Спосіб одержання покриття, стійкого проти спрацювання
Номер патенту: 114
Опубліковано: 30.04.1993
Автори: Левін Віктор Володимирович, Зверлін Валерій Григорович, Гладченко Олександр Миколайович, Король Станіслав Миколайович
Формула / Реферат
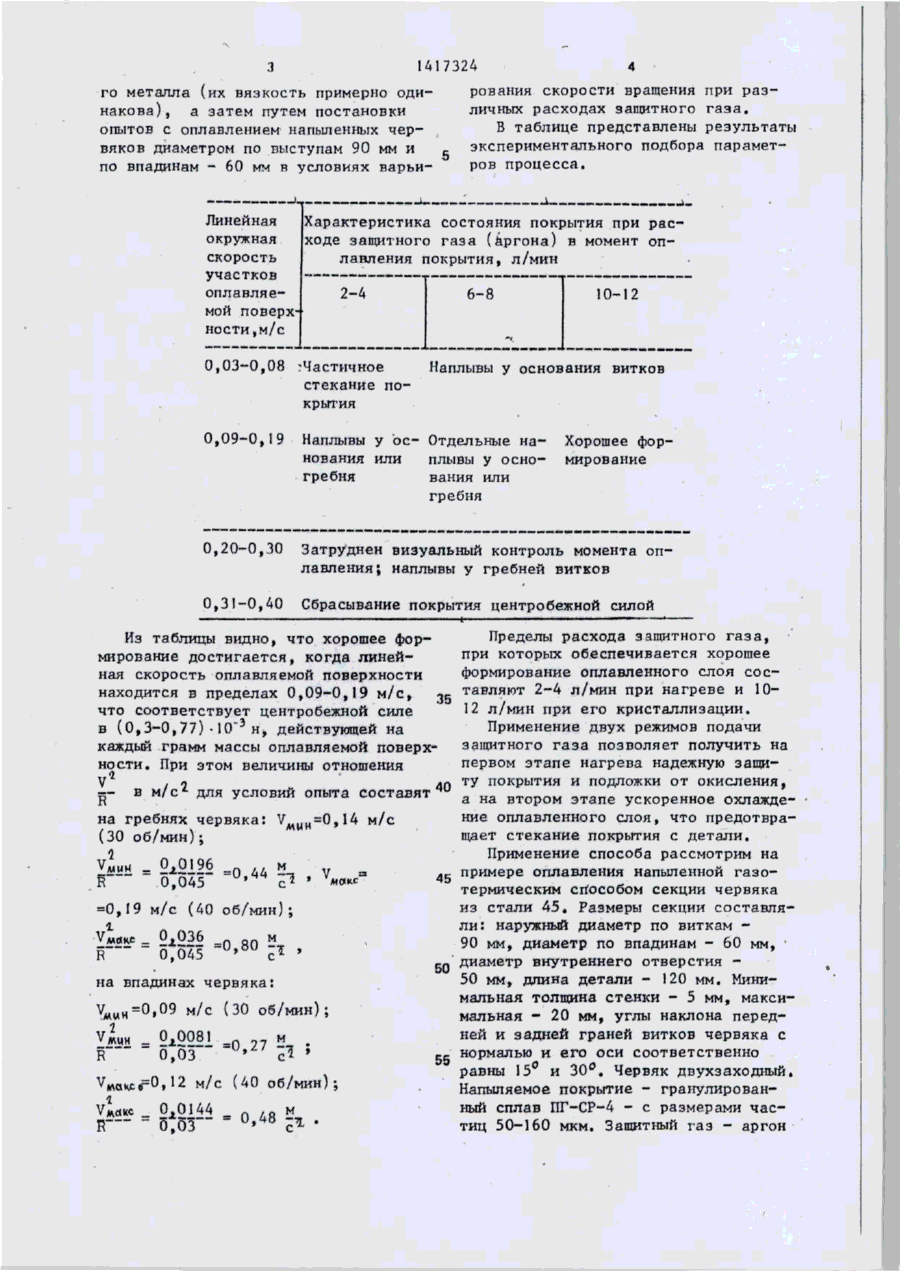
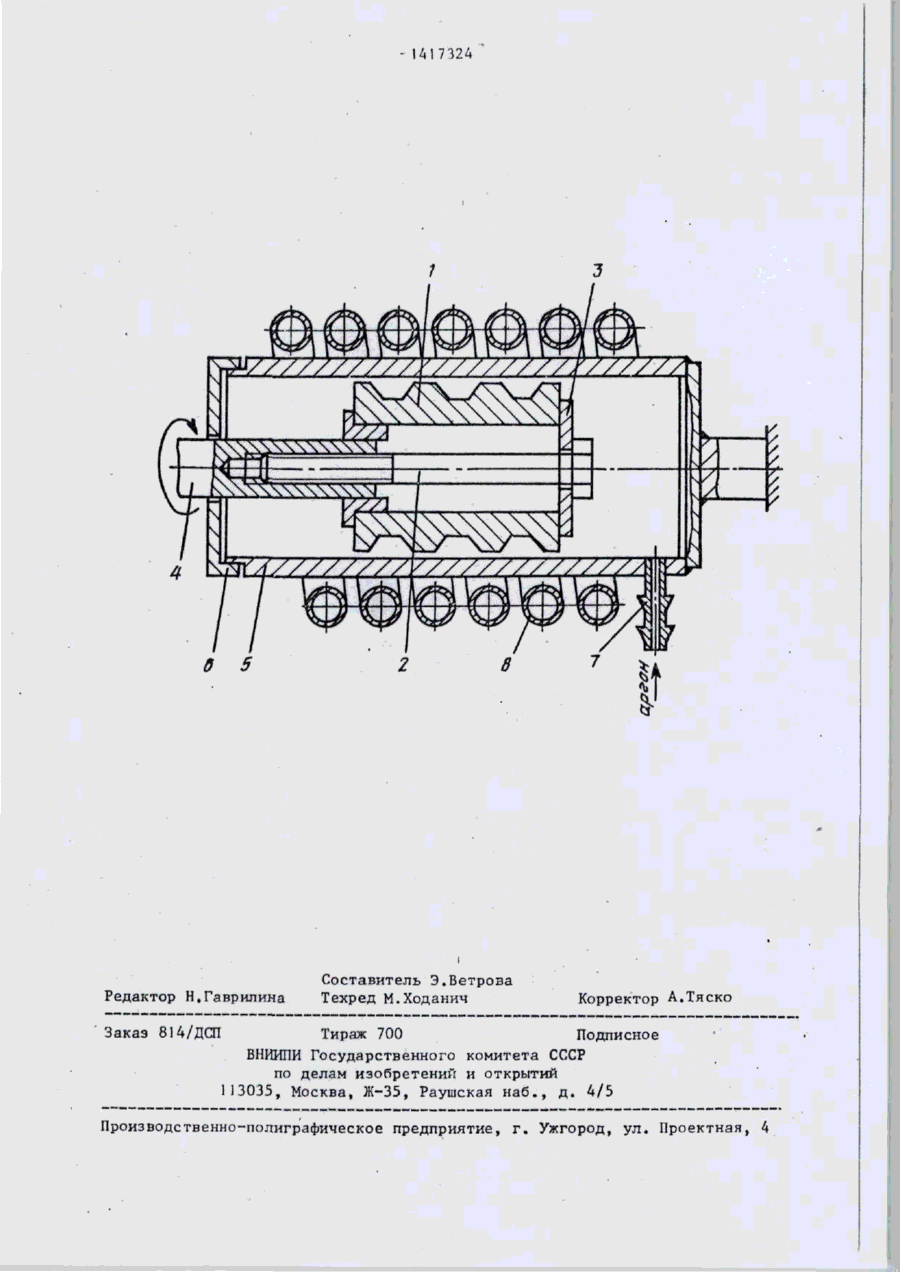
Способ получения износостойкого покрытия деталей типа тел вращения путем напыления защитного слоя на поверхность изделия и его последующего нагрева и оплавлення в защитной атмосфере с применением индукционного нагрева и вращения изделия вокруг оси, отличающийся тем, что, с целью повышения качества покрытия изделий сложной геометрической формы за счет предотвращения стекания напыленного слоя с поверхности изделия при оплавлений, обрабатываемое изделие размещают в реторте, индукционный нагрев изделия осуществляют косвенным путем, размещая реторту внутри индуктора, вращение изделия осуществляют со скоростью, обеспечивающей отношение квадрата линейной окружной скорости участков оплавляемой поверхности к радиусу изделия в пределах 0,27 - 0,80 м/с, скорость подачи защитного газа устанавливают в пределах 2 - 4 л/мин до оплавления, после чего скачкообразно увеличивают скорость подачи защитного газа до 10 - 12 л/мин и одновременно прекращают индукционный нагрев.
Текст
ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ о СОЮЗ СОВЕТСНИХ СОЦИАЛИСТИЧЕСНИХ РЕСПУБЛИК (19) л SU ( 1 1 ) J417324 A1 (51) 4 Б 23 К 13/00 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ O P " j^k » • ідам «•• | •» »™» &*>* lam 8»°#I | | | • #**! Пив lanl І Л y m j к» В L B I r l l I H АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4108487/23-27 (22) 09.06,86 (71) Украинский няучно-исследовательский и конструкторский институт по разработке машин и оборудования для переработки пластических масс, резины и искусственной кожи {72) А.Н.Гладченко, В.Г.Зверлин, С.Н.Король и В.В.Левин (53) 621.791.77(088.8) (56) Фомин Н.И. и др. Электрические печи и установки индукционного Нагрева. Н.: Металлургия, 1979, с, ІЗ, 195. (54) СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ (57) Изобретение относится к области машиностроения и может быть использовано при изготовлении износостойких деталей типа тел вращения, в том числе сложной геометрической , формы. Цель - повышение качества покрытия за счет предотвращения стекания напыленного слоя с поверхности деталей при оплавлении. На поверхность изделия напыляют защитный слой, который затем оплавляют. Оплавление ведут путем косвенного индукционного нагрева. При этом изделие вращают с заданной скоростью и осуществляют подачу защитного газа по определенной программе. Применение косвенного нагрева обеспечивает необходимую мягкость в поднятии температуры и равномерность нагрева поверхности сложной формы. Скорость вращения изделия выбирается такой, что с одной стороны не происходит стекания оплавленного покрытия, а с другой - не происходит разброс жидкого металла. 1 табл. 1 ил. (Л 00 N3 30-88 РПФ 1 1417324 Изобретение относится к области машиностроения, преимущественно химического и полимерного. Оно может быть использовано для увеличения срока г службы червяков экструдеров, шнеков различных питателей и смесителей, а также может найти применение в любых других отраслях машиностроения при изготовлении износостойких деталей 10 типа тел вращения, в том числе сложной геометрической формы, где изнашиванию подвергается вся криволинейная поверхность. Детали такого типа применяются в насосном машинострое- 15 нии, обогатительном оборудовании, пищевой промышленности и ряде других отраслей. Целью изобретения является повышение качества покрытия за счет предот-20 вращения стекания напыленного слоя с поверхности деталей сложной формы при оплавлении. Описываемый способ заключается в том, что на поверхность изделия напьт- " ляют защитный слой, который затем оплавляют. Процесс оплавления напыленного слоя ведут путем косвенного индукционного нагрева. При этом изделие помещают в ^0 реторту из нержавеющей стали, а реторту размещают в индукторе. В процессе нагрева изделие вращают, поддерживая отношение квадрата линейной окружной скорости участков оплавляемой поверх-35 ности к радиусу детали в пределах 0,27-0,80 м/с . В процессе нагрева осуществляют подачу защитного г а з а , поддерживая скорость его подачи в пределах 2-4 л/мин, а в момент дости- 40 жения оплавления скачкообразно увеличивают скорость подачи до 10-12 л/мин и одновременно прекращают индукционный нагрев. даемого индуктора 8, длина которого не менее длины оплавляемой секции червяка. Применение косвенного нагрева обеспечивает необходимую мягкость в поднятии температуры, а главное, поскольку нагрев изделия фактически идет излучением от раскаленного корпуса реторты, то достигается относительно равномерное распределение температуры между участками, расположенными на разных расстояниях от стенок ретортьи Это и обеспечивает возможность равномерного и быстрого нагрева напыленной поверхности деталей, имеющих сложную геометрическую форму. Скорость вращения оплавляемого изделия должна быть такой, чтобы, с одной стороны, не происходило стекания оплавленного покрытия (при слишком малых скоростях), а с другой (при слишком больших) не происходило разброса жидкого металла за счет чрезмерного увеличения центробежной силы, На оплавленную поверхность изделия в самой неблагоприятной нижней точке действуют следующие силы: сила веса (Уа), сила адгезии к твердой поверхности подложки ( F a ) , сила поверхностного натяжения (FftH1 и центробежная сила (Fn,$-} . Стеканию капли способствуют силы Та и У„ gи препятствуют силы F a и F n H , Поэтому условием удержания оплавленной капли в нижней точке диаметра будет: Fa+Fttg£Fa + +Fn.H или F ^ F ^ + F ^ - F ^ { I ) Поскольку правая часть уравнения ( } постоянная величина, а левую мы 1 можем выразить как ь --- , где m К масса жидкого металла (примем ее равной 1 г ) , V - окружная линейная скорость, м/с, а R - радиус оплавленного участка, м, то условие удержания капли a і mV , V ,., - - - < const или щ- и и с* ' диаметр внутреннего отверстия 50 50 мм, длина детали - 120 мм. Минина впадинах червяка: мальная толщина стенки - 5 мм, максим / с 0 »09 ( 3 0 об/мин); мальная - 20 мм, углы наклона передней и задней граней витков червяка с V*UH я 0±0Ш м нормалью и его оси соответственно 0,03З "••' с"* ' R" оО ' 55 равны 15° и 30°. Червяк двухзаходный. >, 12 м/с (40 об/мин); Напыляемое покрытие - гранулированный сплав ПГ-СР-4 - с размерами частиц 50-160 мкм. Защитный газ - аргон Из таблицы видно, что хорошее формирование достигается, когда линейная скорость оплавляемой поверхности находится в пределах 0,09-0,19 м/с, 3 5 что соответствует центробежной силе в (0,3-0,77)•10" н, действующей на каждый грамм массы оплавляемой поверхности. При этом величины отношения „ 5 1417324 марки А. Предварительно напыленная зовой горелкой, которое требует учадеталь с толщиной слоя 1,3-1,5 мм постия высококвалифицированного рабомещалась в условно герметичную реторч е г о , непрерывной предельной конценту из нержавеющей стали, расположентрации внимания и не гарантирует станую горизонтально и ей сообщалось бильного к а ч е с т в а . Кроме т о г о , произвращение со скоростью 30-40 об/мин. водительность предложенного способа Через штуцер, расположенный в нижней оплавления намного выше, чем при опчасти реторты у ее заглушённого торлавлении газовой горелкой: весь цикл ца, подавался аргон. Расход аргона 10 оплавления одной секции червяка устанавливался в пределах 2-4 л/мин 0 9 0 мм составляет 5-6 мин, против и после продувки реторты 5-ти кратным 25-30 мин при ручном оплавлении г о объемом г а з а включался ее нагрев нарелкой. ружным спиральным индуктором. На индуктор подавалось питание от высоко- 15 Ф о р м у л а и з о б р е т е н и я частотного генератора ВП4-100/8, ток генератора при частоте 8000 Гц состаСпособ получения износостойкого влял 50-60 А, потребляемая мощность покрытия деталей типа тел вращения 18-20 кВт. При этом обеспечивался напутем напыления защитного слоя на погрев реторты до температуры 110020 верхность изделия и его последующего 1200°С (режим нагрева контролировался нагрева и оплавления в защитной а т с помощью платино-платинорудневой мосфере с применением индукционного термопары ТПП-0555). нагрева и вращения изделия вокруг Момент оплавления покрытия фиксировался визуально по появлению " з е р кального эффекта" через смотровое отверстие в реторте, закрытое кварцевым стеклом. С целью кристаллизации покрытия в момент расплавления р а с ход аргона скачкообразно повышали с 2-4 до 10-12 л/мин с одновременным выключением индукционного нагрева. Выключение вращения изделия производили после того, как оплавленный слой закристаллизовался, а отключение п о дачи защитного газа - после охлаждения секции червяка до 750-700°С. Главным техническим достоинством данного способа является возможность произвести качественное оплавление напыленного слоя на деталях такой сложной формы, как червяки и шнеки. Эта технология значительно надежнее, чем оплавление вручную г а оси, о т л и ч а ю щ и й с я тем, с целью повышения качества покрытия изделий сложной геометрической формы за счет предотвращения стекания напыленного слоя с поверхности изделия при оплавлении, обрабатывае30 мое изделие размещают в р е т о р т е , индукционный нагрев изделия осуществляют косвенным путем, размещая реторту внутри индуктора, вращение изделия осуществляют со скоростью, обеспечи35 вающей отношение квадрата линейной окружной скорости участков оплавляемой поверхности к радиусу изделия в пределах 0,27-0,80 м/с , скорость подачи защитного г а з а устанавливают в пределах 2-4 л/мин до оплавления, по40 сле чего скачкообразно увеличивают скорость подачи защитного газа до 10-12 л/мин и одновременно прекращают индукционный нагрев. 25 что, 417 б 5 Редактор Н.Гаврилина Заказ 814/ДСП Составитель Э.Ветрова Техред М.Ходанич Корректор А.Тяско Тираж 700 Подписное БНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of obtaining the wear-resistant coating
Автори англійськоюHladchenko Oleksandr Mykolaiovych, Zverlin Valerii Hryhorovych, Korol Stanislav Mykolaiovych, Levin Viktor Volodymyrovych
Назва патенту російськоюСпособ получения износостойкого покрытия
Автори російськоюГладченко Александр Николаевич, Зверлин Валерий Григорьевич, Король Станислав Николаевич, Левин Виктор Владимирович
МПК / Мітки
МПК: B23K 13/00
Мітки: стійкого, покриття, одержання, спрацювання, спосіб
Код посилання
<a href="https://ua.patents.su/6-114-sposib-oderzhannya-pokrittya-stijjkogo-proti-spracyuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання покриття, стійкого проти спрацювання</a>
Композиція для антиадгезійного покриття
Номер патенту: 243
Опубліковано: 30.04.1993
Автори: Анніков Олег Володимирович, Філенко Ананій Степанович, Костюченко Раїса Дмитрівна, Ротенбург Семен Йосипович, Бикова Наталія Миколаївна, Ємельянова Світлана Андріївна, Скуратовська Тетяна Миколаївна, Прохорова Вікторія Анатоліївна, Ющенко Ганна Миколаївна, Тараскіна Лідія Іванівна
МПК: C09D 183/04, C09D 5/20, D21H 19/00
Мітки: антиадгезійного, покриття, композиція
Формула / Реферат:
Композиция для антиадгезионного покрытия, включающая полисилоксановый каучук, кремнийорганический отвердитель, оловотитанорганический катализатор, уксусную кислоту и органический растворитель, отличающаяся тем, что, с целью повышения адгезии покрытия к бумаге-основе и сохранения липкости клеевого слоя пленки декоративной самоклеящейся отделочной во времени, композиция дополнительно содержит метилфенилполисилоксановую смолу при следующем...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 493
Опубліковано: 30.04.1993
Автори: Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Загадарчук Василь Феодосійович, Лебедєв Володимир Костянтинович, Сахарнов Василь Олексійович, Казимов Борис Іванович
МПК: B23K 11/04
Мітки: оплавленням, спосіб, стикового, контактного, зварювання
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, преимущественно изделий толщиной более 5 мм с развитым сечением, при котором в начальный период оплавление производят с постоянной скоростью перемещения деталей, а перед осадкой скорость перемещения деталей увеличивают до конечной величины скорости оплавления, отличающийся тем, что, с целью повышения качества соединений и стабильности их механических свойств, длительность периода...
Спосіб одержання саліциламідопропілкремнезему
Номер патенту: 504
Опубліковано: 30.04.1993
Автори: Громовий Тарас Юрієвич, Чуйко Олексій Олексійович, Хильчевська Олена Григорівна, Басюк Володимир Олександрович
МПК: B01D 15/08, B01J 20/281
Мітки: одержання, саліциламідопропілкремнезему, спосіб
Формула / Реферат:
Формула изобретенияСпособ получения салициламидопропилкремнезема, включающий взаимодействие аминопропилкремнезема с ацилирующим реагентом при нагревании, отличающийся тем, что, с целью ускорения процесса при сохранении степени ацилирования аминогрупп не менее 50%, в качестве ацилирующего реагента используют салициловую кислоту, причем на 1 моль аминопропильных групп берут 1,5-2,5 моля салициловой кислоты, а нагревание проводят в...
Мастило для гумових форм
Номер патенту: 331
Опубліковано: 30.04.1993
Автори: Куліченко Людмила Андрійовна, Костюк Богдана Василівна, Бурлика Анатолій Пилипович, Фрідман Роман Аркадійович, Ларіонов Михайло Тихонович
МПК: B28B 7/38
Формула / Реферат:
Формула изобретенияСмазка для резиновых форм при изготовлении гипсовых изделий, включающая антиадгезионный компонент и воду, отличающаяся тем, что, с целью повышения качества поверхности изделия и удлинения срока службы резиновых форм, она содержит в качестве антиадгезивного компонента водный раствор алюмометилсиликоната натрия и полиметилсилоксановую жидкость при следующем соотношении компонентов, мас.%:
Спосіб одержання котельного палива на основі продуктів коксування вугілля, що містять вуглеводні
Номер патенту: 3420
Опубліковано: 01.01.1993
Автори: Чернишов Юрій Олексійович, Озерський Юрій Григорович, Рубчевський Валерій Миколайович, Овчиннікова Світлана Олександрівна, Данилов Сергій Миколайович, Войтенко Борис Іванович, Компанієць Олександр Іванович, Ткалич Григорій Михайлович
Мітки: вугілля, котельного, містять, основі, коксування, продуктів, спосіб, одержання, палива, вуглеводні
Формула / Реферат:
Способ получения котельного топлива на основе углеводородсодержащих продуктов коксования углей, предусматривающий последовательное введение в реакционный объем пековых дистиллятов или смеси пековых дистиллятов с нафталинсодержащим маслом, нагретых до 60-80°С, нагретых полимеров бензольного отделения, кубовых остатков ректификации сырого бензола, а также нафталиновой фракции при перемешивании упомянутых компонентов до получения однородного...
Попередній патент: Спосіб фільтрації суспензії соку і сатурації
Наступний патент: Спосіб виплавки сталі у мартенівській печі
Випадковий патент: Спосіб інтенсифікації продуктивності видобувних свердловин залізорудних родовищ