Спосіб розмірної обробки тіл обертання електричною дугою

Формула / Реферат
Спосіб розмірної обробки тіл обертання електричною дугою в поперечному потоці робочої рідини, з обертанням електрода-заготовки та радіальною і осьовою подачею непрофільованого стрічкового електрода-інструмента, що протягують в зоні обробці, який відрізняється тим, обробку здійснюють електродом-інструментом у вигляді двох вузьких паралельних стрічок, а робочу рідину в зону обробки нагнітають під технологічним тиском у щілиноподібний зазор між стрічками.
Текст
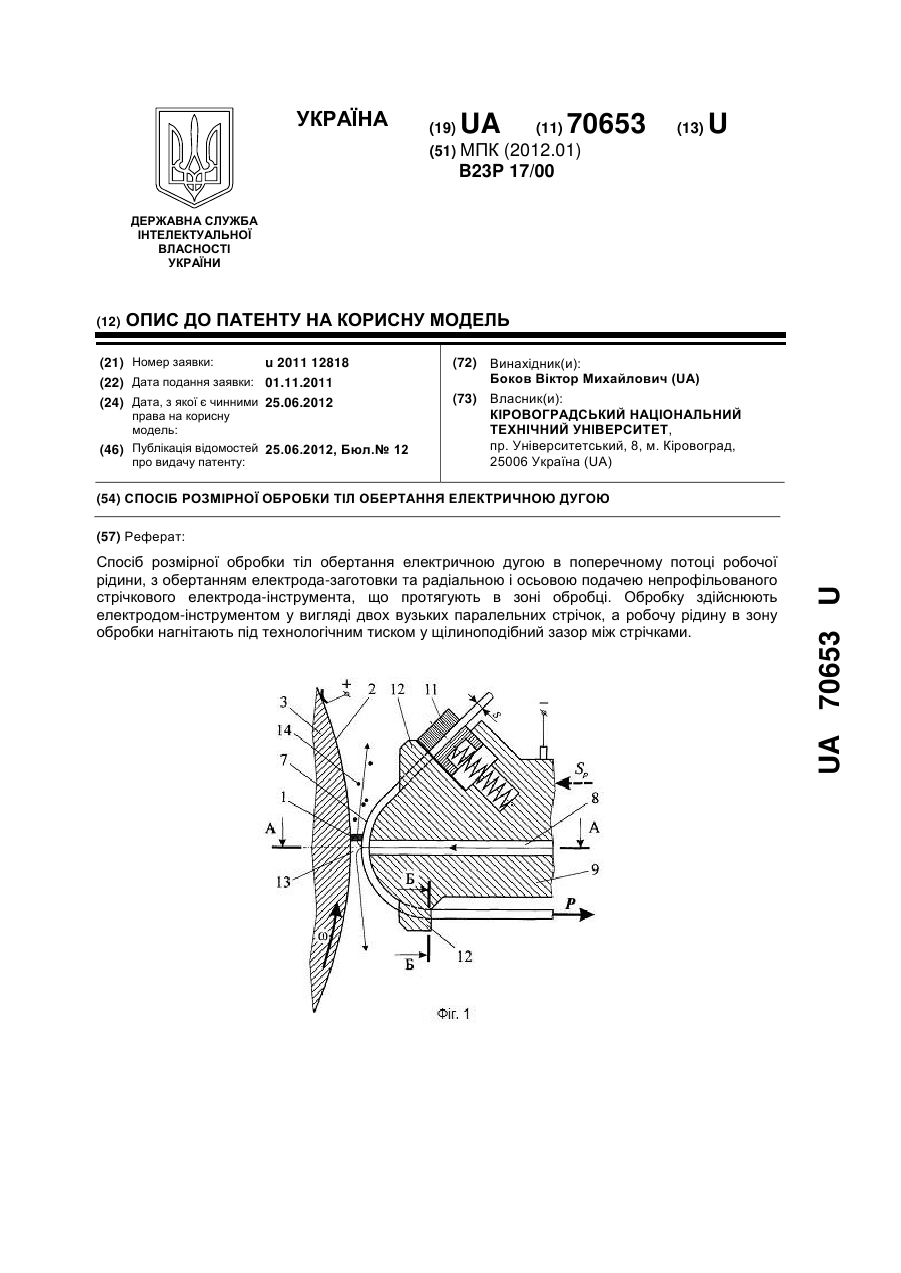
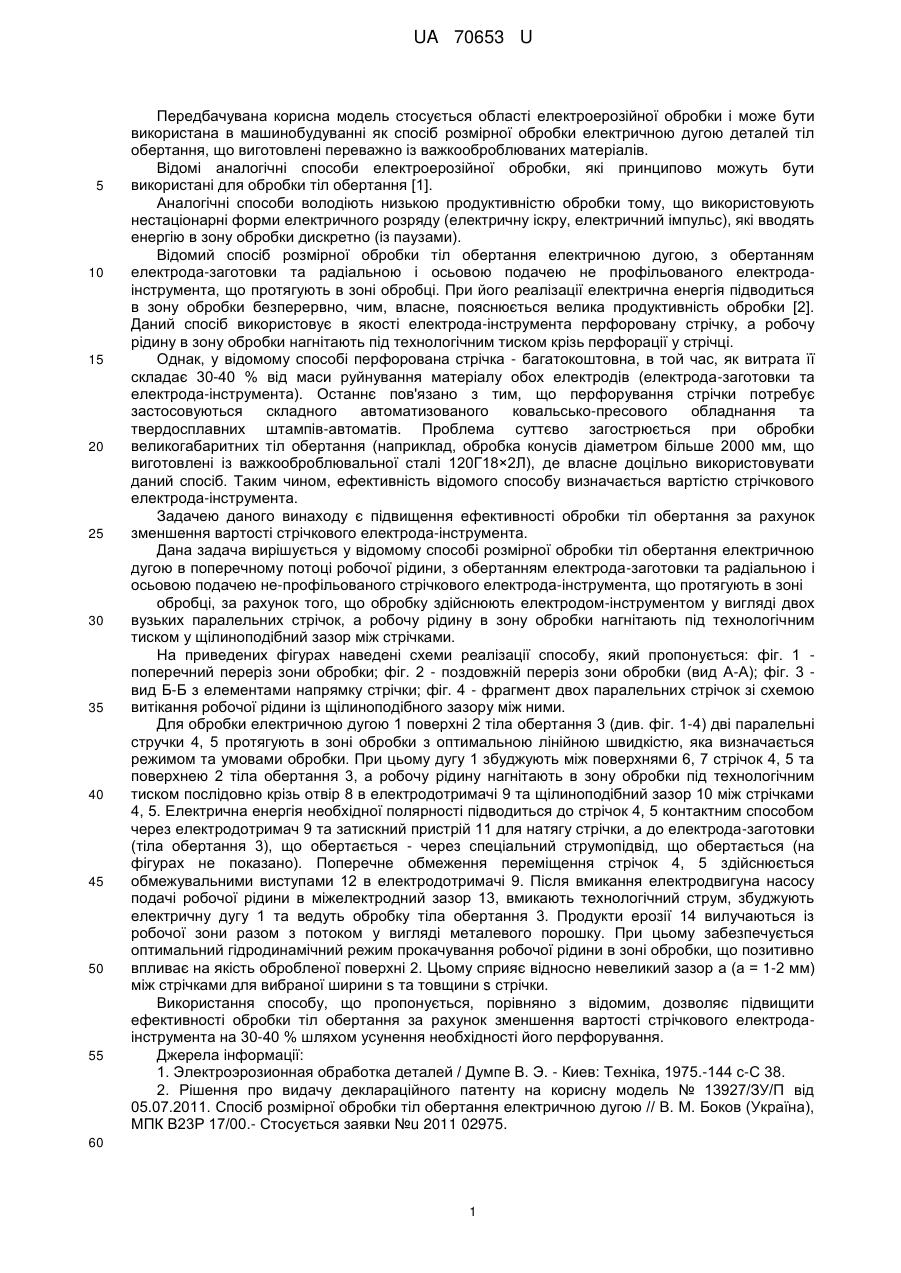
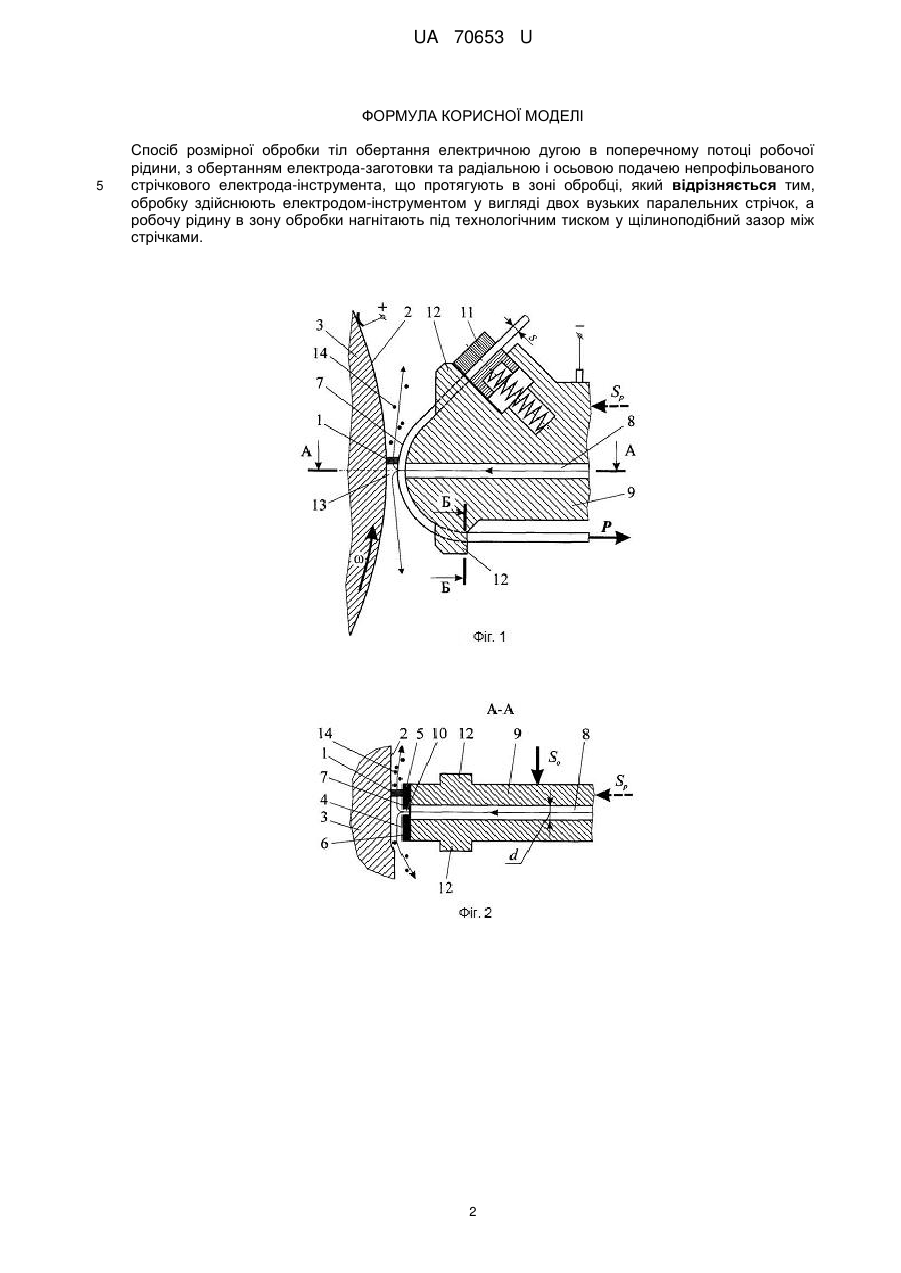
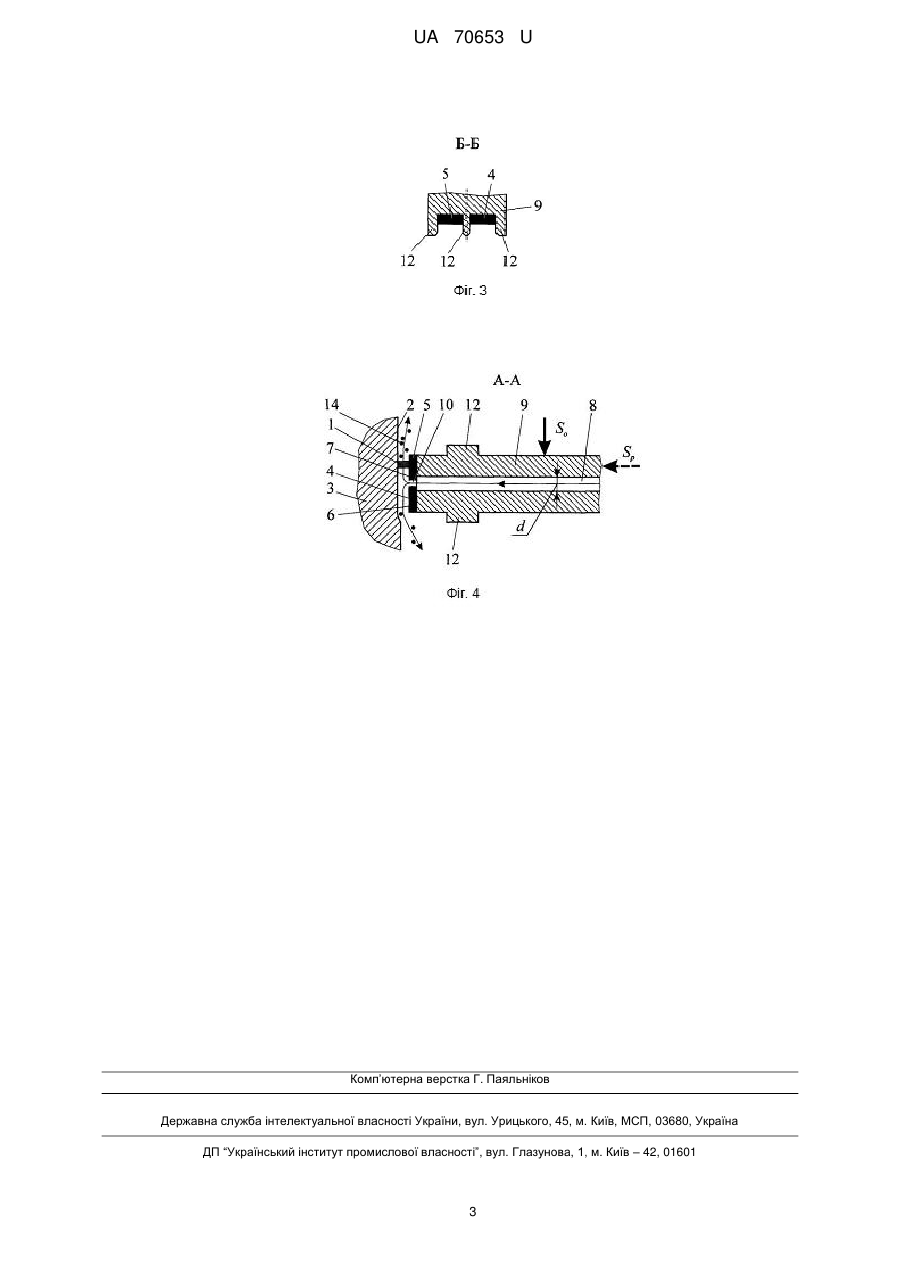
Реферат: UA 70653 U UA 70653 U 5 10 15 20 25 30 35 40 45 50 55 Передбачувана корисна модель стосується області електроерозійної обробки і може бути використана в машинобудуванні як спосіб розмірної обробки електричною дугою деталей тіл обертання, що виготовлені переважно із важкооброблюваних матеріалів. Відомі аналогічні способи електроерозійної обробки, які принципово можуть бути використані для обробки тіл обертання [1]. Аналогічні способи володіють низькою продуктивністю обробки тому, що використовують нестаціонарні форми електричного розряду (електричну іскру, електричний імпульс), які вводять енергію в зону обробки дискретно (із паузами). Відомий спосіб розмірної обробки тіл обертання електричною дугою, з обертанням електрода-заготовки та радіальною і осьовою подачею не профільованого електродаінструмента, що протягують в зоні обробці. При його реалізації електрична енергія підводиться в зону обробки безперервно, чим, власне, пояснюється велика продуктивність обробки [2]. Даний спосіб використовує в якості електрода-інструмента перфоровану стрічку, а робочу рідину в зону обробки нагнітають під технологічним тиском крізь перфорації у стрічці. Однак, у відомому способі перфорована стрічка - багатокоштовна, в той час, як витрата її складає 30-40 % від маси руйнування матеріалу обох електродів (електрода-заготовки та електрода-інструмента). Останнє пов'язано з тим, що перфорування стрічки потребує застосовуються складного автоматизованого ковальсько-пресового обладнання та твердосплавних штампів-автоматів. Проблема суттєво загострюється при обробки великогабаритних тіл обертання (наприклад, обробка конусів діаметром більше 2000 мм, що виготовлені із важкооброблювальної сталі 120Г18×2Л), де власне доцільно використовувати даний спосіб. Таким чином, ефективність відомого способу визначається вартістю стрічкового електрода-інструмента. Задачею даного винаходу є підвищення ефективності обробки тіл обертання за рахунок зменшення вартості стрічкового електрода-інструмента. Дана задача вирішується у відомому способі розмірної обробки тіл обертання електричною дугою в поперечному потоці робочої рідини, з обертанням електрода-заготовки та радіальною і осьовою подачею не-профільованого стрічкового електрода-інструмента, що протягують в зоні обробці, за рахунок того, що обробку здійснюють електродом-інструментом у вигляді двох вузьких паралельних стрічок, а робочу рідину в зону обробки нагнітають під технологічним тиском у щілиноподібний зазор між стрічками. На приведених фігурах наведені схеми реалізації способу, який пропонується: фіг. 1 поперечний переріз зони обробки; фіг. 2 - поздовжній переріз зони обробки (вид А-А); фіг. 3 вид Б-Б з елементами напрямку стрічки; фіг. 4 - фрагмент двох паралельних стрічок зі схемою витікання робочої рідини із щілиноподібного зазору між ними. Для обробки електричною дугою 1 поверхні 2 тіла обертання 3 (див. фіг. 1-4) дві паралельні стручки 4, 5 протягують в зоні обробки з оптимальною лінійною швидкістю, яка визначається режимом та умовами обробки. При цьому дугу 1 збуджують між поверхнями 6, 7 стрічок 4, 5 та поверхнею 2 тіла обертання 3, а робочу рідину нагнітають в зону обробки під технологічним тиском послідовно крізь отвір 8 в електродотримачі 9 та щілиноподібний зазор 10 між стрічками 4, 5. Електрична енергія необхідної полярності підводиться до стрічок 4, 5 контактним способом через електродотримач 9 та затискний пристрій 11 для натягу стрічки, а до електрода-заготовки (тіла обертання 3), що обертається - через спеціальний струмопідвід, що обертається (на фігурах не показано). Поперечне обмеження переміщення стрічок 4, 5 здійснюється обмежувальними виступами 12 в електродотримачі 9. Після вмикання електродвигуна насосу подачі робочої рідини в міжелектродний зазор 13, вмикають технологічний струм, збуджують електричну дугу 1 та ведуть обробку тіла обертання 3. Продукти ерозії 14 вилучаються із робочої зони разом з потоком у вигляді металевого порошку. При цьому забезпечується оптимальний гідродинамічний режим прокачування робочої рідини в зоні обробки, що позитивно впливає на якість обробленої поверхні 2. Цьому сприяє відносно невеликий зазор а (а = 1-2 мм) між стрічками для вибраної ширини s та товщини s стрічки. Використання способу, що пропонується, порівняно з відомим, дозволяє підвищити ефективності обробки тіл обертання за рахунок зменшення вартості стрічкового електродаінструмента на 30-40 % шляхом усунення необхідності його перфорування. Джерела інформації: 1. Электроэрозионная обработка деталей / Думпе В. Э. - Киев: Техніка, 1975.-144 с-С 38. 2. Рішення про видачу деклараційного патенту на корисну модель № 13927/ЗУ/П від 05.07.2011. Спосіб розмірної обробки тіл обертання електричною дугою // В. М. Боков (Україна), МПК В23Р 17/00.- Стосується заявки №u 2011 02975. 60 1 UA 70653 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб розмірної обробки тіл обертання електричною дугою в поперечному потоці робочої рідини, з обертанням електрода-заготовки та радіальною і осьовою подачею непрофільованого стрічкового електрода-інструмента, що протягують в зоні обробці, який відрізняється тим, обробку здійснюють електродом-інструментом у вигляді двох вузьких паралельних стрічок, а робочу рідину в зону обробки нагнітають під технологічним тиском у щілиноподібний зазор між стрічками. 2 UA 70653 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional processing solids of rotation by electric arc
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ размерной обработки тел вращения электрической дугой
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23P 17/00
Мітки: обертання, обробки, спосіб, дугою, розмірної, тіл, електричною
Код посилання
<a href="https://ua.patents.su/5-70653-sposib-rozmirno-obrobki-til-obertannya-elektrichnoyu-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки тіл обертання електричною дугою</a>
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 24632
Опубліковано: 10.07.2007
Автор: Боков Віктор Михайлович
МПК: B23H 1/00, B23P 17/00
Мітки: електричною, обробки, тіл, обертання, розмірної, спосіб, дугою
Формула / Реферат:
Спосіб розмірної обробки тіл обертання електричною дугою з обертанням електрода-заготовки та радіальною й осьовою подачею без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь центральний отвір в електроді-інструменті із дроселюванням потоку на виході з торцевого зазору, який відрізняється тим, що обробку здійснюють припрацьованим двошаровим електродом-інструментом з концентрично...
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 62770
Опубліковано: 12.09.2011
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: тіл, розмірної, дугою, спосіб, електричною, обертання, обробки
Формула / Реферат:
Спосіб розмірної обробки тіл обертання електричною дугою в поперечному потоці робочої рідини, з обертанням електрода-заготовки та радіальною і осьовою подачею непрофільованого електрода-інструмента, що протягують в зоні обробці, який відрізняється тим, що обробку здійснюють попередньо перфорованим стрічковим електродом-інструментом, а робочу рідину в зону обробки нагнітають під технологічним тиском крізь перфорації у стрічці.
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом
Номер патенту: 25645
Опубліковано: 10.08.2007
Автори: Боков Віктор Михайлович, Сіса Олег Федорович
МПК: B23H 1/00
Мітки: електричною, обертання, розмірної, обробки, тіл, спосіб, дугою, електродом-інструментом, непрофільованим
Формула / Реферат:
Спосіб розмірної обробки електричною дугою тіл обертання непрофільованим електродом-інструментом з обертанням електрода-заготовки та радіальною й осьовою подачею електрода-інструмента при потужному нагнітанні робочого середовища в міжелектродний зазор, який відрізняється тим, що дугу збуджують між електродом-заготовкою та торцевою поверхнею непрофільованого електрода-інструмента (наприклад, дротового, стержневого чи трубчастого), який...
Спосіб розмірної обробки тіл обертання електричною дугою
Номер патенту: 24627
Опубліковано: 10.07.2007
Автор: Боков Віктор Михайлович
МПК: B23P 17/00, B23H 1/00
Мітки: тіл, обертання, електричною, обробки, розмірної, дугою, спосіб
Формула / Реферат:
Спосіб розмірної обробки тіл обертання електричною дугою з обертанням електрода-заготовки та радіальною подачею без обертання електрода-інструмента при нагнітанні робочої рідини в торцевий зазор під технологічним тиском крізь осьовий отвір в електроді-інструменті, який відрізняється тим, що обробку здійснюють при штучному дроселюванні (підпору) потоку на виході з торцевого міжелектродного зазору, наприклад, за рахунок контактного торцевого...
Спосіб розмірної обробки електричною дугою тіл обертання

Номер патенту: 25080
Опубліковано: 25.07.2007
Автор: Боков Віктор Михайлович
МПК: B23P 17/00
Мітки: розмірної, тіл, дугою, спосіб, обробки, обертання, електричною
Формула / Реферат:
Спосіб розмірної обробки електричною дугою тіл обертання, при якому обертають електрод-заготовку з радіальною й осьовою його подачею, при цьому нагнітають робоче середовище в міжелектродний зазор, який відрізняється тим, що обробку здійснюють непрофільованим електродом-інструментом (наприклад дротом, фольгою чи стрічкою) при неперервному русі його в зоні обробки в напрямку, що збігається з напрямком однобічного потоку робочого середовища...
Попередній патент: Пристрій для тимчасового перетиснення черевної аорти
Наступний патент: Гасник гідравлічних ударів
Випадковий патент: Спосіб підсилення безпеки пінг-понг протоколу квантового безпечного зв'язку