Склад для одержання протипригарно-зміцнюючого покриття доріг
Номер патенту: 922
Опубліковано: 15.12.1993
Автори: Коробейник Віктор Васильович, Філіпченко Микола Сергійович, Шкуро Тетяна Василівна, Дяченко Юрій Васильович, Бондарь Володимир Дмитрович, Сирота Олександр Олексійович, Кондратенко Віктор Іванович, Рибінська Світлана Станіславівна, Буда'янц Микола Абрамович
Формула / Реферат
Состав для получения противопригарно-упрочняющего покрытия литейных форм, преимущественно песчаных, для получения валков резино-технической промышленности массой 2-3 т. включающий графит аморфный, поваренную соль, борную кислоту, технические лигносульфонаты и воду, отличающийся тем, что он дополнительно содержит асбозурит и кокс литейный при следующем соотношении ингредиентов (масс. %):
графит аморфный
6,0-7,0
соль поваренная
3,5-4,5
борная кислота
2,5-3,0
асбозурит
5.0-6,0
кокс литейный
7,0-9,0
технические лигносульфонаты
10,0-12,0
вода
остальное.
Текст
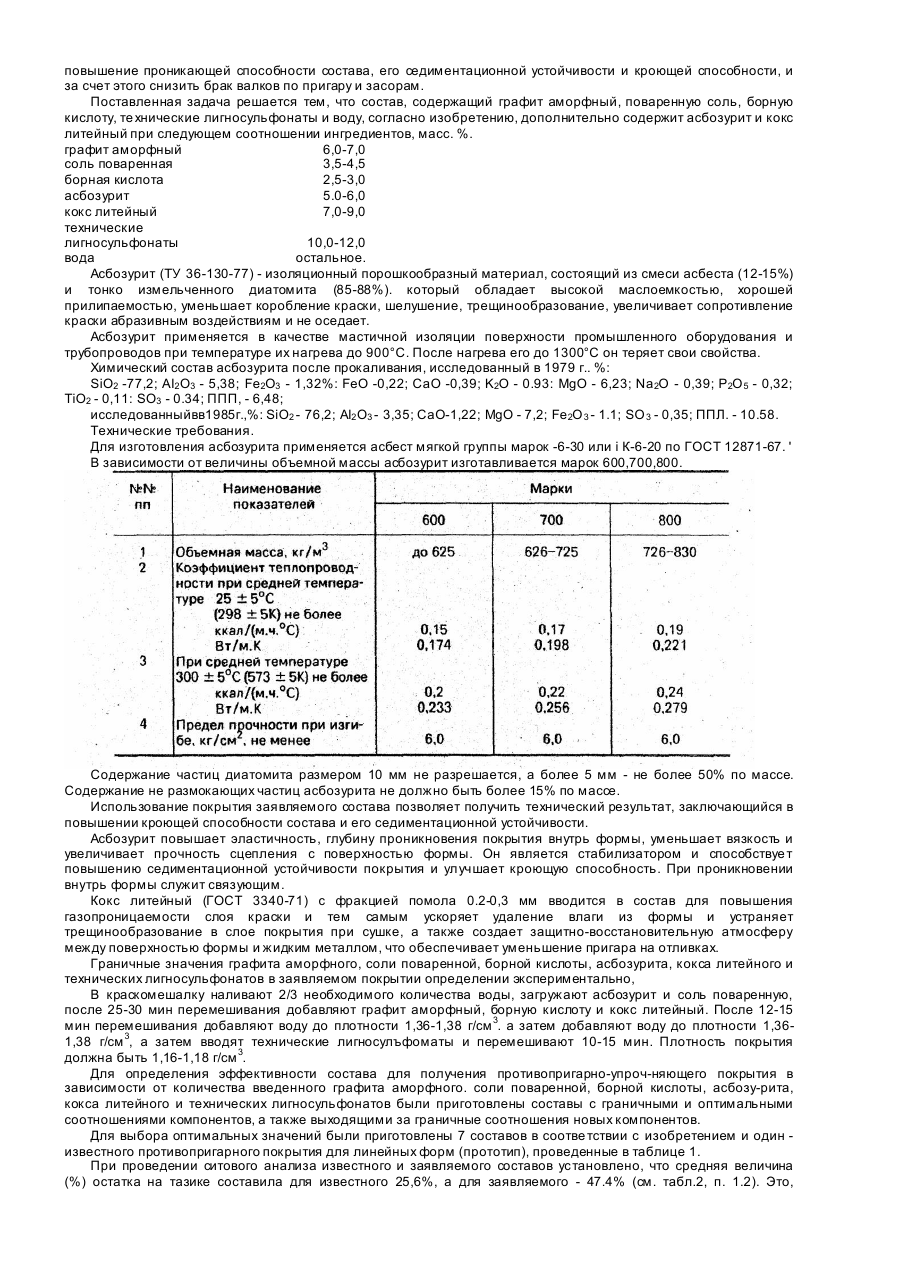
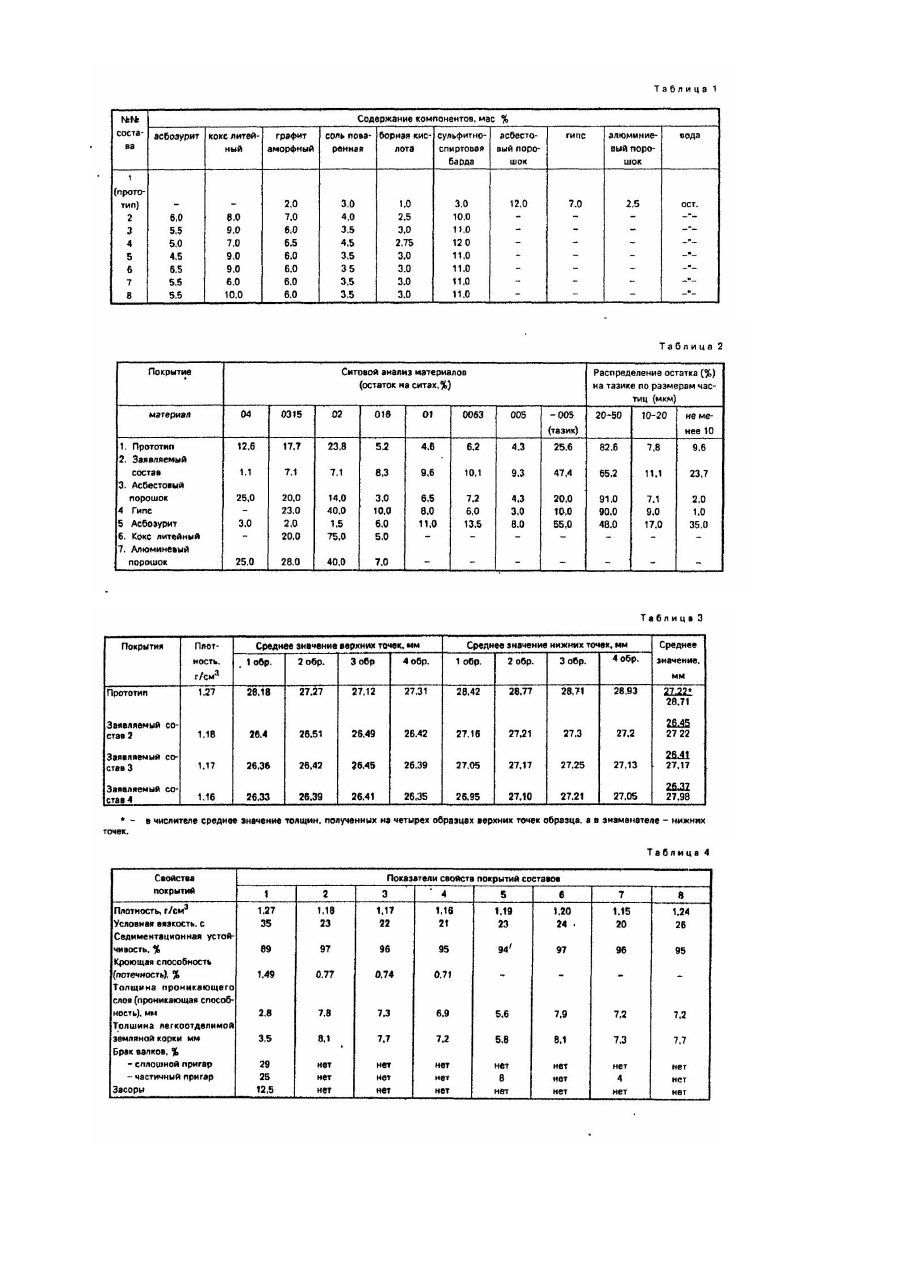
Изобретение относится к области литейного производства, в частности, к составам противопригарных покрытий для получения" шеек валков в песчаных формах при производстве чугунных валков резинотехнической промышленности массой 2-3 тонны. Известно противопригарное покрытие для литейных форм (21. состоящее из следующих компонентов, масс. %: Асбестовый порошок 12-14 Гипс 6-7 Графит аморфный 2-2,5 Алюминиевый порошок 3-3,5 Поваренная соль 3,4-3,8 Огнеупорная глина 1,5-2,0 Пульвербакелит 1,7-2,0 Сульфитно-спиртовая барда 3-3,5 Сульфитно-спиртовая барда 3-3,5 5-ный водный раствор карбоксиметилцеллюлозы 3,5-4,0 Вода остальное. После окраски форм валков (резинотехнической промышленности - РП) массой 2-3 т, сушки и заливки их металлов было обнаружено довольно большое количество валков с пригаром на шейках и засорами на бочках. Для получения чистой поверхности шейки валка необходимо образовать твердую песчаную корку толщиной не менее 6 мм. Образование корки зависит от степени проникновения покрытия внутрь формы, кроющей способности. Использование известного покрытия для форм, в которых получают шейки валков массой 2-3 т с получением ожидаемого технического результата невозможно, так как глубина проникновения покрытия внутрь формы незначительна, и масса металла намного меньше, чем при отливке валков массой 10-15 т (для которых оно предназначено), и, тем самым, количество тепла, отданное металлом форме, недостаточно для образования толстой песчаной корки. Известно теплоизоляционное покрытие для металлических форм [I], состоящее из следующих ингредиентов, масс. %: Гипс 27,5-29,0 Асбестовый порошок 16,0-17,0 Сульфитно-спиртовая барда 2,0-2,5 Перборат натрия 0,2-0,3 Вода остальное. Это покрытие предназначено для окраски металлических форм (кокилей) с целью повышения прочности сцепления покрытия с поверхностью кокиля при температуре нагрева 80~120°С и повышения их стойкости за счет снижения теплового удара на кокиль, При окраске этим покрытием песчаных форм глубина проникновения покрытия составила 1.5-2 мм, что недостаточно для получения ожидаемого технического результата, так как наполнители - асбестовый порошок и гипс, остаются на поверхности формы и не проникают в поры смеси из-за своей волокнистой структуры (асбестовый порошок) и крупной фракции гипса (02). Поэтому данное покрытие невозможно использовать для окрас?ки песчаных форм из-за малой глубины проникновения его в форму и образования тонкой пригарной корки, а, следовательно, и образования пригара на поверхности шеек валков. Наиболее близким к заявляемому по технической сущности и достигн утому эффекту является выбранное в качестве прототипа противопригарное покрытие для литейных форм [З], состоящее из следующих компонентов, масс. %: Асбестовый порошок 12,0-14,0 Гипс 6,0-7,0 Графит аморфный 2,0-2,5 Алюминиевый порошок 2,2-2,5 Поваренная соль 2,4-3,0 Борная кислота 0,8-1,0 Сульфитно-спиртовая барда 3,0-3,5 Вода остальное. Покрытие имеет низкую газопроницаемость (88 ед.), высокую вязкость (35 с) и плотность (1,27 г/см 3). При окраске этим покрытием форм (нижних шеек) массой 2-3 т для валков РП слоем толщиной 0,6-0,8 мм (вместо 1,0-1,5 мм) глубина проникновения покрытия составила 2,5-3,0 мм, седиментационная устойчивость - 89%. После заливки форм металлом образовалась земляная корка толщиной только 3-4 мм, которая не Смогла препятствовать образованию пригара на поверхности шейки валка. Из отлитых 24 валков массой 2-3 т был обнаружен на 29% частичный пригар и на 37,5% - сплошной пригар и земляные раковины. Образование пригара и отсутствие ожидаемого технического результата, вероятнее всего, связано с тем, что глубина проникновения покрытия внутрь формы (шейки валка) была недостаточной из-за более крупных фракций наполнителя. При проведении ситового анализа указанного покрытия (прототип) установлено, что основная масса материалов распределилась на ситах 04-02 (54,1%), а на тазике - только 25,6%. Кроме того, содержание остатка на тазике размером частиц 20-50 мкм составило 82,6%, а частиц 20 мкм и менее - 17,4%. Этот анализ показывает, что проникающих частиц размером 20 мкм и менее в покрытии незначительное количество, так как при отдельном ситовом анализе асбестового порошка и гипса содержание их частиц по фракциям в тазике составило 20% и 10% соответственно и в основном фракции 20-50 мкм. На образование пригара также влияет и кроющая способность покрытия, которая определялась методом потечности и составила 1,49%, т.е. покрытие распределяется по поверхности неравномерно. В основу изобретения поставлена задача создать такой состав для получения противопригарноупрочняющего покрытия литейных форм, преимущественно песчаных, для получения валков резинотехнической промышленности массой 2-3 т, в котором новая совокупность ингредиентов позволила бы обеспечить повышение проникающей способности состава, его седиментационной устойчивости и кроющей способности, и за счет этого снизить брак валков по пригару и засорам. Поставленная задача решается тем, что состав, содержащий графит аморфный, поваренную соль, борную кислоту, те хнические лигносульфонаты и воду, согласно изобретению, дополнительно содержит асбозурит и кокс литейный при следующем соотношении ингредиентов, масс. %. графит аморфный 6,0-7,0 соль поваренная 3,5-4,5 борная кислота 2,5-3,0 асбозурит 5.0-6,0 кокс литейный 7,0-9,0 технические лигносульфонаты 10,0-12,0 вода остальное. Асбозурит (ТУ 36-130-77) - изоляционный порошкообразный материал, состоящий из смеси асбеста (12-15%) и тонко измельченного диатомита (85-88%). который обладает высокой маслоемкостью, хорошей прилипаемостью, уменьшает коробление краски, шелушение, трещинообразование, увеличивает сопротивление краски абразивным воздействиям и не оседает. Асбозурит применяется в качестве мастичной изоляции поверхности промышленного оборудования и трубопроводов при температуре их нагрева до 900°С. После нагрева его до 1300°С он теряет свои свойства. Химический состав асбозурита после прокаливания, исследованный в 1979 г.. %: SiO2 -77,2; АІ2 О3 - 5,38; Fе2O3 - 1,32%: FeO -0,22; CaO -0,39; K2O - 0.93: MgO - 6,23; Na2О - 0,39; P2О 5 - 0,32; ТіО2 - 0,11: SO3 - 0.34; ППП, - 6,48; исследованныйвв1985г.,%: SiO2 - 76,2; АІ2 О3 - 3,35; СаО-1,22; MgO - 7,2; Fе2O 3 - 1.1; SO 3 - 0,35; ППЛ. - 10.58. Технические требования. Для изготовления асбозурита применяется асбест мягкой группы марок -6-30 или і К-6-20 по ГОСТ 12871-67. ' В зависимости от величины объемной массы асбозурит изготавливается марок 600,700,800. Содержание частиц диатомита размером 10 мм не разрешается, а более 5 мм - не более 50% по массе. Содержание не размокающих частиц асбозурита не должно быть более 15% по массе. Использование покрытия заявляемого состава позволяет получить технический результат, заключающийся в повышении кроющей способности состава и его седиментационной устойчивости. Асбозурит повышает эластичность, глубину проникновения покрытия внутрь формы, уменьшает вязкость и увеличивает прочность сцепления с поверхностью формы. Он является стабилизатором и способствуе т повышению седиментационной устойчивости покрытия и улучшает кроющую способность. При проникновении внутрь формы служит связующим. Кокс литейный (ГОСТ 3340-71) с фракцией помола 0.2-0,3 мм вводится в состав для повышения газопроницаемости слоя краски и тем самым ускоряет удаление влаги из формы и устраняет трещинообразование в слое покрытия при сушке, а также создает защитно-восстановительную атмосферу между поверхностью формы и жидким металлом, что обеспечивает уменьшение пригара на отливках. Граничные значения графита аморфного, соли поваренной, борной кислоты, асбозурита, кокса литейного и технических лигносульфонатов в заявляемом покрытии определении экспериментально, В краскомешалку наливают 2/3 необходимого количества воды, загружают асбозурит и соль поваренную, после 25-30 мин перемешивания добавляют графит аморфный, борную кислоту и кокс литейный. После 12-15 мин перемешивания добавляют воду до плотности 1,36-1,38 г/см 3. а затем добавляют воду до плотности 1,361,38 г/см 3, а затем вводят технические лигносулъфоматы и перемешивают 10-15 мин. Плотность покрытия должна быть 1,16-1,18 г/см 3. Для определения эффективности состава для получения противопригарно-упроч-няющего покрытия в зависимости от количества введенного графита аморфного. соли поваренной, борной кислоты, асбозу-рита, кокса литейного и технических лигносульфонатов были приготовлены составы с граничными и оптимальными соотношениями компонентов, а также выходящими за граничные соотношения новых компонентов. Для выбора оптимальных значений были приготовлены 7 составов в соотве тствии с изобретением и один известного противопригарного покрытия для линейных форм (прототип), проведенные в таблице 1. При проведении ситового анализа известного и заявляемого составов установлено, что средняя величина (%) остатка на тазике составила для известного 25,6%, а для заявляемого - 47.4% (см. табл.2, п. 1.2). Это, вероятнее всего, зависит от того, что асбозурит имеет большее количество тонкодисперсных частиц, чем асбест и гипс, т.к. остаток на тазике распределился по размерам частиц следующим образом: частицы размером 20-50 мкм составили для прототипа 82,6%. для заявляемого состава - 65,2%. т.е. меньше в 1,27 раза, размером 10-20 мкм - 7,8% и 11,1% соответственно, т.е. больше в 2,47 раза. Следовательно, в заявляемом составе частиц размером менее 20 мкм больше в 2 раза, чем в прототипе, поэтому оно более эффективно проникает в поры, пропитывая более толстый слой смеси. Для сопоставления некоторых материалов на зерновую основу был проведен ситовый анализ асбестового порошка, гипса и асбозурита (см. табл.2, п.3.4,5). Как видно из таблицы 2, остаток на тазике для асбестового порошка составляет 20%, а для асбозурита 55,0%, что в 2,5 раза выше, и распределяется по размерам частиц на 10-20 мкм и менее 10 мкм. в сумме 9% и 52% соответственно. Таким образом, васбозурите тонкодисперсных частиц в 6 раз больше, чем в асбестовом порошке, потому что асбест является волокнистым материалом (горный лен). Он хорошо размягчается водой, но волокнистая структура его не изменяется. и при применении в покрытиях для окраски поверхности форм и стержней он плохо проникает внутрь и. в основном, остается на поверхности. Сопоставление содержания асбестового порошка в известном покрытии (12-14%) с содержанием асбозурита в заявляемом (5-6%) показало, что количество тонкодисперсных частиц размером 10-20 мкм и менее 10 мкм составит в 2 раза больше, то есть против 52% в асбозурите, что в 3 раза меньше. Количество остатка на тазике гипса составило 10% (см.табл.2, п.4) и распределялись по размерам частиц 10-20 мкм и менее 10 мкм. Поэтому существенного влияния на проникновение покрытия в поры формы гипс не оказывает, он остается на поверхности. Как. видно из таблицы 2 (п.6, 7) ни кокс. ни алюминиевый порошок на глубину проникновения покрытия в поры формы не влияют, т.к. нет частиц менее 10-20 мкм. Кроющую способность состава оценивают по поточности. Изготавливают образцы в виде пластин (130х25х25 мм) из испытываемого материала. Пластины окрашивают однократным окуианием в испытуемое покрытие с двухсекундной выдержкой. Затем производят 10 мин сушку при 200°С в вертикальном положении. После охлаждения измеряют толщину окрашенных образцов в верхней и нижней части пластины на расстоянии 100 мкм друг от друга. Из полученных замеров выводят средние результаты толщины образца с покрытием в верхней и нижней части пластины (см. табл.3). Потечность определяем по формуле: где П - потечность покрытия, %; А - средняя толщина пластины с покрытием в верхней ее части, мм; В - средняя толщина пластины с покрытием в нижней ее части, мм; I - расстояние между симметричными верхними и нижними точками на пластине, равное 100мм. Например, поточность для прототипа составляет для заявляемого состава 3 Как видно из полученных значений потечности, она в 2 раза меньше у заявляемого покрытия. Поэтому использование в составе покрытия асбозурита с большим количеством тонкодисперсных частиц, вероятнее всего, способствуе т уменьшению потечности, т.е. улучшению кроющей способности покрытия. В таблице 4 приведены показатели свойств составов для получения противопригарно-упрочняющего покрытия литейных форм и известного (прототипа). Окраска форм производилась с помощью кисти слоем толщиной 0,6-0,8 мм в два последовательных приема. С каждым составом покрытия было отлито по 24 валка массой 2-3 т. Сушка форм производилась при температуре 420-440°С. Согласно данным проведенных исследований и опробований в промышленных условиях, заявляемое изобретение в сравнении с прототипом обеспечивает достижение следующего те хнического результата: - повышена седиментационная устойчивость покрытия с 89% до 96% (в среднем), или на 8%; - увеличилась кроющая способность покрытия, которая определялась методом по-течности. Поточность уменьшилась с 1,49% до 0,74% (средняя), или в 2 раза; - повышена проникающая способность с 2,8 мм до 7,3 мм (в среднем), или в 2.6 раза; - увеличилась толщина легкоотделимой земляной корки с 3,5 мм до 7,7 мм, т.е. в 2 раза; - брак валков по сплошному и частичному пригару, а также засорам отсутствовал.
ДивитисяДодаткова інформація
Назва патенту англійськоюCompound for obtaining antiburning-strengthening road coating
Автори англійськоюFilipchenko Mykola Serhiiovych, Rybinska Svitlana Stanislavivna, Korobeinyk Viktor Vasyliovych, Budahiants Mykola Abramovych, Kondratenko Viktor Ivanovych, Diachenko Yurii Vasyliovych, Syrota Oleksandr Oleksiiovych, Shkuro Tetiana Vasylivna, Bondar Volodymyr Dmytrovych
Назва патенту російськоюСостав для полученияпротивопригарно-упрочняющего покрытия дорог
Автори російськоюФилипченко Николай Сергеевич, Рыбинская Светлана Станиславовна, Коробейник Виктор Васильевич, Будагьянц Николай Абрамович, Кондратенко Виктор Иванович, Дяченко Юрий Васильевич, Сирота Александр Алексеевич, Шкуро Татьяна Васильевна, Бондарь Владимир Дмитриевич
МПК / Мітки
МПК: B22C 3/00
Мітки: доріг, одержання, покриття, протипригарно-зміцнюючого, склад
Код посилання
<a href="https://ua.patents.su/4-922-sklad-dlya-oderzhannya-protiprigarno-zmicnyuyuchogo-pokrittya-dorig.html" target="_blank" rel="follow" title="База патентів України">Склад для одержання протипригарно-зміцнюючого покриття доріг</a>
Спосіб одержання покриття, стійкого проти спрацювання
Номер патенту: 114
Опубліковано: 30.04.1993
Автори: Левін Віктор Володимирович, Король Станіслав Миколайович, Гладченко Олександр Миколайович, Зверлін Валерій Григорович
МПК: B23K 13/00
Мітки: спрацювання, покриття, спосіб, одержання, стійкого
Формула / Реферат:
Способ получения износостойкого покрытия деталей типа тел вращения путем напыления защитного слоя на поверхность изделия и его последующего нагрева и оплавлення в защитной атмосфере с применением индукционного нагрева и вращения изделия вокруг оси, отличающийся тем, что, с целью повышения качества покрытия изделий сложной геометрической формы за счет предотвращения стекания напыленного слоя с поверхности изделия при оплавлений,...
Спосіб одержання композиції для антиадгезійного покриття
Номер патенту: 388
Опубліковано: 30.04.1993
Автори: Ющенко Анна Миколаївна, Прохорова Вікторія Анатоліївна, Ємельянова Світлана Андріївна, Скуратовська Тетяна Миколаївна, Бикова Наталія Миколаївна, Анніков Олег Володимирович, Філенко Ананій Степанович, Костюченко Раїса Дмитрівна, Дятел Юрій Павлович, Кваско Микола Зіновійович
МПК: C09D 183/04, C08J 3/20, D21H 27/18, C09D 5/20
Мітки: композиції, спосіб, антиадгезійного, покриття, одержання
Формула / Реферат:
1. Способ получения композиции для антиадгезионного покрытия растворением в ароматическом углеводородном растворителе полисилоксанового каучука, кислородсодержащего растворителя, уксусной кислоты, отвердителя, титаноловоорганического катализатора и метилфенилполисилоксановой смолы, отличающийся тем, что, с целью повышения антиадгезионных свойств покрытия при одновременном сокращении производственных затрат, полиси-локсановый каучук,...
Пристрій для нанесення полімерного покриття довгомірного матеріалу
Номер патенту: 848
Опубліковано: 15.12.1993
Автори: Смирнова Віра Олександрівна, Носов Михайло Павлович, Вагін Микола Іванович
МПК: B05C 3/02
Мітки: матеріалу, покриття, довгомірного, нанесення, полімерного, пристрій
Формула / Реферат:
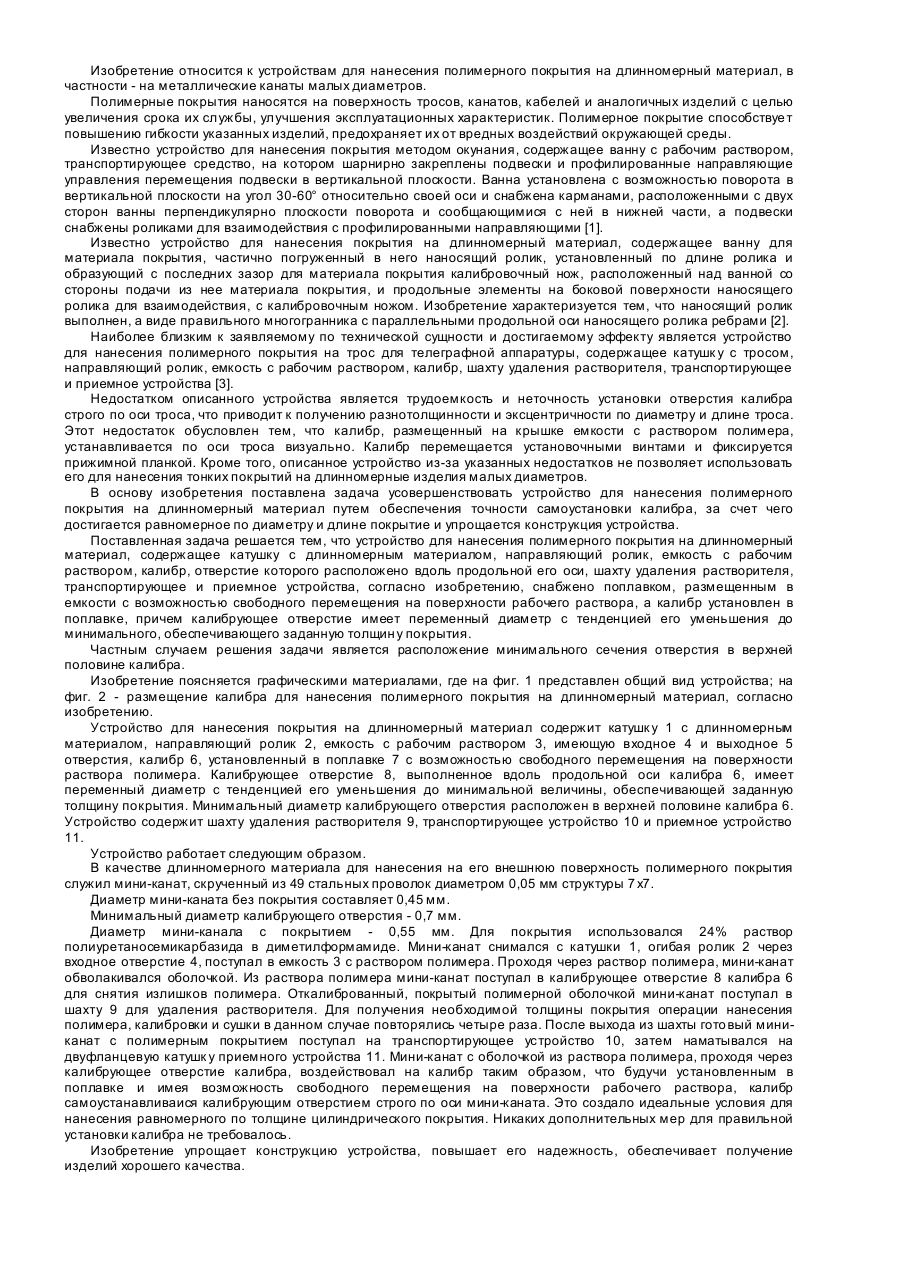
1. Устройство для нанесения полимерного покрытия на длинномерный материал, содержащее катушку с длинномерным материалом, направляющий ролик, емкость с рабочим раствором, калибр, отверстие которого расположено вдоль продольной его оси, шахту удаления растворителя, транспортирующее и приемное устройства, отличающееся тем, что оно снабжено поплавком, размещенным в емкости с возможностью свободного перемещения на поверхности рабочего раствора, а...
Спосіб приготування композиції покриття металевих форм
Номер патенту: 161
Опубліковано: 30.04.1993
Автори: Васильєв Вячеслав Віталійович, Мулик Дмитро Васильович, Сушко Валерій Олександрович, Павловський Вадим Іванович
МПК: B28B 7/38, C09D 1/00, C04B 26/12
Мітки: спосіб, композиції, покриття, форм, металевих, приготування
Формула / Реферат:
Формула изобретенияСпособ приготовления композиции для покрытия металлических форм, включающий смешение диспергированного продукта, содержащего эпоксидную диановую смолу, диоктилфталат или дибутилфталат, наполнитель, пигмент с эмульгированным продуктом и аминным отвердителем в органическом растворителе, отличающийся тем, что, с целью снижения адгезии к пластифицированному бетону, диспергированный продукт содержит указанные компоненты в...
Протипригарне покриття для моделей, що газифікуються
Номер патенту: 901
Опубліковано: 15.12.1993
Автори: Валігура Анатолій Іванович, Князєв Єгор Федорович, Шинський Олег Йосипович, Сінчугов Олександр Юр'євич, Трояновська Тамарв Василівна, Селіванов Юрій Олександрович, Черненко Надія Георгієвна
МПК: B22C 3/00
Мітки: покриття, газифікуються, моделей, протипригарне
Формула / Реферат:
Противопригарное покрытие для газифицируемых моделей, включающее водорастворимое полимерное связующее, борную кислоту, воду и огнеупорный наполнитель, отличающееся тем, что в качестве водорастворимого полимерного связующего оно содержит гидролизованный полиак-рилонитрил и дополнительно триполифосфат натрия, латекс и тридимит и/или кристобалит при следующем соотношении компонентов, масс. %: гидролизованный полиакрилонитрил ...
Попередній патент: Установка для одержання ректифікованого спирту
Наступний патент: Спосіб опріснення боровмісних вод