Спосіб обробки великогабаритних складнопрофільних керамічних тіл обертання
Номер патенту: 91656
Опубліковано: 10.07.2014
Автори: Трегубов Микола Федорович, Олійник Світлана Юріївна, Вяльцев Микола Васильович, Гусєв Володимир Владиленович, Поколенко Дмитро Валерійович, Калафатова Людмила Павлівна


Формула / Реферат
Спосіб обробки великогабаритних складнопрофільних керамічних тіл обертання, що включає механічну обробку поверхні виробу до необхідного профілю, який відрізняється тим, що механічну обробку поверхні виробу ведуть з переривчастою поздовжньою подачею ріжучого інструменту з частотою включення подачі в межах 0,65-0,80 Гц та величиною переривчастої подачі 0,025-0,1 мм/об.
Текст
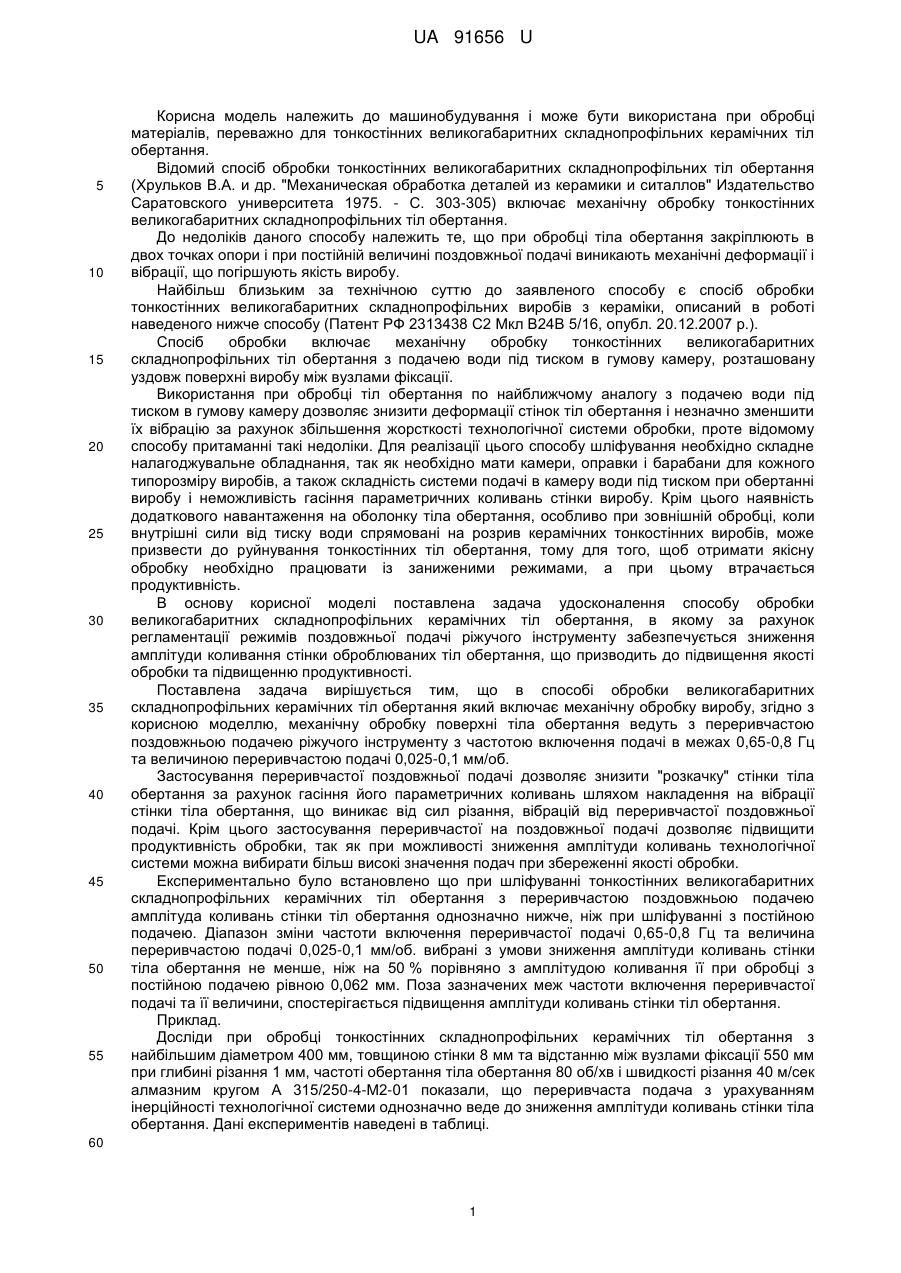
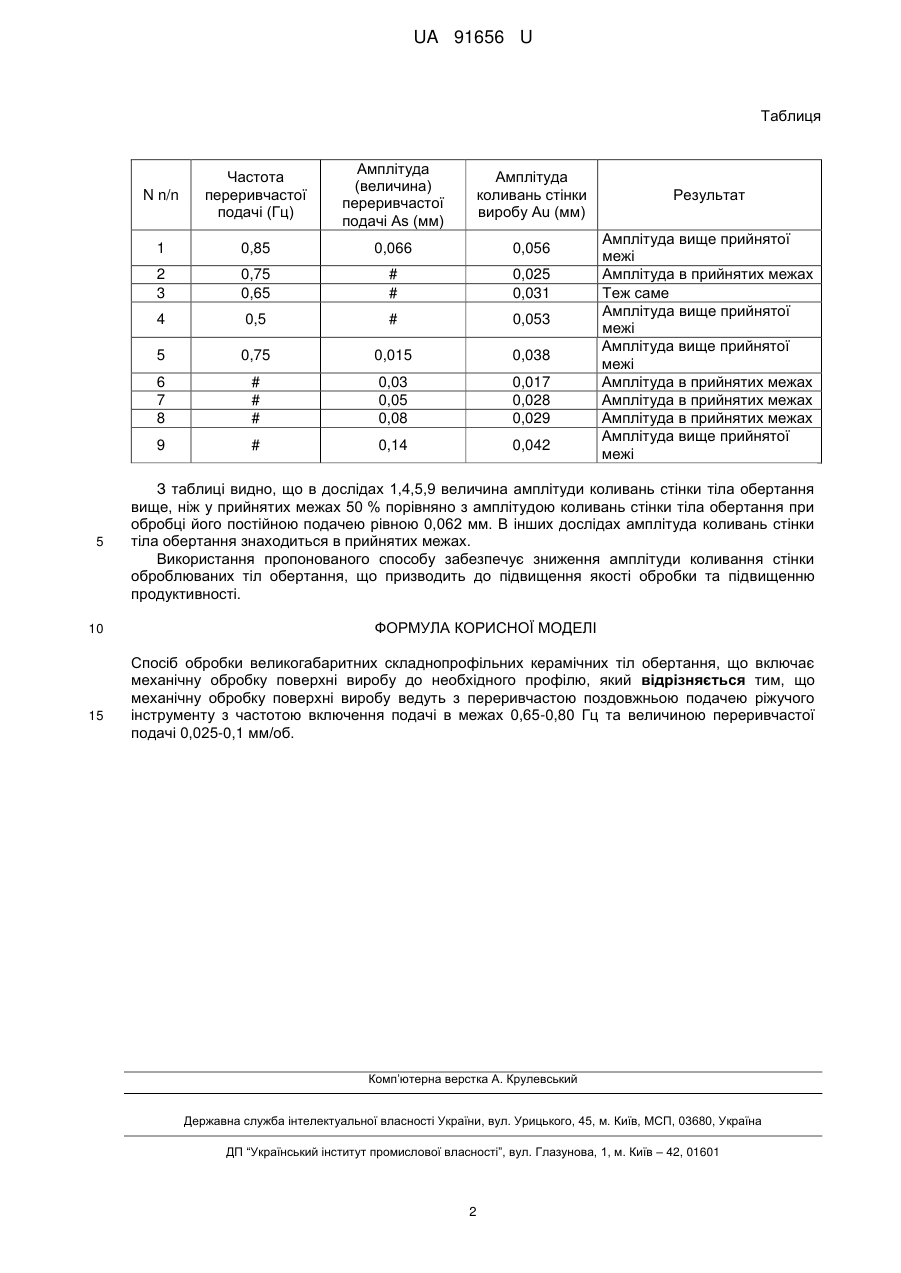
Реферат: Спосіб обробки великогабаритних складнопрофільних керамічних тіл обертання включає механічну обробку поверхні виробу до необхідного профілю, яку ведуть з переривчастою поздовжньою подачею ріжучого інструменту величиною 0,025-0,1 мм/об. та з частотою включення подачі в межах 0,65-0,80 Гц. UA 91656 U (54) СПОСІБ ОБРОБКИ ВЕЛИКОГАБАРИТНИХ СКЛАДНОПРОФІЛЬНИХ КЕРАМІЧНИХ ТІЛ ОБЕРТАННЯ UA 91656 U UA 91656 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування і може бути використана при обробці матеріалів, переважно для тонкостінних великогабаритних складнопрофільних керамічних тіл обертання. Відомий спосіб обробки тонкостінних великогабаритних складнопрофільних тіл обертання (Хрульков В.А. и др. "Механическая обработка деталей из керамики и ситаллов" Издательство Саратовского университета 1975. - С. 303-305) включає механічну обробку тонкостінних великогабаритних складнопрофільних тіл обертання. До недоліків даного способу належить те, що при обробці тіла обертання закріплюють в двох точках опори і при постійній величині поздовжньої подачі виникають механічні деформації і вібрації, що погіршують якість виробу. Найбільш близьким за технічною суттю до заявленого способу є спосіб обробки тонкостінних великогабаритних складнопрофільних виробів з кераміки, описаний в роботі наведеного нижче способу (Патент РФ 2313438 С2 Мкл В24В 5/16, опубл. 20.12.2007 р.). Спосіб обробки включає механічну обробку тонкостінних великогабаритних складнопрофільних тіл обертання з подачею води під тиском в гумову камеру, розташовану уздовж поверхні виробу між вузлами фіксації. Використання при обробці тіл обертання по найближчому аналогу з подачею води під тиском в гумову камеру дозволяє знизити деформації стінок тіл обертання і незначно зменшити їх вібрацію за рахунок збільшення жорсткості технологічної системи обробки, проте відомому способу притаманні такі недоліки. Для реалізації цього способу шліфування необхідно складне налагоджувальне обладнання, так як необхідно мати камери, оправки і барабани для кожного типорозміру виробів, а також складність системи подачі в камеру води під тиском при обертанні виробу і неможливість гасіння параметричних коливань стінки виробу. Крім цього наявність додаткового навантаження на оболонку тіла обертання, особливо при зовнішній обробці, коли внутрішні сили від тиску води спрямовані на розрив керамічних тонкостінних виробів, може призвести до руйнування тонкостінних тіл обертання, тому для того, щоб отримати якісну обробку необхідно працювати із заниженими режимами, а при цьому втрачається продуктивність. В основу корисної моделі поставлена задача удосконалення способу обробки великогабаритних складнопрофільних керамічних тіл обертання, в якому за рахунок регламентації режимів поздовжньої подачі ріжучого інструменту забезпечується зниження амплітуди коливання стінки оброблюваних тіл обертання, що призводить до підвищення якості обробки та підвищенню продуктивності. Поставлена задача вирішується тим, що в способі обробки великогабаритних складнопрофільних керамічних тіл обертання який включає механічну обробку виробу, згідно з корисною моделлю, механічну обробку поверхні тіла обертання ведуть з переривчастою поздовжньою подачею ріжучого інструменту з частотою включення подачі в межах 0,65-0,8 Гц та величиною переривчастою подачі 0,025-0,1 мм/об. Застосування переривчастої поздовжньої подачі дозволяє знизити "розкачку" стінки тіла обертання за рахунок гасіння його параметричних коливань шляхом накладення на вібрації стінки тіла обертання, що виникає від сил різання, вібрацій від переривчастої поздовжньої подачі. Крім цього застосування переривчастої на поздовжньої подачі дозволяє підвищити продуктивність обробки, так як при можливості зниження амплітуди коливань технологічної системи можна вибирати більш високі значення подач при збереженні якості обробки. Експериментально було встановлено що при шліфуванні тонкостінних великогабаритних складнопрофільних керамічних тіл обертання з переривчастою поздовжньою подачею амплітуда коливань стінки тіл обертання однозначно нижче, ніж при шліфуванні з постійною подачею. Діапазон зміни частоти включення переривчастої подачі 0,65-0,8 Гц та величина переривчастою подачі 0,025-0,1 мм/об. вибрані з умови зниження амплітуди коливань стінки тіла обертання не менше, ніж на 50 % порівняно з амплітудою коливання її при обробці з постійною подачею рівною 0,062 мм. Поза зазначених меж частоти включення переривчастої подачі та її величини, спостерігається підвищення амплітуди коливань стінки тіл обертання. Приклад. Досліди при обробці тонкостінних складнопрофільних керамічних тіл обертання з найбільшим діаметром 400 мм, товщиною стінки 8 мм та відстанню між вузлами фіксації 550 мм при глибині різання 1 мм, частоті обертання тіла обертання 80 об/хв і швидкості різання 40 м/сек алмазним кругом А 315/250-4-М2-01 показали, що переривчаста подача з урахуванням інерційності технологічної системи однозначно веде до зниження амплітуди коливань стінки тіла обертання. Дані експериментів наведені в таблиці. 60 1 UA 91656 U Таблиця N n/n 0,85 0,066 0,056 0,75 0,65 # # 0,025 0,031 4 0,5 # 0,053 5 0,75 0,015 0,038 6 7 8 # # # 0,03 0,05 0,08 0,017 0,028 0,029 9 15 Амплітуда коливань стінки виробу Au (мм) 2 3 10 Амплітуда (величина) переривчастої подачі As (мм) 1 5 Частота переривчастої подачі (Гц) # 0,14 0,042 Результат Амплітуда вище прийнятої межі Амплітуда в прийнятих межах Теж саме Амплітуда вище прийнятої межі Амплітуда вище прийнятої межі Амплітуда в прийнятих межах Амплітуда в прийнятих межах Амплітуда в прийнятих межах Амплітуда вище прийнятої межі З таблиці видно, що в дослідах 1,4,5,9 величина амплітуди коливань стінки тіла обертання вище, ніж у прийнятих межах 50 % порівняно з амплітудою коливань стінки тіла обертання при обробці його постійною подачею рівною 0,062 мм. В інших дослідах амплітуда коливань стінки тіла обертання знаходиться в прийнятих межах. Використання пропонованого способу забезпечує зниження амплітуди коливання стінки оброблюваних тіл обертання, що призводить до підвищення якості обробки та підвищенню продуктивності. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб обробки великогабаритних складнопрофільних керамічних тіл обертання, що включає механічну обробку поверхні виробу до необхідного профілю, який відрізняється тим, що механічну обробку поверхні виробу ведуть з переривчастою поздовжньою подачею ріжучого інструменту з частотою включення подачі в межах 0,65-0,80 Гц та величиною переривчастої подачі 0,025-0,1 мм/об. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюHusiev Volodymyr Vladylenovych, Vialtsev Mykola Vasyliovych, Kalafatova Liudmyla Pavlivna, Trehubov Mykola Fedorovych, Pokolenko Dmytro Valeriiovych
Автори російськоюГусев Владимир Владиленович, Вяльцев Николай Васильевич, Калафатова Людмила Павловна, Трегубов Николай Федорович, Поколенко Дмитрий Валерьевич
МПК / Мітки
Мітки: керамічних, тіл, складнопрофільних, обробки, великогабаритних, спосіб, обертання
Код посилання
<a href="https://ua.patents.su/4-91656-sposib-obrobki-velikogabaritnikh-skladnoprofilnikh-keramichnikh-til-obertannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки великогабаритних складнопрофільних керамічних тіл обертання</a>
Спосіб обробки складнопрофільних виробів
Номер патенту: 60385
Опубліковано: 25.06.2011
Автори: Малигін Борис Вадимович, Терещенкова Оксана Вікторівна, Блах Ігор Володимирович, Врублевський Роман Євгенович
МПК: B21D 26/14, B23H 9/00
Мітки: виробів, складнопрофільних, обробки, спосіб
Формула / Реферат:
Спосіб обробки складнопрофільних виробів, що полягає у виготовленні виробів, знятті в них залишкових концентрацій напружень магнітно-імпульсною обробкою перпендикулярно до поверхні виробів та збиранні, який відрізняється тим, що зняття залишкових напружень магнітно-імпульсною обробкою відбувається послідовно в двох напрямах, як перпендикулярно, так і по дотичній до поверхні виробу.
Спосіб обробки тіл обертання електричною дугою
Номер патенту: 50552
Опубліковано: 15.10.2002
Автори: Гросул Ігор Анатолійович, Мельник Тетяна Олександрівна, Шмельов Віталій Миколайович, Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: обробки, тіл, електричною, спосіб, дугою, обертання
Формула / Реферат:
1. Спосіб обробки тіл обертання електричною дугою, що включає збудження дуги між електродом-заготовкою, що обертається, і електродом-інструментом, який має поступальний дискретний рух осьової подачі, з прокачуванням робочої рідини крізь торцевий міжелектродний зазор, який відрізняється тим, що прокачування здійснюють за напрямком від периферії до центра електрода-інструмента.2. Спосіб за п. 1, який відрізняється тим, що осьову подачу...
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 70653
Опубліковано: 25.06.2012
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: обертання, електричною, тіл, дугою, обробки, спосіб, розмірної
Формула / Реферат:
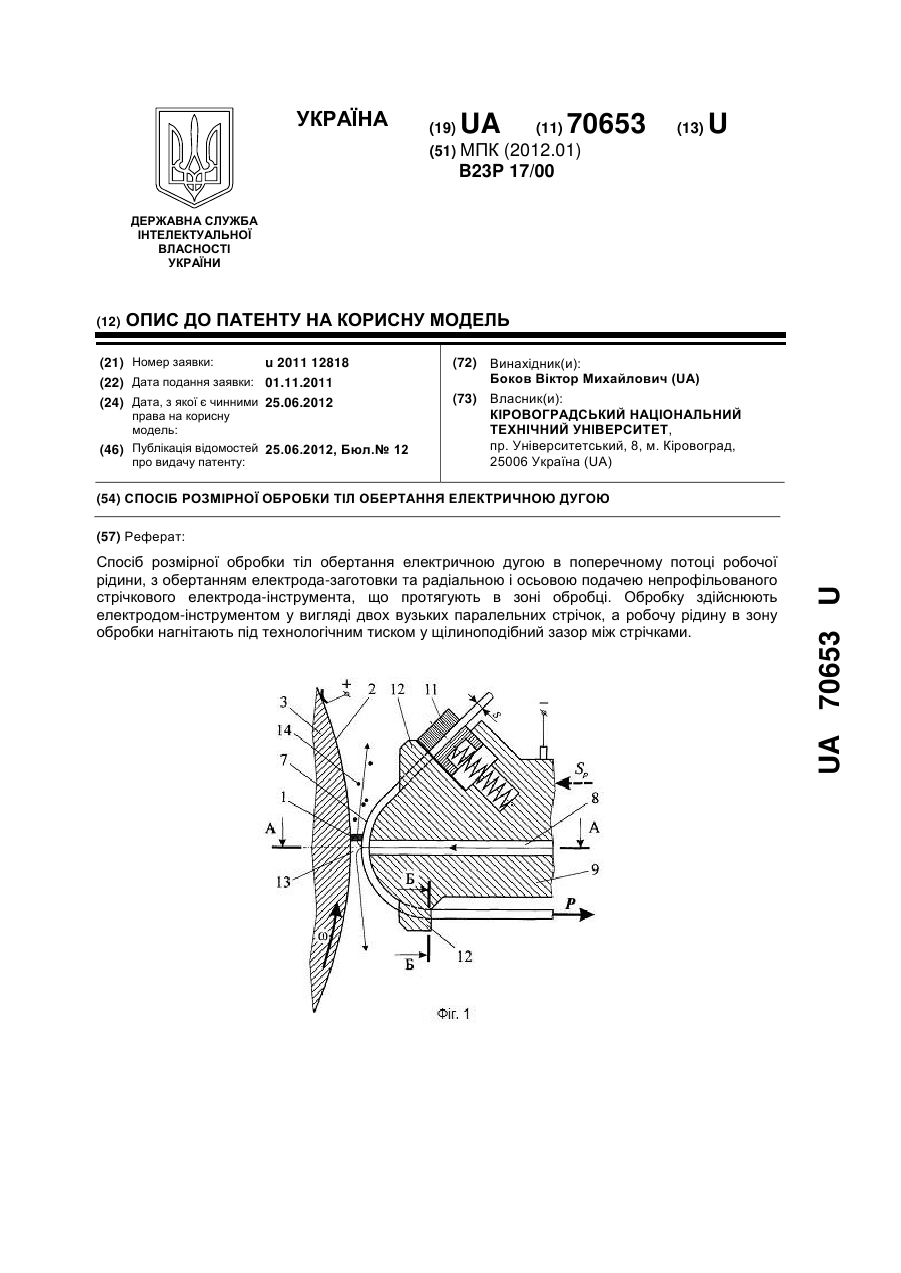
Спосіб розмірної обробки тіл обертання електричною дугою в поперечному потоці робочої рідини, з обертанням електрода-заготовки та радіальною і осьовою подачею непрофільованого стрічкового електрода-інструмента, що протягують в зоні обробці, який відрізняється тим, обробку здійснюють електродом-інструментом у вигляді двох вузьких паралельних стрічок, а робочу рідину в зону обробки нагнітають під технологічним тиском у щілиноподібний зазор між...
Спосіб розмірної обробки електричною дугою тіл обертання

Номер патенту: 25080
Опубліковано: 25.07.2007
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: електричною, обертання, обробки, розмірної, тіл, спосіб, дугою
Формула / Реферат:
Спосіб розмірної обробки електричною дугою тіл обертання, при якому обертають електрод-заготовку з радіальною й осьовою його подачею, при цьому нагнітають робоче середовище в міжелектродний зазор, який відрізняється тим, що обробку здійснюють непрофільованим електродом-інструментом (наприклад дротом, фольгою чи стрічкою) при неперервному русі його в зоні обробки в напрямку, що збігається з напрямком однобічного потоку робочого середовища...
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 62770
Опубліковано: 12.09.2011
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: розмірної, обробки, дугою, обертання, тіл, спосіб, електричною
Формула / Реферат:
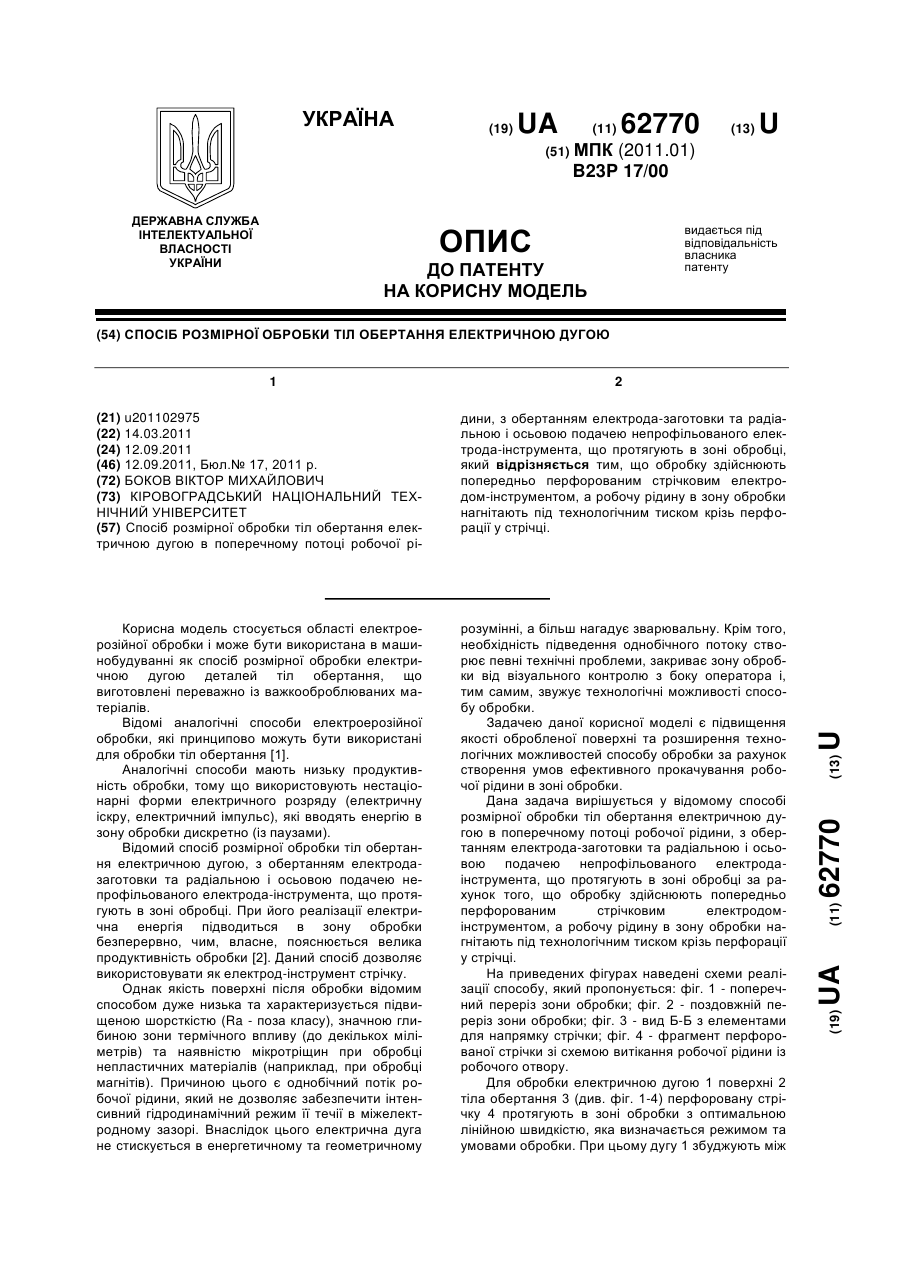
Спосіб розмірної обробки тіл обертання електричною дугою в поперечному потоці робочої рідини, з обертанням електрода-заготовки та радіальною і осьовою подачею непрофільованого електрода-інструмента, що протягують в зоні обробці, який відрізняється тим, що обробку здійснюють попередньо перфорованим стрічковим електродом-інструментом, а робочу рідину в зону обробки нагнітають під технологічним тиском крізь перфорації у стрічці.
Попередній патент: Спосіб діагностики прихованих компресійних остеопоротичних переломів тіл хребців
Наступний патент: Спосіб фазової ранньої діагностики ендометріозу
Випадковий патент: Спосіб рідинної обробки