Арматурна сітка для залізобетонних виробів та пристрій для її виготовлення
Номер патенту: 52
Опубліковано: 30.04.1993
Автори: Гінзбург Володимир Григорович, Усков Андрій Миколайович
Формула / Реферат
1. Арматурная сетка для железобетонных изделий, включающая продольные и поперечные стержни, в последних из которых один конец каждого выполнен с отгибом, отличающаяся тем, что второй конец каждого поперечного стержня выполнен с отгибом в противоположную сторону первому, причем отгибы расположены под тупым углом к плоскости сетки, а отношение длин отгибов составляет 1:/3...5/.
2. Устройство для изготовления арматурной сетки для железобетонных изделий, включающее станину, приводную траверсу и загибочный элемент, отличающееся тем, что устройство снабжено размещенными на станине приводными продольными и поперечными подающими элементами и срезозагибочным приспособлением, имеющим взаимосвязанные ножи, один из которых жестко закреплен на станине, а другой - на траверсе, и установленный с возможностью взаимодействия с траверсой загибочный элемент, выполненный в виде шарнирно закрепленного на станине кулачка, при этом траверса снабжена сварочным узлом.
Текст
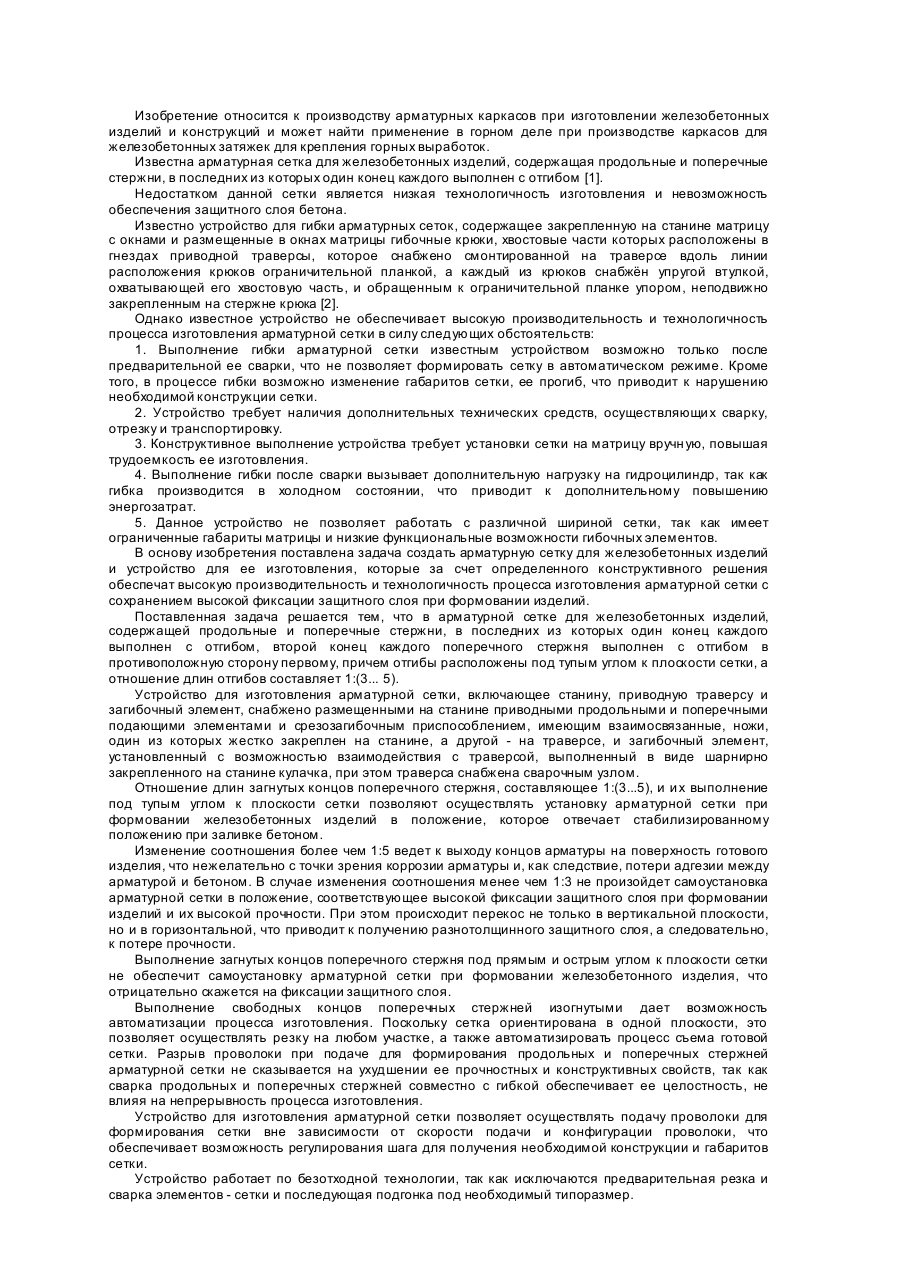
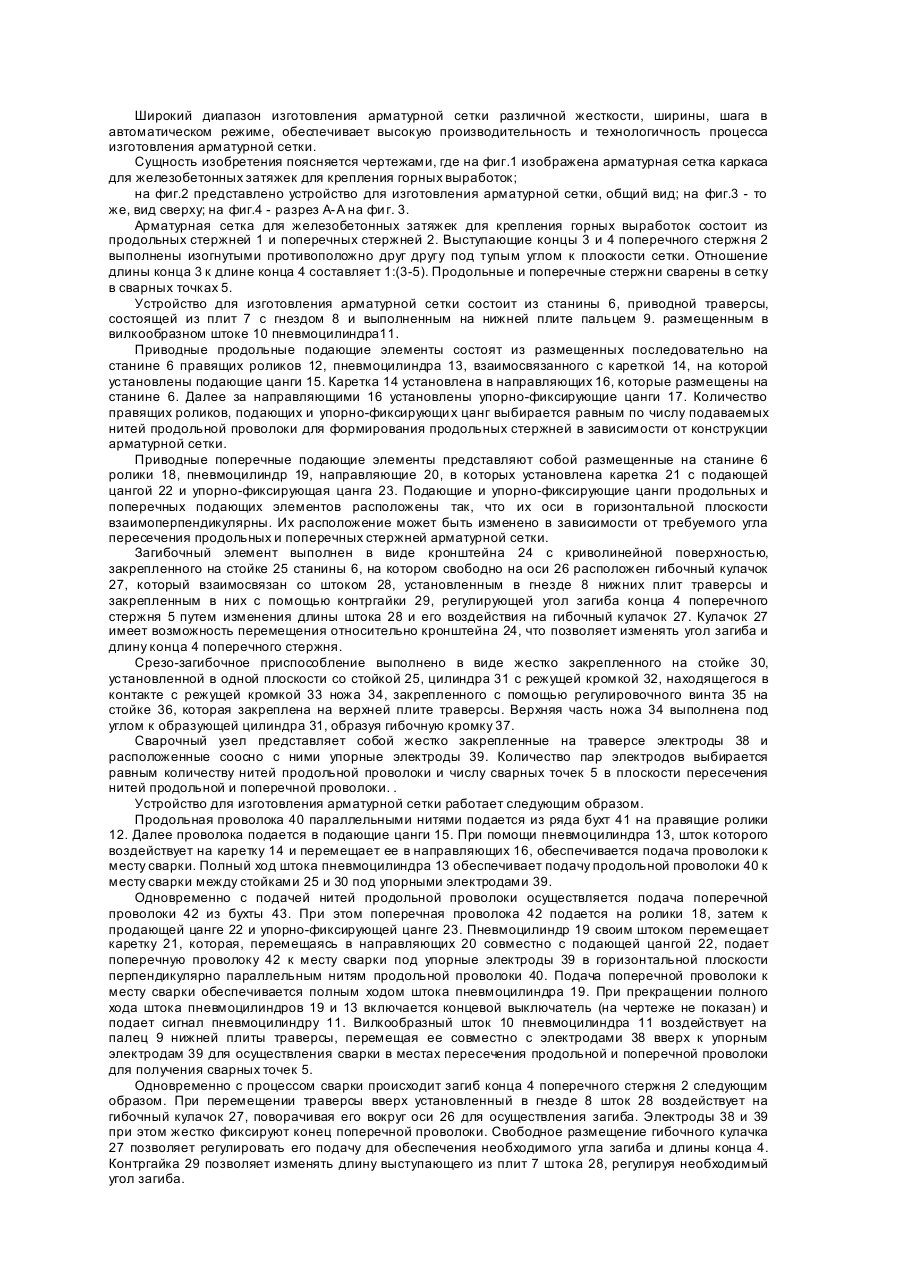
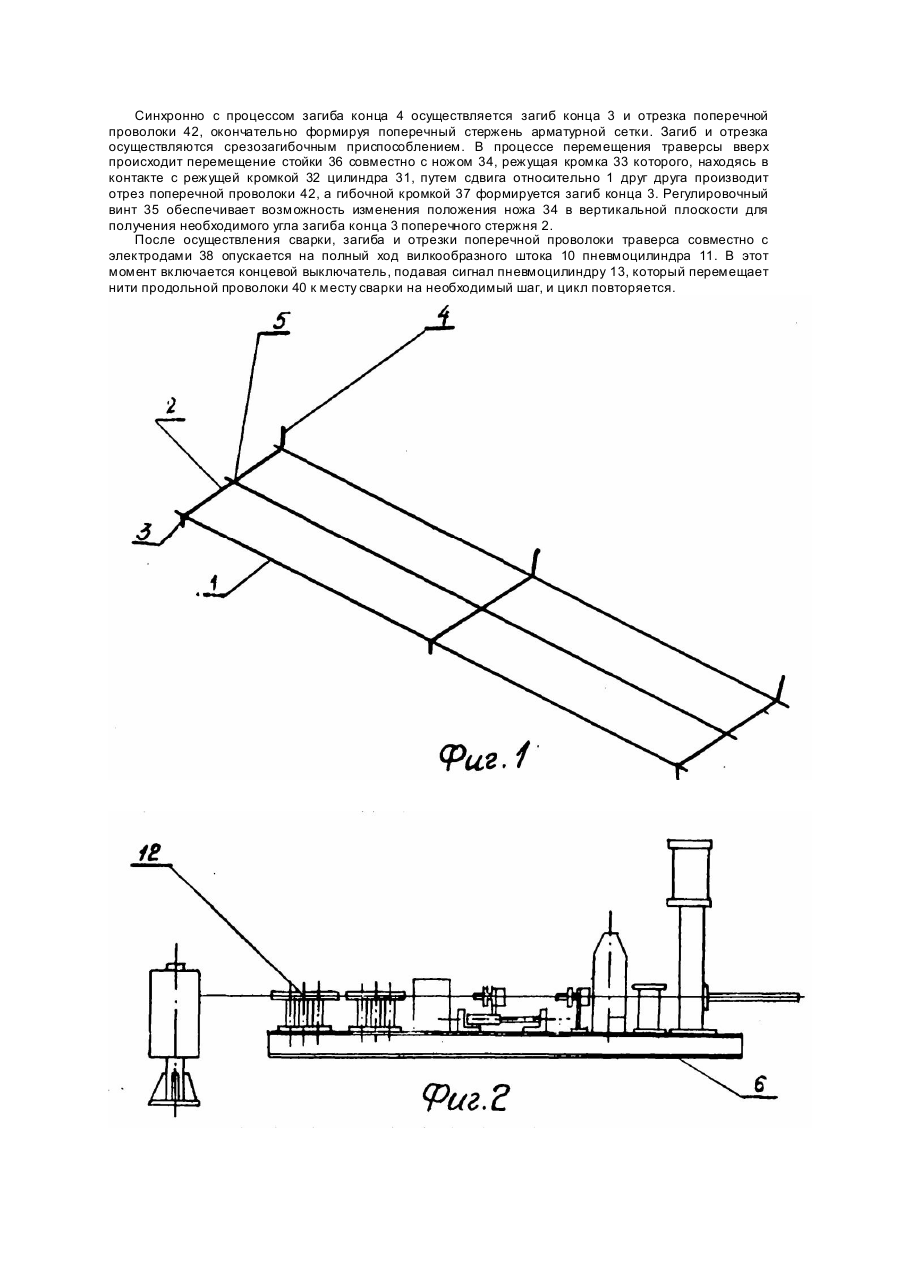
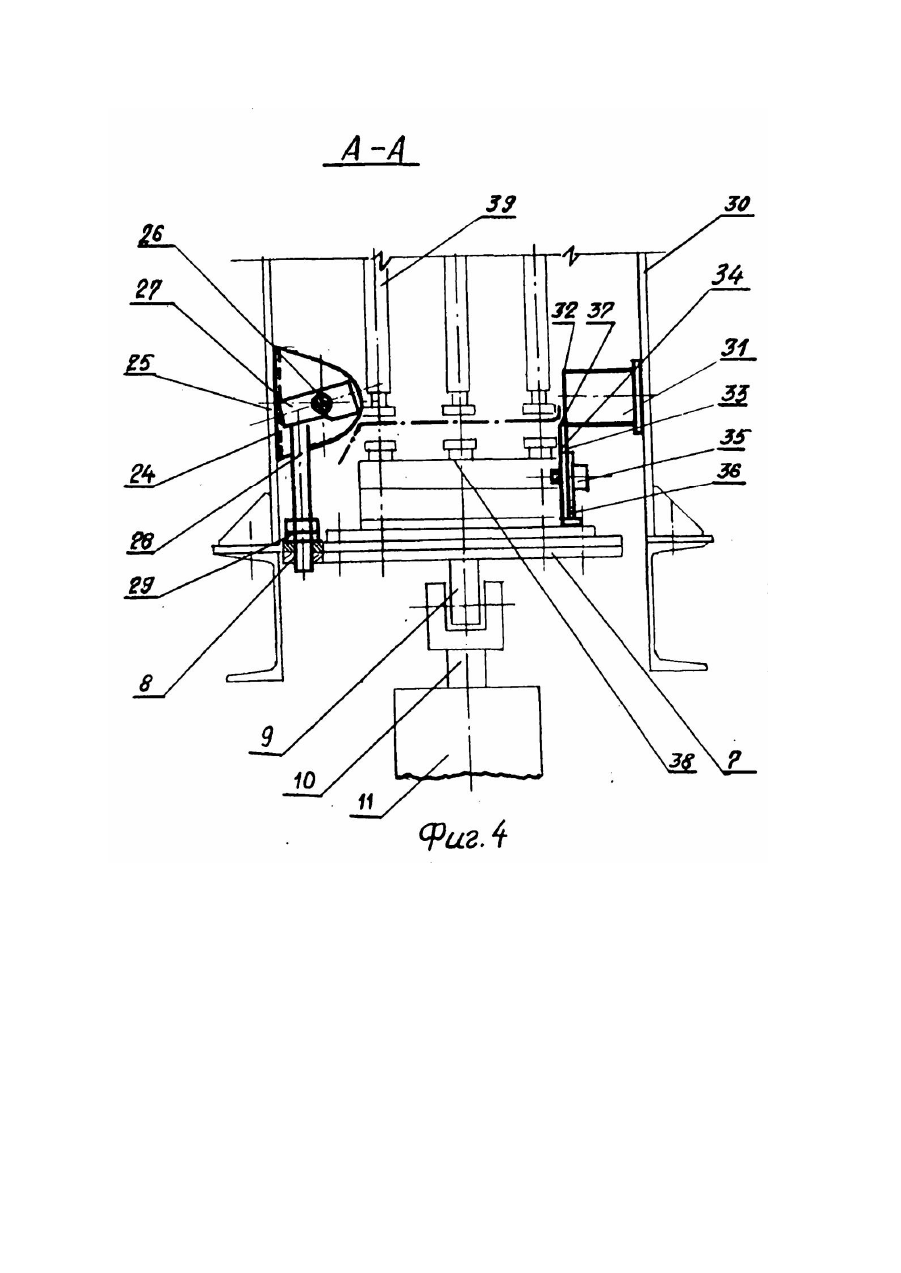
Изобретение относится к производству арматурных каркасов при изготовлении железобетонных изделий и конструкций и может найти применение в горном деле при производстве каркасов для железобетонных затяжек для крепления горных выработок. Известна арматурная сетка для железобетонных изделий, содержащая продольные и поперечные стержни, в последних из которых один конец каждого выполнен с отгибом [1]. Недостатком данной сетки является низкая технологичность изготовления и невозможность обеспечения защитного слоя бетона. Известно устройство для гибки арматурных сеток, содержащее закрепленную на станине матрицу с окнами и размещенные в окнах матрицы гибочные крюки, хвостовые части которых расположены в гнездах приводной траверсы, которое снабжено смонтированной на траверсе вдоль линии расположения крюков ограничительной планкой, а каждый из крюков снабжён упругой втулкой, охватывающей его хвостовую часть, и обращенным к ограничительной планке упором, неподвижно закрепленным на стержне крюка [2]. Однако известное устройство не обеспечивает высокую производительность и технологичность процесса изготовления арматурной сетки в силу следующих обстоятельств: 1. Выполнение гибки арматурной сетки известным устройством возможно только после предварительной ее сварки, что не позволяет формировать сетку в автоматическом режиме. Кроме того, в процессе гибки возможно изменение габаритов сетки, ее прогиб, что приводит к нарушению необходимой конструкции сетки. 2. Устройство требует наличия дополнительных технических средств, осуществляющи х сварку, отрезку и транспортировку. 3. Конструктивное выполнение устройства требует установки сетки на матрицу вручн ую, повышая трудоемкость ее изготовления. 4. Выполнение гибки после сварки вызывает дополнительную нагрузку на гидроцилиндр, так как гибка производится в холодном состоянии, что приводит к дополнительному повышению энергозатрат. 5. Данное устройство не позволяет работать с различной шириной сетки, так как имеет ограниченные габариты матрицы и низкие функциональные возможности гибочных элементов. В основу изобретения поставлена задача создать арматурную сетку для железобетонных изделий и устройство для ее изготовления, которые за счет определенного конструктивного решения обеспечат высокую производительность и технологичность процесса изготовления арматурной сетки с сохранением высокой фиксации защитного слоя при формовании изделий. Поставленная задача решается тем, что в арматурной сетке для железобетонных изделий, содержащей продольные и поперечные стержни, в последних из которых один конец каждого выполнен с отгибом, второй конец каждого поперечного стержня выполнен с отгибом в противоположную сторону первому, причем отгибы расположены под тупым углом к плоскости сетки, а отношение длин отгибов составляет 1:(3... 5). Устройство для изготовления арматурной сетки, включающее станину, приводную траверсу и загибочный элемент, снабжено размещенными на станине приводными продольными и поперечными подающими элементами и срезозагибочным приспособлением, имеющим взаимосвязанные, ножи, один из которых жестко закреплен на станине, а другой - на траверсе, и загибочный элемент, установленный с возможностью взаимодействия с траверсой, выполненный в виде шарнирно закрепленного на станине кулачка, при этом траверса снабжена сварочным узлом. Отношение длин загнутых концов поперечного стержня, составляющее 1:(3...5), и и х выполнение под тупым углом к плоскости сетки позволяют осуществлять установку арматурной сетки при формовании железобетонных изделий в положение, которое отвечает стабилизированному положению при заливке бетоном. Изменение соотношения более чем 1:5 ведет к выходу концов арматуры на поверхность готового изделия, что нежелательно с точки зрения коррозии арматуры и, как следствие, потери адгезии между арматурой и бетоном. В случае изменения соотношения менее чем 1:3 не произойдет самоустановка арматурной сетки в положение, соответствующее высокой фиксации защитного слоя при формовании изделий и их высокой прочности. При этом происходит перекос не только в вертикальной плоскости, но и в горизонтальной, что приводит к получению разнотолщинного защитного слоя, а следовательно, к потере прочности. Выполнение загнутых концов поперечного стержня под прямым и острым углом к плоскости сетки не обеспечит самоустановку арматурной сетки при формовании железобетонного изделия, что отрицательно скажется на фиксации защитного слоя. Выполнение свободных концов поперечных стержней изогнутыми дает возможность автоматизации процесса изготовления. Поскольку сетка ориентирована в одной плоскости, это позволяет осуществлять резку на любом участке, а также автоматизировать процесс съема готовой сетки. Разрыв проволоки при подаче для формирования продольных и поперечных стержней арматурной сетки не сказывается на ухудшении ее прочностных и конструктивных свойств, так как сварка продольных и поперечных стержней совместно с гибкой обеспечивает ее целостность, не влияя на непрерывность процесса изготовления. Устройство для изготовления арматурной сетки позволяет осуществлять подачу проволоки для формирования сетки вне зависимости от скорости подачи и конфигурации проволоки, что обеспечивает возможность регулирования шага для получения необходимой конструкции и габаритов сетки. Устройство работает по безотходной технологии, так как исключаются предварительная резка и сварка элементов - сетки и последующая подгонка под необходимый типоразмер. Широкий диапазон изготовления арматурной сетки различной жесткости, ширины, шага в автоматическом режиме, обеспечивает высокую производительность и технологичность процесса изготовления арматурной сетки. Сущность изобретения поясняется чертежами, где на фиг.1 изображена арматурная сетка каркаса для железобетонных затяжек для крепления горных выработок; на фиг.2 представлено устройство для изготовления арматурной сетки, общий вид; на фиг.3 - то же, вид сверху; на фиг.4 - разрез А-А на фи г. 3. Арматурная сетка для железобетонных затяжек для крепления горных выработок состоит из продольных стержней 1 и поперечных стержней 2. Выступающие концы 3 и 4 поперечного стержня 2 выполнены изогнутыми противоположно друг другу под тупым углом к плоскости сетки. Отношение длины конца 3 к длине конца 4 составляет 1:(3-5). Продольные и поперечные стержни сварены в сетку в сварных точках 5. Устройство для изготовления арматурной сетки состоит из станины 6, приводной траверсы, состоящей из плит 7 с гнездом 8 и выполненным на нижней плите пальцем 9. размещенным в вилкообразном штоке 10 пневмоцилиндра11. Приводные продольные подающие элементы состоят из размещенных последовательно на станине 6 правящих роликов 12, пневмоцилиндра 13, взаимосвязанного с кареткой 14, на которой установлены подающие цанги 15. Каретка 14 установлена в направляющих 16, которые размещены на станине 6. Далее за направляющими 16 установлены упорно-фиксирующие цанги 17. Количество правящих роликов, подающих и упорно-фиксирующи х цанг выбирается равным по числу подаваемых нитей продольной проволоки для формирования продольных стержней в зависимости от конструкции арматурной сетки. Приводные поперечные подающие элементы представляют собой размещенные на станине 6 ролики 18, пневмоцилиндр 19, направляющие 20, в которых установлена каретка 21 с подающей цангой 22 и упорно-фиксирующая цанга 23. Подающие и упорно-фиксирующие цанги продольных и поперечных подающих элементов расположены так, что их оси в горизонтальной плоскости взаимоперпендикулярны. Их расположение может быть изменено в зависимости от требуемого угла пересечения продольных и поперечных стержней арматурной сетки. Загибочный элемент выполнен в виде кронштейна 24 с криволинейной поверхностью, закрепленного на стойке 25 станины 6, на котором свободно на оси 26 расположен гибочный кулачок 27, который взаимосвязан со штоком 28, установленным в гнезде 8 нижних плит траверсы и закрепленным в них с помощью контргайки 29, регулирующей угол загиба конца 4 поперечного стержня 5 путем изменения длины штока 28 и его воздействия на гибочный кулачок 27. Кулачок 27 имеет возможность перемещения относительно кронштейна 24, что позволяет изменять угол загиба и длину конца 4 поперечного стержня. Срезо-загибочное приспособление выполнено в виде жестко закрепленного на стойке 30, установленной в одной плоскости со стойкой 25, цилиндра 31 с режущей кромкой 32, находящегося в контакте с режущей кромкой 33 ножа 34, закрепленного с помощью регулировочного винта 35 на стойке 36, которая закреплена на верхней плите траверсы. Верхняя часть ножа 34 выполнена под углом к образующей цилиндра 31, образуя гибочную кромку 37. Сварочный узел представляет собой жестко закрепленные на траверсе электроды 38 и расположенные соосно с ними упорные электроды 39. Количество пар электродов выбирается равным количеству нитей продольной проволоки и числу сварных точек 5 в плоскости пересечения нитей продольной и поперечной проволоки. . Устройство для изготовления арматурной сетки работает следующим образом. Продольная проволока 40 параллельными нитями подается из ряда бухт 41 на правящие ролики 12. Далее проволока подается в подающие цанги 15. При помощи пневмоцилиндра 13, шток которого воздействует на каретку 14 и перемещает ее в направляющих 16, обеспечивается подача проволоки к месту сварки. Полный ход штока пневмоцилиндра 13 обеспечивает подачу продольной проволоки 40 к месту сварки между стойками 25 и 30 под упорными электродами 39. Одновременно с подачей нитей продольной проволоки осуществляется подача поперечной проволоки 42 из бухты 43. При этом поперечная проволока 42 подается на ролики 18, затем к продающей цанге 22 и упорно-фиксирующей цанге 23. Пневмоцилиндр 19 своим штоком перемещает каретку 21, которая, перемещаясь в направляющих 20 совместно с подающей цангой 22, подает поперечную проволоку 42 к месту сварки под упорные электроды 39 в горизонтальной плоскости перпендикулярно параллельным нитям продольной проволоки 40. Подача поперечной проволоки к месту сварки обеспечивается полным ходом штока пневмоцилиндра 19. При прекращении полного хода штока пневмоцилиндров 19 и 13 включается концевой выключатель (на чертеже не показан) и подает сигнал пневмоцилиндру 11. Вилкообразный шток 10 пневмоцилиндра 11 воздействует на палец 9 нижней плиты траверсы, перемещая ее совместно с электродами 38 вверх к упорным электродам 39 для осуществления сварки в местах пересечения продольной и поперечной проволоки для получения сварных точек 5. Одновременно с процессом сварки происходит загиб конца 4 поперечного стержня 2 следующим образом. При перемещении траверсы вверх установленный в гнезде 8 шток 28 воздействует на гибочный кулачок 27, поворачивая его вокруг оси 26 для осуществления загиба. Электроды 38 и 39 при этом жестко фиксируют конец поперечной проволоки. Свободное размещение гибочного кулачка 27 позволяет регулировать его подачу для обеспечения необходимого угла загиба и длины конца 4. Контргайка 29 позволяет изменять длину выступающего из плит 7 штока 28, регулируя необходимый угол загиба. Синхронно с процессом загиба конца 4 осуществляется загиб конца 3 и отрезка поперечной проволоки 42, окончательно формируя поперечный стержень арматурной сетки. Загиб и отрезка осуществляются срезозагибочным приспособлением. В процессе перемещения траверсы вверх происходит перемещение стойки 36 совместно с ножом 34, режущая кромка 33 которого, находясь в контакте с режущей кромкой 32 цилиндра 31, путем сдвига относительно 1 друг друга производит отрез поперечной проволоки 42, а гибочной кромкой 37 формируется загиб конца 3. Регулировочный винт 35 обеспечивает возможность изменения положения ножа 34 в вертикальной плоскости для получения необходимого угла загиба конца 3 поперечного стержня 2. После осуществления сварки, загиба и отрезки поперечной проволоки траверса совместно с электродами 38 опускается на полный ход вилкообразного штока 10 пневмоцилиндра 11. В этот момент включается концевой выключатель, подавая сигнал пневмоцилиндру 13, который перемещает нити продольной проволоки 40 к месту сварки на необходимый шаг, и цикл повторяется.
ДивитисяДодаткова інформація
Назва патенту англійськоюArmature net for reinforced-concrete articles and device for making it
Автори англійськоюHinzburg Volodymyr Hryhorovych, Uskov Andrii Mykolaiovych
Назва патенту російськоюАрматурная сетка для железобетонных конструкций и устройство для ее изготовления
Автори російськоюГинзбург Владимир Григорьевич, Усков Андрей Николаевич
МПК / Мітки
Мітки: виробів, арматурна, пристрій, виготовлення, залізобетонних, сітка
Код посилання
<a href="https://ua.patents.su/5-52-armaturna-sitka-dlya-zalizobetonnikh-virobiv-ta-pristrijj-dlya-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Арматурна сітка для залізобетонних виробів та пристрій для її виготовлення</a>
Роторний конвейер для виготовлення бетонних та залізобетонних виробів
Номер патенту: 458
Опубліковано: 30.04.1993
Автори: Бубен Едуард Михайлович, Панасюк Ігор Вікторович
МПК: B28B 5/00
Мітки: бетонних, виробів, конвейер, роторний, залізобетонних, виготовлення
Формула / Реферат:
Формула изобретенияРоторный конвейер для изготовления бетонных и железобетонных изделий, состоящий из поворотной платформы, на которой размещены подвижные и неподвижные части формы с фиксирующими средствами и установленное в технологической последовательности оборудование, предназначенное для разборки и сборки форм, подготовки форм к формованию, зарядки их арматурой, укладки бетона и виброобработки и тепловой обработки отформованных...
Система паропостачання карусельно-ковейєрної лінії для виготовлення залізобетонних виробів
Номер патенту: 167
Опубліковано: 30.04.1993
Автори: Колмановський Семен Давидович, Дорфман Юхим Миколайович
МПК: B28B 5/00
Мітки: виробів, система, виготовлення, лінії, паропостачання, карусельно-ковейєрної, залізобетонних
Формула / Реферат:
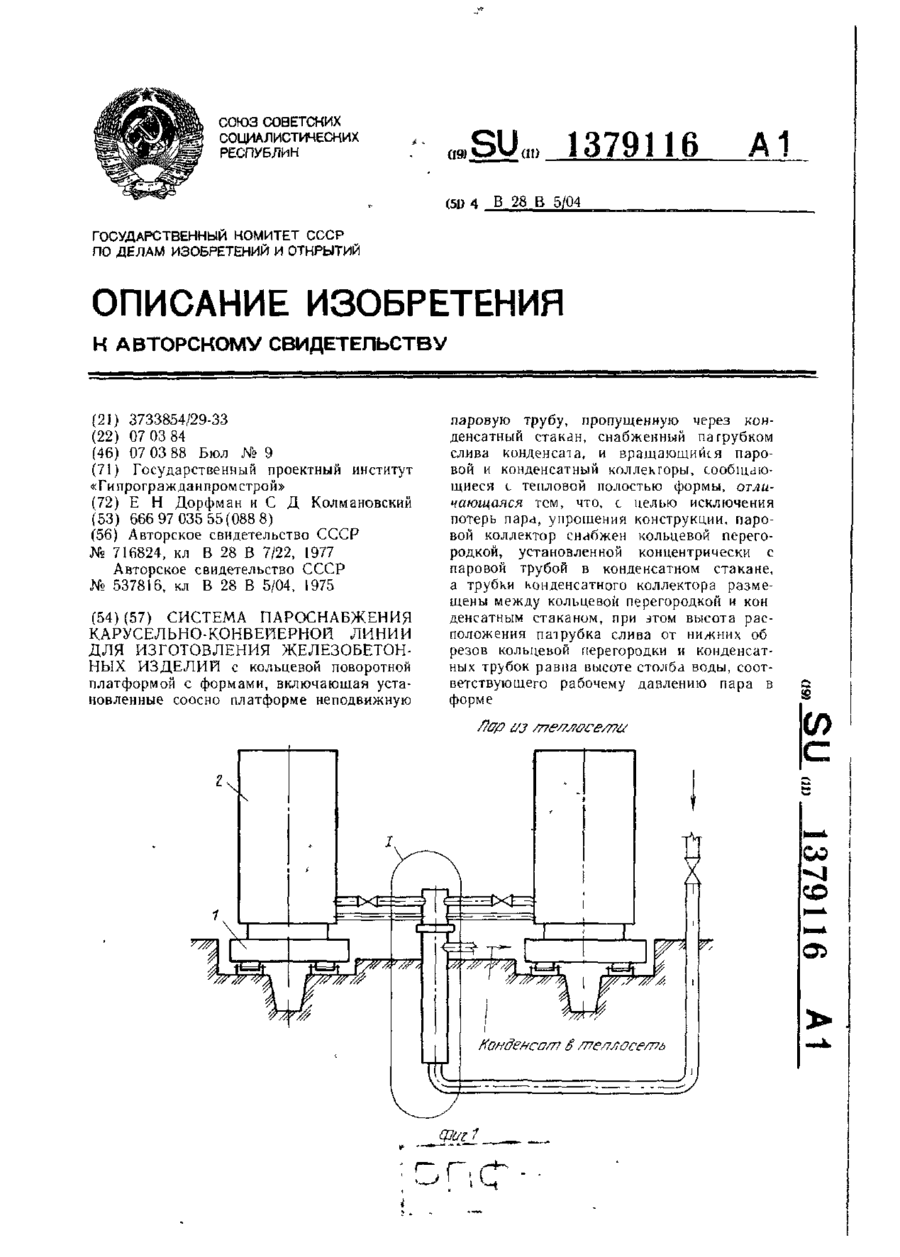
(57) СИСТЕМА ПАРОСНАБЖЕНИЯ КАРУСЕЛЬНО-КОНВЕЙЕРНОЙ ЛИНИИ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ с кольцевой поворотной платформой с формами, включающая установленные соосно платформе неподвижную паровую трубку, пропущенною через конденсатный стакан, снабженный патрубком слива конденсата, и вращающимся паровой и конденсатный коллекторы, сообщающиеся с тепловой полостью формы, отличающийся тем, что с целью исключения потерь пара, упрощения...
Спосіб виготовлення виробів кільцевої форми
Номер патенту: 340
Опубліковано: 30.04.1993
Автори: Познянський Ілля Матвійович, Войтович Михайло Миколайович, Кошелєв Володимир Борисович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович, Іщук Валерій Фотієвич, Толдін Анатолій Андрійович
МПК: B23K 11/04
Мітки: виробів, кільцевої, спосіб, виготовлення, форми
Формула / Реферат:
1. Способ изготовления изделий кольцевой формы, включающий вырубку полосы мерной длины с учетом припуска на оплавление и осадку, горячее формования замкнутой заготовки, сварку, удаление грата, отличающийся тем, что, с целью повышения производительности за счет исключения дополнительной механической обработки, снижения металлоемкости, энергоемкости процесса, повышения качества сварных соединений, замкнутую заготовку выполняют из полосы или...
Литтєва форма для виготовлення полімерних виробів з внутрішнім піднутренням
Номер патенту: 218
Опубліковано: 30.04.1993
Автори: Богацький Станіслав Леонідович, Плитко Нона Миколаївна
МПК: B29C 45/26
Мітки: форма, виготовлення, полімерних, внутрішнім, виробів, піднутренням, литтєва
Формула / Реферат:
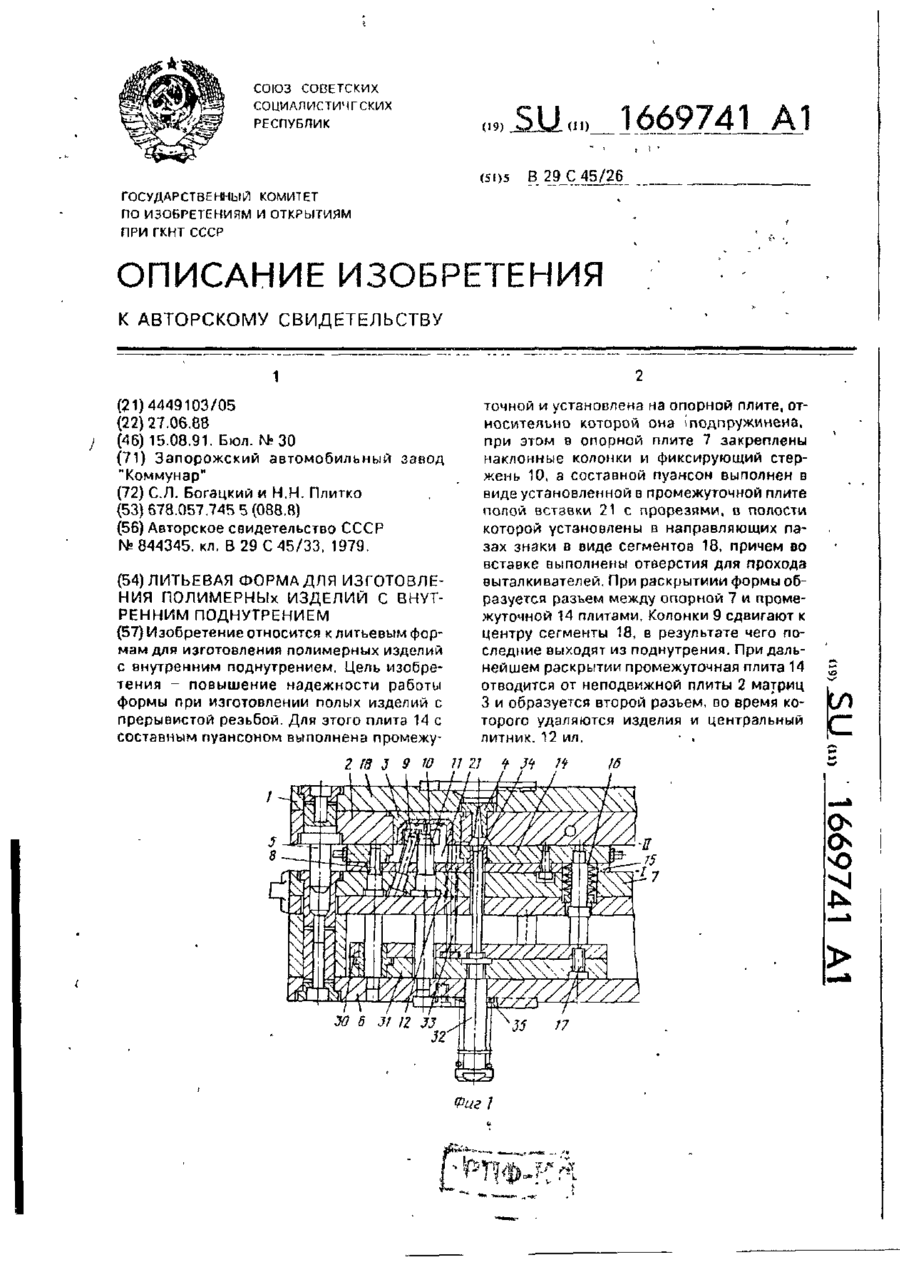
Литьевая форма для изготовления полимерных изделий с внутренним поднутрением, содержащая неподвижную плиту матриц, плиту с составным пуансоном, опорную плиту, наклонные колонки для перемещения знаков пуансона, фиксирующий стержень для знаков и плиты выталкивания с выталкивателями, отличающаяся тем, что. с целью повышения надежности работы формы при изготовлении полых изделий с прерывистой резьбой, плита с составным пуансоном выполнена...
Пристрій для неперервного виготовлення труб з армованих пластмас
Номер патенту: 180
Опубліковано: 30.04.1993
Автори: Соловйов Валерій Борисович, Голованевський Аркадій Ізрайлевич, Божко Борис Миколайович, Шопен Олександр Борисович, Данільцев Володимир Григорович
МПК: B29C 53/00, B29K 105/08, B29L 23/20
Мітки: армованих, виготовлення, пластмас, труб, неперервного, пристрій
Формула / Реферат:
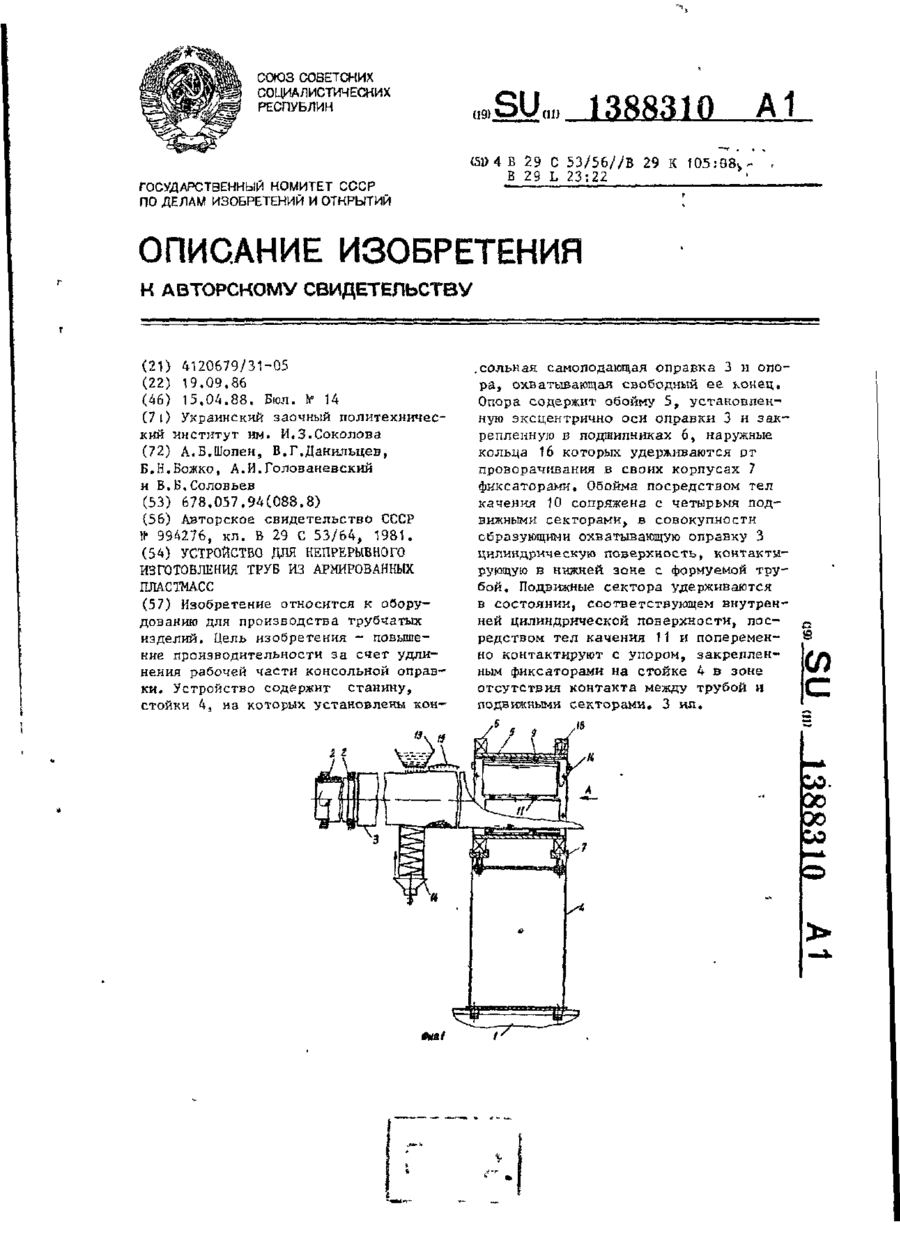
Формула изобретенияУстройство для непрерывного изготовления труб из армированных пластмасс, включающее смонтированные на станине консольную вращающуюся оправку со средствами транспортирования изделия, укладчик армирующего материала, узел подачи связующего и полимеризационные камеры, отличающееся тем, что, с целью повышения производительности за счет удлинения рабочей части консольной оправки, оно снабжено установленной на конце оправки...
Попередній патент: Фільтр
Наступний патент: Борона-культиватор
Випадковий патент: Спосіб корекції ендогенної інтоксикації олігоефірами у тварин