Екструдер

Формула / Реферат
1. Екструдер, що містить порожнистий корпус із завантажувальним і розвантажувальним отворами, а також ділянку з внутрішніми зубцями, розташований у порожнині корпуса з можливістю обертання шнека, споряджений з боку розвантажувального отвору центральним зубчастим шпинделем, змонтовані із зачепленням з зубцями центрального зубчастого шпинделя й корпуса планетарні зубчасті шпинделі, а також закріплене на корпусі з боку розвантажувального отвору упорне кільце планетарних зубчастих шпинделів, який відрізняється тим, що кінцеві ділянки кожного планетарного зубчастого шпинделя виконані обтічної форми, а форма зовнішньої ділянки упорного кільця та ділянки центрального зубчастого шпинделя з боку шнека в місці розташування зазначених кінцевих ділянок планетарних зубчастих шпинделів відповідає їх формі.
2. Екструдер за п. 1, який відрізняється тим, що кінцеві ділянки планетарних зубчастих шпинделів з боку розвантажувального отвору виконані у вигляді еліпсоїда, а з боку шнека - у вигляді конуса.
3. Екструдер за п. 1 або 2, який відрізняється тим, що кінцева ділянка кожного планетарного зубчастого шпинделя з боку шнека споряджена гвинтовою нарізкою.
Текст
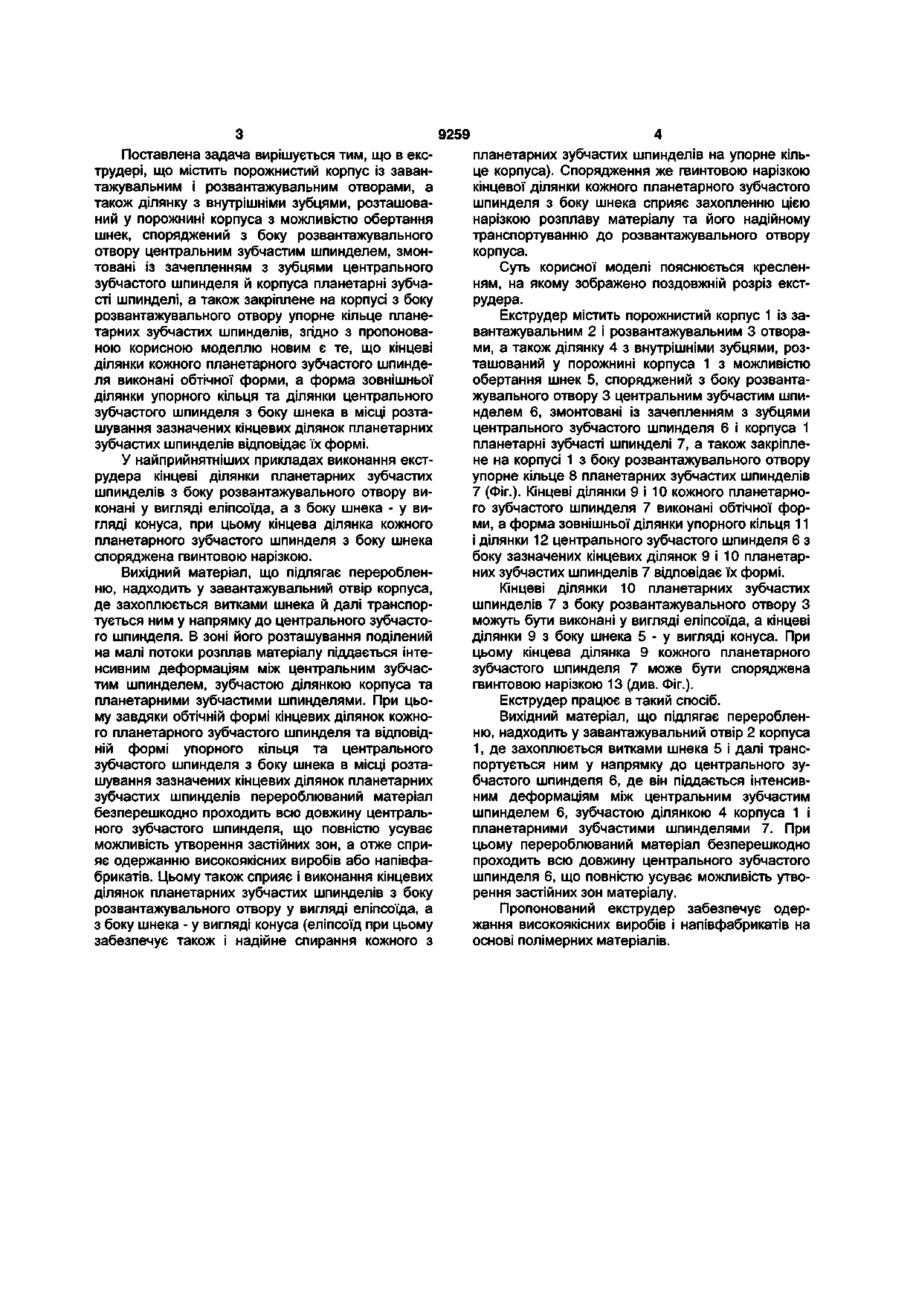
1. Екструдер, що містить порожнистий корпус із завантажувальним і розвантажувальним отворами, а також ділянку з внутрішніми зубцями, розташований у порожнині корпуса з можливістю обертання шнека, споряджений з боку розвантажувального отвору центральним зубчастим шпинделем, змонтовані із зачепленням з зубцями центрального зубчастого шпинделя й корпуса планетарні зубчасті шпинделі, а також закріплене на корпусі з боку розвантажувального отвору упорне кільце планетарних зубчастих шпинделів, який відрізняється тим, що кінцеві ділянки кожного планетарного зубчастого шпинделя виконані обтічної форми, а форма зовнішньої ділянки упорного кільця та ділянки центрального зубчастого шпинделя з боку шнека в місці розташування зазначених кінцевих ділянок планетарних зубчастих шпинделів відповідає їх формі. 2. Екструдер за п.1, який відрізняється тим, що кінцеві ділянки планетарних зубчастих шпинделів з боку розвантажувального отвору виконані у вигляді еліпсоїда, а з боку шнека - у вигляді конуса. 3. Екструдер за п.1 або 2, який відрізняється тим, що кінцева ділянка кожного планетарного зубчастого шпинделя з боку шнека споряджена гвинтовою нарізкою. Корисна модель належить до полімерпереробного обладнання, зокрема до пристроїв для переробки методом екструзії полімерів та матеріалів на їх основі. Відомий екструдер, що містить порожнистий корпус із завантажувальним і розвантажувальним отворами, ділянкою з внутрішніми зубцями, а також розташований у порожнині корпуса з можливістю обертання шнек, споряджений в зоні ділянки з внутрішніми зубцями центральним зубчастим шпинделем [пат. №2053122, МПК6 В29С47/38, заявл. 13.12.1991, опубл. 27.01.1996]. Недоліком цього екструдера є невисока ефективність змішування перероблюваного матеріалу й диспергування його компонентів внаслідок неможливості переробки матеріалу в тонкому шарі. Найбільш близьким за технічною сутністю до пропонованого технічного рішення є екструдер, що містить порожнистий корпус із завантажувальним і розвантажувальним отворами, а також ділянку з внутрішніми зубцями, розташований у порожнині корпуса з можливістю обертання шнек, споряджений з боку розвантажувального отвору центральним зубчастим шпинделем, змонтовані із зачепленням з зубцями центрального зубчастого шпинделя й корпуса планетарні зубчасті шпинделі з плоскими торцями, а також закріплене на корпусі з боку розвантажувального отвору упорне кільце планетарних зубчастих шпинделів [Фридман Ф.Л. Развитие оборудования для смешения расплавов термопластов: Обзорная информация /Серия ХМ2. -М.: ЦИНТИхимнефтемаш, 1988. -С.31, рис.16]. Зазначений екструдер дозволяє переробляти матеріал у тонких шарах між планетарних зубчастих шпинделів і корпусом та центральним зубчастим шпинделем, що суттєво підвищує ефективність диспергування та змішування компонентів перероблюваного матеріалу. Проте плоскі торці планетарних зубчастих шпинделів сприяють утворенню застійних зон перероблюваного матеріалу, що суттєво ускладнює процес екструзії, особливо при значній продуктивності екструдера. В основу корисної моделі покладено задачу вдосконалення екструдера, в якому нове конструктивне виконання його робочих органів (планетарних зубчастих шпинделів і центрального зубчастого шпинделя) забезпечує безперервне проходження перероблюваним матеріалом екструдера, а отже відсутність застійних зон і високу якість одержуваної продукції при будь-якій продуктивності екструдера. Ю О") 9259 Поставлена задача вирішується тим, що в екструдері, що містить порожнистий корпус із завантажувальним і розвантажувальним отворами, а також ділянку з внутрішніми зубцями, розташований у порожнині корпуса з можливістю обертання шнек, споряджений з боку розвантажувального отвору центральним зубчастим шпинделем, змонтовані із зачепленням з зубцями центрального зубчастого шпинделя й корпуса планетарні зубчасті шпинделі, а також закріплене на корпусі з боку розвантажувального отвору упорне кільце планетарних зубчастих шпинделів, згідно з пропонованою корисною моделлю новим є те, що кінцеві ділянки кожного планетарного зубчастого шпинделя виконані обтічної форми, а форма зовнішньої ділянки упорного кільця та ділянки центрального зубчастого шпинделя з боку шнека в місці розташування зазначених кінцевих ділянок планетарних зубчастих шпинделів відповідає їх формі. У найприйнятніших прикладах виконання екструдера кінцеві ділянки планетарних зубчастих шпинделів з боку розвантажувального отвору виконані у вигляді еліпсоїда, а з боку шнека - у вигляді конуса, при цьому кінцева ділянка кожного планетарного зубчастого шпинделя з боку шнека споряджена гвинтовою нарізкою. Вихідний матеріал, що підлягає переробленню, надходить у завантажувальний отвір корпуса, де захоплюється витками шнека й далі транспортується ним у напрямку до центрального зубчастого шпинделя. В зоні його розташування поділений на малі потоки розплав матеріалу піддається інтенсивним деформаціям між центральним зубчастим шпинделем, зубчастою ділянкою корпуса та планетарними зубчастими шпинделями. При цьому завдяки обтічній формі кінцевих ділянок кожного планетарного зубчастого шпинделя та відповідній формі упорного кільця та центрального зубчастого шпинделя з боку шнека в місці розташування зазначених кінцевих ділянок планетарних зубчастих шпинделів перероблюваний матеріал безперешкодно проходить всю довжину центрального зубчастого шпинделя, що повністю усуває можливість утворення застійних зон, а отже сприяє одержанню високоякісних виробів або напівфабрикатів. Цьому також сприяє і виконання кінцевих ділянок планетарних зубчастих шпинделів з боку розвантажувального отвору у вигляді еліпсоїда, а з боку шнека - у вигляді конуса (еліпсоїд при цьому забезпечує також і надійне спирання кожного з планетарних зубчастих шпинделів на упорне кільце корпуса). Спорядження же гвинтовою нарізкою кінцевої ділянки кожного планетарного зубчастого шпинделя з боку шнека сприяє захопленню цією нарізкою розплаву матеріалу та його надійному транспортуванню до розвантажувального отвору корпуса. Суть корисної моделі пояснюється кресленням, на якому зображено поздовжній розріз екструдера. Екструдер містить порожнистий корпус 1 із завантажувальним 2 і розвантажувальним 3 отворами, а також ділянку 4 з внутрішніми зубцями, розташований у порожнині корпуса 1 з можливістю обертання шнек 5, споряджений з боку розвантажувального отвору 3 центральним зубчастим шпинделем 6, змонтовані із зачепленням з зубцями центрального зубчастого шпинделя 6 і корпуса 1 планетарні зубчасті шпинделі 7, а також закріплене на корпусі 1 з боку розвантажувального отвору упорне кільце 8 планетарних зубчастих шпинделів 7 (Фіг). Кінцеві ділянки 9 і 10 кожного планетарного зубчастого шпинделя 7 виконані обтічної форми, а форма зовнішньої ділянки упорного кільця 11 і ділянки 12 центрального зубчастого шпинделя 6 з боку зазначених кінцевих ділянок 9 і 10 планетарних зубчастих шпинделів 7 відповідає їх формі. Кінцеві ділянки 10 планетарних зубчастих шпинделів 7 з боку розвантажувального отвору З можуть бути виконані у вигляді еліпсоїда, а кінцеві ділянки 9 з боку шнека 5 - у вигляді конуса. При цьому кінцева ділянка 9 кожного планетарного зубчастого шпинделя 7 може бути споряджена гвинтовою нарізкою 13 (див. Фіг.). Екструдер працює в такий спосіб. Вихідний матеріал, що підлягає переробленню, надходить у завантажувальний отвір 2 корпуса 1, де захоплюється витками шнека 5 і далі транспортується ним у напрямку до центрального зубчастого шпинделя 6, де він піддається інтенсивним деформаціям між центральним зубчастим шпинделем 6, зубчастою ділянкою 4 корпуса 1 і планетарними зубчастими шпинделями 7. При цьому перероблюваний матеріал безперешкодно проходить всю довжину центрального зубчастого шпинделя 6, що повністю усуває можливість утворення застійних зон матеріалу. Пропонований екструдер забезпечує одержання високоякісних виробів і напівфабрикатів на основі полімерних матеріалів. 10 И Комп'ютерна верстка Л.Литвиненко Фіг. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюExtruder
Автори англійськоюMikulionok Ihor Olehovych
Назва патенту російськоюЭкструдер
Автори російськоюМикуленок Игорь Олегович
МПК / Мітки
МПК: B29C 47/36, B29B 7/34
Мітки: екструдер
Код посилання
<a href="https://ua.patents.su/4-9259-ekstruder.html" target="_blank" rel="follow" title="База патентів України">Екструдер</a>
Дисковий екструдер
Номер патенту: 7449
Опубліковано: 15.06.2005
Автори: Новік Валерій Олександрович, Мікульонок Ігор Олегович, Горовець Анна Вікторівна, Радченко Леонід Борисович
МПК: B29C 47/36
Формула / Реферат:
1. Дисковий екструдер, що містить корпус із завантажувальним і розвантажувальним отворами, а також співвісно встановлені з можливістю обертання порожнисту циліндричну втулку з гвинтовою нарізкою на її зовнішній поверхні та диск, сполучені поверхні яких виконано у вигляді зрізаних конусів, який відрізняється тим, що сполучені поверхні циліндричної втулки та диска виконано у вигляді зрізаних конусів з меншою основою з боку розвантажувального...
Дисковий екструдер для переробки полімерних матеріалів
Номер патенту: 37885
Опубліковано: 15.05.2001
Автори: Соколовська Вікторія Броніславівна, Коваленко Ігор Валентинович
МПК: B29C 47/36
Мітки: екструдер, переробки, полімерних, матеріалів, дисковий
Текст:
...сумарної зсувної деформації у перероблюваному матеріалі, який потрапляє у розвантажувальний отвір 3. Таким чином, встановлення зубчастих шестерень забезпечує підвищення кількості зон зсуву, а звідси, площі робочого простору та вирівнювання величини сумарної зсувної де формації у перероблюваному матеріалі. Окрім того, наявність зубчастих шестерень зменшує відносну швидкість зсуву матеріалу в обводовому напрямку, що дозволяє підвищити...
Екструдер для перероблення термопластичних матеріалів
Номер патенту: 1241
Опубліковано: 15.05.2002
Автори: Лукач Юрій Юхимович, Мікульонок Ігор Олегович, Біденко Василь Дмитрович, Бондаренко Володимир Миколайович, Сезонов Максим Вікторович
МПК: B29C 47/58, B29C 47/76
Мітки: термопластичних, матеріалів, екструдер, перероблення
Формула / Реферат:
1. Екструдер для перероблення термопластичних матеріалів, що містить корпус з розташованим в його порожнині з можливістю обертання щонайменше одним черв'яком з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу з вхідним і вихідним каналами, а також виконаний у корпусі між зазначеними каналами дегазаційний отвір, який відрізняється тим, що корпус по довжині виконано...
Екструдер для виготовлення виробів з композицій на основі термопластичних полімерів і органічних наповнювачів
Номер патенту: 42573
Опубліковано: 15.10.2001
Автори: Мікульонок Ігор Олегович, Бородін Ігорь Владіміровіч, Суханов Владімір Пєтровіч, Сезонов Максим Вікторович, Жидов Ніколай Вікторовіч, Біденко Василь Дмитрович
МПК: B27N 3/08, B29C 47/38
Мітки: термопластичних, наповнювачів, органічних, виготовлення, виробів, основі, композицій, полімерів, екструдер
Формула / Реферат:
1. Екструдер для виготовлення виробів з композицій на основі термопластичних полімерів і органічних наповнювачів, що містить порожнистий корпус з вікнами для завантаження органічного наповнювача й термопластичного полімеру, розташований у корпусі з можливістю обертання щонайменше один шнек з ущільнювальним елементом, що розділяє порожнину корпуса на дві частини, сполучені одна з одною за допомогою масопроводу, який відрізняється...
Екструдер для приготування кормів з біополімерів
Номер патенту: 1430
Опубліковано: 15.10.2002
Автор: Мікульонок Ігор Олегович
МПК: A23N 17/00
Мітки: кормів, приготування, біополімерів, екструдер
Формула / Реферат:
Екструдер для приготування кормів з біополімерів, що містить корпус із завантажувальним і розвантажувальним отворами і вологорегулювальними пристроями, а також встановлений у корпусі з можливістю обертання шнек з парозапірними шайбами, який відрізняється тим, що кожна з парозапірних шайб виконана у вигляді щонайменше двох знімних кільцевих секторів, закріплених на шнеку.
Попередній патент: Спосіб лікування післяопікових рубців
Наступний патент: Спосіб витягування хребта доктора воронка
Випадковий патент: Спосіб відновлення зношених поверхонь металевих деталей