектів заготовки у вигляді шпарин. Формування зливка у гвинтову спіраль при температурі, близькій до температури кристалізації металу, тобто при наявності на деякій частині довжини заготовки рідкої серцевини в її осьовій зоні, збільшує тепломісткість заготовки, що виходить з МБЛЗ, в порівнянні з традиційною схемою, де з МБЛЗ виходить повністю закристалізована заготовка. Встановлення поздовжньої осі гвинтової спіралі перпендикулярно площині, в якій знаходиться крива поздовжньої осі безперервного зливка дозволяє мінімізувати деформацію його вигину при формуванні спіралі. Спрямування поздовжньої вісі гвинтової спіралі паралельно площині, в якій знаходиться крива поздовжньої осі безперервного зливка і встановлення її вертикально, дозволяє спростити реалізацію способу за рахунок відгинання зливка під дією власної ваги, внаслідок чого сама спіраль природним способом опускається до наступної ланки технологічної лінії виробництва кінцевого продукту. Це полегшує регулювання зазору між її витками. При реалізації способу, що заявляється, не перетинання потоків металу з різних рівчаків дозволить збільшити обсяг виробництва кінцевого продукту однієї МБЛЗ. Поздовжня і поперечна усталеність спіралі будуть тим вищою, чим менший зазор між її витками. З іншого боку, торкання сусідніх витків спіралі небажано через небезпеку зварювання. Крім того, розмір t зазору між витками обумовлюється конструктивними вимогами елементів устаткування, такими як розміри станини ріжучого механізму, що встановлений за механізмом утворення гвинтової спіралі. Так, при t>1,5 діаметра або ширини попе 5 речного перерізу зливка призводить до необгрунтованого збільшення розміру теплоізолюючого простору для тієї ж довжини заготовки і погіршує ефект використання теплоізолюючого простору. При t
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing continuously cast blanks on continuous casting machine of curvilinear type
Автори англійськоюPolieschuk Valentyn Mykhailovych, Krivchenko Yurii Serhiiovych, Bychkov Serhii Vasyliovych, Markov Oleksandr Mykolaiovych, Brovkin Volodymyr Leonidovych, Luchkin Volodymyr Serhiiovych
Назва патенту російськоюСпособ производства непрерывнолитых заготовок на машине непрерывного литья криволинейного типа
Автори російськоюПолещук Валентин Михайлович, Кривченко Юрий Сергеевич, Бычков Сергей Васильевич, Марков Александр Николаевич, Бровкин Владимир Леонидович, Лучкин Владимир Сергеевич
МПК / Мітки
МПК: B21B 1/46, B22D 11/043, B22D 11/04, B22D 11/00
Мітки: типу, безперервнолитих, безперервного, криволінійного, спосіб, виробництва, машини, лиття, заготовок
Код посилання
<a href="https://ua.patents.su/6-90141-sposib-virobnictva-bezperervnolitikh-zagotovok-na-mashini-bezperervnogo-littya-krivolinijjnogo-tipu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва безперервнолитих заготовок на машині безперервного лиття криволінійного типу</a>
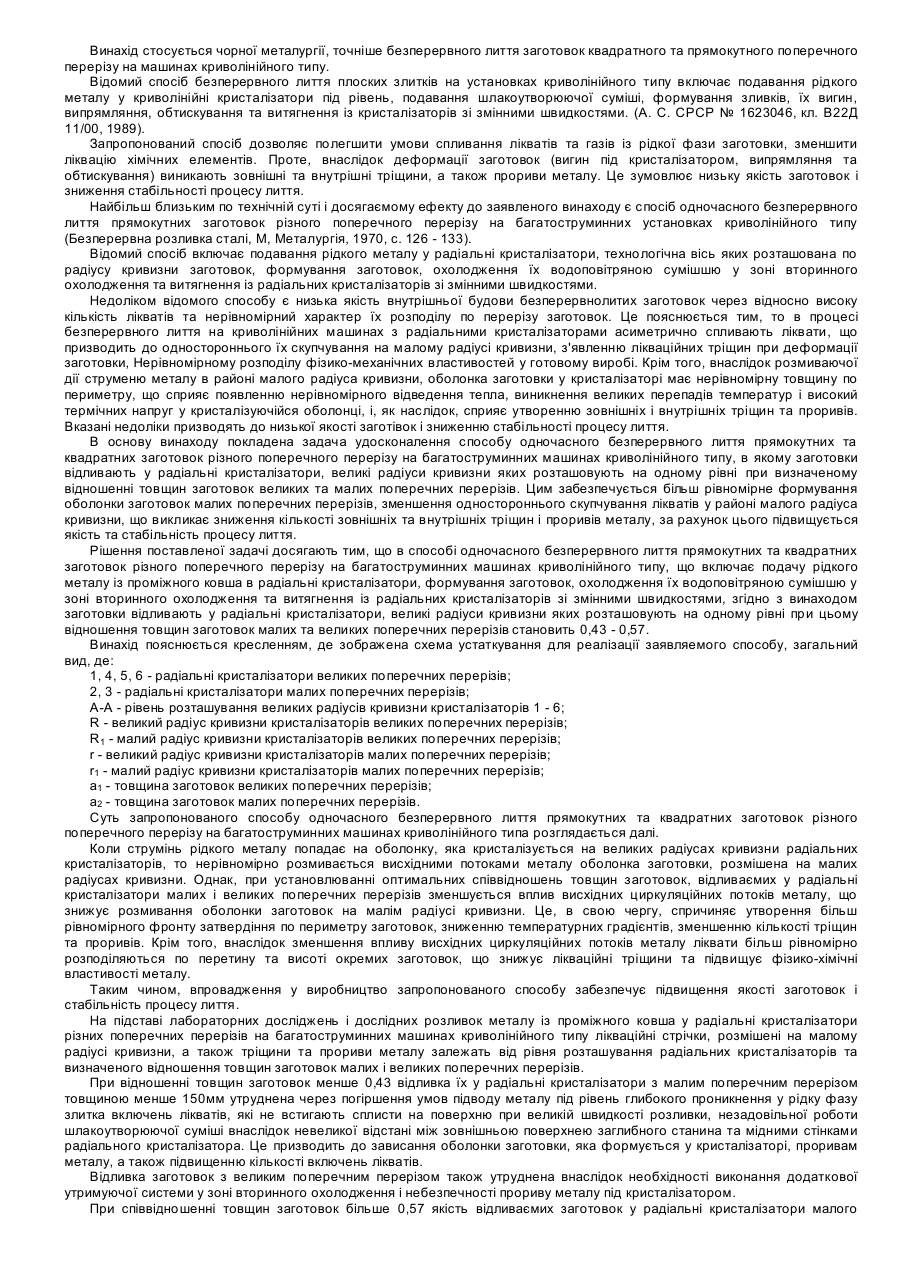
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу
Номер патенту: 44754
Опубліковано: 15.03.2002
Автори: Несвіт Володимир Васильович, Бродський Сергій Сергійович, Підберезний Микола Петрович, Єрмоленко Ганна Володимирівна, Учитель Лев Михайлович, Пікус Марк Ісерович
МПК: B22D 11/00
Мітки: машинах, спосіб, квадратних, криволінійного, поперечного, заготовок, типу, безперервного, лиття, одночасного, різного, багатоструминних, перерізу, прямокутних
Формула / Реферат:
Спосіб одночасного безперервного лиття прямокутних та квадратних заготовок різного поперечного перерізу на багатоструминних машинах криволінійного типу, що включає подачу рідкого металу із проміжного ковша в радіальні кристалізатори, формування заготовок, охолодження їх водоповітряною сумішшю у зоні вторинного охолодження та витягнення із радіальних кристалізаторів зі змінними швидкостями, який відрізняється тим, що заготовки відсівають у...
Спосіб отримання мірних та кратних заготовок на однострумковій машині безперервного лиття заготовок

Номер патенту: 20239
Опубліковано: 15.07.1997
Автори: Акулов Валєрій Володимирович, Ларіонов Олександр Олексійович, Каплан Володимир Нусійович, Кац Григорій Аронович
МПК: B22D 11/16
Мітки: однострумковій, спосіб, лиття, кратних, отримання, машини, безперервного, мірних, заготовок
Формула / Реферат:
Способ получения мерных и кратных заготовок на одноручьевой машине непрерывного литья заготовок, включающий измерение массы металла в промежуточном ковше и пересчет ее в длину слитка в соответствии с сечением кристаллизатора, измерение текущей длины слитка, измерение текущей мерной длины заготовки и выдачу команды на рез при совпадении заданной и текущей мерных длин, отличающийся тем, что после окончания разливки металла из...
Спосіб охолодження безперервнолитих стальних заготівок на машині криволінійного типу і пристрій для його здійснення
Номер патенту: 12706
Опубліковано: 28.02.1997
Автори: Іванов Євген Анатолійович, Шепотиннік Леонід Степанович, Заннес Олександр Миколайович, Булянда Олександр Олексійович, Носоченко Олег Васильович, Ємельянов Володимир Володимирович
МПК: B22D 11/12, B22D 11/00
Мітки: машини, здійснення, типу, стальних, безперервнолитих, охолодження, спосіб, пристрій, заготівок, криволінійного
Текст:
...ре жидкой с тали 1500°С активнос ть углерод а буд ет еще ниже. Опред елим ее для с тали с 0,12% С по формуле: N, lga( . 0,6735 2 1 05 T Nc 1 -5- Nt где ас - активнос ть углерод а, T температура, °К, Nc - атомная доля углерода в с тали 21050,6735+ -г=-х v 317 п ™,- , 1773 0,0046 1 -0,0046 y 1773 0,0046 1 -5-0, 0046" a c = 0,0268 (см. черт. 3). + О) При наличии примесей коэ ффициент активнос ти будет изменятьс я, определяем...
Спосіб безперервного лиття заготовок дорнового типу
Номер патенту: 79724
Опубліковано: 10.07.2007
Автори: Шатагін Олег Олександрович, Пономаренко Ольга Иванівна, Хорошилов Олег Миколайович
МПК: B22D 11/16, B22D 11/00
Мітки: лиття, типу, заготовок, дорнового, безперервного, спосіб
Формула / Реферат:
Спосіб безперервного лиття заготовок дорнового типу, який включає заливання рідкого металу з проміжного ковша в металоприймач машини безперервного лиття, циклічне витягування заготовки з кристалізатора машини безперервного лиття та її порізку на заготовки однакової довжини, який відрізняється тим, що зусилля витягування заготовки з кристалізатора машини безперервного лиття (P), при її циклічному русі, підтримують в інтервалі P = k · pP, де k...
Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Шмельцер Іван Іванович, Кошелев Олександр Євдокимович, Крамарь Віктор Григорович, Фалькович Валерій Михайлович, Каплан Володимир Нусійович, Худанов Володимир Констянтинович, Кац Григорій Аронович
МПК: B22D 11/16
Мітки: управління, лиття, спосіб, розкроєм, заготовок, машини, безперервного, зливка
Формула / Реферат:
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по...
Попередній патент: Внутрішній блок сигаретного фільтра та спосіб виготовлення таких блоків
Наступний патент: Спосіб виробництва гарячекатаних заготовок зі зливків, одержаних на машині безперервного лиття криволінійного типу
Випадковий патент: Встановлювальна скоба