Спосіб виготовлення макрогетерогенних композиційних матеріалів
Номер патенту: 93135
Опубліковано: 25.09.2014
Автори: Мудрук Леонід Олександрович, Затуловський Андрій Сергійович

Формула / Реферат
1. Спосіб виготовлення макрогетерогенних композиційних матеріалів, що включає заповнення ливарної форми з залізовуглецевим наповнювачем легкоплавкою пластичною складовою, який відрізняється тим, що для заповнення ливарної форми з залізовуглецевим наповнювачем використовують алюмінієвий розплав, легований поверхнево-активними елементами.
2. Спосіб за п. 1, який відрізняється тим, що як поверхнево-активний елемент, використовують кадмій в концентрації 1,0-1,5 %.
Текст
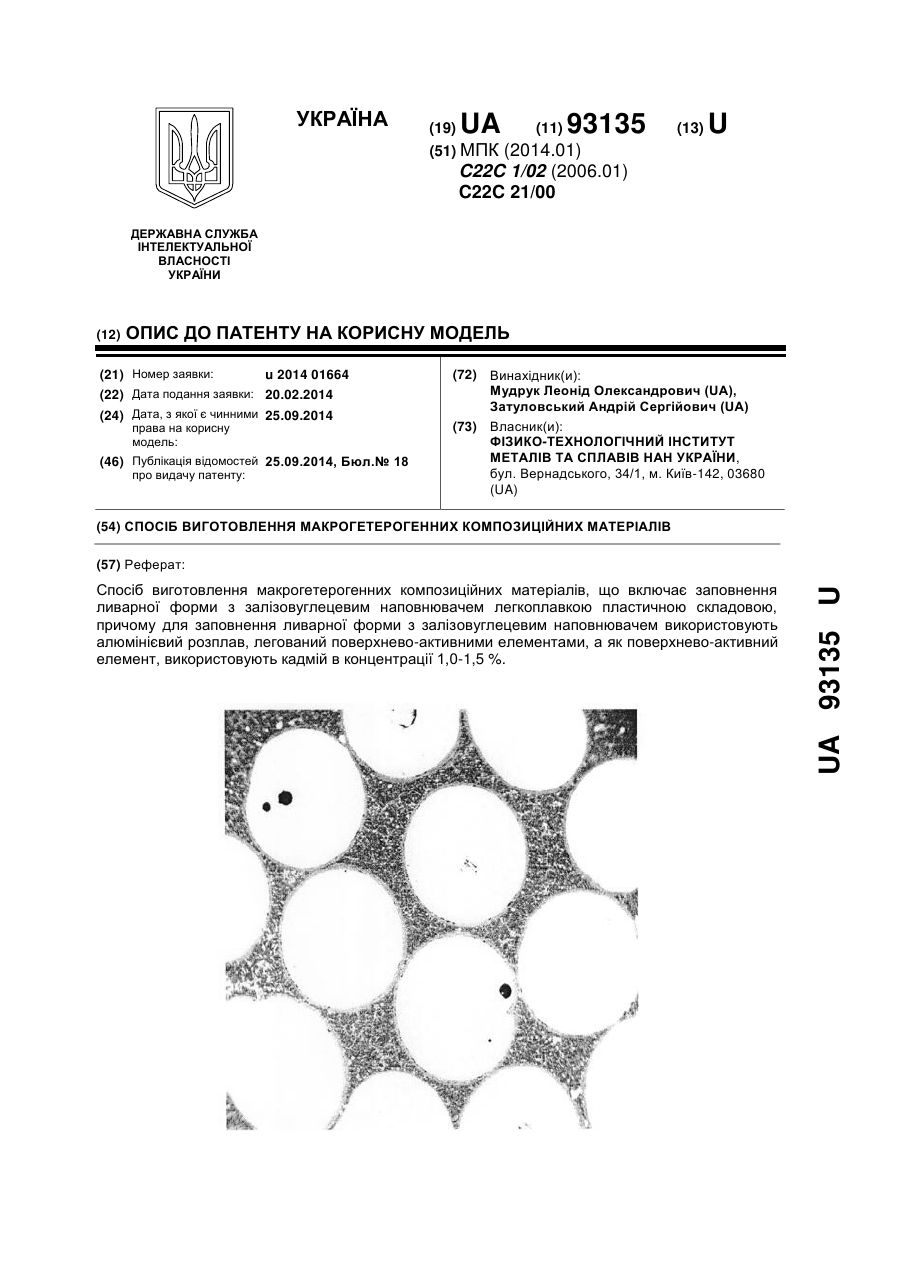
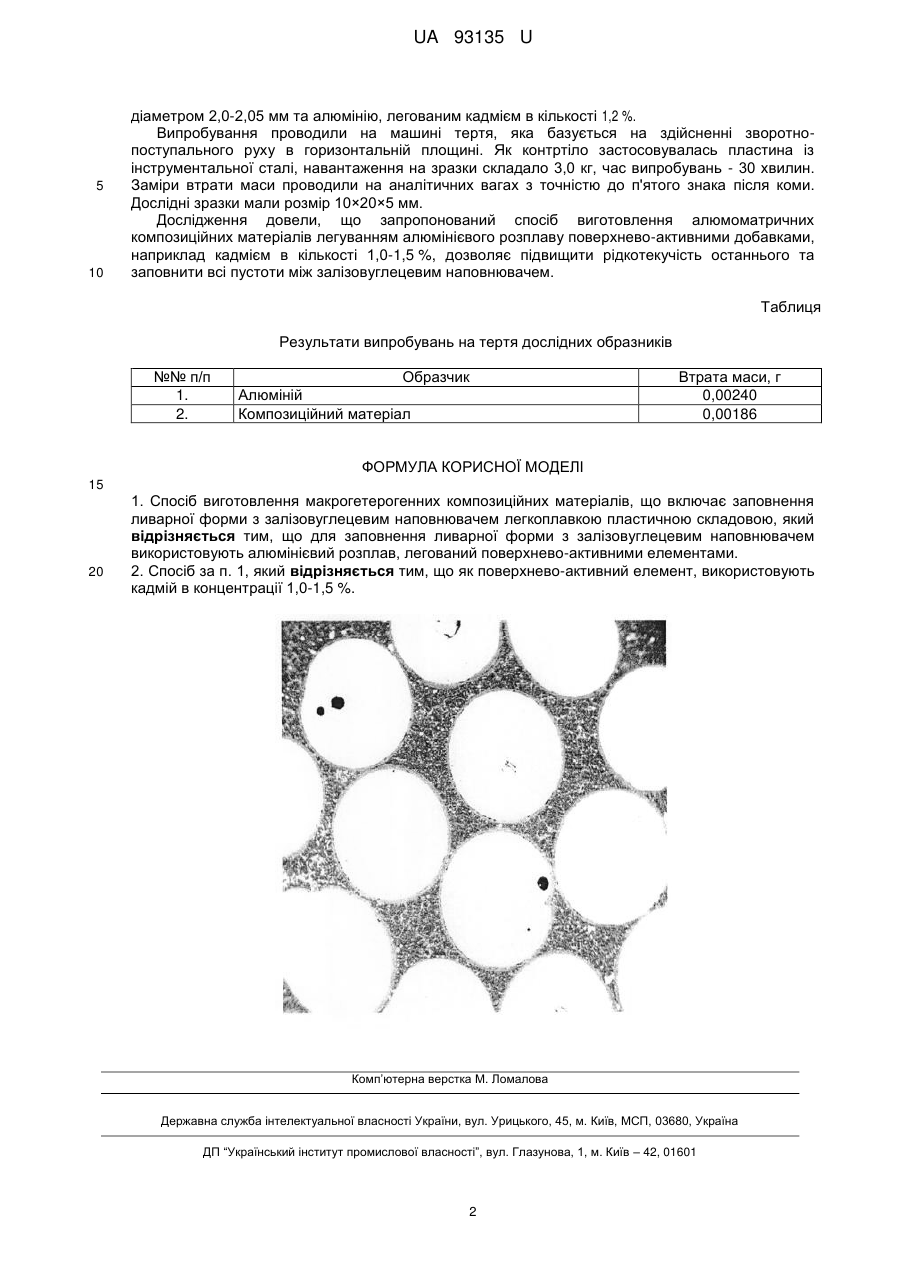
Реферат: UA 93135 U UA 93135 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель, що пропонується, належить до галузі машинобудування, зокрема до виготовлення антифрикційних матеріалів та сплавів, які використовуються для виготовлення деталей машин, що працюють в умовах значних навантажень. Відомий спосіб виготовлення макрогетерогенних композиційних матеріалів (Иванова Р.К., Юга А.И., Колесниченко Л.Ф. Строение и свойства литых композитов на основе высокопрочных гранул. Сборник "Литье с применением инокуляров". – Киев: Институт проблем литья АН УССР, 1981. - С. 27-29), який полягає в просочуванні через дріб, завчасно закладений в ливарну форму, розплавом бронзи при вакуумуванні. Недоліком такого способу є те, що процес просочування через дріб бронзи проходить у вакуумній установці, що значно ускладнює роботу та потребує великих матеріальних затрат. Відомі способи виготовлення макрогетерогенних композиційних матеріалів (Затуловский С.С., Мудрук Л.А. Получение и применение металлической дроби. - Μ.: Металлургия, 1988. 182 с.), які передбачають очистку та активацію поверхні часток чавунного дробу металізацією мідним чи алюмінієвим порошками механічним способом, створюючи покриття гранул товщиною 1,0-70,0 мкм. Недоліком такого способу є те, що таке механічне покриття чавунного дробу мідними чи алюмінієвими порошками потребує багато часу, не ефективне та не сприяє повному просочуванню і заповненню ливарної форми з дробом. Найбільш близьким до корисної моделі по технічній суті та ефекту, що досягається, є спосіб виготовлення композиційних матеріалів твердо-рідкофазним суміщенням (Затуловский А.С., Лакеев В.Α., Каранда Е.А. Литые алюмоматричные антифрикционные композиционные материалы, армированные стальными гранулами. Материалы II Международной научнопрактической конференции "Литейное производство: технологии, материалы, оборудование, экономика и экология". 19-21 ноября 2012 года. - Киев. ФТИМС НАН Украины, 2012, С. 131-133), який полягає в тому, що шар сталевого дробу, завчасно засипаного в прес-форму, заливали рідким силуміном, розігрітим до температури 800-810 °С, та за допомогою пуансона прикладали навантаження 70-80 кПа. Недоліком цього способу є складність його виконання, яке потребує спеціального обладнання, чіткого дотримання заданих температурних режимів та не гарантує проникнення розплаву на потрібну глибину шару дробу. В основу корисної моделі поставлена задача спрощення процесу виготовлення макрогетерогенних композиційних матеріалів на основі залізовуглецевого наповнювача та алюмінієвої складової, отримання алюмоматричних композиційних матеріалів з високими механічними характеристиками. Поставлена задача вирішується тим, що в способі виготовлення макрогетерогенних композиційних матеріалів, що включає заповнення ливарної форми з залізовуглецевим наповнювачем легкоплавкою пластичною складовою, згідно з корисною моделлю, для заповнення ливарної форми з залізовуглецевим наповнювачем використовують алюмінієвий розплав, легований поверхнево-активними елементами. Як поверхнево-активний елемент пропонується кадмій в концентрації 1,0-1,5 %. Заповнення ливарної форми з залізовуглецевим наповнювачем, наприклад сталевим дробом, потребує легкоплавкої пластичної складової з певними властивостями - низькою в'язкістю та поверхневим натягом, поліпшеною змочуваністю та високою рідкотекучістю. Алюмінієвий розплав, в силу своєї хімічної природи та схильності до миттєвої взаємодії з киснем, такими властивостями не наділений. Заповнення пустот між дробом проблематично. Поліпшити змочуваність та підвищити рідкотекучість можливо добавкою в алюмінієвий розплав поверхнево-активних елементів. Так, добавка в алюмінієвий розплав кадмію в кількості 1,01,5 % підвищує його розтікання по сталі в 15-20 разів. Заявлений спосіб здійснюється таким чином. Алюмінієвий розплав готують в плавильній печі і доводять до температури 720-730 °C, виймають з печі і вводять в розплав подрібнений кадмій в кількості 1,5 % від маси розплаву, перемішують і повертають до печі. Після досягнення заданої температури 720-730 °С розплав виймають з печі і заливають ним ливарну форму, заповнену очищеним сталевим дробом, і тепер вже ливарну форму заповнену дробом і залиту легованим алюмінієвим розплавом переносять до печі та нагрівають до температури 720730 °C, витримують 5-6 хвилин, виймають з печі та залишають до повного охолодження. На кресленні показано структуру макрогетерогенного композиційного матеріалу на основі сталевого дробу та алюмінієвої матриці легованої кадмієм в кількості 1,2 % (×20). Усі пустоти між сталевим дробом заповнені алюмінієм. В таблиці наведені порівняльні дані випробувань на тертя зразків із чистого алюмінію та алюмоматричного композиційного матеріалу, котрий був утворений із сталевого дробу 1 UA 93135 U 5 10 діаметром 2,0-2,05 мм та алюмінію, легованим кадмієм в кількості 1,2 %. Випробування проводили на машині тертя, яка базується на здійсненні зворотнопоступального руху в горизонтальній площині. Як контртіло застосовувалась пластина із інструментальної сталі, навантаження на зразки складало 3,0 кг, час випробувань - 30 хвилин. Заміри втрати маси проводили на аналітичних вагах з точністю до п'ятого знака після коми. Дослідні зразки мали розмір 10×20×5 мм. Дослідження довели, що запропонований спосіб виготовлення алюмоматричних композиційних матеріалів легуванням алюмінієвого розплаву поверхнево-активними добавками, наприклад кадмієм в кількості 1,0-1,5 %, дозволяє підвищити рідкотекучість останнього та заповнити всі пустоти між залізовуглецевим наповнювачем. Таблиця Результати випробувань на тертя дослідних образників №№ п/п 1. 2. Образчик Алюміній Композиційний матеріал Втрата маси, г 0,00240 0,00186 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 1. Спосіб виготовлення макрогетерогенних композиційних матеріалів, що включає заповнення ливарної форми з залізовуглецевим наповнювачем легкоплавкою пластичною складовою, який відрізняється тим, що для заповнення ливарної форми з залізовуглецевим наповнювачем використовують алюмінієвий розплав, легований поверхнево-активними елементами. 2. Спосіб за п. 1, який відрізняється тим, що як поверхнево-активний елемент, використовують кадмій в концентрації 1,0-1,5 %. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюMudruk Leonid Oleksandrovych
Автори російськоюМудрук Леонид Александрович
МПК / Мітки
МПК: C22C 21/00, C22C 1/02
Мітки: композиційних, матеріалів, виготовлення, макрогетерогенних, спосіб
Код посилання
<a href="https://ua.patents.su/4-93135-sposib-vigotovlennya-makrogeterogennikh-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення макрогетерогенних композиційних матеріалів</a>
Спосіб виготовлення деревних композиційних матеріалів
Номер патенту: 3752
Опубліковано: 15.12.2004
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: деревних, матеріалів, виготовлення, композиційних, спосіб
Формула / Реферат:
1. Спосіб виготовлення деревних композиційних матеріалів (фанери, стружкових плит, плит MDF, плит OSB тощо), що включає операції формування пакета, підпресування, пресування і обробку охолодженням, шліфуванням, обрізуванням, опорядженням готових матеріалів, який відрізняється тим, що після операції гарячого пресування готові нагріті матеріали піддають ущільнюванню прокатуванням між притискними елементами при кімнатній температурі 18-25°С, а...
Компонент сумішей для виготовлення композиційних матеріалів
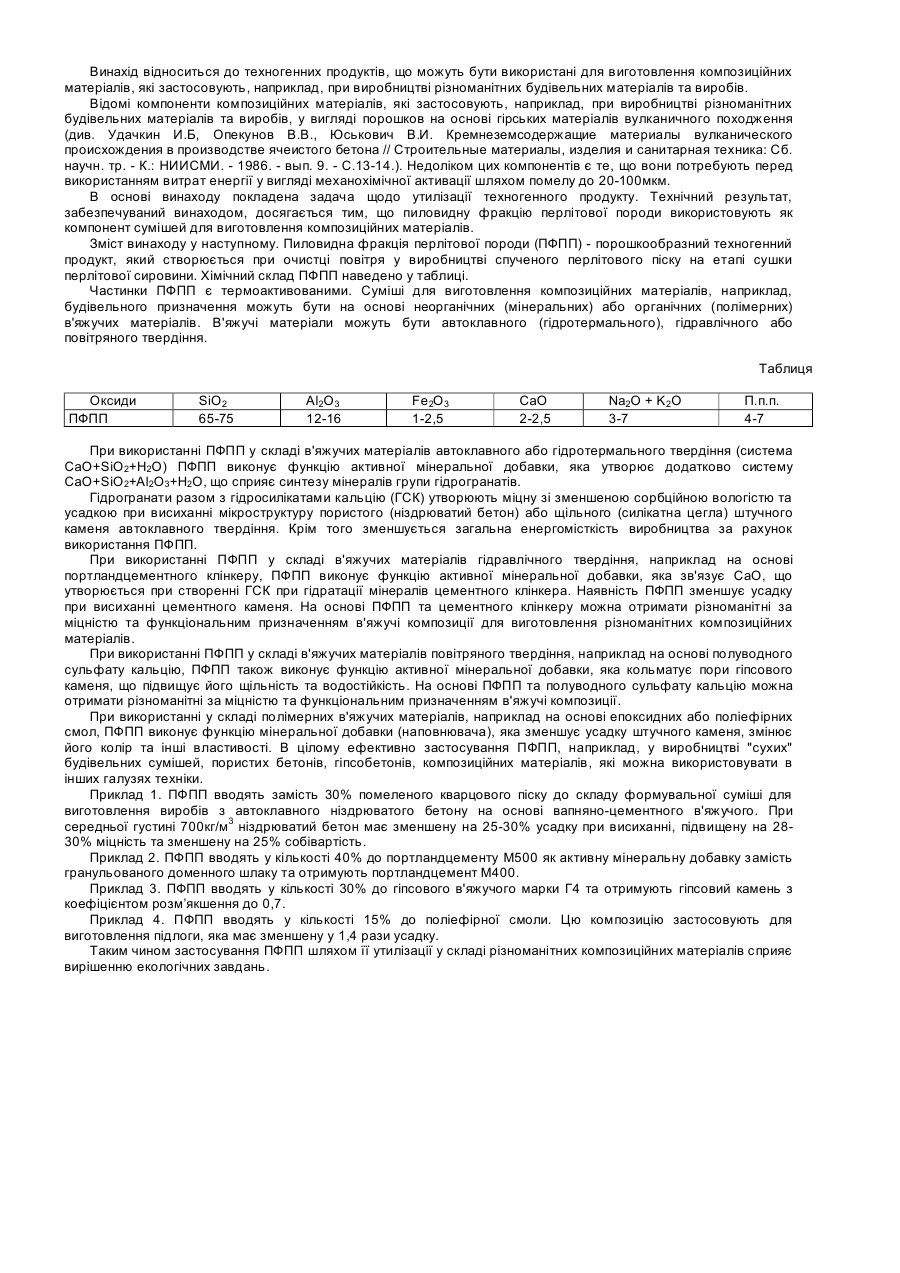
Номер патенту: 68745
Опубліковано: 16.08.2004
Автори: Романенко Олександр Олександрович, Пукиш Володимир Васильович, Опєкунов Вадим Вікторович
МПК: C04B 7/00
Мітки: композиційних, компонент, сумішей, виготовлення, матеріалів
Формула / Реферат:
Застосування пиловидної фракції перлітової породи як компонента сумішей для виготовлення композиційних матеріалів.
Спосіб виготовлення аеродинамічних несучих поверхонь з композиційних матеріалів безперервним намотуванням
Номер патенту: 70825
Опубліковано: 25.06.2012
Автори: Могильний Геннадій Анатолійович, Кірєєв Ігор Юлійович, Жуков Михайло Станіславович
МПК: B64F 5/00, B64C 3/00, B32B 33/00
Мітки: спосіб, несучих, намотуванням, аеродинамічних, матеріалів, поверхонь, виготовлення, безперервним, композиційних
Формула / Реферат:
Спосіб виготовлення аеродинамічних несучих поверхонь з композиційних матеріалів безперервним намотуванням армуючого матеріалу на оправку, що обертається, по комбінованій траєкторії, який відрізняється тим, що поверхня оправки має дві принципові дільниці з великою та малою кривизною, а укладання матеріалу здійснюють таким чином, що по поверхнях з великою кривизно укладання відбувається по траєкторії зі змінним відхиленням від геодезичної в...
Спосіб виготовлення виробів із композиційних матеріалів
Номер патенту: 32310
Опубліковано: 15.12.2000
Автори: Харченко Євген Іванович, Фрегер Гарі Юхимович, Коструб Володимир Олексійович
МПК: B29D 23/00, B29C 33/00
Мітки: спосіб, виробів, матеріалів, виготовлення, композиційних
Текст:
...запропонованого способу. Цифрами визначено: 1 - шпулярник з джгутами основної арматури; 2 ванна із зв'язуючим з підігрівом; 3 - віджимна філь'єра; 4 - пучок просіченої арматури; 5 - філь'єра обмотувального вузла; 6 - обмотник; 7 додатковий шпулярник з основною арматурою; 8 - філь'єра обпліточного вузла; 9 - обплітаючий вузол; 10 - короткі формуючі філь'єри; 11 попередня термокамера; 12 - формуючі ролики; 13 - термокамера остаточної...
Спосіб виготовлення виробу з полімерних композиційних матеріалів
Номер патенту: 86703
Опубліковано: 12.05.2009
Автори: Желтов Павло Миколайович, Луговський Віктор Володимирович, Малий Микола Андрійович, Заворітько Іван Євсійович
МПК: B32B 27/00
Мітки: виробу, полімерних, матеріалів, виготовлення, спосіб, композиційних
Формула / Реферат:
Спосіб виготовлення виробу з полімерних композиційних матеріалів, що включає просочування рулонного довгомірного волокнистого матеріалу полімерним сполучним, нанесення модифікуючого порошкового компонента на одну з його поверхонь, прокатування матеріалу з нанесеним порошковим шаром і формування з нього виробу, який відрізняється тим, що нанесення порошкового компонента здійснюють безпосередньо під час формування виробу, яке виконують шляхом...
Попередній патент: Бурове долото
Наступний патент: Спосіб затягування різьбових з’єднань
Випадковий патент: Спосіб отримання промислової вибухової речовини