Спосіб виготовлення аеродинамічних несучих поверхонь з композиційних матеріалів безперервним намотуванням
Номер патенту: 70825
Опубліковано: 25.06.2012
Автори: Могильний Геннадій Анатолійович, Кірєєв Ігор Юлійович, Жуков Михайло Станіславович
Формула / Реферат
Спосіб виготовлення аеродинамічних несучих поверхонь з композиційних матеріалів безперервним намотуванням армуючого матеріалу на оправку, що обертається, по комбінованій траєкторії, який відрізняється тим, що поверхня оправки має дві принципові дільниці з великою та малою кривизною, а укладання матеріалу здійснюють таким чином, що по поверхнях з великою кривизно укладання відбувається по траєкторії зі змінним відхиленням від геодезичної в межах сил тертя таким чином, щоб кути армування траєкторії укладання наближалися до 45 градусів, а по поверхнях з малою кривизною укладання армуючого матеріалу відбувається по геодезичних траєкторіях.
Текст
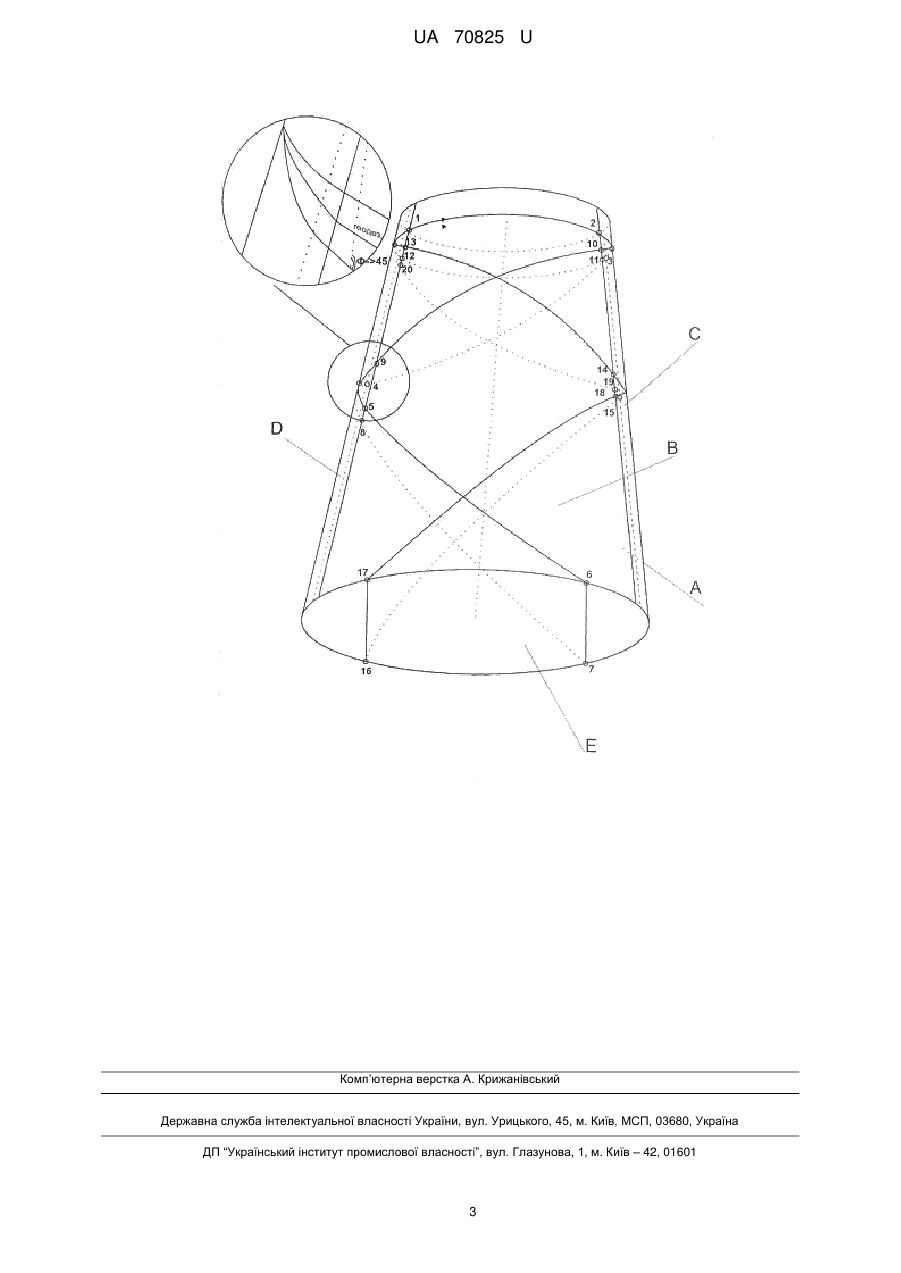
Реферат: Спосіб виготовлення аеродинамічних несучих поверхонь з композиційних матеріалів включає безперервне намотування армуючого матеріалу на оправку, що обертається, по комбінованій траєкторії. Поверхня оправки має дві дільниці з великою та малою кривизною. По поверхнях з великою кривизно укладання здійснюють по траєкторії зі змінним відхиленням від геодезичної в межах сил тертя, а по поверхнях з малою кривизною - по геодезичних траєкторіях. UA 70825 U (12) UA 70825 U UA 70825 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до технології виготовлення виробів із композиційних матеріалів методом безперервного автоматизованого намотування, таких як аеродинамічних несучих поверхонь, вертолітних лопатей, силових установок насосів, повітряних і водяних гвинтів, вентиляторів, компресорів, рулів керування та інш. Може застосовуватись в авіа-, ракето-, судно-, машинобудуванні й інших сучасних галузях промисловості. Відомий спосіб виготовлення авіаційних гвинтів, що містить безліч операцій й переходів і включає як елементи намотування (підмотування), так і викладки виробу з композиційних матеріалів (див. Гайдачук И.Е. и др. Технология производства летательных аппаратов из композиционных материалов.- Харьков: ХЛИ, 1986, с.307-326). Головні недоліки способу - неможливість автоматизувати процес виготовлення виробу через наявність значної кількості технологічних переходів, що потребують ручної праці, пов'язаної з розкроєм й викладкою окремих елементів. Відомий спосіб виготовлення обшивки крил літака шляхом безперервного кільцевого намотування під кутом до оправки, на кромках якої виконують зубчастий елемент із утворенням східчастої поверхні (див. Композиционные материалы в конструкции летательных аппаратов/Пер, с англ. Г.А. Молодцова.- М.: Машиностроение, 1975. - С.27-29, рис. 36, 4.2. Там же, с. 27-30). Головні недоліки способу - наявність дорогого оснащення складної форми із зубчастосхідчастою поверхнею на передній й задній кромках, призначеного до усунення сповзання стрічки на кромках, неможливість зміни товщини стінки в потрібному напрямку. Відомий спосіб виготовлення виробів зі складним профілем, що ґрунтується на безперервній багатоциклічній намотці композиційного матеріалу по геодезичних траєкторіях на оправку, яка обертається, що є найближчим технічним рішенням, прийнятим за найближчий аналог. При виготовленні виробів цим способом укладання армуючого матеріалу роблять, починаючи від кінцевого перерізу оправки до кореневого й назад, комбінованою траєкторією, що складається в кожному циклі із чотирьох спіральних ділянок, що плавно переходять одна в одну, причому початкову точку укладання матеріалу в кожному наступному циклі зміщують відносно аналогічної точки попереднього циклу в напрямку кореневого торця. Цей спосіб не вимагає дорогого оснащення, надає необхідну зміну товщини виробу по довжині, але не забезпечує оптимальних кутів укладання на поверхні оправки, оскільки ці кути при укладанні по геодезичних траєкторіях залежать від геометричних характеристик оправки. Це призводить до нераціонального використання армуючого матеріалу та збільшення маси конструкцій. У основу корисної моделі поставлена задача створення технології безперервного автоматизованого намотування виробів цілісної структури з товщиною, що планомірно змінюється та забезпечує оптимальні кути укладання армуючого матеріалу на значній поверхні конструкції, наприклад невісесиметричного аеродинамічного силового елемента, зі значним економічним ефектом за рахунок скорочення матеріалоємності без зниження несучої здатності виробу, і підвищення продуктивності і якості виробництва. Поставлена задача вирішується тим, що у відомому способі виготовлення виробів з композиційних матеріалів для конструкцій зі складним профілем, який включає безперервне багатоітераційне намотування композиційного матеріалу на оправку, що обертається та має випуклу направляючу, яка складається із зон з малою та великою кривизною, укладання матеріалу відбувається по комбінованій траєкторії, в якій матеріал розміщується у зонах з великою кривизною по траєкторіях, розрахованих з урахуванням сил тертя (траєкторії зі змінним відхиленням від геодезичної в межах сил тертя), а в зонах з малою кривизною згідно з геодезичною траєкторією (без урахування сил тертя) таким чином, щоб на значній поверхні виробу забезпечити оптимальні кути укладання армуючого матеріалу, які становлять значення, близькі до 45 градусів. Спосіб реалізується таким чином. На поверхні оправки треба виділити дві принципові ділянки: (А, В) - мають поверхню з малою кривизною, (С, Д) мають поверхню з великою кривизною. Підготовлену за звичайною технологією оправку встановлюють у шпиндель верстата з ЧПУ й за програмою, що забезпечує укладання армуючого матеріалу по геодезичній траєкторії та траєкторії зі змінним відхиленням від геодезичної в межах сил тертя. Виконують цикл, що складається з (креслення): окружної траєкторії, що проходить по поверхні В від точки 1 до точки 2, яка лежить на передній кромці; траєкторії з постійним відхиленням від геодезичної від точки 2 до точки 3 по 1 UA 70825 U 5 10 15 20 25 30 35 40 боковій поверхні С, яка укладається таким чином, щоб у точці 3 кут армування траєкторії укладання наближався до 45 градусів; спіральної геодезичної траєкторії, що проходить по поверхні А від точки 3 до точки 4, яка лежить на задній кромці; траєкторії з постійним відхиленням від геодезичної від точки 4 до точки 5 по боковій поверхні D, яка укладається таким чином, щоб у точці 5 кут армування траєкторії укладання наближався до 45 градусів; спіральної геодезичної траєкторії, що проходить по поверхні В від точки 5 до точки 6, яка лежить на кромці кореневого перетину з боку поверхні В; прямолінійної траєкторії, що проходить по поверхні Е від точки 6 до точки 7, яка лежить на кромці кореневого перетину з боку поверхні А; спіральної геодезичної траєкторії, що проходить по поверхні А від точки 7 до точки 8, яка лежить на задній кромці; траєкторії з постійним відхиленням від геодезичної від точки 8 до точки 9 по боковій поверхні D, яка укладається таким чином, щоб у точці 9 кут армування траєкторії укладання наближався до 45 градусів; спіральної геодезичної траєкторії, що проходить по поверхні В від точки 9 до точки 10, яка лежить на передній кромці; траєкторії з постійним відхиленням від геодезичної від точки 10 до точки 11 по боковій поверхні С, яка укладається таким чином, щоб у точці 11 кут армування траєкторії укладання наближався до 45 градусів; окружної траєкторії, що проходить по поверхні А від точки 11 до точки 12, яка лежить на задній кромці; траєкторії з постійним відхиленням від геодезичної від точки 12 до точки 13 по боковій поверхні D, яка укладається таким чином, щоб у точці 13 кут армування траєкторії укладання наближався до 45 градусів; спіральної геодезичної траєкторії, що проходить по поверхні В від точки 13 до точки 14, яка лежить на передній кромці; траєкторії з постійним відхиленням від геодезичної від точки 14 до точки 15 по боковій поверхні С, яка укладається таким чином, щоб у точці 15 кут армування траєкторії укладання наближався до 45 градусів; спіральної геодезичної траєкторії, що проходить по поверхні А від точки 15 до точки 16, яка лежить на кромці кореневого перетину з боку поверхні А; прямолінійної траєкторії, що проходить по поверхні Е від точки 16 до точки 17, яка лежить на кромці кореневого перетину з боку поверхні В; спіральної геодезичної траєкторії, що проходить по поверхні В від точки 17 до точки 18, яка лежить на передній кромці та утворює кут армування, який наближається до 45 градусів; траєкторії з постійним відхиленням від геодезичної від точки 18 до точки 19 на боковій поверхні С, яка укладається таким чином, щоб у точці 19 кут армування траєкторії укладання наближався до 45 градусів; спіральної геодезичної траєкторії, що проходить по поверхні А від точки 19 до точки 20, яка лежить на задній кромці. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 Спосіб виготовлення аеродинамічних несучих поверхонь з композиційних матеріалів безперервним намотуванням армуючого матеріалу на оправку, що обертається, по комбінованій траєкторії, який відрізняється тим, що поверхня оправки має дві принципові дільниці з великою та малою кривизною, а укладання матеріалу здійснюють таким чином, що по поверхнях з великою кривизно укладання відбувається по траєкторії зі змінним відхиленням від геодезичної в межах сил тертя таким чином, щоб кути армування траєкторії укладання наближалися до 45 градусів, а по поверхнях з малою кривизною укладання армуючого матеріалу відбувається по геодезичних траєкторіях. 2 UA 70825 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing aerodynamic bearing surfaces of composite materials by continuous winding
Автори англійськоюKirieiev Ihor Yuliiovych, Mohylnyi Hennadii Anatoliiovych, Zhukov Mykhailo Stanislavovych
Назва патенту російськоюСпособ изготовления аэродинамических несущих поверхностей из композиционных материалов непрерывным наматыванием
Автори російськоюКиреев Игорь Юлиевич, Могильный Геннадий Анатольевич, Жуков Михаил Станиславович
МПК / Мітки
МПК: B32B 33/00, B64C 3/00, B64F 5/00
Мітки: несучих, спосіб, поверхонь, намотуванням, композиційних, матеріалів, виготовлення, безперервним, аеродинамічних
Код посилання
<a href="https://ua.patents.su/5-70825-sposib-vigotovlennya-aerodinamichnikh-nesuchikh-poverkhon-z-kompozicijjnikh-materialiv-bezperervnim-namotuvannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення аеродинамічних несучих поверхонь з композиційних матеріалів безперервним намотуванням</a>
Спосіб виготовлення складнопрофільних неосесиметричних виробів з композиційних матеріалів методом безперервного намотування
Номер патенту: 47150
Опубліковано: 25.01.2010
Автори: Поліщук Руслан Васильович, Могильний Геннадій Анатолійович, Кірєєв Ігор Юлійович
МПК: B64F 5/00, B32B 33/00, B64C 3/00
Мітки: складнопрофільних, виробів, виготовлення, намотування, матеріалів, композиційних, спосіб, методом, безперервного, неосесиметричних
Формула / Реферат:
1. Спосіб виготовлення виробів зі складним профілем з композиційних матеріалів методом безперервного намотування, що полягає в багатоциклічному намотуванні матеріалу на оправку, що обертається по комбінованій траєкторії, який відрізняється тим, що оправка має наскрізний проріз, відкритий на кінцевій частині, а матеріал укладають від кореневої частини оправки до кінцевої по комбінованій траєкторії, де в кожному циклі намотування до...
Гібридне волокно для виготовлення основ деталей з композиційних матеріалів та спосіб його виготовлення
Номер патенту: 58491
Опубліковано: 15.08.2003
Автори: Зердук Аміна, Куп Домінік, Дюваль Рено, Олрі П'єр
МПК: D02G 3/02
Мітки: виготовлення, матеріалів, гібридне, спосіб, волокно, композиційних, деталей, основ
Формула / Реферат:
1. Гібридне волокно, що призначене для виробництва волокнистих основ деталей із композиційних матеріалів і містить в основному розрізані паралельні та не скручені нитки, які утримують, обвиваючи їх, зв'язуючі нитки з матеріалу, що легко видаляється, яке відрізняється тим, що містить ретельно перемішані принаймні два види ниток різної природи, які вибрані з вуглецевих ниток або ниток з первинної для отримання вуглецю речовини на основі...
Спосіб виготовлення деревних композиційних матеріалів
Номер патенту: 3752
Опубліковано: 15.12.2004
Автор: Бехта Павло Антонович
МПК: B27N 3/00
Мітки: спосіб, виготовлення, матеріалів, композиційних, деревних
Формула / Реферат:
1. Спосіб виготовлення деревних композиційних матеріалів (фанери, стружкових плит, плит MDF, плит OSB тощо), що включає операції формування пакета, підпресування, пресування і обробку охолодженням, шліфуванням, обрізуванням, опорядженням готових матеріалів, який відрізняється тим, що після операції гарячого пресування готові нагріті матеріали піддають ущільнюванню прокатуванням між притискними елементами при кімнатній температурі 18-25°С, а...
Спосіб виготовлення виробу з полімерних композиційних матеріалів
Номер патенту: 86703
Опубліковано: 12.05.2009
Автори: Заворітько Іван Євсійович, Желтов Павло Миколайович, Луговський Віктор Володимирович, Малий Микола Андрійович
МПК: B32B 27/00
Мітки: матеріалів, композиційних, виробу, виготовлення, полімерних, спосіб
Формула / Реферат:
Спосіб виготовлення виробу з полімерних композиційних матеріалів, що включає просочування рулонного довгомірного волокнистого матеріалу полімерним сполучним, нанесення модифікуючого порошкового компонента на одну з його поверхонь, прокатування матеріалу з нанесеним порошковим шаром і формування з нього виробу, який відрізняється тим, що нанесення порошкового компонента здійснюють безпосередньо під час формування виробу, яке виконують шляхом...
Спосіб виготовлення виробів із композиційних матеріалів
Номер патенту: 32310
Опубліковано: 15.12.2000
Автори: Фрегер Гарі Юхимович, Коструб Володимир Олексійович, Харченко Євген Іванович
МПК: B29C 33/00, B29D 23/00
Мітки: матеріалів, виготовлення, композиційних, виробів, спосіб
Текст:
...запропонованого способу. Цифрами визначено: 1 - шпулярник з джгутами основної арматури; 2 ванна із зв'язуючим з підігрівом; 3 - віджимна філь'єра; 4 - пучок просіченої арматури; 5 - філь'єра обмотувального вузла; 6 - обмотник; 7 додатковий шпулярник з основною арматурою; 8 - філь'єра обпліточного вузла; 9 - обплітаючий вузол; 10 - короткі формуючі філь'єри; 11 попередня термокамера; 12 - формуючі ролики; 13 - термокамера остаточної...
Попередній патент: Спосіб оздоблювально-зачищувальної обробки вільним абразивним середовищем
Наступний патент: Спосіб гідроабразивної обробки зануреними струменями
Випадковий патент: Потоковимірювальна система, що придатна для використання з пристроєм обробки води