Спосіб зміцнення деталей з високолегованої теплостійкої сталі вкс-5
Номер патенту: 92672
Опубліковано: 26.08.2014
Автори: Мурашко Вадим Вікторович, Маслов Юрій Олександрович, Кураков Олександр Олександрович

Формула / Реферат
1. Спосіб зміцнення деталей з високолегованої теплостійкої сталі ВКС-5, що включає хіміко-термічну обробку, який відрізняється тим, що хіміко-термічну обробку проводять методом газової нітроцементації в печі при температурі 850-870 °C протягом 6-8 годин, при цьому протягом усього процесу обробки виконують контроль і підтримку вуглецевого потенціалу газової суміші, що насичує.
2. Спосіб за п. 1, який відрізняється тим, що підтримку вуглецевого потенціалу суміші, що насичує, проводять у межах 0,38-0,48 % СО2.
3. Спосіб за п. 1, який відрізняється тим, що для утворення суміші, що насичує, використовують авіаційне паливо марки РТ і аміак.
Текст
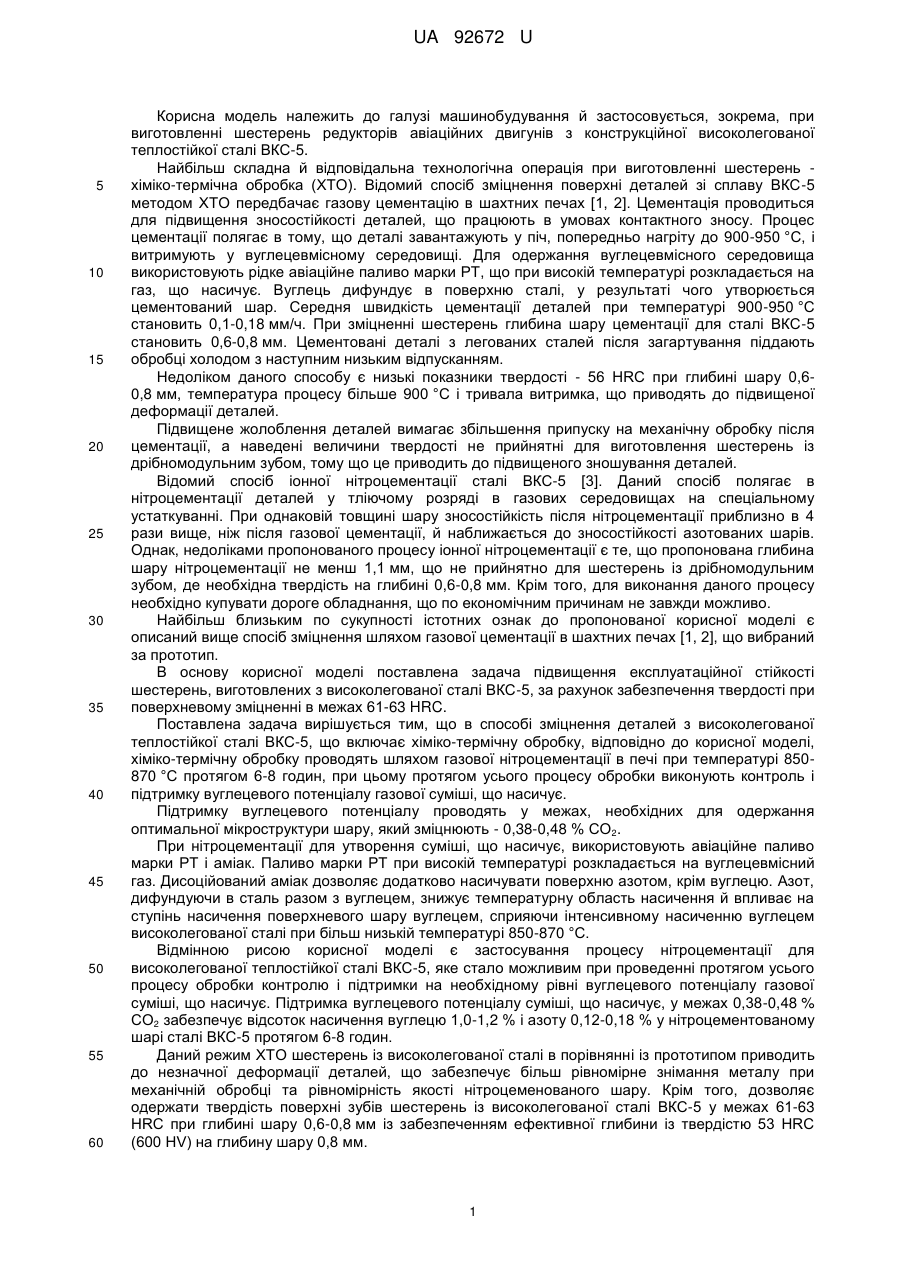
Реферат: UA 92672 U UA 92672 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування й застосовується, зокрема, при виготовленні шестерень редукторів авіаційних двигунів з конструкційної високолегованої теплостійкої сталі ВКС-5. Найбільш складна й відповідальна технологічна операція при виготовленні шестерень хіміко-термічна обробка (ХТО). Відомий спосіб зміцнення поверхні деталей зі сплаву ВКС-5 методом ХТО передбачає газову цементацію в шахтних печах [1, 2]. Цементація проводиться для підвищення зносостійкості деталей, що працюють в умовах контактного зносу. Процес цементації полягає в тому, що деталі завантажують у піч, попередньо нагріту до 900-950 °C, і витримують у вуглецевмісному середовищі. Для одержання вуглецевмісного середовища використовують рідке авіаційне паливо марки РТ, що при високій температурі розкладається на газ, що насичує. Вуглець дифундує в поверхню сталі, у результаті чого утворюється цементований шар. Середня швидкість цементації деталей при температурі 900-950 °C становить 0,1-0,18 мм/ч. При зміцненні шестерень глибина шару цементації для сталі ВКС-5 становить 0,6-0,8 мм. Цементовані деталі з легованих сталей після загартування піддають обробці холодом з наступним низьким відпусканням. Недоліком даного способу є низькі показники твердості - 56 HRC при глибині шару 0,60,8 мм, температура процесу більше 900 °C і тривала витримка, що приводять до підвищеної деформації деталей. Підвищене жолоблення деталей вимагає збільшення припуску на механічну обробку після цементації, а наведені величини твердості не прийнятні для виготовлення шестерень із дрібномодульним зубом, тому що це приводить до підвищеного зношування деталей. Відомий спосіб іонної нітроцементації сталі ВКС-5 [3]. Даний спосіб полягає в нітроцементації деталей у тліючому розряді в газових середовищах на спеціальному устаткуванні. При однаковій товщині шару зносостійкість після нітроцементації приблизно в 4 рази вище, ніж після газової цементації, й наближається до зносостійкості азотованих шарів. Однак, недоліками пропонованого процесу іонної нітроцементації є те, що пропонована глибина шару нітроцементації не менш 1,1 мм, що не прийнятно для шестерень із дрібномодульним зубом, де необхідна твердість на глибині 0,6-0,8 мм. Крім того, для виконання даного процесу необхідно купувати дороге обладнання, що по економічним причинам не завжди можливо. Найбільш близьким по сукупності істотних ознак до пропонованої корисної моделі є описаний вище спосіб зміцнення шляхом газової цементації в шахтних печах [1, 2], що вибраний за прототип. В основу корисної моделі поставлена задача підвищення експлуатаційної стійкості шестерень, виготовлених з високолегованої сталі ВКС-5, за рахунок забезпечення твердості при поверхневому зміцненні в межах 61-63 HRC. Поставлена задача вирішується тим, що в способі зміцнення деталей з високолегованої теплостійкої сталі ВКС-5, що включає хіміко-термічну обробку, відповідно до корисної моделі, хіміко-термічну обробку проводять шляхом газової нітроцементації в печі при температурі 850870 °C протягом 6-8 годин, при цьому протягом усього процесу обробки виконують контроль і підтримку вуглецевого потенціалу газової суміші, що насичує. Підтримку вуглецевого потенціалу проводять у межах, необхідних для одержання оптимальної мікроструктури шару, який зміцнюють - 0,38-0,48 % СО2. При нітроцементації для утворення суміші, що насичує, використовують авіаційне паливо марки РТ і аміак. Паливо марки РТ при високій температурі розкладається на вуглецевмісний газ. Дисоційований аміак дозволяє додатково насичувати поверхню азотом, крім вуглецю. Азот, дифундуючи в сталь разом з вуглецем, знижує температурну область насичення й впливає на ступінь насичення поверхневого шару вуглецем, сприяючи інтенсивному насиченню вуглецем високолегованої сталі при більш низькій температурі 850-870 °C. Відмінною рисою корисної моделі є застосування процесу нітроцементації для високолегованої теплостійкої сталі ВКС-5, яке стало можливим при проведенні протягом усього процесу обробки контролю і підтримки на необхідному рівні вуглецевого потенціалу газової суміші, що насичує. Підтримка вуглецевого потенціалу суміші, що насичує, у межах 0,38-0,48 % СО2 забезпечує відсоток насичення вуглецю 1,0-1,2 % і азоту 0,12-0,18 % у нітроцементованому шарі сталі ВКС-5 протягом 6-8 годин. Даний режим ХТО шестерень із високолегованої сталі в порівнянні із прототипом приводить до незначної деформації деталей, що забезпечує більш рівномірне знімання металу при механічній обробці та рівномірність якості нітроцеменованого шару. Крім того, дозволяє одержати твердість поверхні зубів шестерень із високолегованої сталі ВКС-5 у межах 61-63 HRC при глибині шару 0,6-0,8 мм із забезпеченням ефективної глибини із твердістю 53 HRC (600 HV) на глибину шару 0,8 мм. 1 UA 92672 U 5 10 15 20 25 Дані параметри дозволяють використовувати запропоновану корисну модель для забезпечення необхідної зносостійкості при роботі дрібномодульного зуба важконавантаженої шестірні зі сталі ВКС-5. Для підтвердження можливості здійснення корисної моделі наведений приклад нітроцементації шестерень зі сталі ВКС-5. У розігрітий до робочої температури (850-870 °C) муфель шахтної печі типу Ц60 подається паливо РТ і аміак. Пічне середовище (газова суміш, що насичує) з робочого простору муфеля подається на оптичний стаціонарний датчик, настроєний на вимір вмісту двоокису вуглецю (СO2) у газовому середовищі в діапазоні виміру 0-1 %. При досягненні заданого вуглецевого потенціалу середовища - 0,38-0,48 % СO2 - піч відкривають, завантажують кошу (кошик з деталями). Після відновлення робочих параметрів температури й вуглецевого потенціалу виконують ізотермічну витримку. Параметри процесу регулюються автоматично оптичним датчиком по вуглецевому потенціалу й ротаметром по витраті аміаку. Витримку проводять протягом 6-8 годин. Відсоток насичення в нітроцементованому шарі для забезпечення необхідної твердості 61-63 HRC становить 1,0-1,2 % вуглецю й 0,12-0,18 % азоту. Контроль завершення процесу проводять на спеціальних зразках. Після закінчення процесу витримки, за стандартною технологією, кошу вивантажують із печі в колодязь із захисною атмосферою для охолодження до цехової температури. Далі виконують відпал при температурі 630-680 °C і витримку 4-6 годин. Загартування виконують при температурі 920 °C із охолодженням у маслі. Для зменшення залишкового аустеніту виконують обробку холодом при температурі від -60 до -80 °C і відпуск при температурі 200-300 °C для зняття напруги, перетворення мартенситу загартування в мартенсит відпустки нітроцементованого шару. Для одержання порівняльних даних досліджували зразки, зміцнені заявленим способом, у порівнянні із прототипом. № п/п 1 2 30 35 Вид ХТО ВКС-5 Цементація Нітроцементація Глибина шару, мм 0,6-0,8 0,6-0,8 Твердість поверхні, HRC 56-57 61-63 Джерела інформації: 1. ПИ 1.2.052-78 "Производственная инструкция. Химико-термическая обработка сталей и сплавов". 2. ОСТ 1 90005-91 "Стали и сплавы. Показатели временного сопротивления и твердости готовых деталей. Глубина слоя при химико-термической обработке цементируемых, нитроцементируемых, азотируемых сталей". 3. Елисеев Ю. "Научные основы совершенствование технологии изготовления зубчатых колес ГТД", http://engine.aviaport.ru/issues/16/page10.html. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 1. Спосіб зміцнення деталей з високолегованої теплостійкої сталі ВКС-5, що включає хімікотермічну обробку, який відрізняється тим, що хіміко-термічну обробку проводять методом газової нітроцементації в печі при температурі 850-870 °C протягом 6-8 годин, при цьому протягом усього процесу обробки виконують контроль і підтримку вуглецевого потенціалу газової суміші, що насичує. 2. Спосіб за п. 1, який відрізняється тим, що підтримку вуглецевого потенціалу суміші, що насичує, проводять у межах 0,38-0,48 % СО2. 3. Спосіб за п. 1, який відрізняється тим, що для утворення суміші, що насичує, використовують авіаційне паливо марки РТ і аміак. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюMurashko Vadym Viktorovych
Автори російськоюМурашко Вадим Викторович
МПК / Мітки
МПК: C21D 9/32
Мітки: теплостійкої, високолегованої, деталей, вкс-5, зміцнення, сталі, спосіб
Код посилання
<a href="https://ua.patents.su/4-92672-sposib-zmicnennya-detalejj-z-visokolegovano-teplostijjko-stali-vks-5.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення деталей з високолегованої теплостійкої сталі вкс-5</a>
Спосіб електроімпульсно-хімічного зміцнення поверхні деталей машин зі сталі

Номер патенту: 55896
Опубліковано: 27.12.2010
Автори: Ковалевський Сергій Вадимович, Панченко Микола Володимирович, Тулупов Володимир Іванович
МПК: B23H 3/00
Мітки: спосіб, електроімпульсно-хімічного, зміцнення, машин, сталі, деталей, поверхні
Формула / Реферат:
Спосіб електроімпульсно-хімічного зміцнення поверхонь деталей машин зі сталі, що полягає у знежиренні, промиванні, зануренні в електроліт, пропусканні струму через анод, яким є спеціальний електрод, а катодом сама деталь, який відрізняється тим, що для зміцнення використовують імпульсний уніполярний струм з прямокутною формою сигналу, який регулюється за силою, частотою та сквапністю.
Спосіб одержання прокату з теплостійкої підшипникової сталі
Номер патенту: 82958
Опубліковано: 27.08.2013
Автори: Жайворонок Олександра Валентинівна, Макарчук Владімір Владіміровіч, Нікітін Сергій Борисович, Давидченко Станіслав Володимирович, Спектор Яків Ісакович, Левін Борис Арнович, Панченко Олександр Іванович, Сальніков Анатолій Семенович, Оржицька Лариса Костянтинівна, Логозинський Ігор Миколайович, Коваль Анатолій Омел'янович, Мурашкін Валєрій Васільєвіч, Ейзіпс Міхаіл Алєксандровіч, Колесник Петро Олексійович
МПК: C21D 8/00, C22B 9/20, C21D 8/06
Мітки: теплостійкої, спосіб, одержання, прокату, сталі, підшипникової
Формула / Реферат:
Спосіб одержання прокату з теплостійкої підшипникової сталі, який включає виплавку в індукційній печі сталі, її електрошлаковий та вакуумно-дуговий переплави в кристалізаторах з подальшою термодеформаційною обробкою злитків після кожного процесу плавлення, гомогенізуючий нагрів злитків вакуумно-дугового переплаву, прокатку та термічну обробку прокату, який відрізняється тим, що процес вакуумно-дугового переплаву здійснюють при одночасній...
Спосіб одержання заготовок з теплостійкої сталі для підшипників
Номер патенту: 88698
Опубліковано: 25.03.2014
Автори: Левін Борис Аронович, Логозинський Ігор Миколайович, Нікітін Сергій Борисович, Сальніков Анатолій Семенович, Жайворонок Олександра Валентинівна, Спектор Яків Ісакович, Оржицька Лариса Костянтинівна
МПК: C21D 8/00
Мітки: заготовок, сталі, теплостійкої, одержання, спосіб, підшипників
Формула / Реферат:
Спосіб одержання заготовок з теплостійкої сталі для підшипників, який включає виплавку у відкритій індукційній печі сталі, розливку сталі у виливниці, електрошлаковий переплав одержаних зливків, подальший вакуумно-дуговий переплав, гомогенізуючий відпал зливків вакуумно-дугового переплаву, підстуджування металу до температури початку гарячої деформації, гарячу деформацію зливків з одержанням заготовок, їх охолодження та подальшу термообробку,...
Спосіб виготовлення поковки з високолегованої сталі та сплаву
Номер патенту: 64484
Опубліковано: 16.02.2004
Автори: Лазоркіна Дар'я Вікторівна, Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Бедросова Лариса Василівна
МПК: B21J 1/04
Мітки: сталі, високолегованої, виготовлення, поковки, спосіб, сплаву
Формула / Реферат:
Спосіб виготовлення поковки з високолегованої сталі та сплаву, що включає нагрівання злитка, радіальне кування злитка та наступне деформування на пресі, який відрізняється тим, що після деформування заготовки на пресі здійснюють прикінцеве формування поковки радіальним куванням зі ступенем деформування 7-30%.
Спосіб приварки деталей зі сталі аустенітного класу до теплотривкої сталі перлітного класу
Номер патенту: 54455
Опубліковано: 10.11.2010
Автори: Коробка Олег Володимирович, Дурнев Сергій Олександрович, Бойко Володимир Семенович, Кашков Геннадій Алимович, Пушков Валерій Васильович, Лук'янчиков Олександр Миколайович, Климанчук Владислав Владиславович
МПК: B23K 9/00
Мітки: класу, аустенітного, спосіб, сталі, приварки, деталей, теплотривкої, перлітного
Формула / Реферат:
Спосіб приварки деталей зі сталі аустенітного класу до теплотривкої сталі перлітного класу зварювання, що проводять дугопресовим методом з використанням титану як розкиснювача, що міститься у кількості до 1 %, який відрізняється тим, що зварювання ведуть без попереднього підігріву, відкритою дугою без захисту від навколишнього середовища, при цьому вибирають мінімальний час горіння дуги, у межах 0,05-0,15 сек., а діаметр (d) деталей, що...
Попередній патент: Світлопрозорий композиційний матеріал
Наступний патент: Канал вимірювання кутових швидкостей літальних апаратів з можливістю розпізнавання ла для комбінованої лазерної системи
Випадковий патент: Спосіб організації реклами