Пристрій для обпресовування наконечників монтажних проводів
Номер патенту: 9304
Опубліковано: 30.09.1996
Автори: Яблочніков Василь Вікторович, Порубльов Василь Іванович, Власов Вячеслав Васильович
Формула / Реферат
Устройство для опрессовки наконечников монтажных проводов, содержащее корпус, привод, соединенный с узлом подачи, состоящим из вала, установленного с возможностью вращения, на выступающем конце которого закреплен эксцентрично толкатель, крючок которого взаимодействует с наконечником, узел направления и фиксации наконечников, узел опрессовки наконечников с ножом, соединенный с приводом, отличающееся тем, что, с целью повышения надежности, толкатель выполнен с выступом со стороны, обратной узлу олрессовки, соединенным пружинным элементом с корпусом.
Текст
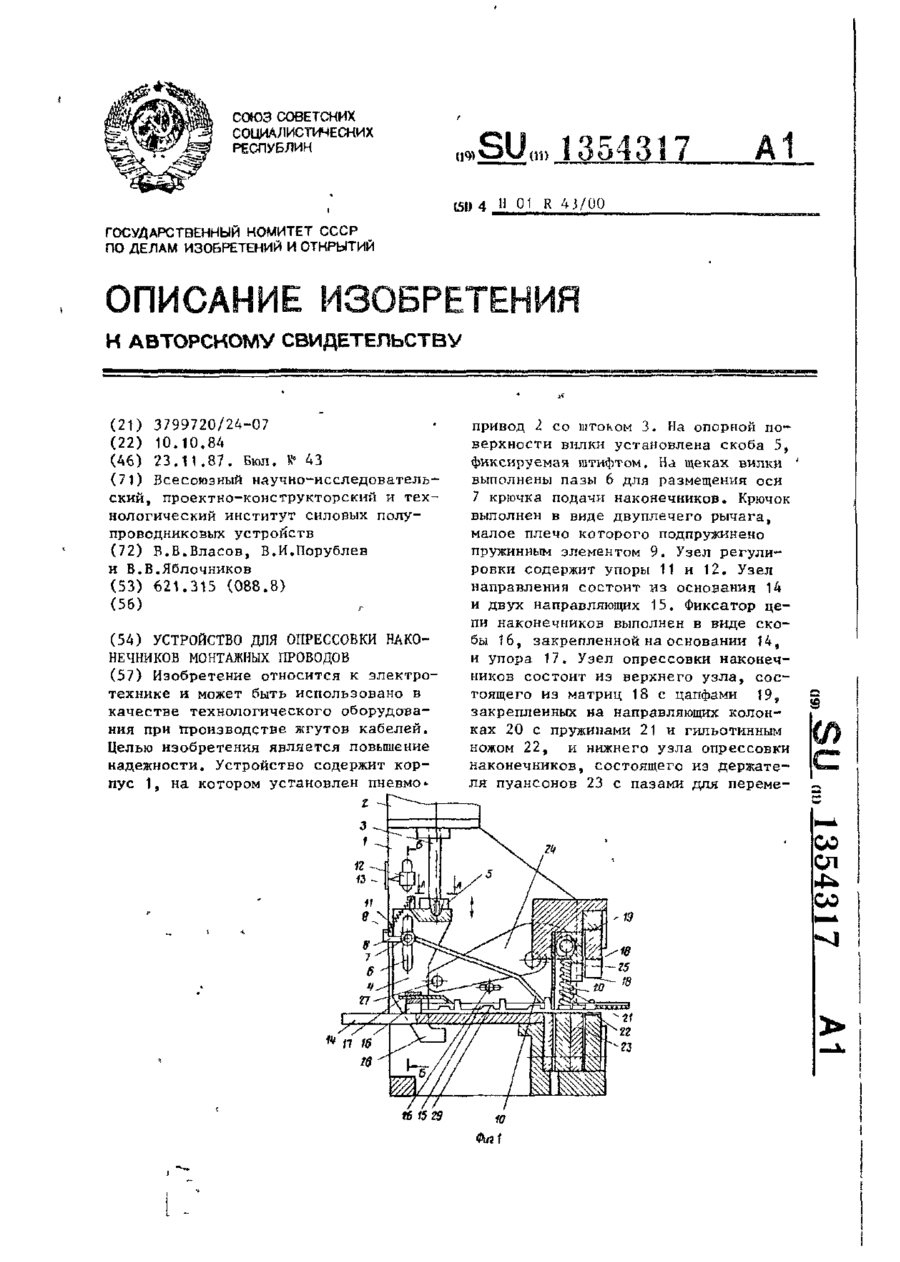
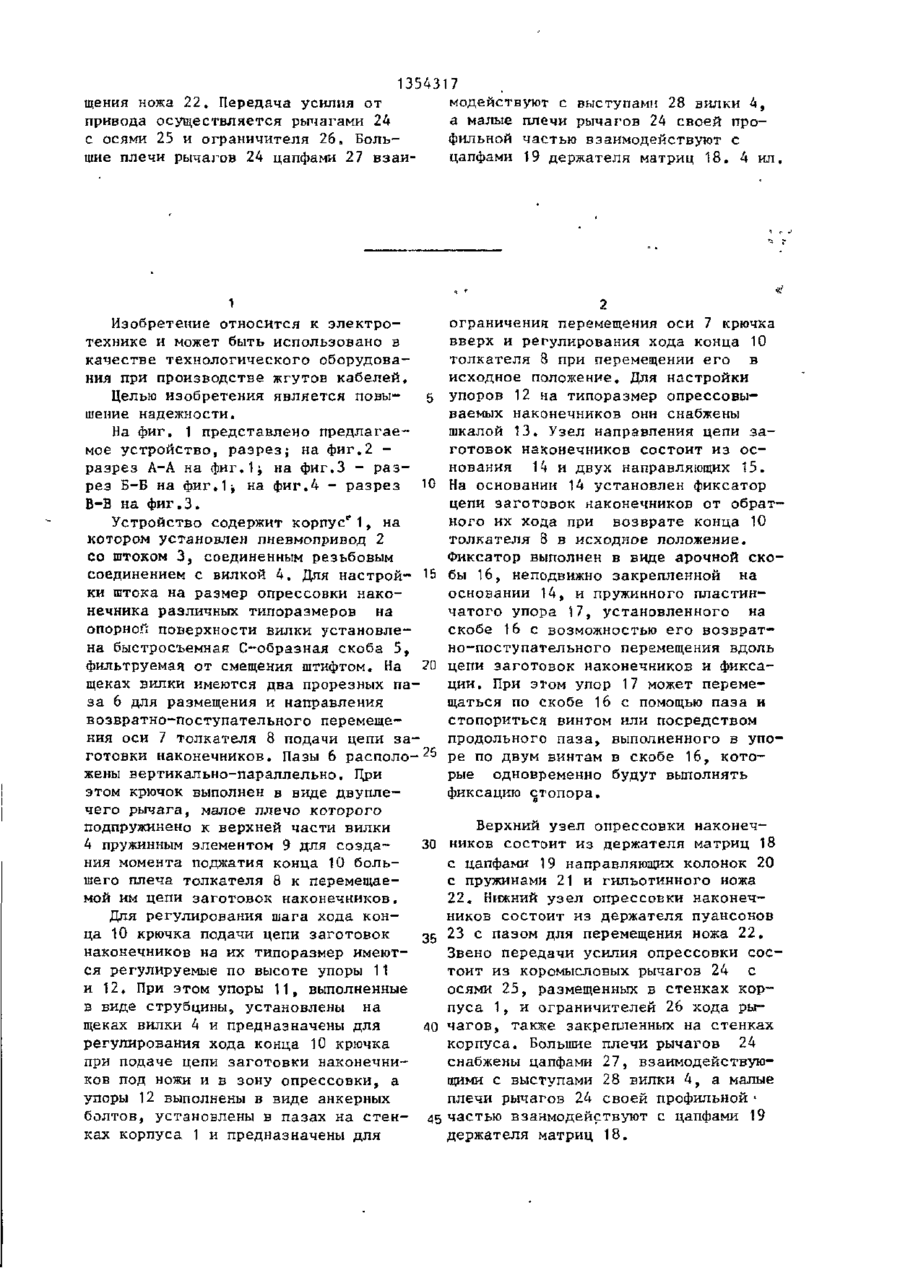
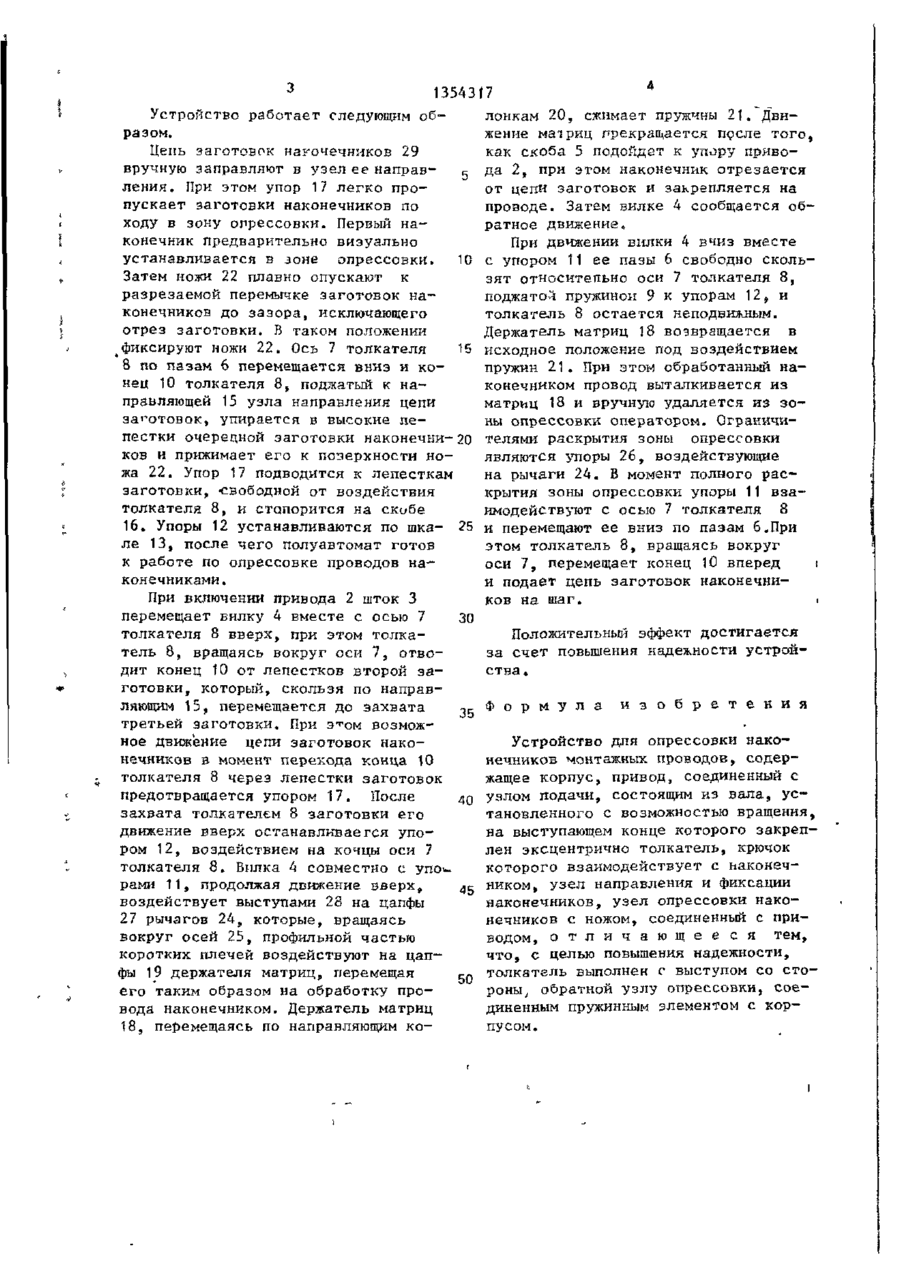
Изобретение относится к электротехнике и может быть использовано в качестве технологического оборудования при Производстве жгутов кабелей. Целью изобретения является повышение надежности. Устройство содержит корпус 1, на котором установлен пневмо привод I со штоком 3. На опорной поверхности вилки установлена скоба 5, фиксируемая штифтом. На щеках вилки выполнены пазы 6 для размещения оси 7 крючка подачи наконечников. Крючок выполнен в виде двуплечего рычага, малое плечо которого подпружинено пружинным элементом 9. Узел регулировки содержит упоры 11 и 12, Узел направления состоит из основания 14 и двух направляющих 15. Фиксатор цепи наконечников выполнен в виде скобы Ї6, закрепленной на основании 14, и упора 17. Узел опрессовки наконечников состоит из верхнего узла, состоящего из матриц 18 с цапфами 19, закрепленных на направляющих колонках 20 с пружинами 21 и гильотинным ножом 22, и нижнего узла опрессовки наконечников, состоящего из держателя пуансонов 23 с пазами для переме г 00 96 15 29 1354317 щення ножа 22. Передача усилия от модействуют с выступами 28 вилки Д, привода осуществляется рычагами 24 а малые плечи рычагов 24 своей прос осями 25 и ограничителя 26. Больфильной частью взаимодействуют с шие плечи рычагов 24 цапфами 27 взаицапфами 19 держателя матриц 18. 4 ил 1 Изобретение относится к электротехнике и может быть использовано в качестве технологического оборудования при производстве жгутов кабелей. Целью изобретения является повышение надежности. На фиг. 1 представлено предлагаемое устройство, разрез; на фиг.2 разрез А-А на фиг.1^ на фиг.З - разрез Б-Б на фиг.іі на фиг.4 - разрез В-В на фиг.3. Устройство содержит корпус*1, на котором установлен пневмопривод 2 со штоком 3, соединенным резьбовым соединением с вилкой 4. Для настройки штока на размер опрессовки наконечника различных типоразмеров на опорной поверхности вилки установлена быстросъемная С-образная скоба 5, фильтруемая от смещения штифтом. На щеках вилки имеются два прорезных паза 6 для размещения и направления возвратно-поступательного перемещения оси 7 толкателя 8 подачи цепи заготовки наконечников. Пазы 6 расположены вертикально-параллельно. Цри этом крючок выполнен в виде двуплечего рычага, малое плечо которого подпружинено к верхней части вилки 4 пружинным элементом 9 для создания момента поджатия конца 10 большего плеча толкателя 8 к перемещаемой им цепи заготовок наконечников. Для регулирования шага хода конца 10 крючка подачи цепи заготовок наконечников на их типоразмер имеются регулируемые по высоте упоры 11 и 12. При этом упоры 11, выполненные в виде струбцины, установлены на щеках вилки 4 и предназначены для регулирования хода конца 10 крючка при подаче цепи заготовки наконечников под ножи и в зону опрессовки, а упоры 12 выполнены в виде анкерных болтов, установлены в пазах на стенках корпуса 1 и предназначены для 5 10 15 20 25 ограничения перемещения оси 7 крючка вверх и регулирования хода конца 10 толкателя 8 при перемещении его в исходное положение. Для настройки упоров 12 на типоразмер спрессовываемых наконечников они снабжены шкалой 13. Узел направления цепи заготовок наконечников состоит из основания 14 и двух направляющих 15. На основании 14 установлен фиксатор цепи заготовок наконечников от обратного их хода при возврате конца 10 толкателя 8 в исходное положение. Фиксатор выполнен в виде арочной скобы 16, неподвижно закрепленной на основании 14, и пружинного пластинчатого упора 17, установленного на скобе 16 с возможностью его возвратно-поступательного перемещения вдоль цепи заготовок наконечников и фиксации. При этом упор 17 может перемещаться по скобе 16 с помощью паза и стопориться винтом или посредством продольного паза, выполненного в упоре по двум винтам в скобе 16, которые одновременно будут выполнять фиксацию стопора. Верхний узел опрессовки наконеч30 ников состоит из держателя матриц 18 с цапфами 19 направляющих колонок 20 с пружинами 21 и гильотинного ножа 22, Нижний узел опрессоЕки наконечников состоит из держателя пуансонов 35 23 с пазом для перемещения ножа 22, Звено передачи усилия опрессовки состоит из коромысловых рычагов 24 с осями 25, размещенных в стенках корпуса 1, и ограничителей 26 хода ры40 чагов, также закрепленных на стенках корпуса. Большие плечи рычагов 24 снабжены цапфами 27, взаимодействующими с выступами 28 вилки 4, а малые плечи рычагов 24 своей профильной • 45 частью взаимодействуют с цапфами 19 держателя матриц 18. 13543 17 Устройство работает следующим облонкам 20, сжимает пружчны 21, Двиразом. жение матриц прекращается после того, как скоба 5 подойдет к упору привоЦепь заготовок наконечников 29 вручную заправляют в узел ее направ- с да 2, при этом наконечник отрезается от цепи заготовок и закрепляется на ления. При этом упор 17 легко пропроводе. Затем вилке 4 сообщается обпускает заготовки наконечников по ратное движение. ходу в зону опрессовки. Первый наконечник предварительно визуально При движении вилки 4 вчиз вместе устанавливается в зоне опрессовки. 10 с упором 11 ее пазы 6 свободно скольЗатем ножи 22 плавно опускают к зят относитепьно оси 7 толкателя 8, разрезаемой перемычке заготовок наподжатой пружиной 9 к упорам 12 9 и конечников до зазора, исключающего толкатель 8 остается неподвижным. отрез заготовки, В таком положении Держатель матриц 18 возвращается в фиксируют ножи 22. Ось 7 толкателя 15 исходное положение под воздействием t 8 по пазам 6 перемещается вниз и копружин 21. При этом обработанный нанец 10 толкателя 8, поджатый к наконечником провод выталкивается из правляющей 15 узла направле ния цепи матриц 18 и вручную удаляется из зозаготовок, упирается в высокие лены опрессовки оператором. Ограничипестки очередной заготовки наконечни-20 телями раскрытия зоны опрессовки ков и прижимает его к поверхности ноявляются упоры 26, воздействующие жа 22. Упор 17 подводится к лепесткам на рычаги 24, В момент полного расзаготовки, свободной от воздействия крытия зоны опрессовки упоры 11 взатолкателя 8, и стопорится на скобе имодействуют с осью 7 толкателя 8 16. Упоры 12 устанавливаются по шка- 25 и перемещают ее вниз по пазам 6,При ле 13, после чего полуавтомат готов этом толкатель 8, вращаясь вокруг к работе по опрессовке проводов наоси 7, перемещает конец 10 вперед і конечниками. и подает цепь заготовок наконечников на шаг. і При включении привода 2 шток 3 перемещает вилку 4 вместе с осью 7 30 Положительный эффект достигается толкателя 8 вверх, при этом толкатель 8, вращаясь вокруг оси 7, отвоза счет повышения надежности устройдит конец 10 от лепестков второй заства. готовки, который, скользя по направляющим 15, перемещается до захвата ^г Ф о р м у л а и з о б р е т е н и я третьей заготовки. При э^ом возможное движение цепи заготовок накоУстройство для опрессовки наконечников в момент перекода конца 10 нечников монтажных проводов, содертолкателя 8 через лепестки заготовок жащее корпус, привод, соединенный с предотвращается упором 17. После 40 узлом подачи, состоящим из вала, усзахвата толкателем 8 заготовки его тановленного с возможностью вращения, движение вверх останавливается упона выступающем конце которого закрепром 12, воздействием на концы оси 7 лен эксцентрично толкатель, крючок толкателя 8. Вилка 4 совместно с ynow которого взаимодействует с наконечрами 11, продолжая движение вверх, ^5 ником, узел направления и фиксации воздействует выступами 23 на цапфы наконечников, узел опрессовки нако27 рыча гов 24, которые, вращаясь нечников с ножом, соединенный с привокруг осей 25, профильной частью водом, о т л и ч а ю щ е е с я тем, коротких плечей воздействуют на цапчто, с целью повышения надежности, фы 19 держателя матриц, перемещая ^ толкатель выполнен с выступом со стоего таким образом на обработку пророны, обратной узлу опрессовки, соевода наконечником. Держатель матриц диненным пружинным элементом с кор18, перемещаясь по направляющим копусом. 3 ll.'HI/ A-A 12 6-5 .1 в У//// rr-r-J 5-6 П 1 і ФагЪ Редактор В.Данко Составитель Ю.Киселев Техред Л.Сердюкова Корректор А.Обручар Заказ 5706/50 Тираж 625 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб„, д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул., Проектная,
ДивитисяДодаткова інформація
Назва патенту англійськоюPressure testing device for connector wires
Автори англійськоюVlasov Viacheslav Vasyliovych, Porubliov Vasyl Ivanovych, Yablochnikov Vasyl Viktorovych
Назва патенту російськоюУстройство для опрессовки наконечников монтажных проводов
Автори російськоюВласов Вячеслав Васильевич, Порублев Василий Иванович, Яблочников Василий Викторович
МПК / Мітки
МПК: H01R 43/00
Мітки: пристрій, наконечників, монтажних, обпресовування, проводів
Код посилання
<a href="https://ua.patents.su/4-9304-pristrijj-dlya-obpresovuvannya-nakonechnikiv-montazhnikh-provodiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для обпресовування наконечників монтажних проводів</a>
Двошарнірний пластинчатий ланцюг з штовхачем
Номер патенту: 4636
Опубліковано: 28.12.1994
Автор: Рахманов Микола Миколайович
МПК: B65G 17/30
Мітки: штовхачем, пластинчатий, двошарнірний, ланцюг
Формула / Реферат:
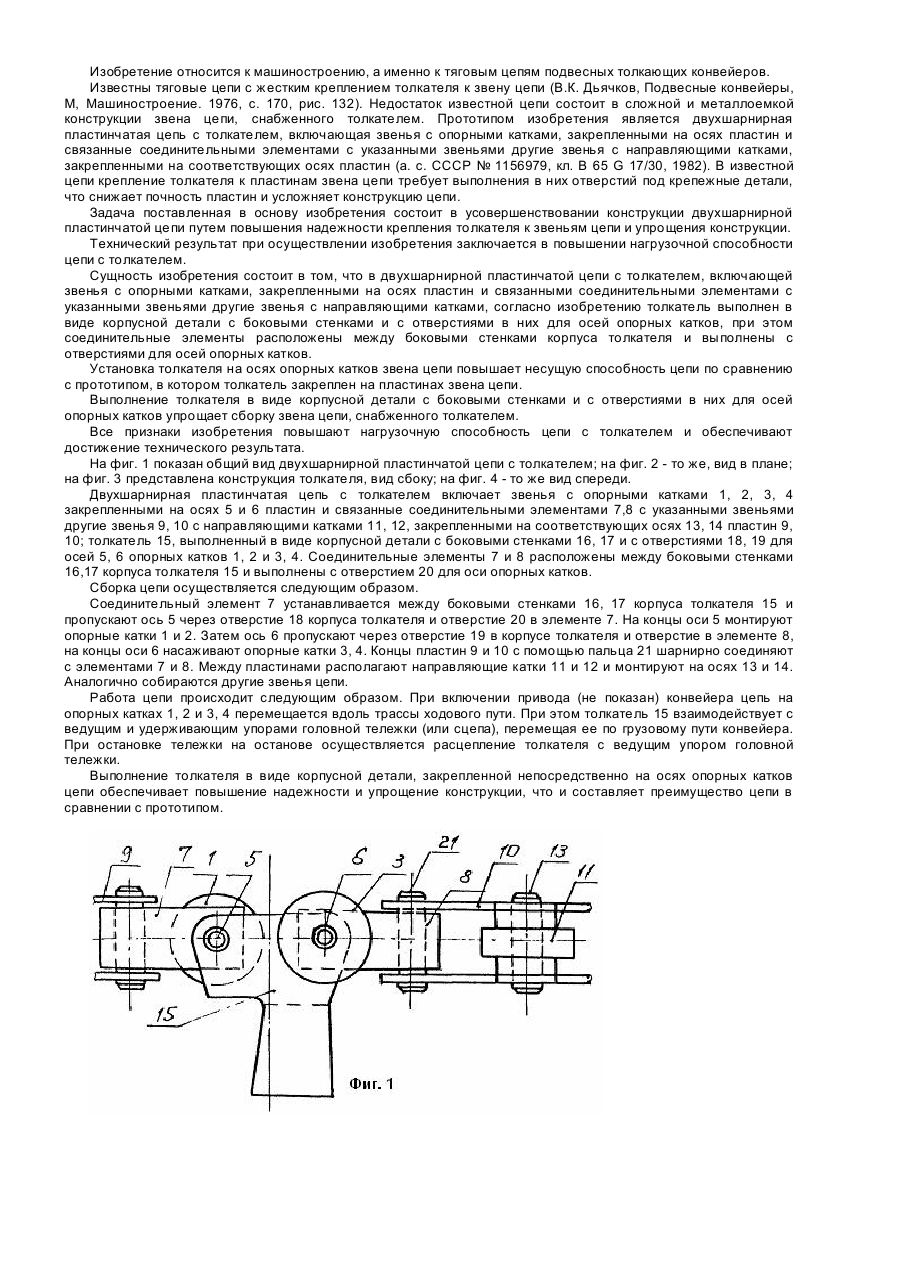
Двухшарнирная пластинчатая цепь с толкателем, включающая звенья с опорными катками, закрепленными на осях пластин и связанные соединительными элементами с указанными звеньями другие звенья с направляющими катками, закрепленными на соответствующих осях пластин, отличающаяся тем, что толкатель выполнен ввиде корпусной детали с боковыми стенками и с отверстиями в них для осей опорных катков, при этом соединительные элементы расположены...
Пристрій для електричного з’єднання проводів живлення контактної мережі
Номер патенту: 1190
Опубліковано: 30.12.1993
Автор: Чеботарьов Григорій Аврамович
Мітки: з'єднання, контактної, мережі, живлення, проводів, електричного, пристрій
Формула / Реферат:
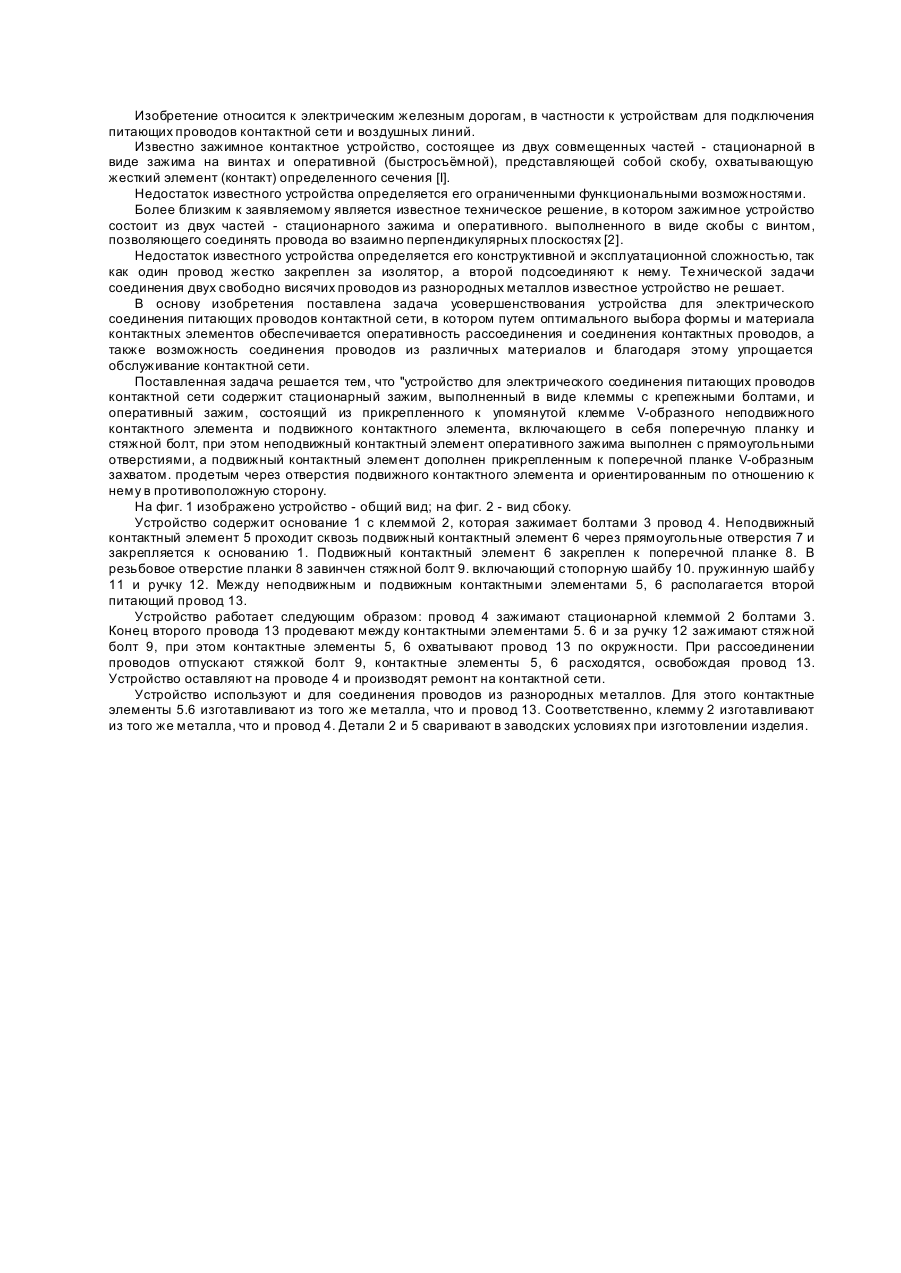
Устройство для электрического соединения питающих проводов контактной сети, содержащее стационарный зажим, выполненный в виде клеммы с крепежными болтами, и оперативный зажим, состоящий из прикрепленного к упомянутой клемме V-образного неподвижного контактного элемента и подвижного контактного элемента, включающего в себя поперечную планку и стяжной болт. отличающееся тем, что неподвижный контактный элемент оперативного зажима выполнен с...
Спосіб захисту монтажних з’єднань залізобетонних будівельних конструкцій
Номер патенту: 3843
Опубліковано: 27.12.1994
Автори: Подвальний Абрам Мойсейович, Скоробогач Лариса Петрівна, Терліковський Євгеній Васильович
МПК: C04B 41/45
Мітки: будівельних, монтажних, конструкцій, захисту, з'єднань, залізобетонних, спосіб
Формула / Реферат:
Способ защиты монтажных соединений железобетонных строительных конструкций, включающий нанесение на поверхность соединений композиции, содержащей цинковый порошок и водный раствор силиката щелочного металла при массовом соотношении 4: 1, сушку и обработку раствором аммонийсодержащего компонента, отличающийся тем, что, с целью упрощения технологии за счет исключения пропарирования, повышения защитных свойств покрытия и адгсзионной...
Запорний пристрій
Номер патенту: 202
Опубліковано: 30.04.1993
Автори: Кудрявцєв Василь Іванович, Костюк Григорій Петрович
МПК: E05B 65/12
Формула / Реферат:
Формула изобретенияЗапирающее устройство, преимущественно для корпуса с откидной крышкой, содержащее запорный элемент с гнездом, размещенный на откидной крышке, и расположенные в корпусе запирающий двуплечий рычаг, на одном плече которого установлен подпружиненный толкатель, а на другом выполнен фиксирующий язычок для размещения в гнезде запорного элемента, отличающееся тем, что, с целью повышения надежности фиксации, оно...
Вантажозахватний пристрій
Номер патенту: 8161
Опубліковано: 26.12.1995
Автори: Рудштейн Ілля Лазаревич, Кацовіч Григорій Мойсейович, Семковськая Наталя Парфеніївна, Смоляр Іван Яковлевич, Берман Кирил Адольфович, Жигулін Володимир Іванович, Матвієнко Володимир Федорович, Хозло Віталій Христофорович, Челпанов Геннадій Павлович, Шканов Олег Юхимович, Демішев Костянтин Іванович
МПК: B66C 1/42
Мітки: пристрій, вантажозахватний
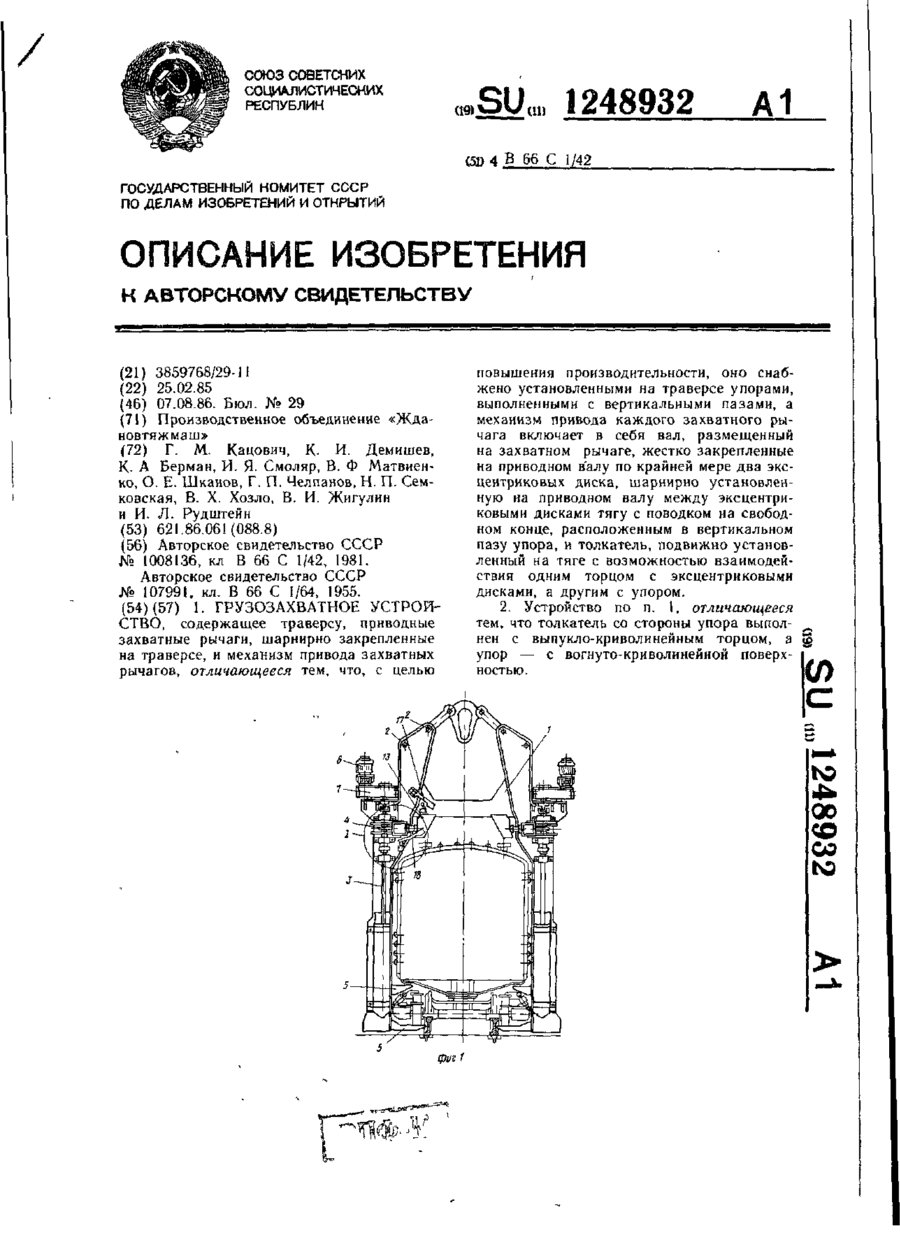
Формула / Реферат:
(57) 1. ГРУЗОЗАХВАТНОЕ УСТРОЙСТВО, содержащее траверсу, приводные захватные рычаги, шарнирно закрепленные на траверсе, и механизм привода захватных рычагов, отличающееся тем, что, с целью повышения производительности, оно снабжено установленными на траверсе упорами, выполненными с вертикальными пазами, а механизм привода каждого захватного рычага включает в себя вал, размещенный на захватном рычаге, жестко закрепленные на приводном валу по...
Попередній патент: Автомат для мірної нарізки трубок з полімерного матеріалу
Наступний патент: Ручний пневмопрес для обпресовування наконечників монтажних проводів
Випадковий патент: Система захисту від вітру