Задавач метала в калібри прокатної кліті
Номер патенту: 9233
Опубліковано: 15.09.2005
Автори: Руденко Володимир Іванович, Ручко Владислав Миколайович

Формула / Реферат
Задавач метала в калібри прокатної кліті, що складається з вертикальних роликів, які виконані такими, що утоплюються у корпусі та приводяться в обертання від фланцевих електродвигунів, напрямних, розташованих у корпусі, пружинних амортизаторів, які кріпляться до напрямних, який відрізняється тим, що його виконано у вигляді окремого механізму, що складається з однакових вузлів роликів, кожен з яких розташовано у окремому корпусі, який кріпиться до рами рольганга, що підводить метал, корпуси вузлів роликів попарно з'єднані між собою траверсами.
Текст
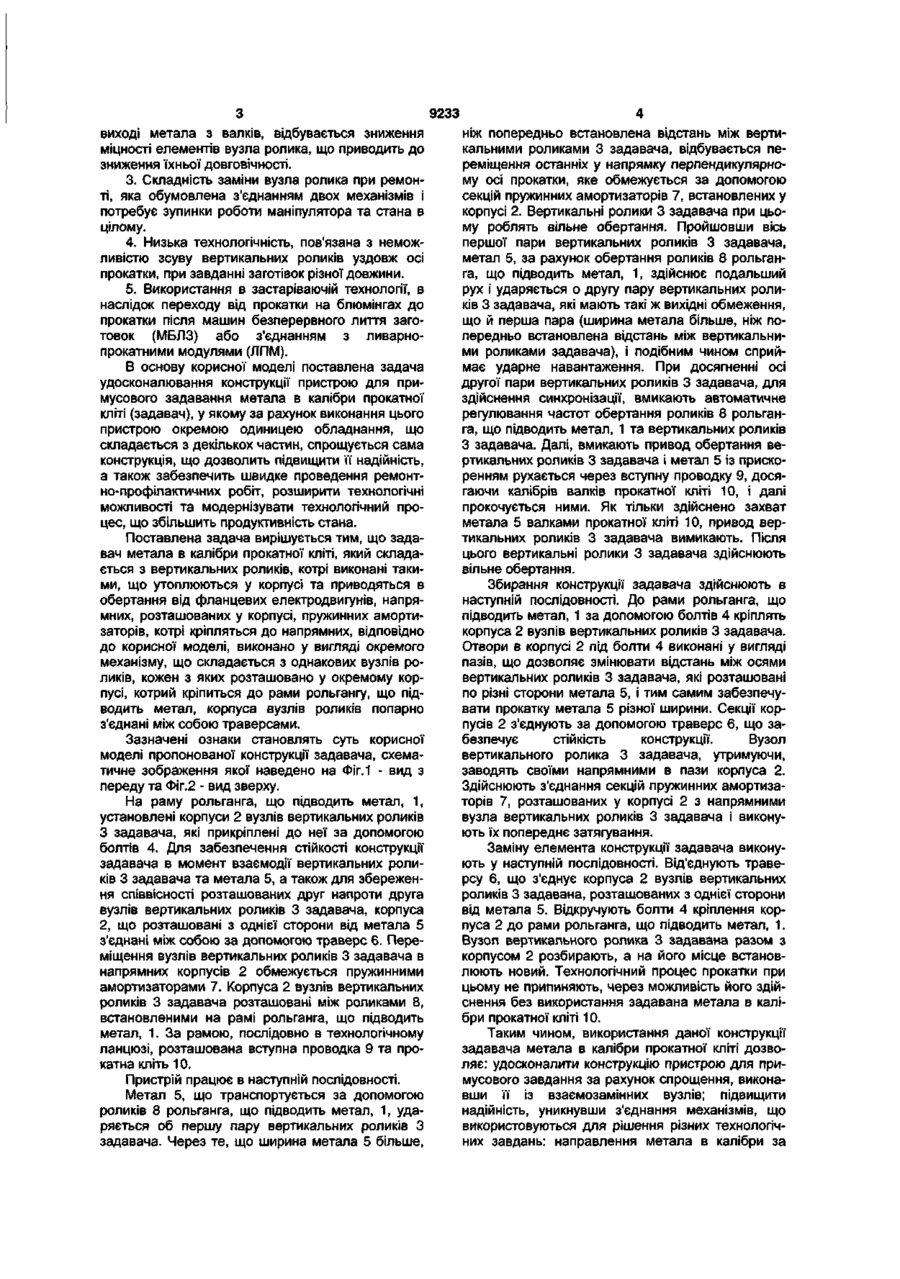
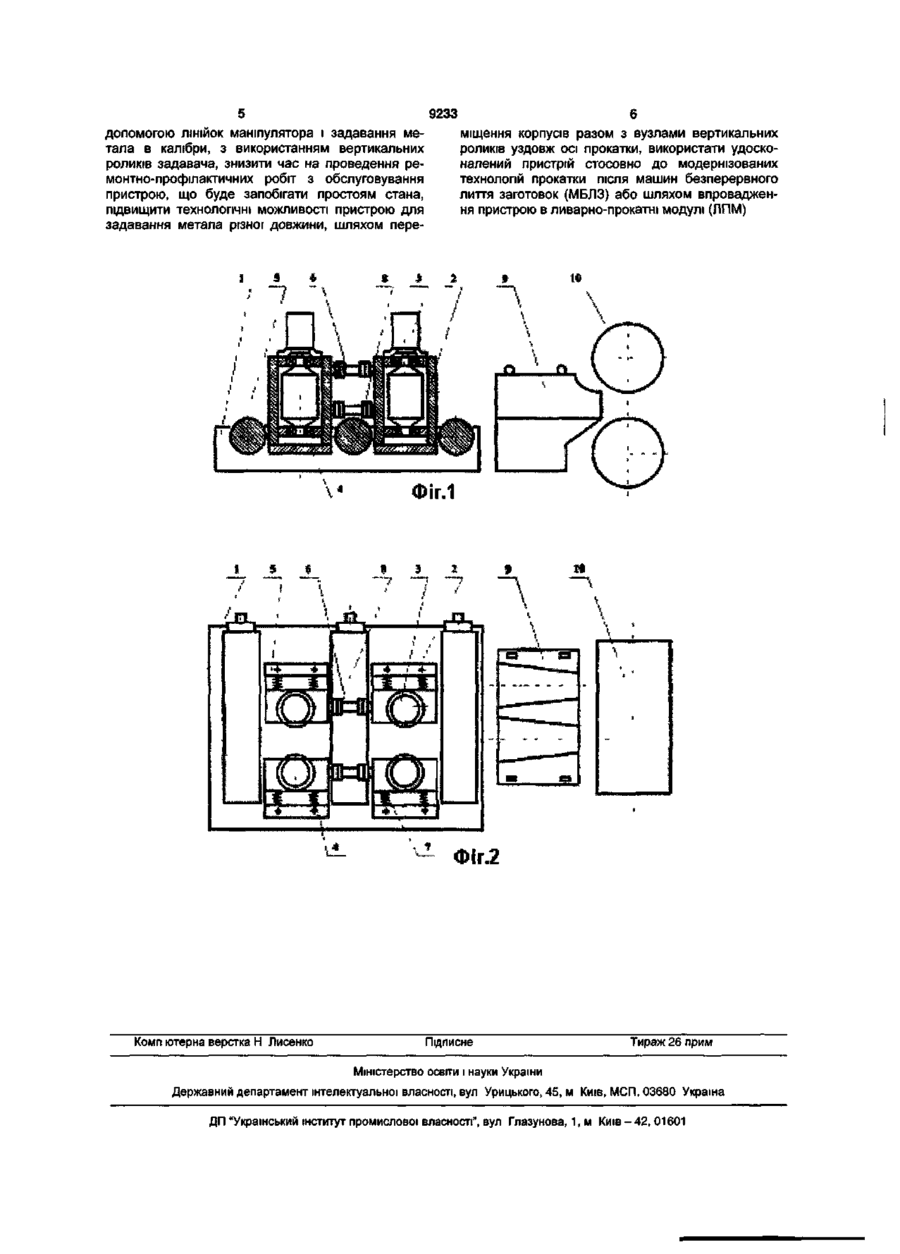
Задавач метала в калібри прокатної кліті, що складається з вертикальних роликів, які виконані такими, що утоплюються у корпусі та приводяться в обертання від фланцевих електродвигунів, напрямних, розташованих у корпусі, пружинних амортизаторів, які кріпляться до напрямних, який відрізняється тим, що його виконано у вигляді окремого механізму, що складається з однакових вузлів роликів, кожен з яких розташовано у окремому корпусі, який кріпиться до рами рольганга, що підводить метал, корпуси вузлів роликів попарно з'єднані між собою траверсами. Корисна модель відноситься до механічного обладнання прокатного виробництва, а саме до пристроїв для задавання прокату в калібри прокатних клітей. Відома конструкція пристрою для задавання прокату, що складається з роликів, які консольне встановлені на приводних валах та розміщені у корпусі, механізму регулювання зазору між роликами, підпружною опорою пов'язаної з корпусом [А. с. СССР №969347, кл. В21В39/00, опублик. 30.10.1982, Бюл. №40]. Недоліками даної конструкції є наявність ексцентрикового кулачка, що створює динамічні коливання в системі, низька надійність роботи через використання ланцюгової передачі, складність механізму через велику кількість кінематичних зв'язків (редуктора та шестірень). Відома конструкція маніпулятора блюмінга, що складається з чотирьох електродвигунів, кожний з яких приводить попарно в обертання вісім роликів через чотири редуктори, що встановлені на лінійках маніпулятора [Гаряшин B.C., Воскресенский В.А., Кирносов A.M., Новиков В.М., Савиных Н.Г., Мулько Г.Н. Исследование манипулятора блюминга 1120 ОХМК / Известия ВУЗов. Черная металлургия. №4.1976. С.179-181]. Недоліками даної конструкції є складність конструкції через розміщення редукторів, низька надійність механізму, який задає, та лінійок мані пулятора, використання пристрою стосовно до застаріваючої технології. Найбільш близькою по технічній сутності та ефекту, що досягається, є конструкція маніпулятора-кантувача обтискного прокатного стана, що складається з рухливих лінійок та вбудованих у них вертикальних роликів із фланцевими електродвигунами. Ролики виконані такими, що утоплюються, та встановлені своїми цапфами в напрямні тіла лінійки. Там же встановлені пружинні амортизатори та датчики переміщення [А. с. СССР №452382, кл. В21В39/14, опублик. 05.12.1974, Бюл. №45]. Загальними ознаками відомої конструкції та об'єкта, що заявляється, є вертикальні ролики, які утоплюються у корпусі, який представляє із себе лінійки маніпулятора, та приводяться в обертання від фланцевих електродвигунів, напрямних, розташованих у корпусі, пружинних амортизаторів, що кріпляться до напрямних. Однак дана конструкція має ряд недоліків: 1. Складність конструкції, обумовлена необхідністю розташування вертикальних роликів у лінійках маніпулятора, що припускає з'єднання двох механізмів. 2. Низька надійність роботи вузла роликів. В наслідок тяжких умов роботи лінійок маніпулятора, пов'язаних з ударними навантаженнями при виправленні метала та інерційними зусиллями при то СО со CM 9233 виході метала з валків, відбувається зниження міцності елементів вузла ролика, що приводить до зниження їхньої довговічності. 3. Складність заміни вузла ролика при ремонті, яка обумовлена з'єднанням двох механізмів і потребує зупинки роботи маніпулятора та стана в цілому. 4. Низька технологічність, пов'язана з неможливістю зсуву вертикальних роликів уздовж осі прокатки, при завданні заготівок різної довжини. 5. Використання в застаріваючій технології, в наслідок переходу від прокатки на блюмінгах до прокатки після машин безперервного лиття заготовок (МБЛЗ) або з'єднанням з ливарнопрокатними модулями (ЛПМ). В основу корисної моделі поставлена задача удосконалювання конструкції пристрою для примусового задавання метала в калібри прокатної кліті (задавач), у якому за рахунок виконання цього пристрою окремою одиницею обладнання, що складається з декількох частин, спрощується сама конструкція, що дозволить підвищити її надійність, а також забезпечить швидке проведення ремонтно-профілактичних робіт, розширити технологічні можливості та модернізувати технологічний процес, що збільшить продуктивність стана. Поставлена задача вирішується тим, що задавач метала в калібри прокатної кліті, який складається з вертикальних роликів, котрі виконані такими, що утоплюються у корпусі та приводяться в обертання від фланцевих електродвигунів, напрямних, розташованих у корпусі, пружинних амортизаторів, котрі кріпляться до напрямних, відповідно до корисної моделі, виконано у вигляді окремого механізму, що складається з однакових вузлів роликів, кожен з яких розташовано у окремому корпусі, котрий кріпиться до рами рольгангу, що підводить метал, корпуса вузлів роликів попарно з'єднані між собою траверсами. Зазначені ознаки становлять суть корисної моделі пропонованої конструкції задавача, схематичне зображення якої наведено на Фіг.1 - вид з переду та Фіг.2 - вид зверху. На раму рольганга, що підводить метал, 1, установлені корпуси 2 вузлів вертикальних роликів З задавача, які прикріплені до неї за допомогою болтів 4. Для забезпечення стійкості конструкції задавача в момент взаємодії вертикальних роликів 3 задавача та метала 5, а також для збереження співвісності розташованих друг напроти друга вузлів вертикальних роликів 3 задавача, корпуса 2, що розташовані з однієї сторони від метала 5 з'єднані між собою за допомогою траверс 6. Переміщення вузлів вертикальних роликів 3 задавача в напрямних корпусів 2 обмежується пружинними амортизаторами 7. Корпуса 2 вузлів вертикальних роликів 3 задавача розташовані між роликами 8, встановленими на рамі рольганга, що підводить метал, 1. За рамою, послідовно в технологічному ланцюзі, розташована вступна проводка 9 та прокатна кліть 10. Пристрій працює в наступній послідовності. Метал 5, що транспортується за допомогою роликів 8 рольганга, що підводить метал, 1, ударяється об першу пару вертикальних роликів З задавача. Через те, що ширина метала 5 більше, ніж попередньо встановлена відстань між вертикальними роликами 3 задавача, відбувається переміщення останніх у напрямку перпендикулярному осі прокатки, яке обмежується за допомогою секцій пружинних амортизаторів 7, встановлених у корпусі 2. Вертикальні ролики 3 задавача при цьому роблять вільне обертання. Пройшовши вісь першої пари вертикальних роликів 3 задавача, метал 5, за рахунок обертання роликів 8 рольганга, що підводить метал, 1, здійснює подальший рух і ударяється о другу пару вертикальних роликів 3 задавача, які мають такі ж вихідні обмеження, що й перша пара (ширина метала більше, ніж попередньо встановлена відстань між вертикальними роликами задавача), і подібним чином сприймає ударне навантаження. При досягненні осі другої пари вертикальних роликів 3 задавача, для здійснення синхронізації, вмикають автоматичне регулювання частот обертання роликів 8 рольганга, що підводить метал, 1 та вертикальних роликів З задавача. Далі, вмикають привод обертання вертикальних роликів 3 задавача і метал 5 із прискоренням рухається через вступну проводку 9, досягаючи калібрів валків прокатної кліті 10, і далі прокочується ними. Як тільки здійснено захват метала 5 валками прокатної кліті 10, привод вертикальних роликів 3 задавача вимикають. Після цього вертикальні ролики 3 задавача здійснюють вільне обертання. Збирання конструкції задавача здійснюють в наступній послідовності. До рами рольганга, що підводить метал, 1 за допомогою болтів 4 кріплять корпуса 2 вузлів вертикальних роликів 3 задавача. Отвори в корпусі 2 під болти 4 виконані у вигляді пазів, що дозволяє змінювати відстань між осями вертикальних роликів 3 задавача, які розташовані по різні сторони метала 5, і тим самим забезпечувати прокатку метала 5 різної ширини. Секції корпусів 2 з'єднують за допомогою траверс 6, що забезпечує стійкість конструкції. Вузол вертикального ролика 3 задавача, утримуючи, заводять своїми напрямними в пази корпуса 2. Здійснюють з'єднання секцій пружинних амортизаторів 7, розташованих у корпусі 2 з напрямними вузла вертикальних роликів 3 задавача і виконують їх попереднє затягування. Заміну елемента конструкції задавача виконують у наступній послідовності. Від'єднують траверсу 6, що з'єднує корпуса 2 вузлів вертикальних роликів 3 задавана, розташованих з однієї сторони від метала 5. Відкручують болти 4 кріплення корпуса 2 до рами рольганга, що підводить метал, 1. Вузол вертикального ролика 3 задавана разом з корпусом 2 розбирають, а на його місце встановлюють новий. Технологічний процес прокатки при цьому не припиняють, через можливість його здійснення без використання задавана метала в калібри прокатної кліті 10. Таким чином, використання даної конструкції задавача метала в калібри прокатної кліті дозволяє: удосконалити конструкцію пристрою для примусового завдання за рахунок спрощення, виконавши її із взаємозамінних вузлів; підвищити надійність, уникнувши з'єднання механізмів, що використовуються для рішення різних технологічних завдань: направлення метала в калібри за 9233 допомогою ЛІНІЙОК маніпулятора і задавання метала в калібри, з використанням вертикальних роликів задавача, знизити час на проведення ремонтно-профілактичних робіт з обслуговування пристрою, що буде запобігати простоям стана, підвищити технологічні можливості пристрою для задавання метала різної довжини, шляхом пере міщення корпусів разом з вузлами вертикальних роликів уздовж осі прокатки, використати удосконалений пристрій стосовно до модернізованих технологій прокатки після машин безперервного лиття заготовок (МБЛЗ) або шляхом впровадження пристрою в ливарно-прокатні модулі (ЛПМ) Фіг.2 Комп ютерна верстка Н Лисенко Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680 Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFeeder of metal into the passes of rolling mill
Автори англійськоюRuchko Vladyslav Mykolaiovych
Назва патенту російськоюПодаватель металла в калибры прокатной клети
Автори російськоюРучко Владислав Николаевич
МПК / Мітки
МПК: B21B 39/02
Мітки: калібри, метала, задавач, прокатної, кліті
Код посилання
<a href="https://ua.patents.su/4-9233-zadavach-metala-v-kalibri-prokatno-kliti.html" target="_blank" rel="follow" title="База патентів України">Задавач метала в калібри прокатної кліті</a>
Гідромеханічний натискний пристрій прокатної кліті
Номер патенту: 63590
Опубліковано: 15.01.2004
Автори: Панченко Володимир Михайлович, Литвинов Олександр Васильович
МПК: B21B 31/16
Мітки: натискний, гідромеханічний, прокатної, пристрій, кліті
Формула / Реферат:
Гідромеханічний натискний пристрій прокатної кліті, що включає привідний натискний гвинт із гайкою, жорстко встановленою в станині кліті, сферичний підп'ятник і натискний гідроциліндр, корпус якого спирається на подушку верхнього валка, а плунжер якого розміщений під підп'ятником натискного гвинта і закріплений на натискному гвинті, а також вбудований у корпус гідроциліндра по його осі датчик лінійних переміщень, який відрізняється тим, що...
Гідравлічний зрівноважуючий пристрій валків прокатної кліті
Номер патенту: 44606
Опубліковано: 15.02.2002
Автори: Гордієнко Олександр Володимирович, Кожевніков Георгій Васильович, Данько Надія Олексіївна, Білобров Юрій Миколайович, Ульяницький Василь Никифорович
МПК: B21B 31/16
Мітки: зрівноважуючий, пристрій, гідравлічний, кліті, валків, прокатної
Формула / Реферат:
Гідравлічний зрівноважуючий пристрій валків прокатної кліті, що включає гідроциліндри зрівноважування, які через систему тяг підтискають подушки валків до гвинтів натискного механізму кліті, гідроакумулятор, трубопровід і розподільник рідини, а також зливальну магістраль, який відрізняється тим, що гідроциліндри зрівноважування виконані двохпорожнинними, причому їхні штокові порожнини за допомогою розподільника рідини з'єднуються з...
Запобіжник прокатної кліті
Номер патенту: 22474
Опубліковано: 29.12.1999
Автори: Артюх Віктор Генадійович, Артюх Генадій Васильович
МПК: B21B 33/00
Мітки: кліті, запобіжник, прокатної
Формула / Реферат:
1. Предохранитель прокатной клети, содержащий упругий элемент, размещенный между двумя шайбами, установленными с возможностью перемещения относительно друг друга в направлении общей оси, и ограничитель перемещений, отличающийся тем, что упругий элемент выполнен в виде кольца из эластомера, а ограничитель перемещений - в виде стержня, взаимодействующего при помощи резьбового соединения с одной из шайб и снабженного упором, контактирующим с...
Запобіжна коробка прокатної кліті

Номер патенту: 26879
Опубліковано: 29.12.1999
Автори: Артюх Віктор Генадійович, Артюх Генадій Васильович
МПК: B21B 33/00
Мітки: коробка, прокатної, кліті, запобіжна
Текст:
...P.M., ПаначеЕГ 20 В В. "Механическое'и транспортное обо рудование трубных цехов", М.: Металлур гия, 1975. - С. 324-325). Боковые клинья соединены двумя болтами, имеющими проточенные цилиндрические шейки. 25 В известной предохранительной коробке соединительные болты разрушаются неодновременно, вследствие чего возникает перекос коробки. При разрушении соединительных болтов возникают удары 30 в линии нажимного устройства. Проточенные...
Запобіжний шпиндель приводу прокатної кліті
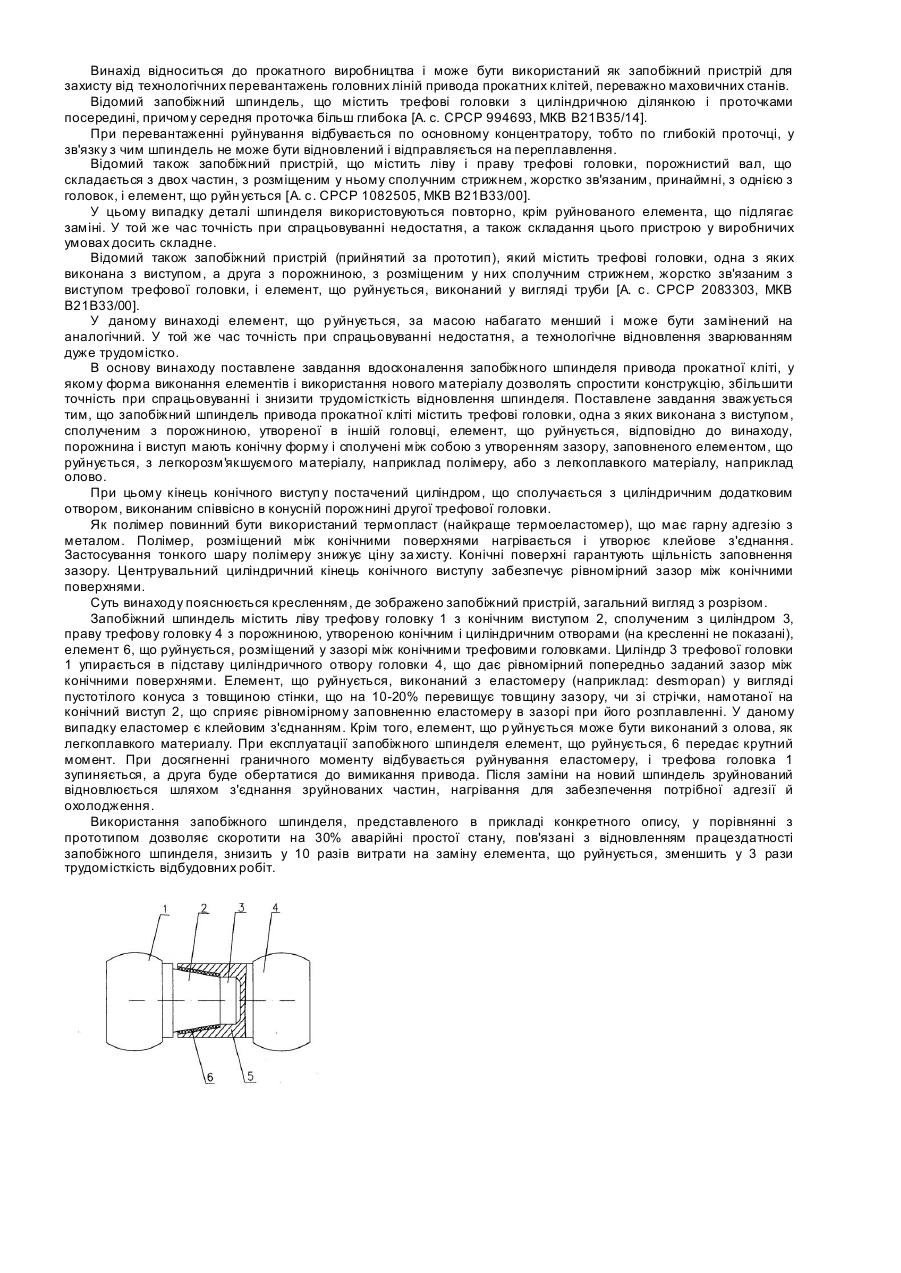
Номер патенту: 67090
Опубліковано: 15.06.2004
Автори: Карлушин Сергій Юрійович, Артюх Віктор Геннадійович, Артюх Геннадій Васильович, Токарєв Роман Анатолійович
МПК: B21B 33/00
Мітки: приводу, прокатної, кліті, шпиндель, запобіжний
Формула / Реферат:
1. Запобіжний шпиндель приводу прокатної кліті, що містить трефові головки, одна з яких виконана з виступом, сполученим з порожниною, утвореною в іншій головці, та елемент, що руйнується, який відрізняється тим, що порожнина і виступ мають конічну форму і сполучені між собою з утворенням зазору, заповненого елементом, що руйнується, з легкорозм’якшуваного або з легкоплавкого матеріалу.2. Запобіжний шпиндель за п. 1, який відрізняється...
Попередній патент: Спосіб зважування шихти у бункерних вагах бункерної естакади доменної печі
Наступний патент: Диференційний вимірювач теплопровідності
Випадковий патент: Пароежекторна холодильна установка