Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 82254
Опубліковано: 25.07.2013
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович, Киселиця Василь Павлович
Формула / Реферат
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, здійснюють асиметричне обтискання пазових перемичок по їх ширині за допомогою валків, які утворюють між собою клиноподібну щілину до утворення гвинтової спіралі та калібрують її на крок, який відрізняється тим, що при асиметричному обтисканні пазових перемичок здійснюють одночасну подачу електричного струму в зону деформації поперек прокатуваної пазової перемички, причому густину струму визначають за формулою:
![]() ,
,
де ![]() - густина струму, А/мм2;
- густина струму, А/мм2;
![]() - товщина пазової перемички до деформації, мм;
- товщина пазової перемички до деформації, мм;
![]() - товщина зовнішньої крайки пазової перемички після деформації, мм;
- товщина зовнішньої крайки пазової перемички після деформації, мм;
![]() - коефіцієнт пропорційності, мм2/А.
- коефіцієнт пропорційності, мм2/А.
Текст
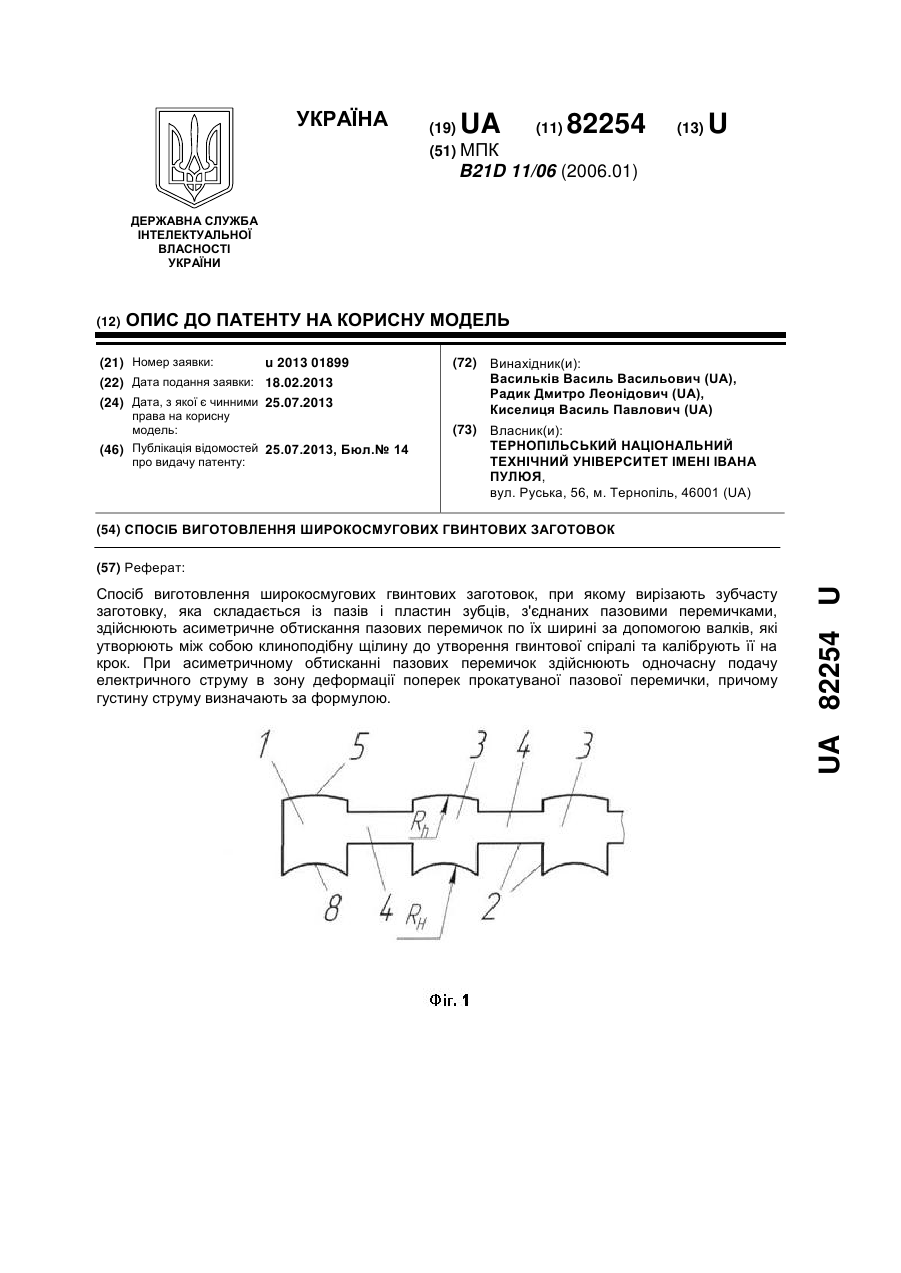
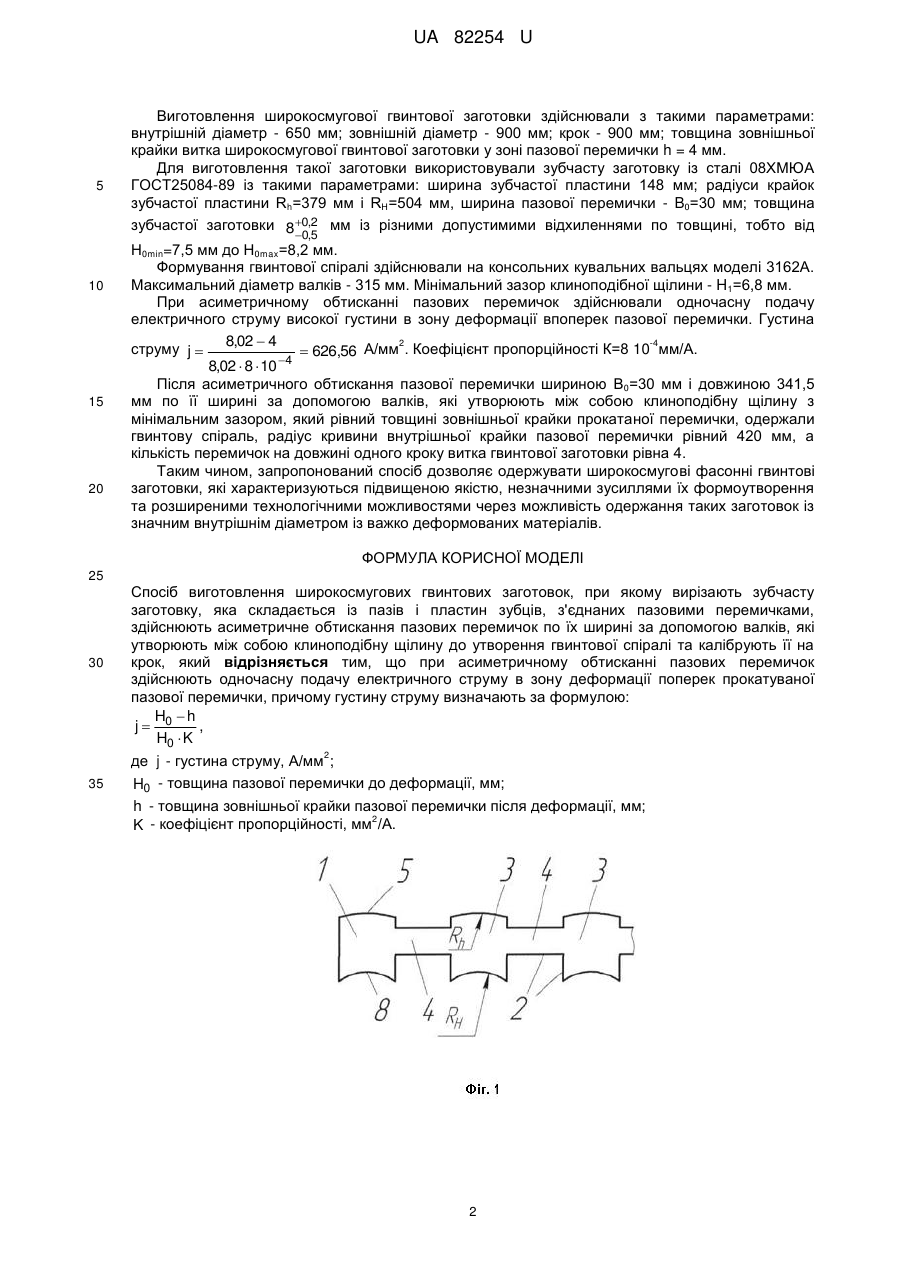
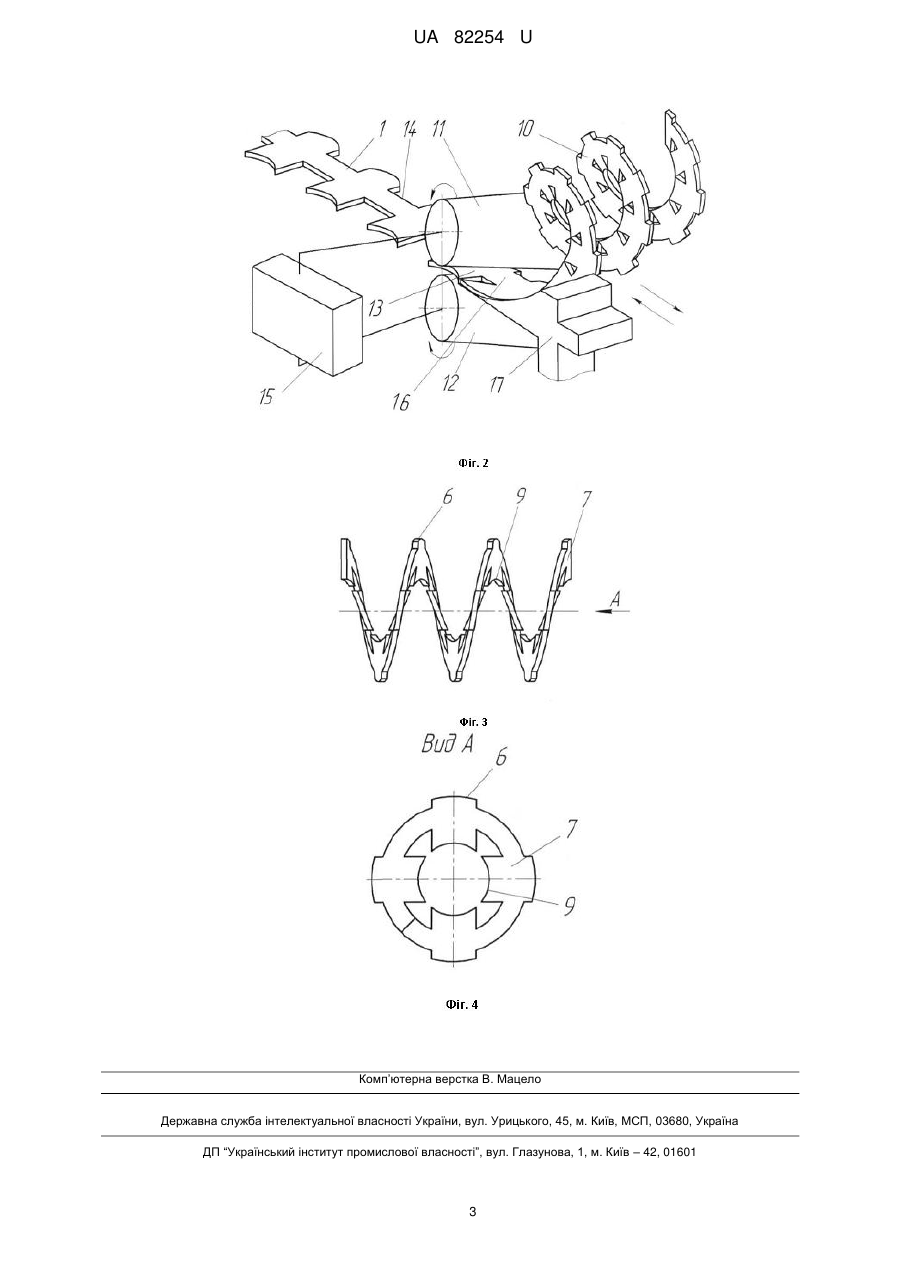
Реферат: UA 82254 U UA 82254 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до технології машинобудування і може використовуватись для виготовлення широкосмугових гвинтових заготовок. Відомий спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, здійснюють асиметричне обтискання пазових перемичок по їх ширині за допомогою валків, які утворюють між собою клиноподібну щілину до утворення гвинтової спіралі та калібрують її на крок (Пат. України № 56795, кл. B21D11/06, Заявл. 14.07.2010, Опубл. 25.01.2011, Бюл. № 2). Недоліком вказаного способу є низька якість та складність виготовлення широкосмугових гвинтових заготовок із важко деформованих матеріалів, а також зі значною шириною пазових перемичок, які характеризуються значною шириною та незначним внутрішнім діаметром витка. В основу корисної моделі поставлена задача підвищення якості, вдосконалення технології виготовлення широкосмугових гвинтових заготовок із важко деформованих матеріалів та розширення технологічних можливостей за рахунок забезпечення одержання широкосмугових гвинтових заготовок, шляхом реалізації способу виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, здійснюють асиметричне обтискання пазових перемичок по їх ширині за допомогою валків, які утворюють між собою клиноподібну щілину до утворення гвинтової спіралі та калібрують її на крок, причому при асиметричному обтисканні пазових перемичок здійснюють одночасну подачу електричного струму в зону деформації поперек прокатуваної пазової перемички, причому густину струму визначають за формулою: H h , j 0 H0 K 2 де j - густина струму, А/мм ; H0 - товщина пазової перемички до деформації, мм; h - товщина зовнішньої крайки пазової перемички після деформації,мм; 2 K - коефіцієнт пропорційності, мм /А. На фіг. 1 показана форма зубчастої заготовки, на фіг. 2 - схема формування гвинтової спіралі; на фіг. 3 - широкосмугова гвинтова заготовка, фіг. 4 - вид А на фіг. 3. Спосіб реалізується наступним чином. Із плоскої смугової заготовки вирізають зубчасту заготовку 1, яка складається із пазів 2 і пластин зубців 3, з'єднаних пазовими перемичками 4. При цьому крайки 5 пластин зубців 3 зі сторони пазових перемичок 4 виконують із радіусом Rh, рівним радіусу зовнішньої крайки 6 розгортки витка широкосмугової гвинтової заготовки 7, а протилежні крайки 8 пластин зубців 3, зі сторони пазів 2 виконують з радіусом RH, рівним радіусу внутрішньої крайки 9 розгортки витка широкосмугової гвинтової заготовки 7. Вирізування може здійснюватись на лазерних розкрійних комплексах, висічних ножицях або іншими технологічними способами. Потім здійснюють формування гвинтової спіралі 10 шляхом асиметричного обтискання пазової перемички 4 по її ширині за допомогою валків 11 і 12, які утворюють між собою клиноподібну щілину 13, причому деформуванню піддають лише зовнішню 14 по відношенню до центру кривини частину перемички 4, яка не перевищує 95 % від її ширини. При асиметричному обтисканні пазових перемичок здійснюють одночасну подачу електричного струму високої густини від джерела живлення 15 в зону деформації 16 впоперек прокатуваної пазової перемички 4. Густину струму визначають за формулою: H h , j 0 H0 K 2 де j - густина струму, А/мм ; H0 - товщина пазової перемички до деформації, мм; h - товщина зовнішньої крайки пазової перемички після деформації,мм; 2 K - коефіцієнт пропорційності, мм /А. 50 55 Величина коефіцієнта пропорційності залежить від марки матеріалу і його стану. Для -4 2 -4 2 вуглецевих і легованих сталей коефіцієнт К - лежить в інтервалі від 3·10 мм /А до 8·10 мм /А. Використання електропластичного ефекту дозволяє здійснювати ефективну деформацію важко деформованих матеріалів. Відведення гвинтової спіралі із зони деформації здійснюють за допомогою клинового механізму 17. Потім здійснюють калібрування на крок гвинтової спіралі 10 до утворення широкосмугової гвинтової заготовки 7. Приклад конкретного виконання способу. 1 UA 82254 U 5 10 15 20 Виготовлення широкосмугової гвинтової заготовки здійснювали з такими параметрами: внутрішній діаметр - 650 мм; зовнішній діаметр - 900 мм; крок - 900 мм; товщина зовнішньої крайки витка широкосмугової гвинтової заготовки у зоні пазової перемички h = 4 мм. Для виготовлення такої заготовки використовували зубчасту заготовку із сталі 08ХМЮА ГОСТ25084-89 із такими параметрами: ширина зубчастої пластини 148 мм; радіуси крайок зубчастої пластини Rh=379 мм і RH=504 мм, ширина пазової перемички - B0=30 мм; товщина зубчастої заготовки 80,2 мм із різними допустимими відхиленнями по товщині, тобто від 0,5 Н0min=7,5 мм до H0max=8,2 мм. Формування гвинтової спіралі здійснювали на консольних кувальних вальцях моделі 3162А. Максимальний діаметр валків - 315 мм. Мінімальний зазор клиноподібної щілини - H1=6,8 мм. При асиметричному обтисканні пазових перемичок здійснювали одночасну подачу електричного струму високої густини в зону деформації впоперек пазової перемички. Густина 2 -4 струму j 8,02 4 626,56 А/мм . Коефіцієнт пропорційності К=8 10 мм/А. 4 8,02 8 10 Після асиметричного обтискання пазової перемички шириною В0=30 мм і довжиною 341,5 мм по її ширині за допомогою валків, які утворюють між собою клиноподібну щілину з мінімальним зазором, який рівний товщині зовнішньої крайки прокатаної перемички, одержали гвинтову спіраль, радіус кривини внутрішньої крайки пазової перемички рівний 420 мм, а кількість перемичок на довжині одного кроку витка гвинтової заготовки рівна 4. Таким чином, запропонований спосіб дозволяє одержувати широкосмугові фасонні гвинтові заготовки, які характеризуються підвищеною якістю, незначними зусиллями їх формоутворення та розширеними технологічними можливостями через можливість одержання таких заготовок із значним внутрішнім діаметром із важко деформованих матеріалів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, здійснюють асиметричне обтискання пазових перемичок по їх ширині за допомогою валків, які утворюють між собою клиноподібну щілину до утворення гвинтової спіралі та калібрують її на крок, який відрізняється тим, що при асиметричному обтисканні пазових перемичок здійснюють одночасну подачу електричного струму в зону деформації поперек прокатуваної пазової перемички, причому густину струму визначають за формулою: H h , j 0 H0 K 2 35 де j - густина струму, А/мм ; H0 - товщина пазової перемички до деформації, мм; h - товщина зовнішньої крайки пазової перемички після деформації, мм; 2 K - коефіцієнт пропорційності, мм /А. 2 UA 82254 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing wide-strip screw blanks
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych, Kyselytsia Vasyl Pavlovych
Назва патенту російськоюСпособ изготовления широкополосных винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович, Киселица Василий Павлович
МПК / Мітки
МПК: B21D 11/06
Мітки: широкосмугових, гвинтових, спосіб, заготовок, виготовлення
Код посилання
<a href="https://ua.patents.su/5-82254-sposib-vigotovlennya-shirokosmugovikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення широкосмугових гвинтових заготовок</a>
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 56795
Опубліковано: 25.01.2011
Автори: Радик Дмитро Леонидович, Босюк Павло Володимирович
МПК: B21D 11/06
Мітки: гвинтових, широкосмугових, спосіб, заготовок, виготовлення
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, з наступним формуванням гвинтової спіралі і калібруванням її на крок, який відрізняється тим, що формування гвинтової спіралі здійснюють шляхом асиметричного обтискування пазових перемичок по їх ширині за допомогою валків, які утворюють між собою клиноподібну щілину.
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 56790
Опубліковано: 25.01.2011
Автори: Босюк Павло Володимирович, Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: заготовок, гвинтових, виготовлення, широкосмугових, спосіб
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним радіусу внутрішньої...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 58381
Опубліковано: 11.04.2011
Автори: Олендер Володимир Михайлович, Бобрик Віталій Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гвинтових, заготовок, спосіб, виготовлення, широкосмугових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, що включає вирізання зубчастої заготовки, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 58380
Опубліковано: 11.04.2011
Автори: Васильків Василь Васильович, Олендер Володимир Михайлович, Бобрик Віталій Володимирович
МПК: B21D 11/06
Мітки: спосіб, гвинтових, заготовок, широкосмугових, виготовлення
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 78635
Опубліковано: 25.03.2013
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/00
Мітки: гвинтових, виготовлення, заготовок, широкосмугових, спосіб
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а зовнішні крайки пазових перемичок зі сторони зовнішніх крайок пластин зубців виконують із...
Попередній патент: Експрес-метод ранньої діагностики туберкульозу легенів – метод і.а. кірющенко
Наступний патент: Спосіб виготовлення секційних гвинтових заготовок
Випадковий патент: Спосіб безрозривного перемикання відводів обмоток ступеневого трансформатора