Спосіб виготовлення гвинтових заготовок
Номер патенту: 93257
Опубліковано: 25.09.2014
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович

Формула / Реферат
Спосіб виготовлення гвинтових заготовок, при якому на смузі виконують трикутні вирізи та здійснюють асиметричне обтискання її суцільної частини між двома валками до утворення ділянки плоскої кільцевої форми з наступним її згинанням до утворення гвинтової заготовки, який відрізняється тим, що використовують смугу, товщина якої у зоні асиметричного обтискання більша за товщину не обкатаної зони.
Текст
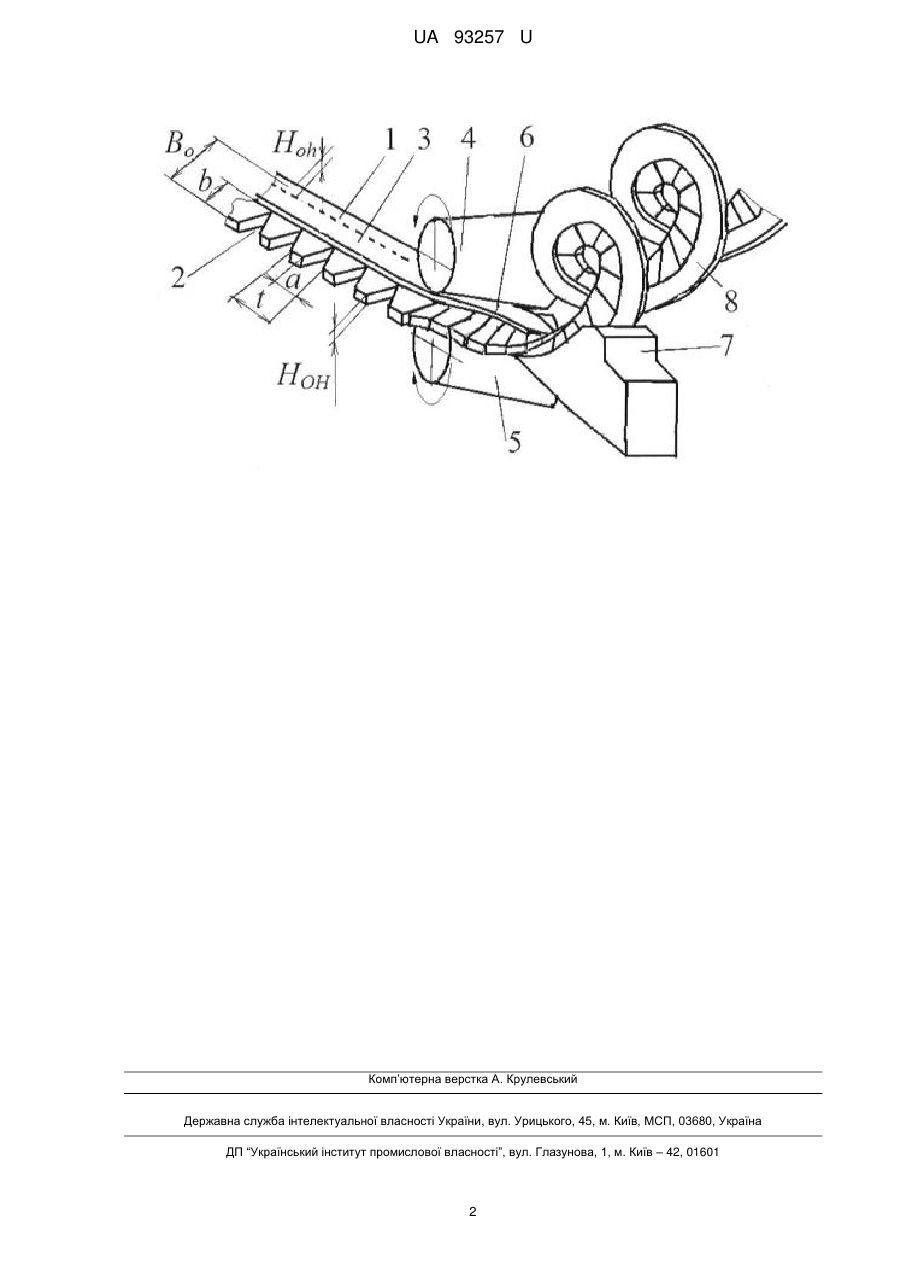
Реферат: UA 93257 U UA 93257 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до технології машинобудування і може використовуватись для виготовлення широкосмугових гвинтових заготовок. Відомий аналог є спосіб виготовлення гвинтових заготовок, при якому на смузі виконують трикутні вирізи та здійснюють асиметричне обтискання її суцільної частини між двома валками до утворення ділянки плоскої кільцевої форми з наступним її згинанням до утворення гвинтової заготовки (Патент Японії № JP63130235 А1, кл. МПК В21В1/22, Опубл. 6.02.1988). Недоліком аналога є низька точність, значна матеріаломісткість та складність виготовлення вальцьованих гвинтових заготовок зі значною шириною витка та малим діаметром внутрішньої крайки витка. При деформуванні спостерігаються розриви зовнішньої крайки витка, через значний перепад товщини обкатаної і не обкатаної ділянок заготовки. В основу корисної моделі поставлена задача підвищити точність одержання гвинтових заготовок, зменшення матеріаломісткості та розширення технологічних можливостей. Поставлена задача вирішується тим, що спосіб, при якому на смузі виконують трикутні вирізи та здійснюють асиметричне обтискання її суцільної частини між двома валками до утворення ділянки плоскої кільцевої форми з наступним її згинанням до утворення гвинтової заготовки, згідно з корисною моделлю, використовують смугу, товщина якої у зоні асиметричного обтискання більша за товщину не обкатаної зони. Корисна модель пояснюється кресленням, де наведена схема асиметричного обтискання смуги із трикутними вирізами. Корисна модель реалізується наступним чином. На смузі 1 висотою Во виконують трикутні вирізи 2 висотою b та шириною а і кроком t. Потім здійснюють асиметричне обтискання її суцільної частини 3 між двома валками 4 і 5 до утворення ділянки 6 плоскої кільцевої форми з наступним її згинанням за допомогою калібруючого механізму 7 до утворення гвинтової заготовки 8. При цьому використовують смугу, товщина Hoh якої у зоні асиметричного обтискання, тобто на ділянці її суцільної частини 3 більша за товщину НOH не обкатаної зони. Приклад конкретного виконання корисної моделі. Для виготовлення гвинтової заготовки використовували нормалізовану стрічку висотою Bо=30 мм зі сталі 20 згідно з ГОСТ 1577-81. На ній за допомогою апарата електроплазмового вирізання "Київ-4М" (виробництво Інституту електрозварювання ім. І. Патона НАН України) трикутні вирізи висотою b=12 мм та шириною а=20 мм і кроком t=20 мм. Товщина суцільної частини смуги Hoh=2 мм, а товщина у зоні вирізів НOH=1 мм. Радіуси скруглення вершин трикутних вирізів 3 мм. Для покращення захоплення стрічки валками, її обрізали під кутом 60°. Асиметричне обтискання заготовки здійснювали на кувальних вальцях К-125М з міжосьовою відстанню між валками 125 мм. Кутова швидкість обертання валків - 10 об./хв. Подачу заготовки в зону деформації в кліть здійснювали так, щоб вона втягувалась спочатку в частині заготовки де менше обтискання. Як змащувальний матеріал використовували Оксидол-В. В результаті асиметричного обтискання суцільної частини заготовки між двома валками спостерігалось утворення ділянки такої заготовки плоскої кільцевої форми із діаметром зовнішньої крайки 80 мм. Після її згинання за допомогою калібруючого механізму одержали гвинтову заготовку з кроком 40 мм, діаметром зовнішньої її крайки 72 мм та діаметром її внутрішньої крайки 8 мм. Товщина зовнішньої крайки витка одержаної заготовки - 0,8 мм, а товщина її внутрішньої крайки - 2 мм. Таким чином, корисна модель дозволяє одержувати гвинтові заготовки, які характеризуються підвищеною точністю, якістю та розширеними технологічними можливостями, а також зменшеною на 20-40 % матеріаломісткістю одержаних виробів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Спосіб виготовлення гвинтових заготовок, при якому на смузі виконують трикутні вирізи та здійснюють асиметричне обтискання її суцільної частини між двома валками до утворення ділянки плоскої кільцевої форми з наступним її згинанням до утворення гвинтової заготовки, який відрізняється тим, що використовують смугу, товщина якої у зоні асиметричного обтискання більша за товщину не обкатаної зони. 1 UA 93257 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович
МПК / Мітки
МПК: B21D 11/06
Мітки: виготовлення, спосіб, гвинтових, заготовок
Код посилання
<a href="https://ua.patents.su/4-93257-sposib-vigotovlennya-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гвинтових заготовок</a>
Спосіб виготовлення кованих гвинтових заготовок
Номер патенту: 71441
Опубліковано: 10.07.2012
Автори: Олендер Володимир Михайлович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: кованих, виготовлення, заготовок, гвинтових, спосіб
Формула / Реферат:
Спосіб виготовлення кованих гвинтових заготовок, при якому за допомогою співвісно розміщених бойків здійснюють асиметричне обтискання смугової заготовки до утворення на ній ділянки плоскої кільцевої форми з наступним її деформуванням до утворення гвинтової спіралі, який відрізняється тим, що утворення ділянки плоскої кільцевої форми здійснюється шляхом редукування смугової заготовки з використанням ротаційно-кувальної машини.
Спосіб виготовлення кованих гвинтових заготовок
Номер патенту: 73010
Опубліковано: 10.09.2012
Автори: Радик Дмитро Леонидович, Олендер Володимир Михайлович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: спосіб, гвинтових, заготовок, кованих, виготовлення
Формула / Реферат:
Спосіб виготовлення кованих гвинтових заготовок, при якому за допомогою співвісно розміщених бойків здійснюють асиметричне обтискання смугової заготовки до утворення на ній ділянки плоскої кільцевої форми з наступним її деформуванням до утворення гвинтової спіралі, який відрізняється тим, що утворення ділянки плоскої кільцевої форми здійснюють шляхом радіального обтискування смугової заготовки з використанням радіально-кувальної машини.
Спосіб виготовлення штампозварних гвинтових заготовок
Номер патенту: 64321
Опубліковано: 10.11.2011
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: штампозварних, спосіб, гвинтових, заготовок, виготовлення
Формула / Реферат:
Спосіб виготовлення штампозварних гвинтових заготовок, при якому одержують кільцеву заготовку, розрізають її по радіусу до утворення кільцевої секторної заготовки, нагрівають та формують секційну гвинтову заготовку з наступним зварюванням секційних гвинтових заготовок до утворення багатовиткової штампозварної гвинтової заготовки, який відрізняється тим, що формування секційної гвинтової заготовки здійснюють торцевим розкатуванням за...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 82254
Опубліковано: 25.07.2013
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович, Киселиця Василь Павлович
МПК: B21D 11/06
Мітки: гвинтових, виготовлення, спосіб, широкосмугових, заготовок
Формула / Реферат:
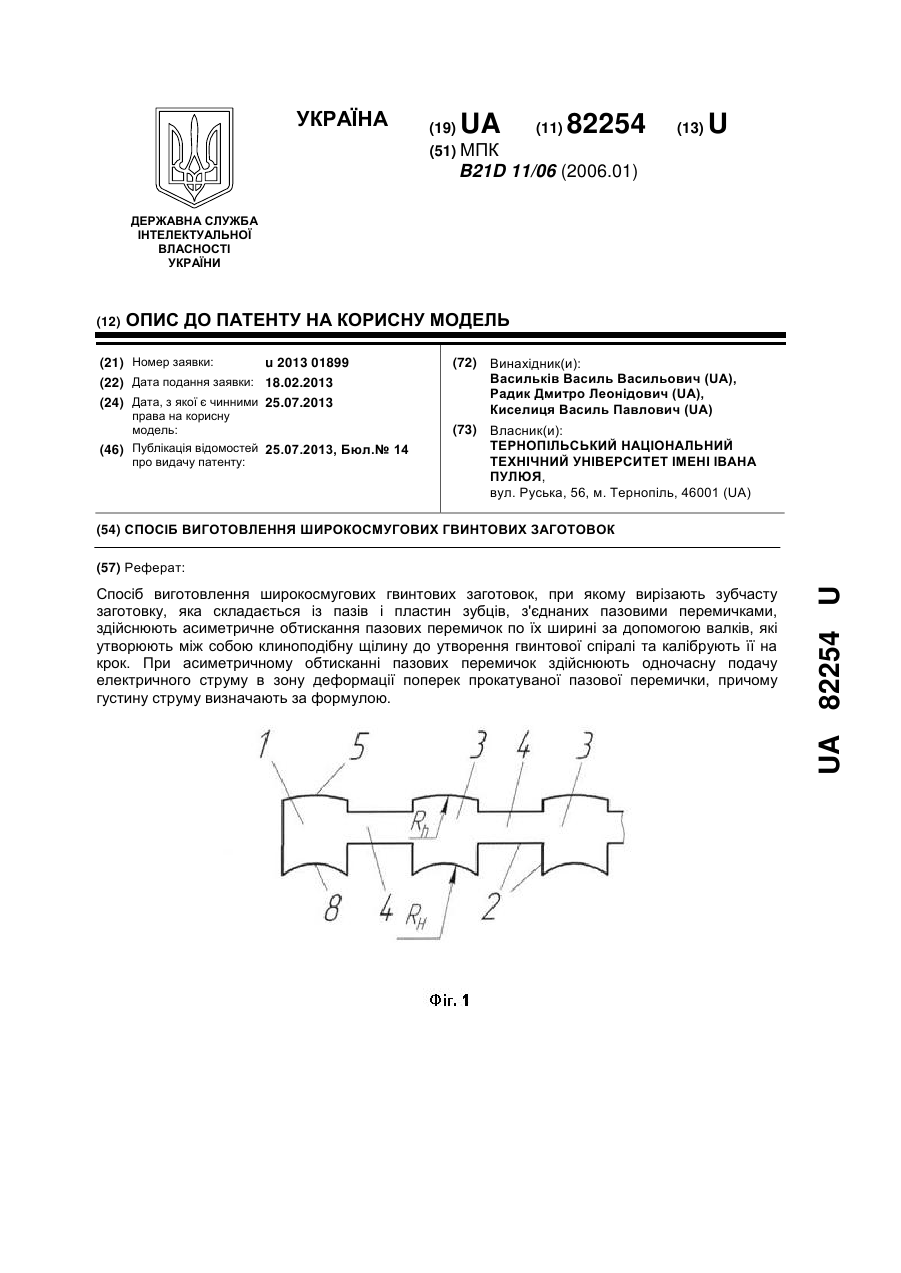
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, здійснюють асиметричне обтискання пазових перемичок по їх ширині за допомогою валків, які утворюють між собою клиноподібну щілину до утворення гвинтової спіралі та калібрують її на крок, який відрізняється тим, що при асиметричному обтисканні пазових перемичок здійснюють...
Спосіб виготовлення великогабаритних гвинтових заготовок
Номер патенту: 70382
Опубліковано: 11.06.2012
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: заготовок, спосіб, гвинтових, виготовлення, великогабаритних
Формула / Реферат:
Спосіб виготовлення великогабаритних гвинтових заготовок, який містить послідовні цикли зближення інструментів до контакту зі смуговою заготовкою, її затиск та деформування в площині затиску і в місці затиску до утворення кільцевої секторної зони на смуговій заготовці, відведення інструменту та подачі смугової заготовки на крок з одночасним калібруванням кільцевої секторної зони на крок витка до утворення гвинтової заготовки, який...
Попередній патент: Коаксіальне сопло
Наступний патент: Мастика віброзвукопоглинальна
Випадковий патент: Спиценатягач мод-1