Спосіб лазерного зварювання деталей зі скла
Номер патенту: 9176
Опубліковано: 30.09.1996
Автори: Матвіішин Галина Любомирівна, Мартинова Віра Петрівна, Дорош Ігор Романович, Дутка Ігор Іванович
Формула / Реферат
Способ лазерной сварки деталей из стекла путем установки их по контуру сварки с зазором, фокусировки лазерного луча в зове сварки и нагрева, отличающийся тем, что, с целью повышения производительности путем увеличения скорости сварки, луч лазера фокусируют на кромке верхней свариваемой детали, нагрев ведут при синхронном перемещении деталей, величину зазора Х выбирают из соотношения
где а - температуропроводность стекла, м2/с;
h - вязкость стекла при температуре испарения, Па·с;
S - минимальная толщина стенки свариваемых деталей, м;
s - коэффициент поверхностного натяжения, Н/м;
DS - технологический допуск на неровность сварного соединения, м;
rA - радиус луча лазера на поверхности, м.
Текст
ОПУБЛИКОВАНО ! Б. К ДЛЯ С СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК ЛІ1ПЯ J K H І-4. Л (51) *-» -Л Я С 03 В 23/20 ГОСУЛ "СТВЕННЫЙ НОМИТЕТ ПО ИЗОЬНЕТЕНИЯМ И ОТКРЫТИЯМ ПРИ ГКНТ СССР 1 ( 2 0 4307568/23-33 (22) 22.09.87 (72) Й.Р,Дорога, ИцИ0Дутка, Б,П.Мартынова и Г.Л„Матвишиин (53) 666.1.953(088,8) (56) Заявка ФРГ К 2238070, к л . 32 Ъ 27/00,.1474. (54) С О О ЛАЗЕРНОЙ С А К Д Т Л Й П С Б ВР И ЕА Е ИЗ СТЕКЛА (57) Изобретение относится к промышленности строительства и стройматериалов, к технологии лазерной с в а р ки стеклодеталей при изготовлении оболочек электронно-лучевых приборов. Цель изобретения - повышение производительности путем увеличения скорости с в а р к и . Для этого детали помещают в зону сварки, совмещают по контуру с в а р к и , оставляя между ними определенный з а я о р , зависящий от температуропроводности стекла, в я з к о с ти стекла при температуре испарения, минимальной толщины стенки сваривае Изобретение относится к промышленности строительства и стройматериалов, v те>нологии лазерной сварки и предназначено для сварки деталей из стекла при изготовлении оболочек элегтроимо-лучеяых приборов (ЭЛП). Цель изобретения - повышение производительно-стр путем увеличения скорости с в а р к и . Способ опробован при сггрке конуса с экраном прибора 5ЛК2Л, П р и м е р К Волоконно-оптический (ВО) экран диаметром 50 мм ча41-89 мых д е т а л е й , радиуса луча л а з е р а на поверхности, коэффициента поверхностного натяжения и технологического допуска на неровность сварного с о е динения. Фокусировку луча лачера производят на д е т а л и , размещенной с в е р ху, при синхронном вращении д е т а л е й происходит расплав и з а т е к а н и е р а с плавленного стекла верхней детали в з а з о р в В случае наличия з а з о р а п е р е дача тепла во внутренние области с в а риваемых деталей происходит при з а текании расплавленной массы стекла в зазор за с ч е т сил поверхностного натнкениЯо При с в а р к е стекла происходит перемещение стекла с поверхности внутрь з а з о р а , В р е з у л ь т а т е этого на поверхности образуется к а н а в к а , ширина которой совпадает с диаметром л у ч а . Для выполнения качественного соединения необходимо, чтобы глубина канавки не превышала величины технологического допуска на неровность шва о 1 табло крешіяют в верхнем зажимном устройстве станка (СОБ-897), Конус прибора закрепляют в нияснем прижимном устройстве станка. Между деталями устанавливают щуп (откалиброванная пластина) толщиной 0,4 мм. При этом обеспечивается выставление зазора Х=0,4 мм, В качестве печи предварительного нагрева используют специально сконструированную электропечь,, Предварительный нагрев экрана и конуса проводят при 500°С. Для сварки используют С0 г -лазер ИЛГН-704 с мощностью излучения 40 Вт (Л 00 1520814 и длиной РОЛНЫ излучения 10,6 мкм„ Фокусировку луча пазера проводят по ччжней кромке ВО э к р а н а . Конус прибора изготовлен из электровакуумного с т е к ла С 5 2 - 1 . Материал экрана (ВО диска) 5 согласован по коэффициенту линейного расширения со стеклом С 5 2 - 1 , Время сварки при наличии зазора 0,4 мм с о с т а в п я е т 3 мин (по прототипу время ! 10 сварки 5 мин) е П р и м е р 2 О Диск из стекла С 52-1 диаметром 30 мм закрепляют в верхнем зажимном устройстве станка (СОБ-897). Цилиндр из стекла С 52-1 закрепляют в нижнем прижимном устройстве станка©.Между деталями устанавливают щуп (откапиброванная пластинка) толщиной 0 9 3 мм. При этом обеспечивается выставление зазора Х=0 Е 3 мм Предварительный нагрев диска и цилиндра производят при 500 С. Время сварки составляет 2 В 5 мин с SiOj П р и м е р З . В О экран диаметром 30 мм сваривают с конусом из стекла 25 С 7 9 - 3 , Величина зазора 0,4 мм. Предварительный нагрев экрана с конусом проводят при 450 С Экран - ВО диск е согласованный по коэффициенту линейного* расширения со стеклом С 79~3 в ЗЭ Время сварки при наличии забора 0,4 мм с о с т а в л я е т 2 мин о П р и м е р 4„ Цилиндр и? стекла С 52-Ї диаметром 50 мм сваривают с цилиндром из того же стекла е Величина з а з о р а 0,35 ммо Предварительный нагрев деталей производят три 500 С, Время сварки составляет окопо 3 мин. ' П р и м е р 5 . ВО экран диаметром 30 мм сваривают с конусом из свекла С 5 2 - 1 . Величина зазора между д з талями 0,3 мм„ Предварительный нагрев деталей проводят при 5 0 0 ° С Экран ВО диск» согласованный по коэффициен45 ту линейного расширения со стеклом С 5 2 - 1 , Время сварки составляет 2 мин. Насчет минимальной и максимальной величин з а з о р а X для стекла С 52-1 определяют но формулам 8а I S л „ макс Стекло содержит 68,7% S i 0 2 , 3,5% А 1 г 0 3 в 14,0% В а 0 3 е 4 9 4% К 2 0 и 4,4% Ка 2 О. Коэффициент поверхностного натяжения (С ) стекла определяют по известной методике в соответствии с Формулой 0 ( l ) -поверхностное натяжение компонента; М,, -молекулярная масса компо10 нента; - содержание в стекле каж6(0 дого из компонентов в массовых процентахв Для расчета 6\м используют следующие значения величин, которые приведены в таблица 68,7 3,5 19,0 4,4 1. 45 0 , 034 0 0 о. 071 0 , 290 0 , 586 0 0 0» 295 После подстановки всех значений б = 0,297 Ь/м, это значение дано для температуры расплава стекла 1300°С, Так как поверхностное натяжение ( G ) слабо зависит от температуры, то этим значением можно воспользоваться для оценки величины миним льного з а з о ра X. Вязкость стекля наоборот сильно . зависит с телгературы расплава с т е к л а , В качесті • вязкости ( }1 ) для оценки Х м м н взято значение температуры і400°С, Зависимости вязкости ( £ ) от температурі! для состава K 2 0 - B ^ 0 3 - S i 0 u известно. ^ =100 П, и системе СИ £ = =10 Па-с. Температурот ->оводность стекла ( а ) равна 0,59 х 1 ( Г е м 4 / с , Мі^ниііальную величину зазора X ^Ы{ определяют для стенки стекла конуса толщиной 2 мм, а свару ведут с помощью СО^-лазером ИЛГН-70& (радиус пуча ла Ф о р м у л а и з о б р е т е н и я туре испарения, Па»с; 5 - минимальная толщина.стенки Способ лазерной сварки деталей из свариваемых д е т а л е й , м; стекла путем установки их по контуру (5 6 - коэффициент поверхностного сварки с зазором,-фокусировки л а з е р натяжения, Н/м; ного луча в зоне сварки и нагрева, U S - технологический допуск на нео т л и ч а ю щ и й с я тем, ч т о , ровность сварного соединес целью повышения производительния, м; ности путем увеличения скорости свар- 20 г л - радиус луча л а з е р а на п о ки, луч л а з е р а фокусируют на кромке верхности, м. 4 Редактор Л.Курасова Составитель Т.Парамонова Техред Л.Сердюкова Корректор Б.Кабаний Заказ 2Ї25/ДСП Тираж 244 Подписное В И П Государственного комитета по изобретениям и открытиям при ГКНТ СССР Н ИИ 113035, Москва, Ж-35, Раушская н а б . , д . 4/5 Производственно-издательский комбинат "Патент", .г.Ужгород, у л . Гагарина,101
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for laser bonding of details from glass
Автори англійськоюDorosh Ihor Romanovych, Dutka Ihor Ivanovych, Martynova Vira Petrivna, Matviishyn Halyna Liubomyrivna
Назва патенту російськоюСпособ лазерной сварки деталей из стекла
Автори російськоюДорош Игорь Романович, Дутка Игорь Иванович, Мартынова Вера Петровна, Матвиишин Галина Любомировна
МПК / Мітки
МПК: C03B 23/00
Мітки: зварювання, лазерного, скла, деталей, спосіб
Код посилання
<a href="https://ua.patents.su/4-9176-sposib-lazernogo-zvaryuvannya-detalejj-zi-skla.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерного зварювання деталей зі скла</a>
Спосіб дугового зварювання плавким електродом таврових з’єднань

Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Горбачов Василь Михайлович, Покладій Вадим Ростиславович, Демченко Юрій Володимирович, Сердюк Ірина Василівна, Гутман Лія Миронівна, Мосенкіс Юрій Григорович, Корнієнко Олег Леонідович, Поздняков Вадим Андрійович, Руденко Юрій Миколаєвич, Сіріца Володимир Михайлович, Дворяшин Володимир Григорович, Масюков Валерій Вікторович
МПК: B23K 9/14, B23K 9/173
Мітки: з'єднань, дугового, таврових, зварювання, електродом, плавким, спосіб
Формула / Реферат:
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной...
Спосіб контактного стикового зварювання імпульсним оплавленням
Номер патенту: 6110
Опубліковано: 29.12.1994
Автори: Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Самотрясов Сергій Михайлович
МПК: B23K 11/04
Мітки: імпульсним, зварювання, контактного, спосіб, стикового, оплавленням
Формула / Реферат:
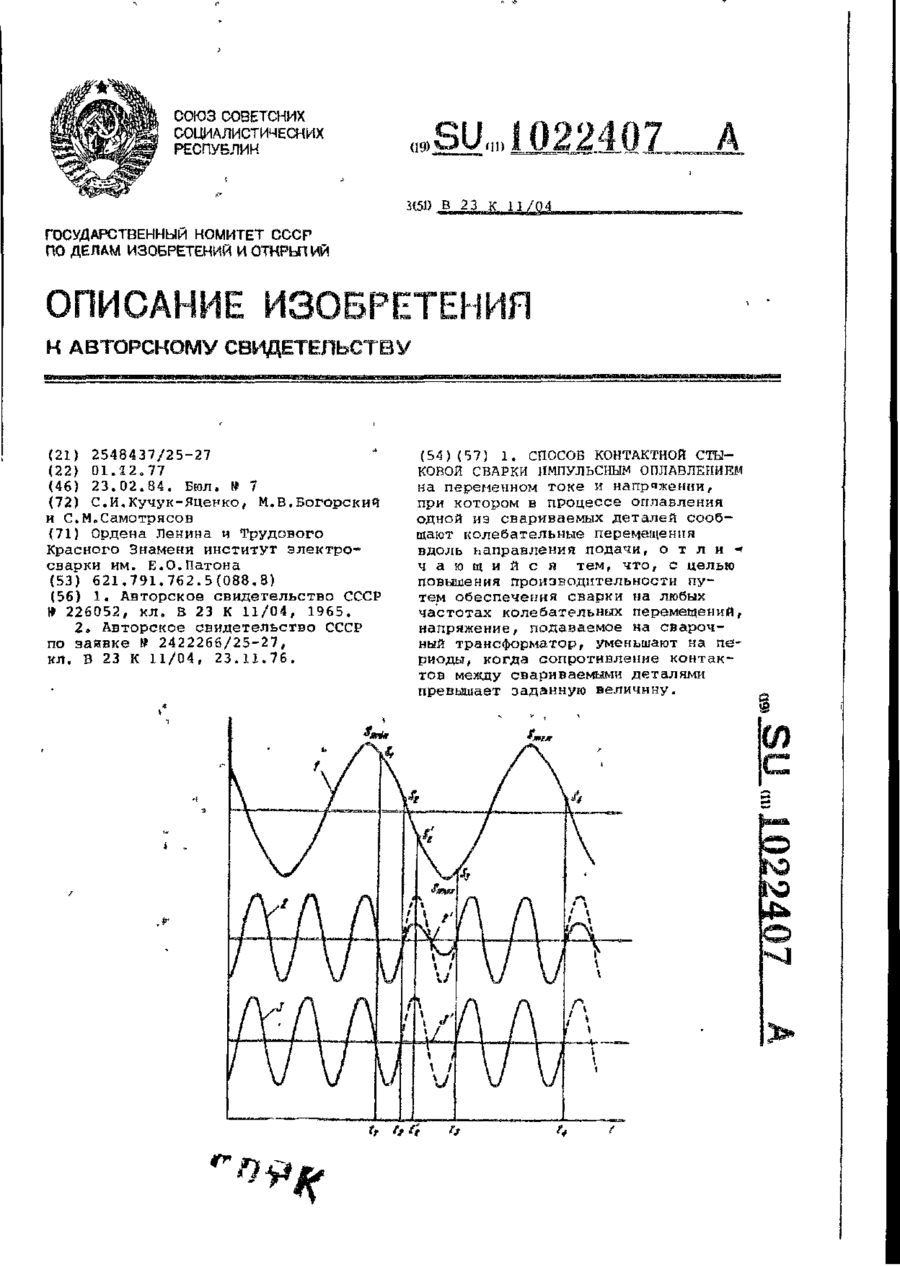
1. Способ контактной стыковой сварки импульсным оплавлением на переменном токе и напряжении, при котором в процессе оплавлення одной из свариваемых деталей сообщают колебательные перемещения вдоль направления подачи, отличающийся тем, что, с целью повышения производительности за счет обеспечения сварки на любых частотах колебательных перемещений, напряжение, подаваемое на сварочный трансформатор, уменьшают на периоды, когда...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 1614
Опубліковано: 25.10.1994
Автори: Череднічок Віталій Тимофійович, Кучук-Яценко Сергій Іванович, Бондарук Андрій Всеволодович, Чвертко Петро Миколайович, Богорський Михайло Володимирович, Шкурко Віктор Григорійович, Горонков Микола Дмитрович
МПК: B23K 11/04
Мітки: оплавленням, контактного, стикового, зварювання, спосіб
Формула / Реферат:
Способ контактной стыковой сварки оплав-лением, при котором в процессе оплавлення нагрев торцов свариваемых деталей производят при помощи двух источников питания, один из которых имеет низкое напряжение холостого хода, а другой — более высокое, способное поддерживать между оплавляемыми торцами сварочную дугу, причем другой источник питания включают в начале оплавления, отличающийся тем, что, с целью повышения производительности сварки и...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 317
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Самотрясов Сергій Михайлович, Богорський Михайло Володимирович
МПК: B23K 11/04
Мітки: оплавленням, зварювання, контактного, стикового, спосіб
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки оплавлением, при котором во время сварки скорость оплавления задают равной скорости перемещения подвижной колонны сварочной машины и воздействуют на нее обратной отрицательной связью по параметру, характеризующему процесс оплавления, например сварочному току, при этом в процессе сварки изменяют воздействие обратной отрицательной связи, отличающийся тем, что, с целью повышения...
Спосіб отримання припоєчного боросвинцового скла
Номер патенту: 5712
Опубліковано: 28.12.1994
Автор: Едвард Алфонс Вівер
МПК: C03C 3/12
Мітки: отримання, спосіб, скла, боросвинцового, припоєчного
Формула / Реферат:
Способ получения припоечного боросвинцового стекла путем предварительного сплавлення части компонентов, приготовления шихты и варки последней в платиновом тигле, отличающийся тем, что, с целью снижения коррозии платины, предварительно сплавляют смесь РbО, В2О3 и/или SiО2, причем состав ее находится выше линии АВСО на тройной диаграмме.
Попередній патент: Ролик для самомасажу ніг
Наступний патент: Спосіб рекультивації земель
Випадковий патент: Голчастий пристрій для вимірювання товщини шкіри з електронним відліковим цифровим механізмом